序
弊財団は旧)財団法人 宇宙環境利用推進センター(JSUP)の事業の一部を引
き継ぎ、宇宙環境利用に関連した分野の地上社会への還元・展開を積極的に検討して
おります。
そのなかで、宇宙実験や微小重力環境を利用した、正確な物性値の測定は主要な分
野であり、従来から長年研究・実験されてきました。
本「耐熱合金の高温融体の高精度熱物性測定に関する検討」はその研究等の結果を
基にして、航空宇宙産業、特にタービンブレードの製作への貢献を目指して弊財団が
自主事業として関係各位のご意見を賜り、先駆的な試みとして幅広く調査、検討した
ものであります。この成果がきっかけとなり、今後この研究・開発の推進の一助にな
れば幸いです。
本報告書発行にあたり、ご支援を賜りました執筆者や関係者の方々に深く感謝申し
上げます。
平成20年3月
財団法人 資源探査用観測システム・
宇宙環境利用研究開発機構
目
次
1.
はじめに ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 1
2.
タービンブレードの機能 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 4
2.1
タービンブレードが置かれる環境 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 4
2.2
ニッケル基超合金の組織と特性 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 4
2.3
超合金の開発動向 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 5
3.
製造工程 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 13
3.1
鋳造法の全体概要 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 13
3.2
組織制御 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 14
4.
タービン作成の問題点とシミュレーション ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 16
4.1
鋳造シミュレーション ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 16
4.2
デンドライト組織の微細化 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 22
5.
熱物性調査データ ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 25
5.1
Ni 基合金融体の密度 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 25
5.2
粘性 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 28
5.3
耐熱合金融体の表面張力値 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 33
5.4 溶融 Ni および Ni 合金の比熱(熱容量) ・・・・・・・・・・・・・・・・・・・・・・・・・・・ 39
5.5 溶融 Ni および Ni 合金の熱伝導率 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 41
6.
熱物性測定法の紹介 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 43
6.1
Ni 基合金融体の密度測定方法 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 43
6.2
Ni 基合金融体の粘性測定方法 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 46
6.3
耐熱合金融体の表面張力測定 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 50
6.4
比熱(熱容量)の測定方法 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 59
6.5
熱伝導率の測定方法 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 61
7.
まとめ ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 63
1.はじめに
現代社会は、モノと情報の大量輸送によ
って特徴づけられている。前者のツールを
代表するのは、自動車、船舶、航空機、ロ
ケットに代表される、高速大量輸送装置で
あり、後者を代表するのは、人工衛星、通
信機、コンピュータである。
世界の民間航空路線用の機体開発では、
Boeing 社と Airbus 社が熾烈な競争を展開
している。わが国においては、三菱重工が
図 1-1 三菱 MRJ
中距離拠点間輸送をターゲットにした三菱リジョナルジェット MRJ の受注を開始し、
ホンダが航空機の製造に乗り出すなど、航空機の開発と製造が漸く本格化することにな
ってきた。
