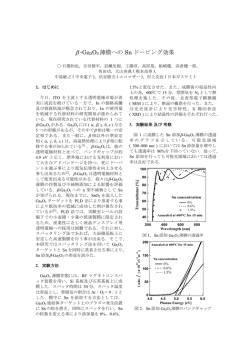
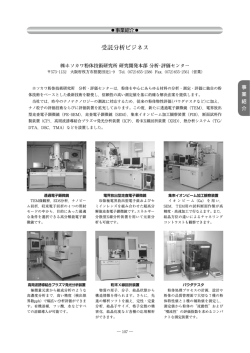
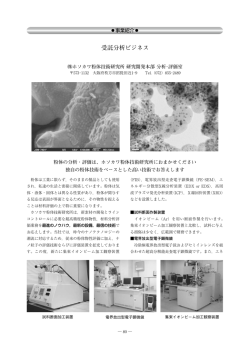
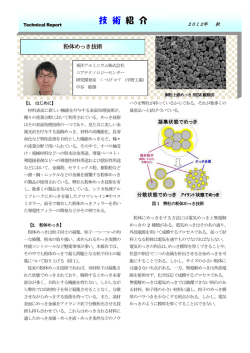
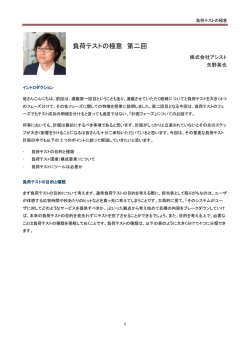
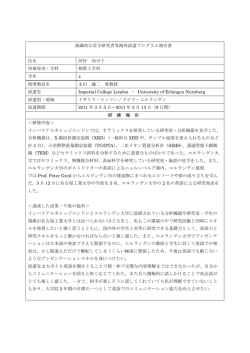
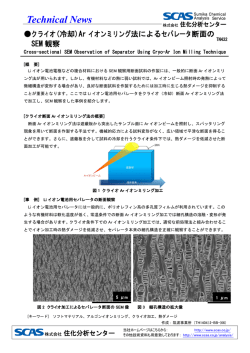
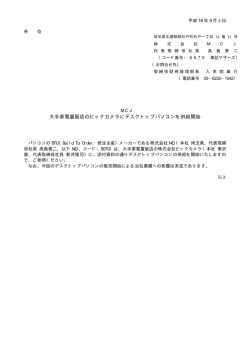
(様式第 10 号) 誘電体薄膜の形成と機能性に関する研究 −熱処理における構造の変化と電気的特性の変化− 藤吉国孝 * 1 有村雅司 * 2 牧野晃久 * 2 山下洋子 * 1 Study on Preparation and Functional Estimations of Ferroelectric Thin Film − The Change of dielectric propaties and structure of Barium Titanate Thin Films − Kunitaka Fujiyoshi, Masashi Arimura , Teruhisa Makino , Yoko Yamashita チタン酸バリウムの結晶性ナノ粒子及びそれを用いて作製した薄膜の,熱処理過程における電気的特性の変化及 び膜の構造等について検討した。その結果,熱処理温度を高くするとチタン酸バリウムの生成・粒成長が起こり, 比誘電率は増加することが確認された。一方,誘電損失は 550 ℃∼ 650 ℃で最も低かった。これは, 450 ℃以下で は残存有機物や -OH 基が存在するため誘電損失が大きく, 750 ℃以上では空孔やクラック等の空隙が生じるため, 誘電損失が大きくなると考えられる。 1 はじめに この溶液を基板上に塗布し,熱処理することで薄膜を チタン酸バリウムはコンデンサーやメモリー等に用 作製している。 いられている代表的な誘電体材料であり,一般的には ここで,我々が検討しているナノ粒子コーティング 固相反応法で合成されている。しかし,固相反応法で 法と一般的なゾルゲル法とを比較してみると,一般的 は組成の不均一性や異相析出,不純物混入,粗粒子生 なゾルゲル法で用いている金属アルコキシド溶液は空 成,高温焼成が必要といった様々な問題点がある。こ 気中の水分の影響を受けやすく沈殿しやすい。これに れらの問題点を改善する為の方法として,溶液中の化 対し,ナノ粒子分散溶液は既に水分を添加して加水分 学反応でチタン酸バリウム結晶を合成可能な液相合成 解・重縮合反応をさせ結晶化させたナノ粒子を用いて 法(クエン酸・シュウ酸を用いる方法やゾルゲル法) いるので空気中の水分の影響を受けにくいという特徴 が検討されている。 を有している 。また ,有機溶剤に対して分散性が良く , ここで,下岡,桑原らは,高濃度金属アルコキシド コーティング溶液の安定性に優れている。 前駆体溶液を用いてチタン酸バリウムの結晶性ゲルを 1) 更に,一般的なゾルゲル法では,原材料に有機成分 合成しており ,この結晶性ゲルを用いて透光性セラ を多く含んでいるため,焼成後の薄膜にクラック等の ミックスを作製している 2)。一方我々は,これまで, 空隙が生じやすいが,本手法では,結晶性ナノ粒子中 この結晶性ゲルを分散させた溶液を用いてチタン酸バ の残存有機物は少ないために,焼成してもクラック等 3) リウム薄膜を作製してきた 。 の空隙は生じにくいというメリットがある。 この結晶性ナノ粒子を用いたチタン酸バリウム薄膜 今回は,このナノ粒子コーティング法を用いて作製 の作製方法を,我々はナノ粒子コーティング法と呼ん したチタン酸バリウム薄膜について,焼成(熱処理) でいる。ナノ粒子コーティング法では,まず金属アル 過程における構造の変化と電気的特性の変化について コキシド溶液に水分を添加し,エージング処理を行う 検討した。 