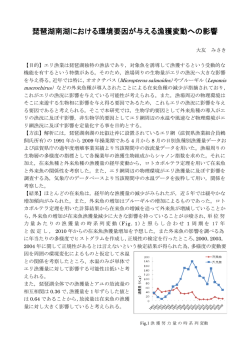
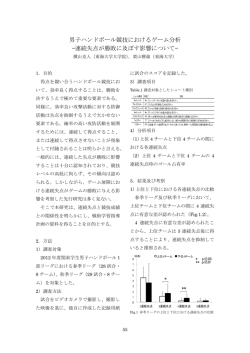
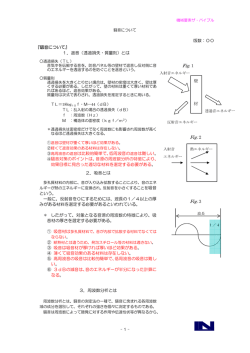
射出成形過程における板厚方向の樹脂流速分布と物性値分布 -型温度非対称成形と分子配向度Visualization of Thickness Direction during Injection Molding 金沢工大 ○(学)瀬戸 雅宏,田中 克, 金沢工大(正)山部 昌 Key Words: flow of resin / visualization / mold temperature 1.緒言 2コマ以上の瞬間画像を撮影し,画像処理によって 筆者らはこれまでに単純な平板試験片を用い,平 2次元的な粒子位置を算出し,時間と位置の対応づ 板厚み方向における樹脂流動挙動の可視化観察を行 けから流速分布を求めるものである.今回は追跡粒 .これより分子配向度は樹脂流動速度 子として,粒径約 150μm の銅粉を樹脂混練時に混 分布から発生するせん断応力の影響を強く受けてい 入し,画像処理システムとして日本カノマックス ってきた 1)2)3) ることを明らかにしてきた 4) .しかし,実際の射出 (株)製のソフトを使用した. 成形では金型の形状が複雑な場合が多く,金型内部 に温度分布を生じることがある.そのため,物性値 分布が発生し,そりなどの諸問題が発生する. そこで,金型のコア側とキャビティ側に温度差を 設け,金型温度差が樹脂流動に与える影響を金型内 の樹脂流動に対し可視化観察することにより、せん 断応力の変化と分子配向度の関係について検討した. Fig.1 The principle of visualization 2.実験方法 2-1.可視化観察による樹脂流速の測定 2-2.成形品の分子配向測定 樹脂流動中のせん断応力を算出するため,キャビ 樹脂流動観察結果得られたせん断応力と成形品に ティ内を流動する樹脂流速を光切断法および PIV 法 生ずる分子配向度の関係を検討するため,分子配向 (粒子追跡画像流速分布測定法)3)を用いて行った. 度測定を行った.試験片は Fig2 に示ように全体の厚 光切断法はキャビティ壁面の一部に石英ガラスブロ み 3mm を 10 層に分割した. 試験片の厚さは 0.3mm ックを用いた金型を使用し,成形品の板面に対して とし,分子配向度測定にはマイクロは方式簡易分子 (パーティング面)に対して垂直方向からシート状 配向計( (株)王子計測機械 MOA-3012)を用いた. の光源を成形過程にある樹脂に照射し,照らし出さ れた部分に高速度カメラの焦点を合わせ観察するこ と で ,任 意の 位 置に おけ る 画像 を得 る 方法 であ る.PIV 法は光切断法によって得られた任意の樹脂 流速を測定するため,樹脂の流れの場にトレーサー パーティクルを混合しレーザーなどの光源を用いて Masahiro SETO*, Masaru YAMABE: Department of TANAKA, Design Masashi Engineering, Fig.2 Shape and dimension of specimen Kanazawa Institute of Technology, *3-1Yatukaho, Mattou, 924-0838, Japan, 3.実験結果および考察 Tel. 076-274-9258, Fax. 076-274-9251 3-1.樹脂流速分布 E-mail: [email protected] 金型温度対称の流動は,金型厚み中心位置から対 側 60℃)の条件では金型温度一定の条件と比較して 明らかに樹脂流動の中心位置が高温側へ移動してい ることが伺える(fig.4) .これは,金型温度を非対称 にすることで低温金型近傍では高温側よりも固化層 の成長が早く進行したために,流動の中心が金型の 中心位置とは異なる結果となったためである(fig.5) . 3-2.分子配向度とせん断応力 fig.6 及び fig.7 はそれぞれの試験片からサンプル を取り出し,分子配向度を測定した結果と,せん断 応力のエネルギー比とを組合わせたものである. fig.6 は金型温度対称を,fig.7 は金型温度非対称の結 果を示す.せん断応力エネルギーの高い層では分子 配向度も高くなる結果となった.この部分は樹脂流 動過程において,せん断応力を受け続ける時間が他 の層と比較して長く,流動開始から停止までの間に 受けたせん断応力のエネルギーが最大になる層であ Flow velocity of resin[mm/s] しかし,金型温度非対称(キャビティ側 30℃/コア Condition 1 120 1.3s 100 80 60 40 20 -1.5 ←Cavity 0 -0.5 0 0.5 Thickness of cavity[mm] -1 1 1.5 Core→ fig.3 The measurement result of the resin flow velocity(Cavity=30℃,Core=30℃) Flow velocity of resin[mm/s] 称に流動が進行していることが読み取れる(fig.3). Condition 2 120 1.3s 100 80 60 40 20 0 -0.5 0 0.5 Thickness of cavity[mm] -1.5 -1 ←Low temp 1 1.5 High temp→ fig.4 The measurement result of the resin flow velocity(Cavity=30℃,Core=60℃) る.このため,分子鎖は樹脂流動方向に強く配向し Low temperature たと言える. Skin layer 4.結言 Flow of resin 可視化観察からそれぞれの樹脂流動速度分布を求 めたところ,金型に温度差を設けた場合の流動の中 ことから低温金型近傍では高温金型近傍に比べ固化 High Fig.5 View showing a frame format of resin flow and growth of the solidification layer. 層の成長が早く,そのために流動の中心が低温側か を示した厚み方向の位置がほぼ一致し,流動場での Energy ratio 較から,高いせん断応力を生じた部分と高い配高度 速度勾配が最も大きくなる時点において,せん断応 力のピークとなる固−液境界に位置する層で最も強 く分子鎖の引き揃えが生じ,分子配向度が大きくな るという結果が得られた. Condition 1 4 ら高温側に移ったと考えられる. 分子配向度測定結果とせん断応力分布の結果の比 1.5 3 1 2 0.5 1 0 0 -1.35 -1.05 ←Cavity -0.75 -0.45 -0.15 0.15 0.45 Thickness of cavity[mm] 2) 瀬戸雅宏・山部昌,成形加工’00,p273(2000) 3) 瀬戸雅宏・山部昌,成形加工シンポジア’00,p153(2000) 4) 田中克・瀬戸雅宏・山部昌, 成形加工シンポジ ア’01,p219(2001) 1.05 1.35 Core→ Condition 2 1.5 8 MOR-C 横井秀俊ら,成形加工’90,p143(1990) Energy of ratio 1) 0.75 fig.6 Relationship between molecular orientation and energy ratio(Cavity=30℃, Core=30℃) 12 参考文献 temperature MOR_C 心が高温側に移行していることが確認できた.この 1 4 0 0.5 -1.35 ←Low temp -1.05 -0.75 -0.45 -0.15 0.15 0.45 Thickness of cavity[mm] 0.75 1.05 1.35 High temp→ fig.7 Relationship between molecular orientation and energy ratio(Cavity=30℃, Core=60℃)
© Copyright 2026 Paperzz