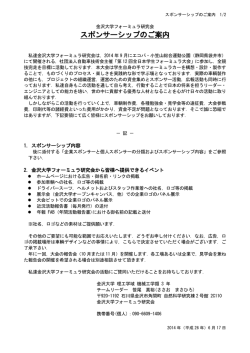
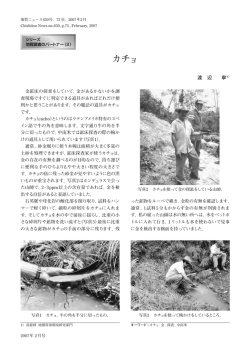
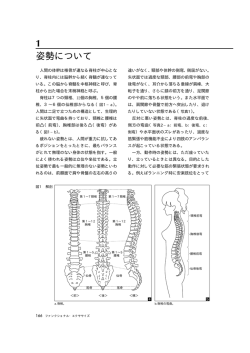
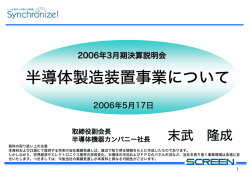
第6編 半導体製造装置 ●第6編●第15章●第3節● ウェーハエッジトリートメント装置 大日本スクリーン製造 1. はじめに 近年、微細化とウェーハの大口径化により、1枚当た りで作製されるチップ数が増加し、生産性向上を図る ために、歩留り向上が重要なキーワードとなっている。 特にウェーハエッジの状況が製造プロセスに大きな 影響を与え、最終的には歩留りに影響することがわか ってきた。ベベルケアは洗浄プロセスにおける歩留り 向上の新しい取り組みとして、先端プロセスでの導入 が始まっている。 している場合、ウェーハキャリアに接触してパーティ クルが転写する。また、ドライエッチングにおいて、 ベベル部に堆積物が付着し、残膜が積み重なると密着 性不良により剥がれが生じる。剥がれた残膜はウェー ハ表面に付着するだけでなく、ウェーハキャリアに接 触して剥がれ、下のウェーハに落ちて汚染を拡大させ る。 ベベル部からの剥がれ膜が問題となって歩留りに影 響を与えることがわかっており、ウェーハのベベル洗 浄の必要性が高まっている(図2) 。 2. ベベル洗浄の必要性 図1に示すように、ウェーハのベベル汚染は転写が問 題となる。ウェーハのベベル部にパーティクルが付着 ウェーハキャリア パーティクルの転写 ベベル部に パーティクルが付着 図1 ウェーハベベル洗浄の必要性 3. ベベル洗浄技術搭載機 実際のウェーハベベル部の汚れを図3に示す。これが 歩留り低下を引き起こす要因となっている。また、ウ ェーハベベルが汚れた状態でバッチ洗浄処理を行うと、 いわゆる縦筋モードと呼ばれるパーティクルモードが 発生することも知られている(図4)。そのため、ベベ ル洗浄は以下の2種類の方式が知られている。 ①薬液によるエッチング ②スラリーを用いた研磨 薬液によるエッチング方式では薬液を使用するため ランニングコストが高く、スループットも低い。また、 ウェーハのベベル部だけに付着した余分な金属膜やド ライエッチング堆積物を薬液によって溶解除去するた パーティクル ウェーハ ドライエッチング堆積物 図2 ベベル部の汚染 図3 実際のウェーハベベル部に付着したパーティクル 2009 Semiconductor Fab/Equipment/Facilities 403 第6編 半導体製造装置 トップエッジ フロントサイドベベル ウェーハ ボトムエッジ Apex バックサイドベベル 図5 ウェーハベベル部の詳細 図4 バッチ洗浄後の縦筋モード 写真1 「SS-3000BC」の外観 め、デバイス面に薬液が回り込まないよう工夫する必 要がある。さらに、ウェーハを保持するチャックと接 触するエッジ部には薬液が接触しないため、パーティ クル残りが生じる。その対策としてチャック構造を変 えなければならないなどの課題がある。研磨方式はス ラリーや研磨パッドなど消耗パーツのランニングコス トが高く、保守も複雑である。 「SS-3000BC」はスクラバ「SS-3000」をベースにベ ベル洗浄技術を搭載した装置であり、SS-3000と同等の 高いスループットが得られる。また、薬液を使用しな いため、ランニングコストの削減および環境保護にも 寄与することができる(写真1) 。 