航空機において、最も過酷な条件で運転されるのがジェットエンジンである。熱エネ
ルギーを機械的エネルギーに変換する手段である。ジェットエンジンにおいて最も重要
なパーツは、燃焼室後段において燃焼ガスを吹付け、これより回転力を得るタービンブ
レードである。熱機関の効率を向上させ、少ない燃料で大きな出力を得るには、燃焼ガ
スの温度を上昇させることが望まれる。現在では、ニッケル基超耐熱合金が利用され、
さらに、より高温での使用に耐えられる材料の開発が、わが国の物質・材料研究開発機
構において独自に進められている。
ジェットエンジン・タービンブレードの製造は、本報告書において詳しく述べられて
いるように、ロストワックス法による精密鋳造である。製品の開発や、プロセスの最適
化には、コンピュータシミュレーションが用いられている。従来であれば 1 千万円程度
の費用と、1ケ月程度の時間をかけて実験的に行っていたこのプロセスが、数十万円の
費用で、かつ1週間程度で可能となっている。コンピュータを用いるプロセスの改良は、
あらゆる製造工程において実施されている。しかしながら、ジェットエンジン・タービ
ンブレードの精密鋳造や、原子炉容器の溶接、あるいは半導体結晶製造プロセスなど、
高温高付加価値プロセスの理解と制御のための高温融体の熱物性値の整備は、測定が困
難なことから、コンピュータの進歩に追いついておらず、コンピュータが進歩したこと
により、かえって、不正確なデータを精密に計算するという矛盾をも生み出している。
高温融体物性値の整備が喫緊の課題である。
近年、機械システム振興協会や、NEDO のプロジェクトにより、半導体シリコンや鉄
鋼材料の融体の熱物性値の整備が進みつつあるが、今後、わが国として発展が見込まれ
基幹産業となることが望まれる航空機材料においても、融体物性の取得が急がれる。特
に、わが国が独自に開発を進めている材料を世界に普及し、利用してもらうためには、
1
基 礎 デ ー タ の 取 得 が 急 が れ る 。 因 み に 、 ヨ ー ロ ッ パ に お い て は 、 IMPRESS や
THERMOLAB 計画において、産学と宇宙機関が共同して、この分野の熱物性測定に力
を入れている。
本報告では、平成 19 年度において JAROS の自主事業として実施された、わが国発の
新ジェットエンジン・タービンブレード材料融体の熱物性データ取得のための、調査研
究の結果を報告する。
なお、検討の推進には JAROS 内部に表 1-1 の関係者からなる「耐熱合金の熱物性測
定検討委員会」を設け、有識者からの意見、講演を参考にして検討した。
2
表 1-1
委員長
耐熱合金の熱物性測定検討委員会
慶応義塾大学
委員名簿(順不動・敬称略)
先導研究センター
日 比 谷 孟 俊
教授
委
員
東北大学
多元物質科学研究所
福
山
博
之
物理学科
渡
辺
匡
人
工学研究科
塚
田
隆
夫
幸
次
澤
俊
平
原
啓
一
教授
委
員
学習院大学
理学部
教授
委
員
大阪府立大学大学院
物質・化学系専攻化学工学分野
教授
委
員
首都大学東京大学院
理工学研究科
筧
機械工学専攻
准教授
委
員
首都大学東京
システムデザイン学部 小
航空宇宙システム工学コース
助教
委
員
株式会社IHI
桑
航空宇宙事業本部
宇宙開発事業推進部
事務局
財 団 法 人 資源探査用観測システム・
川 西 登 音 夫
宇宙環境利用研究開発機構
宇宙環境利用部
事務局
部長
財 団 法 人 資源探査用観測システム・
山
根
敬
河
村
和
喜
宇宙環境利用研究開発機構
宇宙環境利用部
事務局
担当部長
財 団 法 人 資源探査用観測システム・
宇宙環境利用研究開発機構
宇宙環境利用部
研究開発主幹
3
夫
2.タービンブレードの機能
2.1
タービンブレードが置かれる環境
航空機用ガスタービンは、コンプレッサーにおいて燃焼用空気を圧縮して燃焼器に送り
込み、燃料を燃焼器に吹き込んで燃焼させる。発生した高温高圧の燃焼ガスが軸流式ター
ビンを回転させる。タービンは、ファンとコンプレッサーと直結しており、ファンに推進
動力を、コンプレッサーに圧縮動力をそれぞれ伝える。航空機用ガスタービンの構造は、
大きく分けて、ファン、コンプレッサー、燃焼器、タービンからなる。図 2-1 にタービン
の各部が曝される温度と圧力を示す[1]。部材の中でも、タービンブレードは温度、圧力と
もに最も過酷な条件下に置かれる。図 2-2 に主な航空機用ガスタービンの構成金属材料の
比強度と温度との関係を示す[1]。チタンは室温から 500℃まで比強度優れているため、コ
ンプレッサーのブレードとして使用されるが、高温では、Ni 基超耐熱合金(以後超合金と
呼ぶ)の強度が高くなる。このため、高温に曝されるタービンブレードには、ニッケル基
超合金が使用される。燃焼ガス温度は最新のエンジンでは 1700℃にも達するにもかかわら
ず、ニッケル基超合金は 1200℃から 1350℃の温度範囲で溶融し始めるため、1200℃以上で
は使用できない。そのため、精巧な空冷流路を内部に有し(図 2-3)、表面には、ジルコニ
ア遮熱コーティングが施されている。
2.2
ニッケル基超合金の組織と特性
Ni 基超合金は、γ 相中に約 60∼70%の γ’相が整合析出する析出強化型合金である。図 2-4
は 単 結 晶 Ni 基 超 合 金 CMSX4 の 透 過 型 電 子 顕 微 鏡 像 で あ る 。 CMSX4 は 米 国
Cannon-Muskegon 社により開発された単結晶専用合金であり、現在、航空機エンジンや発
