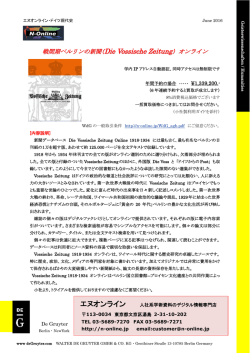
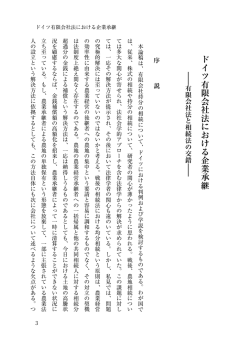
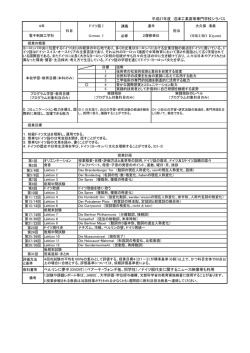
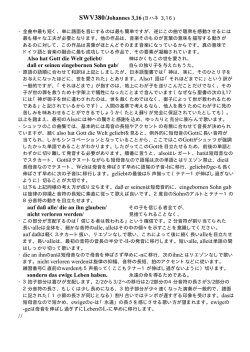
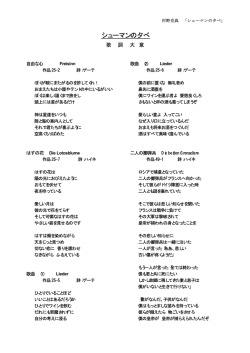
」D96-20 キ ヤ ビテ ィ内ガス圧管理 による … ダイカス ト品質の 安定化 種 岩本 典裕 児玉 忍 The Stable Die Cast Product Ouaiity ProduCtion System by ControHing the Gas PreSSure in a Die Cavity TOSHIBA MACHINE CO LTD TOKYO.JAPAN No● hirO iwamOi。 Youichi Kinosh ta ShinObu Kodam[1 Abstratt: Stable producton Of qua ty die casi ngs needs a contro1 0i varous parameters The inieC― ton speed and pressure are cri calfOr qua ty and can be contrO‖ ed almost periectly by the use of cOmputer,but st‖ lthe qua ty is not satisfactory The reason is the large var ation of gas pressure in die cavties Report ng a relable method of mon torng the gas pressure、 vhich、 ve have developed and verFed on vacuum and ordinary die cast n9 1 は じめ に ダイカ ス ト製 品 の品 質の約 8害 Jは 溶 湯 が 金 型 に 充填 を開 始 してか ら昇圧 が 完 了す るまでのわ すか 0 内 で決定 され ると言わ れて い る。 この 間 2秒 以 タ イ カス トマ こ うした背 景の 中、キ ャ ビテ ィ内ヵ ス圧 の パ ラ ツキが 内部欠 陥の最 大要 因であ るガ スの巻 込み に対 して、非常 に大 きな影 響 を及 ぼ すことが判 って きた。 シンの射 出は高速 速度 で溶場 をキャビテ ィ内 に 充填 させ 、 そ こで 本テ ーマで は、この キ ヤ ビテ ィ内ガス圧 に 着 目 保 圧 を行 な う.一 方金型 に お い て は し、キ ャ ビテ ィ内 ガス圧 を安定 かつ 正確に計預1制 御 で き 完 了 と同時 に 昇圧 キャビテ ィ内 に存在 す るガスが溶湯 に よって押 し出 され 、 るシステ ムを開発 したので実 用例 も含 めて紹 介 す る。 指 向性 凝 固 に よ り溶湯 力嘘 彗 多いこ出 るの を防 ぎ内部 カ ロ圧 され る。 ダ イカ ス ト製 品 の 内部 欠 陥 は 大 半か ガ スの 巻 込 み 巣 と 凝 固 に lTう 弓 け巣 であ る。弓 け巣 は 冷却過 程 に て発 生 す るもので発 生 個所 が 固定化 され 型 方案 や局 部 力]圧 ビ ン 制 御 で解 決 で きる可能性 も大 きい が、 ガ スの 巻 込 み は 真 空 ダィ ヵ ス トも含 め 突発 的 不良 や発 生個 所 が 一 定 で な い こ とな どで品 質管理 上 難 しい もの であ る。 