404 2009 半導体工場・装置・設備 4. ベベル洗浄用ブラシ開発経緯 ブラシを用いたベベル洗浄機を開発するにあたり、 次の2項目を大きなテーマに掲げることとした。 ①高い除去率 ②洗浄幅の調整が可能 高い除去性能はもちろんのことであるが、デバイス の製造工程またはエンドユーザーによっては“ウェー ハのApexから2mmの領域だけ洗いたい” 、 “3mmだけ洗 いたい”といった様々な要望があり、レシピで使い分 けられる機構であることも目指した。なお、先に述べ た“Apexから∼mmの領域”の“∼mm”を、本稿では 洗浄幅と呼ぶ(図5) 。 SS-3000で従来から使用してきたブラシをベースに 種々の形状のブラシを作製し、高い除去性能とフレキ シブルな洗浄幅を可能とする評価を行った。こうした 試行錯誤を重ねる中で、ベベルブラシを完成させた。 このベベルブラシによってウェーハ表面/裏面側とも に高い除去率が得られ、かつ洗浄幅をコントロールす ることも可能となった。洗浄幅のコントロールに関し ては後述する。 以上のことから、ベベルブラシを搭載したSS-3000BC の特徴は、次の4点と言える。 ①高除去率 ②高スループット ③低コスト ④洗浄幅のコントロール 5. ベベルブラシの除去性能 スラリーが付着したサンプルの結果を写真2に示す。 処理後のベベル部においてスラリーが除去されている 第6編 半導体製造装置 この結果において、除去率100%と はすなわちPSL粒子がすべて除去 されたことであり、除去率が0%と ブラシ洗浄幅 は全く除去されなかったことを示 す。“PSL粒子が除去されている領 域 → 洗浄幅”と考えると、グラフ のX軸において除去率が0%となる ポイントが洗浄幅となる。押し込 み量を変えることで、洗浄幅も変 えることができる。 また、ウェーハとブラシの回転 方向を同じにすることで除去率を 上げており、ブラシ回転数も変更することができるの で、より最適な処理が可能である。 スラリー汚染領域 エッジ (b)洗浄後 (a)洗浄前 写真2 スラリーの除去(ウェーハ上面から見た結果) 除去率(%) 100 押し込み量 4mm 1mm 80 60 6. ベベルブラシの想定適応工程および今後の課題 40 20 0 0 1 2 3 4 Apexからの距離(mm) 図6 ブラシ押し込み量ごとの洗浄幅および除去率 ことがわかる。なお、ウェーハ全周360度にわたってス ラリーがすべて除去されていることも確認された。 次にブラシ押し込み量(水平方向の移動量)による 洗浄幅および除去率の結果を図6に示す。サンプルに は、ベアSiウェーハにポリスチレンラテックス(PSL) 粒子を塗布し、200℃で3minベークしたものを用いた。 現時点では、下記工程にベベルブラシが適応できる のではないかと考えている。 ①CVD残渣除去 ②CMPの前および後 ③エッチング後のエッジ部に付着した堆積物の除去 ④バッチ洗浄前(縦筋モード対策) ⑤露光前(液浸プロセス) CMPに関しては、ウェーハベベル部のパーティクル が研磨パッドに転写することによって膜にクラックを 生じさせることもあり、CMP前にベベル洗浄すること によってその抑制が期待できる。 液浸露光機ではレンズ部で水を循環させており、そ の循環水にベベル部の汚れが転写すると、レンズへの クロスコンタミネーションや解像不良を招く恐れがあ り、その抑制も期待できる。 2009 Semiconductor Fab/Equipment/Facilities 405
© Copyright 2026 Paperzz