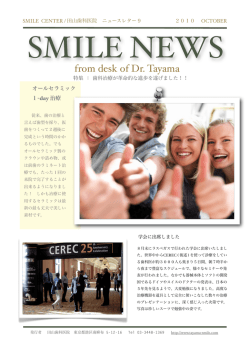
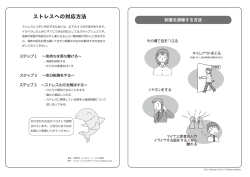
CS(Creation for Smile) 情報カタログ 番号:20100131-8 Creation for Smile ~最先端のプレス加工で多くの笑顔が溢れるもの創り~ 超精密研削加工 (直角ブロック・鏡面研削) 図1 精密研削加工品として製作した立方体(100X100X100)(図1)。 図からは分かりづらいが、ただの立方体ではなく50mmブロック8個を組み合わせ た仕様となっている。鏡面研削にて目標値とする直角度1.0μm以下、平面度1μm 以下に対して直角度1.2μm(未達)、平面度0.8μm(達成)を実現した。 超 ※平面研削盤は長島精工製超精密成形平面研削盤NP63 0-F ならびに ナガセインテグレックス製精密平面研削盤S GE- 5 15 EZ を使用した。 図2 測定方法 図3 測定結果 測 E 最 図 定器としては図2に示す高精度測定器ミツトヨ製L GEXを使用。 大許容指示誤差 0.35+L/1000μmである。 2に示すのは実際の測定の様子を示す。 鏡 が う う い 面 悪 と 課 で 研 い す 題 両 削 と る が 方 の問題点と いう傾向が とどちらか あった。し を極める研 しては面粗度 見られる。ど を犠牲にしな かし今回はど 削加工として は良いが、平 ちらかを良く ければいけな ちらも犠牲に 取り組んだ。 面度 しよ いと しな < 上 調 を 解決策> 記課題を解決するために、機械に適合する砥石、研削液、研削条件を再度 整した。面粗度向上のため鏡面研削砥石を数枚トライし、目標数値の達成 目指した。 < 目 え ま の 今後の課題> 標値1.0μm以下に対して直角度は1.2μmと未達である結果。測定誤差も考 られるが、1μm以下を目指していきたい。 た、研削だけで100時間かかっている実情があるため、短時間で高精度のも づくりができるよう更なる改善が必要。
© Copyright 2026 Paperzz