一般 的 に ダィ ヵ ス トマ シ ンの 射 出速度 と圧 力は ダ イ カ モニター装置 コ ン モ ニ (パ ソ または'― ス ト製 品の 品質 へ の 影響 か 非常 に大 きい と言 わ れて い る } か、 最 近で は コ ン ピユー タ制 御 化 と油圧 制御 の 高度 化 に よ り射 出速度 と圧 力 はほぼ 完 璧 な再現性 制御装置 安定 性 を実 現 で き るよ うに な って きた。 しか し、 それて も製 品の 品 質 (TOSCASII 安定性 に おぃては 満足 で きるもの ではない。 図 -137- 1 システ ム 」D96-20 2 シ ス テ ムの 概 要 本 シ ス テ ム まキ ャ ビテ ィ内 ガ ス圧 を毎 シ ョ ッ ト計 測 す る こ とに よ っ て とす る もの で 溶 湯 に 巻 込 まれ るガ ス量 を 監 視 しよ う 以 下 の様 な 普 通 ダ イ カ ス ト法 や 真 空 ダ イ カ ス ト法 へ の 適 用 が で き デ ー タ管 理 お よび 制 御 を行 う こ とが可 能 で あ る。 ガス コ ン トロール ガスコ ン普通 ダ イ カ ス ト法 システ ム II (通 称 :ガ ス コ ン Ⅱ ) (DGP― C) ガス コ ン真 空 ダ イ カス ト法 (DGP― V) 真 空 タ ン クユ ニ ッ ト 図2 図 射 出 時 、 キ ャ ビテ ィ内 の カ ス は 溶 湯 が 充 填 さ れ る こ と 3 真空 タ ィ カ ス ト法 は 溶 湯 を キ ャ ビ テ ィに 高 速 で 充 填 す に よ り圧 縮 され エ アー ベ ン トか ら噴 出 す る。 この エ ア ー る際 ベ ン トが 常 に 健 全 で な い とガ ス圧 が 上 昇 し り不 良 を未 然 に 防 止 す るた め に キ ャ ビテ ィ内 の ガ ス を あ 内 に巻 込 まれ プ ロ ー ホ ー ル とな った り ガスが製 品 湯 回 り不 真 とな キ ャ ビテ ィ内 の カ ス を巻 込 む プ ロー ホ ー ル や 湯 回 らか しめ 減圧 す る方 法 で あ る。 る。 本 シ ス テ ムは 、 キ ャ ビテ ィ内真 空度 を金 型 の 圧 力検 知 従 来 、 エ アー ベ ン トか ら噴 出 され るガ ス (ノ ロ シ )の ポー トよ り毎 シ ョ ッ ト検 出 す るも の で 減圧 状 態 の波形 流 量 を 目視 また は 計 測 して管 理 を行 って い た 。 しか し、 が 計 測 で き る こ とに よ り ガ ス の 流 量 は い わ ば結 果 で あ り、 そ の原 因 で あ るカ ス 圧 位 置 、 シ ョ ッ ト時 の 真 空度 を管 理 す る こ とが で き を 計測 す る こ とが 望 ま しい 。 ま た、 キ ャ ビ テ ィ内 ガ ス圧 ゆ る真 空 ダ ィ カ ス ト方 案 に も適 用 す る こ と が 可 能 で あ はパスカルの原理か らとの位置で計測しても同じデータ が 得 られ る とい う夕1点 もあ る。 ィング面に取 り付 けた圧 力検知 プロ ックか ら毎 シ ョ ッ ト 計 渡,さ れ るガ ス圧 は 射 出速 度 波 形 と同期 性 が あ り、 本 シ ステ ム では この デ ー タ を モ ニ タ ー装 置 や 制 御 装 置 (TOSCAST)に 取 込 んで定量管理 を行 い 、各 シ ョ ツ トと良 品条件 との 上 し較 を行 お うとす るもので あ る。 あら る。 本 シス テ ムは 、 真空 ダイカ ス ト法にお け る各 シ ョッ ト のキ ヤ ビテ ィ内真 空度 を計 測 しモ ニ ター す る こ とに よ っ 本 システ ムは 、 キャ ビテ ィ内の ガス圧 を金 型 の パ ー テ 検 出 し 設 定範日か ら外 れた時警 報 を出す装 置であ る。 金 型 の気 密性 や 最 適 真 空 開 始 (TOSCA ST)に 取 り込 む こ とに よ り常 に 日標 真空度 に な るよ う て品質管 理 を行 い 、計浪1デ ー タ を制御装 置 真空開始位 置 を補正 制御 させ るこ とが可能 で あ る。 