電用ガスタービンのタービンブレード材として幅広く使用されている。暗部の γ 相は、 Ni
をベースとする固溶体であり、明るく見える γ’相は、 Ni 3 Al を基本組成とする金属間化合
物(規則的結晶構造を持つ金属元素の化合物)である。γ’相の強度を高めるため、Ti, Ta
等の合金元素が添加されている。 Ni 3 Al は、図 2-5 に示すように、面心立方格子の面心に
Ni が位置する L1 2 型構造を有している。この化合物では温度の上昇とともに、強度が高く
なる特異な異常強化現象が現れる。図 2-6 に示すように、規則格子転位は、すべり面であ
る(111)面だけに存在するより(010)面に交差すべりした状態の方が、規則格子転位の全体の
エネルギーが低くなるため交差すべりを起こす。この部分がピン留めの役割を果たし、温
度上昇とともに交差すべりの頻度が増しピン留めの数が増加するため温度の上昇とともに
変形抵抗が高くなる。これは Kear-Wilsdorf 機構と呼ばれている。
強化相が析出しているにもかかわらず、単結晶と呼ぶことは理解し難いが、この析出相
は母相と整合であり、マクロ的には単結晶とみなすことができる。言い換えると、整合相
境界は内在するが、結晶粒界は内在しない。析出相である γ’相は、図 2-4 のように立方体
形 状 に 整 合 析 出 す る 。 立 方 体 形 状 に 析 出 す る の は 、 析 出 相 間 の 弾 性 的 相 互 作 用 と 、 (010)
4
面上で相界面エネルギーが低いためであると考えられている。また、立方体形状の析出相
の間の母相チャネルに微細な γ’相が観察される。この微細な析出相は、900℃以下では、
母相チャネル中での転位の運動の障壁となり、小さいながらも重要な役割を果たす。この
合金の強度は、構成相である γ 相および γ’相の降伏強度を複合則により加算した値よりは
るかに大きい(図 2-7)[2]。このことは、γ/γ’相境界そのものが強度に寄与し、その寄与が
非常に大きいことを物語っている。相界面は転位をトラップする障壁となる。それととも
に、相界面は、転位の上昇運動の障壁となるラフト(γ’粒子がいかだ状に再配列する)組
織形成プロセスに寄与し、1000℃以上の高温クリープ強度を高める役割を果たす。すなわ
ち、2 相間の格子のミスフィット(相間の格子定数の差)がマイナスになるほどラフト組
織が形成されやすくなる。ただし、ミスフィットが大きくなりすぎると、界面が非整合化
するため、かえってクリープ特性が低下する。 また、相界面は、特異な{111}<112>すべり
を起こさせる。この<112>すべりは、顕著な塑性異方性 [3]と圧縮強度低下の主因 [4]とな
る。図 2-8 に示すように、転位反応により形成された a/2<112>転位が、γ’相で a/3<112>転
位と a/6<112>転位に分解する[5]。a/6<112>転位は γ’相をせん断すると逆位相境界を形成す
るのでせん断できず界面に残されるが、後続の a/2<112>転位から分解した a/6<112>転位と
対をなすことにより γ’相をせん断できるようになる[6,7]。a/2<112>転位が γ 相と γ’相を連
続してせん断するとマクロ的な<112>すべりが生じると考えられる[8]。相界面のない γ 単
相材(Ni 固溶体)および γ’単相材(Ni 3 Al)では、このすべりは生じないことから界面での転位
反応が<112>すべりにおいて重要な役割を果たしている。以上述べたように、整合相境界
は超合金の強度特性において重要な役割をはたす。すなわち、界面を制することが超合金
の強度を制すると言っても過言ではない。
2.3
超合金の開発動向
超合金は高温で長時間加熱しても整合析出組織が安定に保たれ、優れた高温強度を持続
することができる。これに加えて耐酸化性や耐高温腐食性にも優れているなど、この合金
は、基本的にはタービン翼用材料としてバランスのとれた性能を有している。高温での材
料の破壊は一般に結晶粒界で生じることが多い。そこで、作用する応力に直交する結晶粒
界の除去を意図した一方向凝固合金とほぼ平行して、結晶粒界を除去することを意図して
単結晶合金が開発された。単結晶合金翼は、結晶の成長方向である<001>方位のヤング率
が小さいことから低サイクル疲労強度あるいは熱疲労強度にも優れた性質を有している
[9]。そのため、 1980 年代に、旅客機用エンジンに単結晶動翼が実用化して以来、発電用
ガスタービンにも単結晶合金が取り入れられつつある。一方向凝固材では普通鋳造材に比
べ約 30℃、単結晶化によりさらに 30℃のクリープ強度改善が得られ、より高温域での設計
が可能となり、翼の長寿命化を図ることができる。また、単結晶超合金の場合、疲労き裂
の起点となる粒界や炭化物を含まないので疲労特性が向上する。それと共に、一方向凝固
材では困難な横方向の靭性・疲労強度の改善が単結晶合金では得ることができる。さらに、
5
粒界および B,Zr,Hf といった粒界強化元素を含まないことなどから合金設計の自由度も
増す。セラミックス、金属間化合物や複合材料などの代替材料 (Alternative materials) によ
るタービン翼の実用化の見通しが厳しい中、Ni 基超合金は普通鋳造材から一方向凝固材ま
で過去十数年の使用実績があり、その延長線上にある単結晶超合金は、高い信頼性を得る
ことができる。ガスタービンの効率や出力あるいは耐久性の向上の要求に応えるためには、
