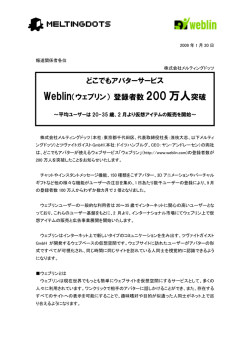
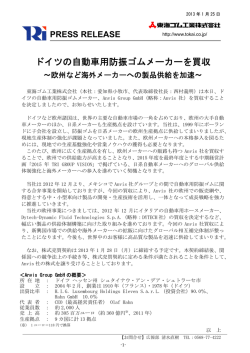
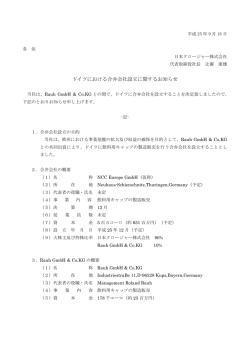
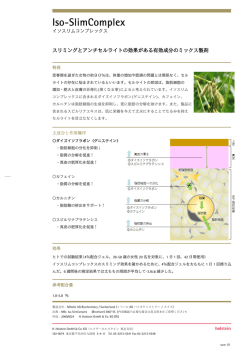
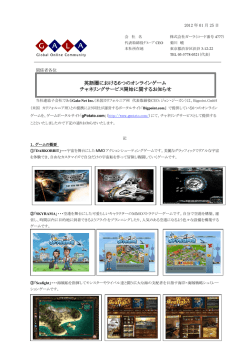
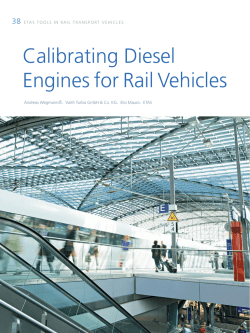
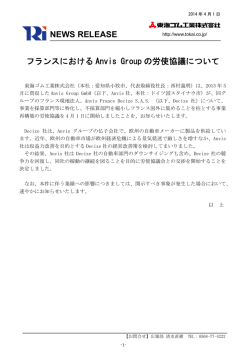
ERSA GmbH 1 SMD/BGA工程における温度制御の重要性 室 温 (全部分が個体) ハンダ溶融温度 SnPb:185℃又は SnAgCu:225℃ (液化下ハンダの流れ) 適切なぬれ温度 SnPb:195℃/205℃又は SnAgCu:230/235℃ (金属間合金接合が形成) ピン−ハンダ、ランド間の張力ナシ: ピン-ランド間の表面張力: ピン-ランド間の金属間合金による接合: ファンクションテスト−良好! ファンクションテスト−良好! ファンクションテスト−良好! 接合部信頼性−不良! ICT/X線検査− 良好! ICT/X線検査− 良好! 接合部信頼性−不良! 接合部信頼性−良好! X ERSA GmbH X 2 熱分布の状態:ホットエアー VS. 中波長 IR 熱風方式では熱ムラが発生しやすい Hot air can produce hot and cold spots. 中波長IRでは均一な加熱が可能 Dark IR guarantees uniform heating. ERSA GmbH 3 鉛フリー対応リワークの問題点 鉛フリーハンダ使用は工程に どのような影響を与えるのでしょうか? ERSA GmbH 4 代表的な鉛フリー合金とその製品使用例 合金: Sn99Cu 溶融点: 230 C 使用例: ハンダ浴 (低価格だがハンダ槽に酸化防止材又 は窒素が必要)溶融温度が高いため基板、部品 及び装置に損傷を与える危険性があります。 Sn96Ag4 221 C 軍需用、航空宇宙産業, 部品、 溶融温度が高い SnPb合金のような良好なぬれ性, コストが高く銀 SnAgCu くわれ 発生の可能性あり 217 C 自動車産業及び通信関連で使用、溶融温度が 高くSnPb合金よりも耐クリープ性、耐振動性が大 きいがぬれ性が悪い。 ERSA GmbH 5 鉛フリーリフローハンダ付プロセスの検討課題 プロセスウインドウの比較 SnPb共晶ハンダ 鉛フリー 240 240 230 - 235 215 - 220 217 - 221 183 170 170 鉛フリーハンダでは、従来の共晶ハンダと比較して許容温度範囲(プロセスウインドウ)が非常 に狭くなっています。 ERSA GmbH 6 鉛フリーリフローハンダ付プロセスの検討課題 ・ 鉛フリーハンダリフローのプロセスウインドウは従来の共晶ハンダや低融点合金と比較して非常 に狭くなっています。鉛を含有していないため酸化低減のためのフラックス活性時間も非常に短く なっています。 ・ リワークシステムは熱容量の大きな基板でも150℃から220℃間のソーク時間を50秒間で実行可 能な加熱性能を有していることが必要となります。加熱性能の低い装置の場合この重要な工程 部分を実行するのに時間がかかるためソーク時間内で接合部分酸化の原因になります。 ・ 温度レンジが従来より高くなったこととプロセスウインドウが狭くなったため、基板及び部品横断の ΔT制御がリフローシステムでは大変重要となってきます。 ・ 従来より高い工程温度が必要なため部品及びその中心部ダイの許容温度を越えることのないリ フローが大変重要となります。 ERSA GmbH 7 鉛フリーハンダ接合部の特徴: ぬれ不足 ウイスカー形成 ボイド発生の増加 光沢の低下 ERSA GmbH 8 高温度でのリワーク作業によるBGAボイドの形成 X線検査装置により低温度でのリワークの重要性が明らかになりました。 BGA 225: IR/PL 550; 205℃ピーク BGA 225:IR/PL 550A;リフロー温度到達後5秒間 BGA 225: IR/PL 550; 230℃ピーク ERSA GmbH 9 鉛フリー合金がもたらしたリフロー時の新たな問題 鉛を含まない銀含有ハンダでは溶融温度も高くなり許容 範囲が狭くなるため精度の高い温度制御が必要。 ERSA GmbH 10 鉛フリー基板に対しての最適リフロープロファイル Temperature (C) ケスター社 鉛フリー合金(SnAgCu)のリフロープロファイル Kester Reflow Profile for Lead-Free Alloy (SnAgCu) 260 Peak Temp.(235-245oC) 240 220 200 Reflow Zone 50-60 secs typical 180 160 140 Soak Zone 50-70 secs typical 120 100 80 Pre-heat Zone 40 - 70 secs typical 60 40 Ramp Rate 0.5- 20 0 50 Preheat Zone = 110-150oC 100 150 Soak Zone = 150-220oC 200 250 Reflow Zone = Above 220oC 300 Time (sec.) プロセスウインドウがせまいためリフロー装置への要求度合いが高い ERSA GmbH 11 鉛フリーフラックスの消失とハンダ広がり 最適なプロセスウインドウ 不十分なプロセスウインドウ 不適切なプロセスウインドウ ソーク時間 50 ‒ 70 秒 ソーク時間 70 秒以上 ソーク時間 90 秒以上 プリヒート時間の増加 ERSA GmbH 12 鉛フリー局所リフロー加熱状態の比較:ホットエアー VS. IR(赤外線) ホットエアー: 許容外ΔT(部品上) 赤外線: ゼロΔT(部品全体) ERSA GmbH 13 ホットエアーリワーク:鉛フリーリフロー熱ムラによる工程上の問題点 90 秒以上 コールドゾーン ソーク時間が長すぎ:ぬれ性消失! 230℃以上 ホットゾーン 過剰なボイド形成の危険性! 260℃以上 ホットエアーリワークノズル: 許容範囲外のΔT! ホットゾーン 部品損傷発生の危険性! ERSA GmbH 14 できる限り低く安全な温度での鉛フリーリワーク 鉛フリーリワーク: ΔTの制御、リフロー状態の目視、 及びクローズドループ方式の採用 ERSA局所IRリワークは235℃以下の安全な 温度での作業を可能にしました! ERSA GmbH 15 ERSA BGA リワーク制御方式による低い温度でのリフロー ERSA IR:BGA全体のゼロΔTを 実現する均一な加熱品質 ERSA PRC:リアルタイム制御方式に よる低い温度でのリワーク ERSA GmbH 16 ERSA IR/PL 550A:取り外し、搭載、リフロー、検査、データ管理をこの一台で! 