特に 真 空開 始位 置は在来 の真空 ダイカ ス トにお い ては 経験 に よ る固定 値 であ ったが 、 日標 真空度 を達成 す る最 短時間 に 自動設定 させ るこ とに よ り、真空 先 弓 きに よ る 不具合 も解 消 され る. -138- 3 」D96-20 ガ ス コ ン トロー ル シ ス テ ム IIの 開 発 経 過 弊 社 で は 内 部 欠 陥 を坊 上 す る方 法 を 要 素 ,術 の テ ー マ と して 長 年開 発 に 取 り組 ん で きて い る.日 本 ダ ィ カ ス ト会 議 に お ぃ て は 下記 の 発 表 を行 って きた . -方 に お ぃ て、 ダ ィ ヵ ス ト製 品 の 要 求 品 質 の 高 度 化 ば 不 長 率 の 低 減 か ら PL法 に も関 連 した 製 品 ギ ャラ ンテ ィ と ま す ま す進 ん で きて い る。 1)Fガ ス コ ン トロール シス テ ム の 開 発 と実 用 ,1』 2)『 局 部 力,圧 コ ン トロ ー ル シ ス テ ムの 開 発 と実 用 例 』 1)一 '92年 2)― '94年 表 1 真空 法の名称 チル ベ ン ト法 (マ ッシブベ ン ト) (洗 濯板 方式 ) そ こで 従 来 か らの 品 質 管理 項 目 で あ る射 出 速 度 圧 力 だ け で な く 金 型 か らの 情 報 を取 り込 み モ ニ ターお よび 制 御 す る必 要性 が あ る。 真空 ダイカ ス トの 分類 バリ し たリ か 残っ たり し てガ ス 振 馨 浄 繕 醤 磐 t][F積 状 の 冷 却 さ れ た ブ レー トを 和1月 し その 途 中で 溶 湯 が 凍回 し 吸 弓│イ t 前 で ア ル ミが 上 ま る.(ノ ンメ カ 方 式) l● 射 出 LS法 射出ストロークの信号そパルプを開 メ タル シ ャ ッ ト法 高速射 出 され た溶湯の Ft力 や1員 l■ ヵ で バル プの ビス トンを動か し パル プ [賃 を直接 ない し間接的 に閉 じる。 必 要 があ る. 湯 先 l・ 知 法 真 空吸 弓1終 了時 期 が 早 い と減 [震 Tttπ 勇両ζ 真空 吸弓 l.k了 時期 が遅 れ る と溶 湯 がパル プに詰 ま る. な源 『 ラ ンナ ーの 途 中 に メ タ ル 検知 セ ンサ ― を設 け セ ンサ の 信 号 に よ リバ ル プ を開 しる。 真 空 ダ ィ ヵ ス ト法 は 真 空 シ ャ ッ トパ ル プに 溶 湯 を ま 詰 らせ な い 方 室 と して バ ル プ を開 め るた め の ■ 失 や 改 が 良 な され て きた (表 1)。 日本 の ダ イカ ス トの歴 史 をか え つ見 た時 真 空 タ ィ ヵ ス 10∼ 15年 に 一 度 ブー ムが 来 て は 去 る現 象 が 繰 ト法 は り返 さ れ て い る。その原 因 と して は 真 空 ダ ィ カ ス ト法は 合型 llな 反 面 それ に 伴 う欠 点 が あ る こ とた と思 わ れ る。 そ して、その 真 囚は 真空 ダ ィ カ ス ト法 と称 して は い ても キ ヤ ビテ イ内 の 真空 度 を検 出 し管 理 して い な か った こと に あ る と思 わ れ る。 =哩 [ζ ttllttiち じ 主 予 チ :負 :与 警 2次 充填速度 (キ ャビティ充頂言蜀¬テぞrら頂厖三ニァアニ を充填 する速度 )を llえ ない と:溶 湯がバル プに詰 まる. 真 空 バ ル プの 問 題 点 と して は ダ ィ ヵ ス ト鋳 造法は ハ イサ イ クル 安定 生 産 が 絶 対 条 件 とな るた め 、 真 空 バ ル プに 溶 湯 が 飛 び 込 む と い っ た トラ ブル が な い よ う、金 型 方 案 や 真 空 バ ル プ方 案 を試 行 錯 誤 て 改 造 を行 って い る。 