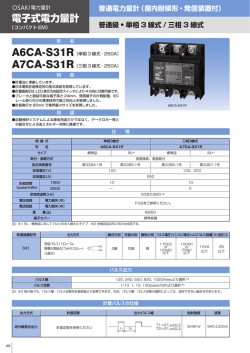
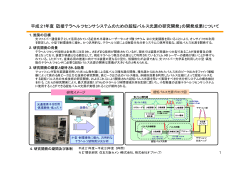
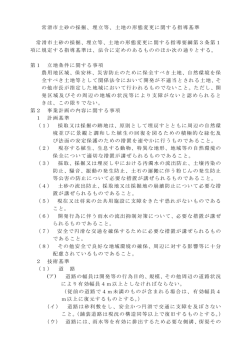
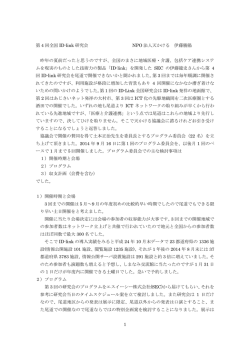
高安定高出力超短パルスレーザー 【超短パルスレーザーとは】 超短パルスレーザーとは】 フェムト秒レーザーのフェムト秒とは時間の単位であり、1フェムト秒は1,000兆分の1秒です。時間単位はfsと表記さ れ、femto second のイニシャルで表します。同様に1ピコ秒は1兆分の1秒で、psと表記します。 超短パルスレーザーはおよそ10ピコ秒以下のパルス幅(1パルスが光っている時間)のレーザー光を発するレーザー 装置を指します。 超短パルスレーザーは熱を介在せずに精密な加工を実現する全く新しいレーザー加工を提供し、21世紀の様々な 産業の発展に大きな影響を与える先端技術満載の光源装置です。 フェムト秒レーザは、フェムト秒レベルまでエネルギーを 圧縮しているので、レーザ強度が著しく大きくなります。 技術の新規性・優位性(従来技術と比較して) レーザー強度 フェムト秒レーザー 100fs → 30μ μm 10-15 fs フォノンカ Qスイッチレーザー ップリング プラズマ 発生 熱拡散 10 -12 ps 10 -9 ns 10-6 μs 新技術 レーザー(YAG,CO2 レーザー(YAG,CO2)加工 YAG,CO2)加工 フェムト秒レーザー加工 ・熱変成 ・振動 ・デブリ 時間 10-3 ms 光の照射時間が、フォノンカップリング 開始時間に比べて無視できるほど短い。 従来技術 1 sec ・組成変化なし ・応力なし ・デブリなし ・・・CW 10ns → 3 m SPIE vol.1848 Laser-Induced Damage in Optical Materials: 1992/403 Appl. Phys. B 58, 273 (1994). Appl. Phys. Lett. 66, 1181 (1994). J. Vac. Sci. Technol. B 17(6), Nov/Dec 1999 →ナノ・マイクロメートル加工が可能! →新しい製造用ツールとなる! ゼロエミッション:廃液・廃棄物の発生無 →①熱変成を嫌う加工に向かない。 →②高温高圧下金属に向かない。 →③脆い材料加工に向かない。 【他のレーザーとの違いは?】 他のレーザーとの違いは?】 ナノ秒レーザーは、加工中に材料周辺部の温度が上昇し、熱影響が顕著に現れた加工形状になります。 一方、フェムト秒レーザーは、熱エネルギーが材料周辺部に熱として伝わる前に溶融を介さず一気に蒸発するため、 加工形状はナノ秒レーザーの場合よりも小さく、熱影響層が殆ど現れません。 フ ェ ム ト 秒 パ ル ス ナノ秒パルス 反射・散 乱 電 子 プルーム イ オ ン 液状 粒子 30 um 30 um 熱拡 散に よりエ ネルギ ーが希薄化 ナノ秒レーザー加工 (パルス幅3.3ns) パルス幅 3.3ns) 熱 拡 散 が 無 視 で き る 短 時 間 フェムト秒レーザー((パルス幅100fs) フェムト秒レーザー パルス幅 100fs) B. N. Chichkov, et al. Appl. Phys. A 63, 109 (1996) 波長:780nm パルス幅:130fs (フェムト秒レーザー) パルス幅:180fs (フェムト秒レーザー) 基板へのダメージなし シャープなエッジ 波長:255nm パルス幅:30ns (ナノ秒レーザー) パルス幅:200ns (ナノ秒レーザー) クラック(基板) 