ことで,加水分解・重縮合反応により,結晶性ナノ粒 子を含んだゲルを合成する。ついで,この結晶性ナノ 2 粒子を有機溶媒中に分散させ ,コーティング溶液とし , 2−1 研究,実験方法 チタン酸バリウム(BTO)結晶性ナノ粒子の合成 結晶性ナノ粒子の合成は,定法 3) に従い原料の金属 *1 化学繊維研究所 *2 機械電子研究所 アルコキシド溶液を加水分解・重縮合させて行った。 2−2 チタン酸バリウム結晶性ナノ粒子の熱分析 合成した結晶性ナノ粒子を真空乾燥させた後 150 ℃ 1000 で 1 時間熱処理し,熱重量−示差熱測定( TG-DTA; び 昇 温 脱 離 ガ ス 測 定 ( TPD-MS; FISONS ㈱ 製) を 行 った。 2−3 850℃ 比誘電率 セイコー電子工業㈱製 熱分析システム SSC5200)及 750℃ 650℃ 100 550℃ チタン酸バリウム薄膜の作製 450℃ 合成した結晶性ゲルを 2-メトキシメタノールに投 10 1k 入後,超音波処理を行い, 0.2mol/L の結晶性ナノ粒子 10k 100k 1M 周波数(Hz) 分散液を調製した。この分散溶液を Pt / Ti / SiO2 / Si 基板上にスピンコーティングで塗布し,図−1の手順 図−2 でプリベーク( 150 ℃× 5min),仮焼成①(所定温度 熱処理に伴う比誘電率の変化 1 × 5min),仮焼成②( 仮焼成①と同一温度×所定時間 ) 溶液 塗布 プリ ベーク 図−1 2−4 溶液 塗布 仮焼成 ① 仮焼成 ② 誘電損失 を行い,チタン酸バリウム薄膜を作製した。 450℃ 0.1 850℃ 550℃ 650℃ 750℃ BTO, BSTO 薄膜作製方法 0.01 1k 10k 100k 1M 周波数(Hz) チタン酸バリウム薄膜の評価 図−3 450 ℃∼ 850 ℃の所定の温度で熱処理して作製した 熱処理に伴う誘電損失の変化 各サンプルについて, X 線回折( XRD;マックサイエ ン ス ( 株 ) 製 MXP18A) 測 定 , 走 査 型 電 子 顕 微 鏡 3−2 熱処理に伴う薄膜構造の変化(1:XRD測定) ( FE-SEM;日本電子データム(株)製 JSM-840F)に 次に,同一サンプルについて XRD 測定を行った。 よる表面観察を行った。また,作製した薄膜の表面に 得られた回折パターンにはチタン酸バリウムと基板の アルミ電極を真空蒸着し,インピーダンスアナライザ ピークしか見られず,熱処理温度の上昇に伴い,チタ ー(アジレント(株)製 HP4192A) を用いて電気的 ン酸バリウム由来のピーク強度が増加した( 図−4 )。 特性(比誘電率及び誘電損失)を測定した。 850℃ 結果と考察 3−1 熱処理に伴う電気的特性の変化 ナノ粒子コーティング法を用いて所定の熱処理温度 750℃ a.u. 3 BTO Pt/Ti/SiO2/Si基板 650℃ で作製したチタン酸バリウム薄膜について,インピー ダンスアナライザーを用いて比誘電率と誘電損失を測 550℃ 定した。比誘電率は 550 ℃と 650 ℃ではあまり変わら なかったが,熱処理温度を高くすることによって上昇 450℃ 10 15 1kHz の低周波数側では熱処理温度を高くすると低く 20 25 30 35 40 45 50 55 60 2θ し ,850 ℃で約 250 であった( 図−2 )。誘電損失は , 図−4 熱処理に伴う XRD パターンの変化 なった。 1MHz の高周波数側では,熱処理温度が 550 ℃∼ 650 ℃の場合が最も低く ,約 3%だった( 図−3 )。 2 θ= 31( deg)付近のチタン酸バリウムの(110)面 のピークに注目すると,熱処理温度の上昇と共にピー クトップは高角度側にシフトした( 図−5 )。これは , 熱処理温度の上昇に伴い,チタン酸バリウムの結晶性 ることから,熱処理に伴う比誘電率の増大は,粒成長 が良くなっている為と考えられる。また,熱処理温度 に起因すると考えられる。また, 750 ℃以上の高温で の上昇に伴い半価幅は減少し(図−6)ピーク強度が 熱 処 理 す る と 空 孔 や ク ラ ッ ク な ど の 空 隙 が生じ て い 増大している(図−5)ことから,熱処理温度の上昇 た。