図 5は チル ベ ン ト法 で の キ ■ ビテ ィ内 真 空度 を計 測し た阿 で あ るが 見 か け 上 真 空 を行 って は ぃ るが キ ヤ ビテ ィ内 は 減圧 され て い な い こ とが 判 る。 真 空 鋳 造 の 問題 点 と して 真 空 に ょ る溶 湯 先 弓 き現 か 象 あ る (図 4)。 この 現 象 は 、真 空 開 始 の タ ィ ミング が 早す ぎた り 真 空度 が 高 す ぎた りす る と発 生 す る。 従 来 法 では この フ イ ミン グや 真 空 度 設 定 値 は 経 験 値 で あ っ た。 図 5 真空 eFf遺 結果 (NG例 ) 真 空 ダ ィ カ ス ト法 に お ぃ て は ① 真空 バル プの開閉位置は両方 とも出来 る限 り遅 らせ ること ② 真空 ランナーは 出来 るだけ短 く 製品歩留 ま りを良 くさせ ること が必要であ る。 特に①の真空バルフを安定化 させることを優先 じすぎ て、②の真空ランナー容積をだきくさせることにより、 図4 昇圧 時 間 が 遅 れ (金 型 タ ィ ム ラク ) そ の 結 果鋳 業 を生 しさせ て い る と い っ た 本 末 転●1の ケ ー ス もあ る。 溶 湯 の 先 言 き現 象 -139- 」D96-20 4 ガ ス コ ン トロー ル シ ステ ム IIの 説 明 キ ャ ビテ イ内圧 力 を高精 度 で 安定 検 知 させ る ため には ① 検 知 ボ ー トが 常 に健 全 で あ る こ と ② 検知 された キヤ ビテ イ内の圧 カデ ータが 正確 で遅れ 時間 圧 力損 失 がほ とん とない こ と が 要 求 され る。 本 システ ムは 検知 ポー トか 常 に 健全 な状 態 で圧 力検知 す るため に、エ アーバ ー シ、検 出ボー ト詰 ま リチ エ ツク、 ,,,ケ ● 5' 01 セ ンサ :こ よる検知 の 3通 りの回路 を備 えて い る。 1)エ アーパ ージ (図 エア 6a部 ) ,詢 エアーON 良 "不 エ ア ーバー ジは エ アー源か らタイ レク トに検 出 ポー トヘ エ ア ー を送 り、検 出ポ ー トの清掃 を行 う。 2)検 出ボー ト詰 ま リチ ェ ック (図 6b部 ,し ,,S腱 :01 ) 検 出 ポー ト詰 ま リチ エ ックは、紋 り弁て制 御 された エ アー を検 出 ポー トヘ送 り、 紋 り弁 ア ウ トljJの 圧カ をチ ェ ックす るこ とに よ リ ー トおまり 模 "ギ ポー トが 正 常か とうか 判断 す る。 図 実 際 に このチ ェ ックを行 うタイ ミングは マ シ ン本体 は型締 、注湯 口は開 いて い る状 態 なので 検 出 ボー トヘエ アー を送 り込 んで もキ ヤ ビテ イを通 って注湯 口か ら逃 げ るため、紋 り弁 ア ウ トllの 圧 力は上 か ら な い。 そ して、圧 力 か 設 定 値 以 上 に な つ た と きボ ー ト異 常 とな り、 ア ラー ム 出 力 す る。 5 7 フ ロー チ ヤー ト ガ ス コ ン トロー ル シス テ ム IIの 原 理 タ ィ カ ス ト鋳 造 に お け るキ ヤ ビテ イ内 ガ ス流 体 の ritれ は 図 8に 示 す オ リフ イス を通 過 す る焙性 流 と考 え られ る。 この 場 合・r空 気 の 流 れ の 式 を① ② ③ に示 す。 … …① g=l11× sx(Pl+1033) 3)圧 力検 知 圧 力検 知 は (図 6c部 g‐ 222× SxV(Pl一 P2)× ) キ ヤ ビテ ィ内 ガ ス圧 を専 用 の セ ンサ で PI+1033≧ 1893× 計 測 す る。 