遮熱コーティングの開発とともに、基材となる超合金の一層の性能の向上が必要となって
いるのが現状である。
航空機エンジンのタービンブレードとして使用されている単結晶超合金の開発動向と
その課題について述べる。第 1 世代として、粒界強化元素をなくすことで溶体化温度を高
めて強度を向上させた 合金(PWA1480, CMSX-2,Rene'N4)が、次いで、Re(レニウム)を 3wt%
程度含む第 2 世代(PWAl484,CMSX4,Rene'N5)が開発された。さらに、Re を 5∼6wt%含
む第 3 世代(CMSX-10,Rene'N6,TMS-75)へと開発が進んだ。世代が進むにつれ耐用温度
が約 25℃向上している。現在、第 3 世代合金(CMSX10)は、先端的な航空機エンジンの
中圧翼として実用化されている[10]。 Re の添加は、高温において強度低下の著しいマト
リックスを固溶強化し高温強度を高めているが、組織安定性に問題がある。現在の超合金
の開発の方向性として、2つに大別される。そのひとつは、第4または第5世代合金と呼
ばれる Ru(ルテニウム)添加合金などこれまでにない特性の実現を目標としてパイオニア
ワ ー ク に よ る 先 進 的 合 金 開 発 で あ る 。 Re を 中 心 と し た 高 融 点 金 属 の 多 量 添 加 は
Topologically Close Packed(TCP)相と呼ばれている有害相が発生し、また、コーティング層
と 基 材 と の 間 の 拡 散 層 下 に 析 出 す る セ ル 状 に 析 出 す る コ ロ ニ ー (SRZ, Secondary Reaction
Zone) [11]の形成を誘発する。一般に、これら有害相の増大とともに強度は低下する。この
問題点を克服するため、Ru を中心とする白金族元素を添加した次世代合金の開発がなされ
ている。NIMS(独立行政法人
物質材料研究機構)の「新世紀耐熱材料プロジェクト」に
おいて開発された TMS138 は Ru 添加によりマトリックスの固溶限を広げることにより Mo
添加量を高めて強化した合金である。この合金は、ラフト化した γ/γ’相の界面に緻密な転
位網を形成させて転位の移動のバリアとしている。現在、
「環境適合型次世代超音速推進シ
ステム(ESPR)の動翼候補材として検討が進んでいる[12]。4世代よりもさらに、Ru 量を高
めてさらなる特性向上を図った第5世代と呼ばれる合金も開発されている[13]。もう1つ
は、すでに確立した合金系の性能、歩留まりおよびコスト面で改善するもので、改良型合
金である。たとえば、Modified PWA1483 [14]は PWA1483 の粒界強化元素 Hf, B を添加する
ことにより 20°以上の高傾角粒界を許容し信頼性を高めた単結晶合金である。とくに発電
をはじめとする産業用大型ガスタービンの動静翼は、航空機用翼に比べ大型であり、単結
晶翼の鋳造が困難で歩留まりが悪くコスト高になることが実用化の大きな障害となってい
る[15]。こうしたことから、高傾角粒界を許容できる合金開発が求められている。これら
の合金は、「異結晶許容型単結晶合金」と呼ばれることもあり、10°以上の結晶粒間の角度
差を許容することができる。産業用タービン翼に限らず航空機用に開発された単結晶合金
6
Rene'N5 および N6 においても結晶粒界強化元素である C, B が添加されている。日立製作
所で開発された YH61 [16]は、それらの合金よりもさらに C, B, Hf(ハフニウム)の添加量
を増やし粒界の強度を高め、さらに部分溶体化熱処理を採用し、未固溶共晶組織を残存さ
せることにより、再結晶抑制を図っている。
7
ファン
図 2-1
コンプレッサー
燃焼器
タービン
航空機用タービンの各部が曝される温度と圧力[1]。最新のエンジンではタービン
入り口温度は 1700℃にも達する。
図 2-2
航空機用ガスタービンの構成部材である金属材料の比強度の温度依存性 [1]
8
図 2-3
図 2-4
タービンブレード内部の空冷流路 [1]
単結晶 Ni 基超合金 CMSX4 の組織、立方体形状の 1 次析出粒子と 2 段階目の時効
で析出する微細な 2 次析出粒子が観察される。
9
図 2-5
図 2-6
Ni 3 Al を基本組成とする金属間化合物の結晶構造
Kear-Wilsdorf 機構。主すべり面(111)から(010)面上に交差すべりした部分は、転
位の運動の障害となる。この交差すべりの頻度は温度の上昇と共に増加する。
10
図 2-7
MarM200 超合金単結晶とその構成相の強度の温度依存性。構成相の強度から複合
則を用いて計算した強度よりも、実際の超合金の強度は遙かに高くなる [2]。
図 2-8
転位反応により形成された a/2<112>転位が、γ’相で a/3<112>転位と a/6<112>転位
に分解して γ’相をせん断する部分転位の模式図 [5]
11
参考文献
[1] M. Cervenka, The Rolls-Royce Trent Engine, (2000)
[2] S.M. Copley and B.H. Kear: Trans. TMS-AIME, 239, 984 (1967). p.984
[3] R.A. MacKay and R.D. Metall. Mater. Trans. A, 13A, (1982), p.1747.
[4] K. Kakehi, Scr. Mater., Vol.41, (1999), p.461.