1600W SMD BGA CBGA CCGA CSP QFN MLF PGA PTH フレキ基板 樹脂部品 金属部品 異形部品 ソケット類 コネクタ 0201/0402 鉛フリー ERSA GmbH 17 ERSA IR 550 A:クローズドループ局所リフロー方式 RPC Input 1 部品 / ハンダメーカー推奨の最適 2 ERSA IRS - BGA及び基板をリフ ロー時リアルタイム温度計測 3 マイクロプロセッサ制御のリフロー 方式 − オートパイロットによる最 適プロファイル実行 4 リフロー監視カメラ− IRS校正& リアルタイム、リフロー検査機能 5 ERSA IRソフトによる温度&プロ セス管理機能 Output プロファイルを選択します。 クローズドループ方式ではリワーク時基板に生じるさまざまな変動要素を検出し最適な温度 プロファイル制御を行う事が可能です。 ERSA GmbH 18 最適リフロープロファイルの選択: Temperature (C) Kester Reflow Profile for Lead-Free Alloy (SnAgCu) 260 Peak Temp.(235-245oC) 240 220 200 Reflow Zone 50-60 secs typical 180 160 140 Soak Zone 50-70 secs typical 120 100 80 Pre-heat Zone 40 - 70 secs typical 60 半導体・ハンダ製造各社が推奨する IR(赤外線)リフロープロファイル 40 Ramp Rate 0.5- 20 0 50 Preheat Zone = 110-150oC 100 150 Soak Zone = 150-220oC 200 250 Reflow Zone = Above 220oC 300 Time (sec.) National Semiconductor Texas Instruments ERSA GmbH 19 ERSA IR 550Aは 最適プロファイルを自動実行します! 試行錯誤によるプロファイリングが不要 - 所要のプロファイルをロードするだけで インラインリフロー装置の様に 自動運転 正確なプロファイルを実行します! ERSA GmbH 20 ERSA IRSoft & IDView -リアルタイムプロファイリング&リフロー工程記録機能 ERSA GmbH 21 高精度なプロセスコントロールが低い温度で安全なリワークを実現しました! 熱電対:BGA ハンダ接合部 IRS:部品表面温度を計測 ハンダ接合部温度は設定プロファイル通り溶融温度到達後 1.5 - 3.5℃/秒の勾配で冷却することができます。 BGA 上面はハンダ接合部より3-6℃ 温度が低くなります。 部品上面とハンダ接合部間の最大ΔT は2.5-4.5℃に収まります! ERSA GmbH 22 リワーク装置購入決定のフローチャート 1. 品 質− 結果は OKですか? BGAのダブルドロップは? ⇩ 2. 再現性 − 使いやすいですか? リフロー状態の検査は? ⇩ 3.フレキシビリティ − チップ部品、PBGA、PTH、・・・・鉛フリー? ⇩ 4. 費用対効果(ROI) − 運転コストは? ・ 初期導入費用は? ・ サイクルタイムは? ・ ヒータ等のスペアーパーツは? ERSA GmbH 23 ERSA IR/PL 500 & IR/PL500A International User List (Short version) 上記は代表的ユーザー例ですが現在合計4,500台以上のERSAリワークシステムが世界中で使用されています。 ERSA GmbH 24
© Copyright 2026 Paperzz