図8 ……② (′ 2+1033) ―-0 (P2+1033) オ リフ ィス を通過 す る流 れ ①式は籠 流れの式て②式は音速以下の流れを示す。 ①、②式か ら判 るように、充填先 放出先の圧力によ って 容積お よび流量は大 きく変 す る。 `ヒ の圧力変 ここで、キャビティ内圧力とセンサ検知部 ガスコントロールシステム, 動は充填の式④ 放出の式⑤か ら求め られ る。 ′= -1033 -― [_O SW2 SWl 初期 圧 カ タ ン クの容 量 カ 圧 動 変 -140- 有効断 面積 Pl: P2: P3: カ 圧 の 側 流 下 ガ ス コ ン ト ロー ル シ ス テ ム Ⅱ 流量 一 カ 圧 の 側 流 上 6 O V ・ ビ (TOSCAST 図 S 0 11装 置 Q =た ´ ︱ モ1,― 類 ●TEl→ ︱︱︱︱リ 0ヽ P=7× (P3+1033)一 ■2X(PO+1033)_1。 33 ④ 」D96-20 6 ガ ス コ ン トロール シ ス テ ム Hの 評 価 実 験 お よ び結 果 口 ,の よ うな実験 装 置 を製 0し 普 通 ダ ィ ヵ ス ト法 ぉ よび 真 空 ダ イ カ ス ト法 モ デ ル に お け る A,B部 の 圧 力 変 動 を ダ社 製 パ ソコ ンモ ニ タ ー 装 置 に よ り言 +濃 4す る。 また 各 モ デル (図 10 図 14)に お け る A,B部 の 圧 力 変 動 を 5項 で テ した 数 式 を 用 い て シ ミ ユ レー シ ヨン を行 う。 そ して 普 通 タ イ カ ス ト法 ` ヽ, 真空 ダ ィカス ], 〕 2` ト法 に お い て実 鋳 造 テ ス トに よ る検 証 を行 う。 t, 1 0, 0 図 図9 6 1 11 シ ミュ レー シ ョン結 果 実験 装 置 普 通 ダ イ カ ス ト法 キ ヤ ビテ ィ内 崖 力 と夕ヽ部 取 付 セ ンサ の 検 知 圧 力 て 誤 差 が 生 しな い こ とを確 認 す るため に 図 loの モ デ ル に お い て シ ミュ レー シ ョ ンを行 った。 図 A,B部 に お け る圧 力 変化 の シ ミュ レー シ ョ ン結 果 を 11 験 装 置 に て 計 測 した l.t果 を図 ‐ 12に は計 測 部 Bに お け る良 い 例 (B2)を 示 す。 図 シ ミュ レー シ ョン結 果 を見 る と 12に 示 す。 (Bl)と 思 ぃ ″ 1 波形 の 立 ち上 が りと A,Bに お け る圧 力 の 応 答 遅 れ の た め の圧 力 差 は 図 12 の B2に 傾 向 か lllて い る こ とが 判 る。 この 圧 力 差 は Bに お け る検 出手 段 に よ る影 響 で 計 測 して も誤 差 が大 き く そ こで B2を 満 足 で きるデ ー タ では な い 。 改 善 して 計 演∫を行 な った 結 果 、 A部 図 12 実験 装 置 言1測 結 果 次 に 実 鋳 造 結 果 と して 生産 して い る金 型 を改 造 し、 キ ャ ビテ ィ内 ガ ス圧 を検 出 した結 果 を図 13に 示 す 。 図 13は ガ ス圧 が 良 好 な波 形 とガ ス圧 が 異 常 な 波 形 を重 ね 合 わ せ た デ ー タ で ぁ る。 この 結 果 従 来 か らの 品 質 管理 項 目であ る速 度 波 形 と 圧 力 波 形 は ほ とん ど 変化 が 見 られ ない か ガ ス圧 波 形 は 大 きな差 とな っ て 表 れ て い る様 子 が判 る. この 結 果 か ら (キ ャ ビテ ィ)と ほ ぼ 同 等 の圧 力 を検 出 す る こ とが 出来 ガ ス 抜 き性 の 良 し悪 しが 判 断 で き る。 る こ と を確 認 した。 