[5]C.M.F. Rae, R.C. Reed, Acta Materialia , 55 (2007) p. 1067
[6] B.H. Kear: Order-Disorder Transformations in Alloys, ed. by H. Warlimont, (1974),
Springer-Verlag Berlin Heidelberg, New York, p.440
[7] C.M.F. Rae, N. Matan and R.C. Reed, Materials Science and Engineering, A300, 125(2001)
[8] K. Kakehi:, Metall. and Mater. Trans. A, 30A(1999), p.1249
[9] R.A. MacKay, R.L. Dreshfield and R.D. Maier: Superallys 1980, ed. by J. K. Tien et al., (1980),
p. 385
[10] 原田広史、横川忠晴、日本ガスタービン学会誌、31(2003), p.53
[11] W.A. Walston, J.C. Schaeffer, W.H. Murphy, Superalloys 1996 , p.9
[12] 仲俣千由紀、青木祥宏、野上龍馬、山根敬、日本ガスタービン学会誌、32(2004), p.379
[13] Y. Koizumi,T. Kobayashi, T. Yokokawa, J. Zhang, M. Osawa1, H. Harada, Y. Aoki, M. Arai,
Superalloys 2004, (2004) p.35
[14] D. M. Shah and A. Cetel, Superalloys 2000, (2000), p.295
[15] 吉成明、第 33 回日本ガスタービン学会セミナー資料集、(2005), p.1
[16] H. Tamaki et al., Superalloys 2000, p. 201
12
3.製造工程
タービンブレードは、鋳型に溶融した超合金材料を流し込み冷却して凝固するという鋳
造法で製作される。本章では、組織制御(単結晶化等)の手法を含め、鋳造法の概要につ
いて述べる。
3.1
鋳造法の全体概要
タービンブレードは、出来上がった製品に格段に寸法精度、表面粗さが要求されるため
に、通常の鋳造法ではなく、精密鋳造法を用いて製作される。精密鋳造法は鋳型に金型を
用いない方法で、鋳型材料を流動性のよいスラリーとすることで、模型の複雑な形状を鋳
造できる。その中で、模型にろうを用い、模型を複数の耐火物層で包んだ後、模型のろう
を溶出又は焼却して鋳型を作る方法をロストワックス法と呼び、これが殆どのタービンブ
レードの製造に適用されている。
図 3-1に模型を組み立てた後の精密鋳造法の概要を示す。各ステップの具体的な目的及
び内容について以下に示す。
図 3-1 タービンブレードの精密鋳造法の概要(Roger C. Reed, The Superalloys
Fundamentals and Applications (Cambridge University Press, 2006))
組立て(鋳型のろう模型を組立てる。)
→浸漬及びスタッコ(耐火物層をろう模型にコーティングする。)
→加熱による脱ろう(ろうが溶けて流出し、鋳造品の形をした空間を持つ鋳型が形成さ
れる。)
→焼成(鋳型の構造強度、耐熱性、耐食性を付与するために行う。)
→鋳込み(溶融超合金を注ぎ、その後真空中で一方向凝固させる。組織制御については
3.2で述べる。)
→砂落とし(鋳型を除去し、鋳造品を取り出す。)
→仕上げ(鋳造上形成されるバリの除去や表面仕上げ及び熱処理を行って、製品として
仕上げる。)
また、精密鋳造で複雑な構造のタービンブレードを鋳造した例として、タービンブレー
ドの内部に、冷却流路を設けたものを図 3-2 に示す。
13
図 3-2 複雑冷却構造
(a)等軸晶
(b)一方向凝固
(c)単結晶
(ICC カタログ)
図 3-3 結晶構造によるタービンブレード製品
(ICC カタログ)
3.2
組織制御
タービン部の高温化・高強度化に対応するため多くの超合金が開発され、また現在も更
なる耐熱性を持つ超合金が開発中である。しかし、新しい超合金の開発による特性改善に
も限界があり、熱歪みによる疲労とクリープ破壊が発生するタービンブレードの遠心力方
向に成長させて、垂直な結晶粒界を無くした超合金を製作する方法が開発されてきた。優
先的に成長する結晶方位はクリープ強度があり、弾性係数が小さく熱疲労にも強い。図 3-3
に、等軸晶、一方向凝固、単結晶のタービンブレードの例を示す。
図 3-4 に、一方向凝固と単結晶の製造方法(結晶成長法)を示す。両方ともブリッジマ
ンタイプの引き下げ法により真空中で一方向に凝固させる。超合金の成分への鋳型を水冷
チル上に設置し、鋳型加熱装置で加熱した後注湯し、鋳型を引き下げて凝固させる。引き
下げ速度により凝固速度を制御する。図 3-4(b)に示すように、鋳型と水冷チルの間にセ
レクタを設けて 1 つの結晶方位だけを選択して成長させると単結晶となる。セレクターは、
直径数 mm 程度の細長い管で、図 3-5 に実際のセレクターを示す。
凝固組織は固液界面の温度勾配と凝固速度の組み合わせに影響される。健全な一方向凝
固組織を経済的に実現させるために高速凝固法を採用するが、この組み合わせが適正でな
いと、粒界割れや等軸晶が発生したり、デンドライト間隔が粗くなったりするので、注意