熱溶融 ホウケイ酸ガラス孔加工 20 um 250 nm厚クロム薄膜除去加工例 フェムト秒レーザーとナノ秒レーザーの加工状態 作成:2015年3月 【加工応用例】 半導体デバイス・ディスプレイ分野 セラミックス基板の高精度穿孔加工 材質:セラミック, 板厚:200㎛ 直径:50 ㎛ , 孔間ピッチ:100 ㎛ マシナブルセラミックスやファ インセラミックスに直径数10 μm、アスペクト比10の真円度 の高いストレート形状のマイク ロホールを高速かつ高い位置 決め精度で加工できます。 マイクロドリルを用いた加工と 異なり刃物の消耗がないため 安定した加工を実現します。 半導体基板のスクライビング・ダイシング加工 超短パルスレーザーの特徴であ る非熱的加工を活かしてデブリや 溶融層の発生、基板への不必要 なダメージを極限まで低減した加 工を実現します。Si、SiC、GaN、 GaAs、ZnOなどの半導体基板だ けでなくLSIチップやRFIDなどの 加工も可能です。また、LEDのサ ファイア基板やFPD用ガラス基板 の加工も可能です。 自動車・航空・宇宙分野 ナノ周期構造による摩擦低減 超短パルスレーザーを用い ることで金属、半導体、誘電 体各種材料においてサブミク ロンの周期を持つナノ周期構 造が作製可能です。シリン 材質:SUS ダーや軸受けなどの摩擦が 発生する箇所にナノ周期構 造を作製することにより、摩 擦低減を実現できます。 ディンプル形成による摩擦低減 シリンダーや軸受け等の表面に 高速で微小なディンプルを形成 することでその摺動性、耐摩耗 性、疲労強度などを向上させる ことが可能です。超短パルス レーザーを用いることで高速か つ高精度で直径数10μm、深さ 数μmから任意の形状に加工を 行えます。 逆テーパー加工 難加工材への精密微細加工 3µ m 自動車エンジンのノズルやイン クジェットプリンターノズルに逆 テーパー加工を施すことにより、 ガソリンの燃焼効率向上や、よ り高精細な印刷を可能にします。 材質:SUS 材質:ジルコニア溶射SUS基板 板厚:1.30 mm , 穴サイズ:0.22 mm 100 µm 超短パルスレーザーを用いる ことで、タービン部品のような 高温・高圧環境下で使用され るジルコニア溶射SUS基板等 の難加工材にも加工を行うこ とが可能です。 情報通信・材料分野 金属材料への精密微細化工 屈折率変化誘起による光デバイス加工 材質:ソーダライムガラス フェムト秒レーザーの高ピーク 電界強度を活かして透明材料 内部に局所的な屈折率変化を 誘起することが可能です。 光導波路や分岐路、回折格子 などの3次元集積や、平面光 回路の屈折率トリミングが可能 です。また、局所的改質を3次 元配列することにより光メモリ が実現されています。 ◆本社 〒141-0001 東京都品川区北品川5-5-15 大崎ブライトコア407 Tel:03-5798-3803/Fax:03-5798-3804 URL: http://www.cyber-laser.com 材質:SUS 200 µm 熱伝導率が高い金属材料に おいてもフェムト秒レーザーの 超短時間性を活かして、熱影 響を極限まで低減した高精度 微細加工を実現します。Cu、 Ni、SUSなどの難加工材料も 可能です。 ◆和光事業所 〒351-0104 埼玉県和光市南2-3-13 和光理研インキュベーションプラザ201号室 Tel:048-460-3803/Fax:048-460-3804 作成:2015年9月 【加工システム紹介】 セラミックス用穿孔加工システム • 新開発の高出力超短パルスレーザーとガルバノ スキャナーの搭載により超高速加工を実現 • レーザー出力およびビームポインティングを高精 度に制御することで加工品質を安定化 • ビームステアリングモジュールを用いることで アスペクト比の高いストレート穴加工を可能に 材料:窒化ケイ素 穴サイズ:40μm アスペクト比:10 マイクロホール仕様(*1) 加工対象 穴径 厚み 加工位置 精度(*2) 精度(*2) 真円度(*3) 真円度(*3) 1穴あたりの加 工時間 (*4) マシナブル セラミックス(*5) 80 µm 800 µm ±3 µm 3 µm ≤10 sec ファイン セラミックス(*6) 40 µm 400 µm ±3 µm 2 µm ≤5 sec *1 : すべての値は±3σ基準で評価します。 *2 : 直径10mmの領域での評価です。 *3 : JIS B 0621-1984 *4 : 多段階の穴あけ加工にかかるレーザー照射時間の合計 *5 : ホトベールII *6 : 窒化ケイ素 *穿孔可能セラミックス:窒化アルミ、炭化ケイ素等(詳細はお問い合わせください) *穿孔の標準断面形状: レーザー入射面側にわずかなテーパ部があります。その深さは穴全長の10%。 移動ステージ仕様 項目 値 項目 値 ステージサイズ X:≥200 mm Y:≥200 mm 分解能 X:0.2 μm Y:0.2 μm Z:1.0 μm 移動量 X:≥150 mm Y:≥150 mm Z:≥40 mm 最大スピード X:10 mm/sec Y:10 mm/sec 繰り返し位置決め 精度 X:±1 μm Y:±1 μm Z:±2 μm サンプルホルダー お客様のご要望に 合わせて設計しま す 位置決め精度 (*7) X:1.5 μm Y:1.5 μm *7 : 単軸性能 作成:2014年9月18日 【レーザー光源紹介】 IFRIT-TD20/50 IFRIT-D ・Thin Disk レーザーテクノロジー ・高出力 ・高エネルギーパルス ・高ビーム質 ・高信頼性 ・出力安定化機構“APMS”により無調整で安定動作 ・加工機に重要なポインティングも高精度に制御 ・短いウォームアップ時間を実現 ・工場での使用を前提とした小さなフットプリント 仕様 *1 IFRIT-TD20 IFRIT-TD50 IFRIT-D 増幅方式 再生増幅器 再生増幅器 再生増幅器 波長 1030 nm *2 1030 nm *2 780 nm *2 パルス幅 ≤3 ps *3 ≤3 ps *3 ≤250 fs *4 平均出力 ≥20 W ≥50 W ≥1.0 W パルスエネルギー ≥400 µJ(@50kHz) ≥400 µJ(@125kHz) ≥1.0 mJ(@1kHz) 繰り返し周波数 50~200 kHz可変 50~200 kHz可変 1kHz / 2kHz *5 ビーム質 M2:1.5 (typical) M2:1.5 (typical) ≤1.5 ビーム安定性 ≤3% (rms) ≤3% (rms) ≤1% (rms) 冷却方式 水冷 水冷 水冷 *1 本仕様は、変更する場合がございます。 *2 SHG/THGオプションあり *3 パルス圧縮オプション(<800fs)あり *4 250fs~3ps可変オプションあり *5 出荷時に選択となります。出荷後の変更は行えません。 ◆本社 〒141-0001 東京都品川区北品川5-5-15 大崎ブライトコア407 Tel:03-5798-3803/Fax:03-5798-3804 URL: http://www.cyber-laser.com ◆和光事業所 〒351-0104 埼玉県和光市南2-3-13 和光理研インキュベーションプラザ201号室 Tel:048-460-3803/Fax:048-460-3804 作成:2015年9月1日
© Copyright 2026 Paperzz