印ち この 計 口1さ れ た 圧 力 に よ り定 量管 理 を行 う必 要 性か ら 計 渾1精 度 と して 少 な くと も A,pF・5の 誤 差 を 内 に 収 め る必 要 が あ ると考 え られ る。 ■ 5%以 図 10 シ ミュ レー シ ョ ンモ デ ル 0,i``′ │、 0し ・ `た 図 -141- 13 実鋳 造 結 果 」D96-20 6 2 真空 ダ イ カ ス ト法 キ ャ ビテ ィ内圧 力 と外 部 取 付 セ ンサ の 検 知 圧 力 で誤 = が 生 しな い こ とを確 認 す るた め に 図 14の モ デ ル に お ぃて シ ミエ レー シ ヨ ンを行 っ た。 A,3部 にお け る真 空 度 変 イヒの シ ミユ レー シ ヨ ン結 果 実験 装 置 に て 計 河│し た結 果 を図 16に ホ す。 を図 15 悪 い″ 図 16に は 計 測部 Bに お け る良 い ″ `(Bl)と (B2)を 示 す。 │ シ ミユ レー シ ヨン結 果 を見 る と 波 形 の 立 ち上 か りと A,Bに お け る圧 力 の 応 答 遅 れ に よ る圧 方 差 は の B2に 傾 向 か l1/て い る こ とが 中1る 。 この圧 力 差 は、 普 通 タ イ カ ス ト法 と同様 Bに 図 16 おけ る 検 出 手 段 に よ る影響 で あ り 言1測 して も誤 差 が 大 き く 満 足 で き るデー タで は な い 。 そ こで B2を 改 善 して 計 測 を行 な っ た結 果 A部 (キ ヤ ビテ イ)と ほ ぼ 同 等 の 真 空 度 を検 出 す る こ とが 出 来 る こ とを確 認 した 。 造 中の良品波形 を図 17に 示す。 "鋳 本回は 左 来 真空 ダイカ ス ト法 にて プ リスター不良率 あ る。 35%た つたものが 3%以 下に改善され た事 "で 射出 スター ト開 始か らの真空渡形 の変化 において 注 次に 連 湯口を基いて0(立 上)位 置からキヤビテイ内圧力が上 が る。 これは、 ス リー プ内 の ガ スが圧縮 され るこ とに よ う生 しるもの で これに よ り金 型 の気 密性 が良 い こ とが 判 る。気密性 が悪 い とガ スが中子の隙間な とを通 り圧縮 されずに抜 け 真空で吸弓 してもキヤ ビテ イ内が減圧 さ れない。 この立上 り特性 も重要管理項 目であ る。 次 に③ の位置で真空 バル プがF15か れ ると同時 に真空が 開始 され、⑥ の圧 力 まで減圧 され る。 この真空開始位 置は出来 るだけ遅 いほ うが溶湯の先弓 き等の真空 ダイカス ト法 に よる弊害を無 くす こ とが出来 る。 そして⑨の位置で真空バルプが閉しられ、⑤ の真空度 で射出完了する。この③から⑨の間の時間は⑩でわずか 0 19Sで あつた。 2 3 9Torrて 240Tor● ■ 2 0Torrで 真空 度 は 本製 品の真空度 良 品範囲か あ り ⑨ 真空 終 了位 置 か、 シ ョ ッ トエ ン ド手 前 の 最 短 とな る射 出 高 速 域 内 に あ るこ とか ら、 真空 鋳 造 に お け る理 想 的 な 波 形 と い え る。 ‐ また、 ■ 填 完 了位 置 に お け るキ ヤ ビテ イ内 の状 態 は 図 14 シ ミ ユ レー シ ヨ ン モ デ ル 減圧 さ れ た状 態 て シ ョ ッ トエ ン トに 達 して い る こ とが判 る。 真空 鋳 造 で は この 充填 完 了時 の 真 空 度 を管 理 す る必 要 が あ る。 