を要する。
図 3-4
一方向凝固と単結晶の製造方法
(材料技術部、航空エンジン用材料の
動向、石川島播磨技報 34(1994)192)
(a)一方向凝固
(b)単結晶
14
図 3-5 Trent 800 の高圧タービンブレード
の鋳造で使用されたセレクター
(Roger C. Reed,
Fundamentals
The Superalloys
and Applications
(Cambridge University Press, 2006))
15
4.タービン作成の問題点とシミュレーション
4.1
鋳造シミュレーション
鋳造プロセスにおいては、溶湯の充填過程で発生する湯回り不良、湯境、ガスの溶湯へ
の巻き込み、引け巣などのマクロスケールの鋳造欠陥がしばしば問題となる。また、材料
の凝固組織構造(結晶粒構造)が、製品の機械的強度に大きな影響を及ぼすため、マクロ
スケールの鋳造欠陥に加え、迷結晶粒などのミクロ・メゾスケールでの結晶粒欠陥の形成
メカニズムの把握、そして制御が極めて重要である。したがって、鋳造(凝固)プロセス
における流動、伝熱、物質移動といった輸送現象の理解、さらにはこれらマクロスケール
の現象とメゾスケールでの凝固組織構造との相関を明らかにすることが必要不可欠とな
る。しかし、鋳造プロセスは、気相、液相及び固相を含む混合相の複雑な非定常熱流動現
象であり、また高温かつ装置の構造上の問題から、鋳型内部の現象を実験的に詳細に把握
することは極めて困難である。そこで、最適操作条件の探索や欠陥の対策には、技術者の
経験的なノウハウに頼る試行錯誤的な手段がとられてきたため、膨大な費用と時間を必要
としてきた。これに対して、近年の計算機の発達に伴い、他分野同様に、鋳造プロセスに
おいても現象の把握手段として数値シミュレーションが適用されるようになり、数値シミ
ュレーションによる鋳造方案の検討や欠陥予測が行われるようになってきた。ここでは、
マクロスケールの鋳造プロセスシミュレーションとメゾスケールにおける凝固組織構造形
成シミュレーションに分け、鋳造シミュレーションの現状について述べることにする。
4.1.1
鋳造プロセスシミュレーション
鋳造プロセスは、鋳型内に溶湯を注入し、これを冷却凝固させることにより所望の形状
の製品を製造するプロセスである。従って、数値シミュレーションにおいては、気液混相
の熱流動と凝固問題を練成して解析することになる。気液混相の熱流動解析においては、
多くの場合、溶湯を非圧縮性、ニュートン流体とし、層流の仮定のもと基礎式である連続
式、運動方程式及びエネルギー方程式を解くことになる。気液自由表面の扱いは、 VOF
(Volume of fluid)法などオイラー法に準じた取り扱いが一般的に用いられる。また、凝固
問題の解析には、潜熱を熱容量の一部とみなすエンタルピー法を利用する場合が多い。
現在、 ”ProCAST”, “ADSTEFAN”, “JSCAST”, “CAPCAST”, “MAGMASOFT”, “InteCAST” などの
汎用ソフトが市販されており、多くの鋳造企業で欠陥予測、鋳造方案の検討のためのツー
ルとして利用されている。いずれも、有限差分法もしくは有限要素法を数値解析手法とし
て、溶湯の熱流動解析及び凝固解析により、引け巣、ガスポロシティー、 Hot spot 、湯周
り不足・湯境、空気の巻き込みなどの鋳造欠陥の予測、またオーバーフローの最適化やラ
ンナー形状、押し湯位置の最適化などを行うことができる。また、熱応力・変形解析によ
り、凝固時の変形量・最終変形形状、残留応力、熱間亀裂、割れの解析も可能である。
鋳造プロセスシミュレーションに関する研究報告も多い。例えば、 Mirbagheri ら [1,2]
は、溶湯の流れに及ぼす鋳型の表面粗さの影響をモデル化し、砂型鋳造プロセスにおける
溶湯の流れと鋳型表面のエロージョンとの関係を理論的に検討した。 Verran ら [3] は、
MAGMASOFTを利用し、ガスポロシティ欠陥の形成に及ぼす鋳造パラメータ(注入速度)
16
の影響を検討するとともに、実験結果との比較よりシミュレーションの妥当性を示した。
Seo ら [4] も、MAGMASOFTを利用し、自動車部品の鋳造プロセスにおけるガスポロシテ
ィなどの鋳造欠陥を防ぐために必要な最適ダイ設計条件を提案した。 Wu[5] らは、遠心鋳
造プロセスのシミュレーションコードを開発し、鋳造プロセスに及ぼす溶湯の注入位置の
影響について検討した。木間塚ら [6] は、ガス背圧及びガスの鋳型への排出を考慮したシ
ミュレーションコードを開発し、ガス巻き込み欠陥の予測シミュレーションを行ってい
る。 Yan ら [7] は、自動車部品の鋳造シミュレーションを行うことにより鋳造欠陥の予測
を行うとともに、その結果に基づき欠陥低減のための鋳造方案を提案した。
4.1.2
凝固組織構造形成シミュレーション
鋳物は、デンドライトの成長によって凝固し、そしてデンドライトが集合して結晶粒を
形成する。鋳物の力学的特性は、結晶粒構造に強く依存するため、鋳造プロセスの条件と
結晶粒構造との関係を把握することは極めて重要である。鋳物の結晶粒構造を予測する代
表的手法としては、 (1) フェーズフィールド法と (2) セルラ・オートマトン法が挙げられ
る。以下では、両手法を簡単に説明するとともに、最近の研究例を紹介することにする。
4.1.2.1
フェーズフィールド法
フェーズフィールド法は、 0 から 1 までの任意の実数を取りうるパラメータ(フェーズ
フィールド)で、空間中の場所と時間の関数として相の状態を表す。 0 のとき固体、 1 の