高周波数域での誘電損失の増大はこの空隙が原因 に伴いチタン酸バリウムの生成・成長が進行している であると考えられる。 と考えられる。 a.u. 850℃ 750℃ 650℃ 500nm 550℃ 450℃ 30 30.5 31 31.5 32 図−8 チタン酸バリウム薄膜表面の SEM 写真 ( 750 ℃焼成) 32.5 2θ(deg) 半価幅(deg) 図−5 熱処理に伴う(110)ピークの変化 0.8 0.6 0.4 500nm 0.2 400 500 600 700 800 900 図−9 熱処理温度(℃) 図−6 ( 850 ℃焼成) 熱処理に伴う(110)ピークの半価幅の変化 3−4 3−3 チタン酸バリウム薄膜表面の SEM 写真 熱処理に伴う薄膜構造の変化(2:SEM観察) 各サンプルについて薄膜表面の SEM 観察を行い, 平均粒径を算出した。 熱処理に伴う薄膜構造の変化(3:熱分析) 乾燥させたチタン酸バリウムの結晶性ナノ粒子粉末 の,熱分析結果を図− 10,図− 11 に示す。昇温脱離 ガス( TPD-MS)測定は,真空中の試料を加熱し,発 粒径(nm) 生したガスを四重極質量分析計で検出することで測定 50 40 30 20 10 した(図− 10)。その結果,質量数 18 の水は全温度 域で発生した。また,質量数 44 の二酸化炭素は 200 ℃∼ 580 ℃で発生した。 TG 曲線は 580 ℃まで大きな重量減少があり, DTA 曲線には 285 ℃付近に極大ピークが見られた(図− 0 400 500 600 700 800 900 熱処理温度(℃) 図−7 熱処理温度に伴う粒径の変化 11)。 これらの結果から、 200 ℃以下の低温度域では残存 有機溶媒や水が脱離しており,水は物理吸着水や加水 分解時の添加水や脱水縮合によって生成したものであ その結果,熱処理温度の上昇と共に粒径が増大して ると考えられる。 200 ℃から 580 ℃までは,これらの いた。この粒径の増大が比誘電率の増大に対応してい 水の脱離や残存有機物の燃焼が起こっていると考えら れる。また, 580 ℃以上の高温度域では残存している 5 参考文献 -OH 基の脱離が起こっていると考えられる。 1)Shimooka, Kuwabara, J. Am. Ceram. Soc., 78[ 10] 2849-52( 1995) 5×10-7 真空度(mbr) 2)Matsuda, Kuwabara, J. Am. Ceram. Soc., 81[ 11] 4×10-7 3010-12( 1998) 3×10-7 3)桑原誠,倉田奈津子,緒方道子,山下洋子,有村雅 司:セラミックス, 36[6] 415-416( 2001) m/z=18 2×10-7 m/z=44 1×10-7 0 100 200 300 400 500 600 700 温度(℃) 図− 10 結晶性ナノ粒子の TPD-MS 測定結果 20 0 DTA -4 TG(%) 15 TG 10 -6 5 -8 0 -10 -5 -12 -10 -14 -15 0 100 200 300 400 500 600 700 800 DTA(μA) -2 温度(℃) 図− 11 4 結晶性ナノ粒子の TG-DTA 測定結果 まとめ チタン酸バリウムの結晶性ナノ粒子及びそれを用い て作製した薄膜の,熱処理過程における電気的特性の 変化及び膜の構造等について検討した結果,以下の知 見が得られた。 (1)熱処理温度を高くするとチタン酸バリウムの生 成・粒成長が起こり,比誘電率は増加することが確認 された。 (2)誘電損失は 550 ℃∼ 650 ℃で最も低かった。こ れは, 450 ℃以下では残存有機物や -OH 基が存在する ため誘電損失が大きく, 750 ℃以上では空孔やクラッ ク等の空隙が生じるため,誘電損失が大きくなると考 えられる。 (3)以上の様に,焼成条件を制御することで,チタ ン酸バリウム薄膜の特性が制御可能であった。
© Copyright 2026 Paperzz