不 e嚢 囚 i t2'`ヽ 1 O ② O 0 0 0 0 0 0 シ ミユ レー シ ョ ン結 果 融 螂 駆 離 荘︼工 __( 〕',1 ●ス11に ) 0ち ● 215● =`:¨ ;¨ 2`I● ` 2::To・ │1l Ⅲ ● 5¨ 52,● Ю l,,│ ①lF遠 速度 ②高速速度 ③射出ス トローク ④高速区間 ⑤射出充填完了時真空度 ⑥ ピーク真空度 図 16 図 実験 装 置計 測結果 -142- 17 ⑦注湯口塞ぎ位置 ③真空開始位置 ⑨真空終了位置 ⑩真空吸弓時間 実鋳 造結果 」D96-20 7 工 業 所 有 権 の状 況 8 本 テ ー マ に 関 連 したェ 業 所 有 権 の 国 内 出願 は 特 許 で あ る。 海 夕ヽ特 許 は米 国 2件 韓 国 1件 、 台 湾 7件 1件 か 登 録 済 み で あ る。 8 4 最後 に 普通 ダィヵ ス ト法 真空 タイカス ト法 にお い て、 シ ョ ッ ト時 の キ ャ ビテ ィ内ガス圧 を.t測 管理 す るこ とが タ ィ カ ス ト製 品の 品質重要管理 項 目と して 不 可欠 に な る こ と を期 待 す る。 結言 本研 究 で は その ために も金型の新 設 言 1時 や ブ ロー ホール の発 生 で 普通 グ イ カ ス ト法 真 空 ダ イ カ ス ト法 に お い て高 品 質、 安定 生 産 を 目的 と した ガ ス コ ン トロー ル シ ス テ ム IIを 開 発 t′ て 実 用 テ ス トを行 った 。 そ の 結 果 射 出時 の キ ャ ビテ ィ内 ガ ス圧 を 安 定 して 計 で 測 き る とい うこ とを実 証 す る こ とが で き 計 測 デ ー タ の信 頼 性 に つ ぃて も満 足 で き る結 果 が得 られ た 。 タ イ カ ス ト生産 に お い て 良 品 の 安定 生 産 お よび 突 発 不 良の防 止のためには 生 産 中 の 品 質 デ ー タ と して 射 出速 度 と,力 以 外 に キ ャ ビ テ ィ内 ガ ス圧 を言 「測 し管 理 す る こ とが 必 要 と思 わ れ る. 8 1 普 通 ダ ィ カ ス ト法 1)キ ャ ビテ ィ内 ガ ス圧 を安 定 して 検 出 す る こ とが 可 能 とな り 2)一 般 的 に 良 品 条 件 との 比 較 管理 が 可能 とな った . 9 参 考文献 1)(財 )素 形材 セ ンタ ー 軽合 金鋳 物 ダィヵ ス トの生産 技 術 2)機 械 工 学便 覧 (改 定 第 5版 ) 日本機誡 学会 3)sMc株 式会社 空 気圧 制御技術 (応 用 ) 4)竹 山 岩本 松 田 ィスコントロールシステムの開発と実用● 1992年 日本 ダ イ カ ス ト会 議 論 文 集 5)産 経 技 ff研 究所 l 内外 金 型 ェ ア ー ベ ン ト部 か らの ガ ス排 気 よ り中 子 の金 型 合 わ せ 部 か らの ガ ス 抜 け の 方 か は る か に 大 きい こ とが 判 っ た。 3_2 1)キ 悩 んで い る金型 の修 正時 には 、 固定型 に キ ャ ビテ ィ内圧 検知 プ ロ ックを力 U工 するこ とを薦 めたい 。 真空 ダ イ カ ス ト法 ャ ビテ ィ内 真 空 度 を高 精 度 に 検 出 で き る よ うに な っ た こ とで 充 瑣 完 了時 の 真 空 度 を 品 質 管 理 デ ー タ に取 り込 む こ とが で き る. 2) ス リー ブ充填 中に金 型の 気密性 の チ ェ ックが 可能 であ る。 3) 真空開 始 タイ ミング位 置は今 まで は経験 値 と して 設定 されていた。 しか し、 充填 完 了時、 日標 真空 度 に到達 す る吸 弓時 間 と して管理 す るこ とが 出来 るよ うにな り、最 適化制御 が 可能 とな った。 8 3今 後 の課題 実 シ ョ ッ ト中のキ ャ ビテ ィ内圧 力が検 出で きた こ とに よ リ タ イカ ス ト製 品の 重要品 質管理 項 目が 1つ 追力0き れ ると思わ れ る。 