とき液体を表し、固液界面は急峻ではあるが連続的に 0 から 1 へと変化する領域として捉
える。解析においては、系の自由エネルギーをフェーズフィールドと温度場あるいは濃度
場の汎関数として表し、変分原理によってそれぞれの場の時間発展方程式を得る。得られ
た時間発展方程式を適切な初期条件、境界条件の下で有限差分法あるいは有限要素法によ
り数値的に解く。このようにして、凝固組織の動的変化をフェーズフィールドという場の
時間発展として得る方法がフェーズフィールド法である。フェーズフィールド法は、複雑
な凝固組織構造変化を固液界面を意識せずに(陰的に)計算できることが利点ではある
が、反面固液界面を捉えるために非常に細かいメッシュが必要となるため、解析対象領域
が限られる。
篠嶋ら [8] は、フェーズフィールド法を用いて Al-Zn 2元合金の一方向凝固のシミュレ
ーションを行い、結晶成長過程、特に平滑界面の安定性に及ぼす Zn の初期濃度、温度勾
配及び成長速度の影響を理論的に検討した。 Takaki ら [9] は、アダプティブ有限要素法を
フェーズフィールド法に適用することにより、凝固組織構造に関する数値シミュレーショ
ンを行った。この手法は、界面近傍にのみ細かいメッシュを設定することができるため、
計算時間の大幅な短縮が可能であり、比較的サイズの大きな系のシミュレーションが可能
となる。解析に当たり、温度勾配を一定として、フェーズフィールド方程式及び濃度に関
する拡散方程式を数値的に解くことにより、図4.1-1に示すような 288µm x 115µm の領域を
対象とした Ni-40 at % Cu の一方向凝固に関する数値シミュレーションを行った。 Badilo ら
[10] は、一方向凝固における柱状晶から等軸晶組織への遷移( CET )に関するシミュレー
ションを行い、Al-3 wt% Cuに関し、 CET に及ぼす温度勾配や成長速度といった操作条件の
17
影響、さらには種晶(等軸晶)の分布や結晶の
非等方性の影響を検討し、相対的に高い成長速
度の場合に柱状晶と等軸晶の混合晶が温度勾配
の広い範囲で安定に存在することなどを示し
た。
4.1.2.2
セルラ・オートマトン法
セルラ・オートマトン( CA )法は、対象領
域を有限個のセル( CA セル)に分割し、各セ
ルに異なった変数(温度、固相率、優先成長方
位)と状態(液体あるいは固体)を割り当て、
各セルの状態を時間ステップ毎に自身と周囲の
状態に依存して更新していくことにより凝固組
織の動的変化を予測するシミュレーション手法
であり [11] 、フェーズフィールド法に比較し
て、大きな領域かつ長い時間を扱える方法であ
る。
図 4.1-1 一方向凝固時の固液界面
及び濃度分布の経時変化 [9]
CA 法により凝固組織予測シミュレーション
を行う場合、有限差分法や有限要素法による伝熱凝固計算が連結される。ここで、伝熱計
算用には、 CA セルに比較し粗いメッシュが通常適用される。解析においては、まず不均
一核生成サイトとしてランダムに選択された CA セルに対して、核生成に要する過冷度を
設定(核生成過冷度ガウス分布相関モデルによる)する、あるいは優先成長方位をランダ
ムに配向するなどの処理を行う。そして、伝熱解析から得られた CA セルの温度が核生成
温度より低下したとき核生成したとみなし、その後はKGTモデル [12] に基づきデンドライ
ト先端速度や固相率変化を計算し、凝固組織の動的変化を求める。以下に本手法を使用し
た最近の研究例をいくつか紹介する。
大平ら [13] は、 MGA1400 合金からなるガスタ
ービン翼の凝固組織予測シミュレーションを行
い、実験結果との比較から本シミュレーションに
より異結晶発生位置やサイズが予測可能であるこ
とを示した。 Liu ら [14] 及び Wu ら [15] は、柱状
晶から等軸晶組織への遷移 (CET) の予測シミュレ
ーションを行い、 CET に及ぼす鋳型の温度、融液
過熱度及び合金の成分等の影響を明らかにした。
Seo ら [16] は、 CM247LC 合金のタービンブレー
ドの鋳造プロセスを対象としたシミュレーション
を行い、実験結果との比較から、図4.1-2に示すよ
うに実際のタービンブレード断面内の凝固組織構
図 4.1-2 タービンブレード内の結晶
粒構造( (a) 実験、 (b) シミュレー
18
ション) [16]
造及びサイズをシミュレーションが十分説明し
うることを示した。
前述の CA 法では、温度場のみを解析し、ま
た結晶粒の成長を考える場合デンドライトの 1
次アームだけを対象としているので、デンドラ
イト構造の詳細(2次及び3次アームの構造)
やその周囲の濃度場との相互作用に関する議論
はできない。そこで、最近溶質に関する拡散方
程式の解析を CA 法による凝固組織計算と連結
させて解析する手法が開発され、タービンブレ
ードの鋳造時の凝固組織構造に及ぼす操作条件
の影響などが理論的に検討されている
[17-20] 。この手法では、固液界面の速度は、多
成分系の相図に基づき、固液界面での偏析現象
及び界面を介しての溶質の拡散現象を考慮する
図 4.1-3 デンドライト構造に及ぼす成
ことにより決定される。
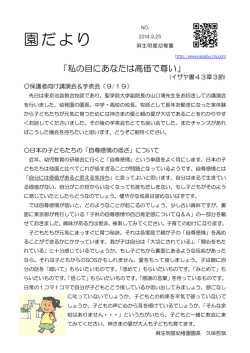
Yang ら[18, 19]は、一方向凝固によるタービ
ンブレード製造時の迷結晶粒の形成メカニズム
長速度の影響( a: 75 µm/s, b: 100 µm/s,
c: 150 µm/s, d: 200 µm/s ) [18]