この管理 範 囲 は、金 型 に よ りまち まち であ る。現状 では実績 デー タに よる設定 とな るが、最 近 の コ ンピュー タシ ミユ レー シ ョン技 術 の進 歩 に は 日覚 ま しいもの が あ り、断熱圧 縮 を考慮 した流動解析 ll術 の発 展 に よ り、計 算デー タ と して設 定 す るこ とが可能 に な る と思 われ る。 また、真空 ダイカス ト法 で連 続 して 良 品生産 して い る 製 品の キ ヤ ビテ ィ内真空度 は 、 必 ず しも高 くは ない こ と が 判 った。 この ことか ら、 200ι 以上 あ る在 来 の 真空 タ ンクを もっ と小型化 し 真空 タ ンクユ ニ ッ トや配 管長 さ を短 くす るな どの抜本 1つ 見 直 しも可能 とな るであ ろう。 -143- 10 最 新 真空技 術 便 覧 謝辞 本 シ ス テ ム の評 価 を行 う に 当 た り連 続 鋳 造 評 価 お よ び 動 F確 認 を して い た だ き ま した柳 河精 機 株 式 会 社 亀 山 I 場 の 皆様 に 本 誌 を借 つてお ネしを 申 し上 げ ます 。 ヽ ハ ︵図 C 神 ヽ 口 ︶ 嘔■豪よ ¨ 安 / 蜃ヽヽ蜃 一 oo。 ¨ “ ¨一 口 . 」1・ ‖ 00 一 一 一 一 一 一 , ヽ ″ヽ ハ OO 0 一駿 0 ■ ヤ D-15 N /‐ ︵0 0 ∽エ1 0 卜 α 1 0 ヾ ︶” 凝 ︶ 3 一● 0 ∝ 工 区 黙 く 事 +1 相 ‖ +│ 一 一 一 111占 111』 0 ¨ , ∽ 一 1 翠 。R │ ' ` . ` ll l 一[ 1 0N 8 S,: ヽ ロ ヽ ハ へ ■ 口 ヽ眠 事 ヽ 四 髪 雇 .卜 Ю中 “ く ヽ ヽ DO 一o α S, ZOいい卜Ю卜︲X 0 0,V ∽ 一\ 一 o ど O ω 興 ヽ 十 Ю ω l くヽ 市 下 8 o,磁 Z° │"´ ` ミ │ 1 ヤ :3 ι れ] や ヽ 「 新技術 :夕 ` ` ス ン キ カト 品質 ャ イ ラ ティに大き く前進 H 生 カ ス ト製 品 の 一︶ ロ ノ ヽ コ ン トロール !』 (通 称 :ガ ス コ ン H) ダイカス ト鋳造 法は高速て溶湯 を鋳込 む ため、 瞬時 の キ ャ ビテ ィお ょび ス リー プ 内 の ガ スの 排 気管 F■ が 重要で す。本 システム はキ ャ ビテ ィ内 ガス 圧 を毎 シ ョ ッ ト安定 して 正確 に 計測 す る こ とを 世 界て初 めて 実現 しま した。 この 結 果、 溶 湯 に巻 込 まれ るガス量 をキ ャ ビテ ィ内圧 力 に よ つて賄 視 す る こ とがで き、 デー タ管理お よび制 御 を行 う こ とが 可能 とな りま した。 ガス コ ン普通 ダィカス ト法 図1 (GCS― P) 1 (GCS― V) 概 略図 ≪特 長 ≫ 1 ガス圧 が 高 くな る と製 品 にガスが巻込 まれ ますので、 モ ニ ター にて警報 を出 し、型磨 きや型締 力修 正 を促 します。 2 普通ガイカスト法での突 発的な ビンホール対 策 に 有効 で す。 品質管 IEデ ー タに、 キ ャ ビテ ィ内の ガス圧 デー タを入れ るこ とが 出来 るよう にな りま した。 表 ガ ス コ ン真空 ダ イカス ト法 計測例 ■(:イ 71, il,マ ′_ "メ 抜け●不■ ≪特長≫ 1 2 3 4 5 真 空 度 を常 に 安定化 させ る制御 が可能 とな りま した。 真空 に よ る溶湯 先引不良 を解 決 しま した。 チル ベ ン ト真 空の欠 点 を克服 出来 ま した。 品質 管理 デー タに真 空度 を入 れ るこ とに よ り、 真 空 の 効 果 を確 認 で きます。 あ らゆ る真 空方案 に対応 で きます。
© Copyright 2026 Paperzz