を検討するとともに、成長速度や温度勾配の影
響を理論的に明らかにした。図4.1-3はタービンブレードのプラットホームにおけるデンド
ライト構造に及ぼす成長速度の影響を示したものである。成長速度に依存して迷結晶粒の
数が変化することがわかる。また、 Dong ら [20] は、 Al-Cu 合金の一方向凝固における柱
状晶から等軸晶への遷移に及ぼす温度勾配と成長速度の影響を詳細に検討している。
フェーズフィールド法あるいはセルラ・オートマトン法以外のシミュレーション手法と
して、最近 Wang ら [21-23] は、実プロセスにおけるスケールでの凝固組織構造を予測する
ために、フロントトラッキング法に基づく凝固組織構造の予測モデルを提案した。領域を
マクロメッシュに分割し、液相、デンドライ
ト相及び固液界面を含む相のいずれかを割り
当て、固液界面を各時間ステップでフロント
トラッキング法に従い追跡する。また、核生
成・成長に伴う偏析現象を考慮して拡散方程
式を解くことにより濃度場を求める。なお、
核生成・成長に関するモデルは、セルラ・オ
ートマトン法と同様に扱われている。タービ
ンブレードの単結晶化に当たってはセレクタ
ーが通常使用されるが、このセレクターの凝
固組織構造に及ぼす影響のシミュレーション
結果を図4.1-4に示した。セレクター直前にお
19
図 4.1-4 凝固組織構造に及ぼすセレクタ
ーの影響 [23]
いては、多くの結晶粒が存在しているが、セレクターを通過した後、特に Type (a) におい
ては単結晶化していることがわかる。
4.1.3
終わりに
鋳造プロセスシミュレーションに関する湯流れ、凝固過程を予測するためのマクロスケ
ールモデルと、凝固組織構造に関するメゾスケールモデルの現状を述べた。現在、これら
モデルの統合により、鋳造プロセス条件と湯回り不良、湯境、ガスの溶湯への巻き込み、
引け巣などのマクロスケールの鋳造欠陥、さらにはメゾスケールの凝固組織欠陥の相関を
定量的に予測することが試みられている。シミュレーションによる高精度の予測のために
は、更なるモデル、特にメゾスケールにおける凝固モデルの精緻化、高速化が必要である
が、加えて数値シミュレーションに使用する高精度な熱物性値の獲得も今後必要不可欠で
あると考える。
(参考文献)
[1] S.M.H. Mirbagheri, M. Dadashzadeh, S. Serajzadeh, A.K. Taheri and P. Davami, Applied
Mathematical Modelling, 28, 933-956 (2004)
[2] S.M.H. Mirbagheri, S. Shrinparvar, H. Ashory and P. Davami, Materials and Design, 25, 655-661
(2004)
[3] G.O. Verran, R.P.K. Mendes and M.A. Rossi, Journal of Materials Processing Technology, 179,
190-195 (2006)
[4] P.K. Seo, H.C. Kim and C.G. Kang, Journal of Materials Processing Technology, 183, 18-32 (2007)
[5] S. Wu, C. Li, J. Guo, Y. Su, X. Lei and H. Fu, Trans. Nonferrous Met. Soc. China, 16, 1035-1040
(2006)
[6] 木間塚明彦,黒木康徳,石川島播磨技報, 47, 25-31 (2007)
[7] H. Yan, W. Zhuang, Y. Hu, Q. Zhang and H. Jin, Journal of Materials Processing Technology,
187-188, 349-353 (2007)
[8] 篠嶋
妥,市村
稔,軽金属, 54, 100-104 (2004)
[9] T. Takaki, T. Fukuoka and Y. Tomita, Journal of Crystal Growth, 283, 263-278 (2005)
[10] A. Badillo and C. Beckermann, Acta Materialia, 54, 2015-2026 (2006)
[11] M. Rappaz and Ch.A. Gandin, Acta Metall. Mater. 41, 345-360 (1993)
[12] W. Kurz, B. Giovanola and R. Trivedi, Acta. Mater., 34, 823-830 (1986)
[13] 大平竜也,鵜飼修,桂木一行,下畠幸郎, S.H. Cho ,梅田高照,日本機械学会論文集
( B編), 68, 819-824 (2002)
[14] D.R. Liu, J.J. Guo, S.P.Wu, Y.Q. Su and H.Z. Fu, Materials Science and Engineering A, 415, 184-194
(2006)
[15] S.P. Wu, D.R. Liu, J.J. Guo, Y.Q. Su and H.Z. Fu, J. Alloys Compounds, 441, 267-277 (2007)
[16] S.M. Seo, I.S. Kim, C.Y. Jo and K. Ogi, Materials Science and Engineering A, 449-451, 713-716
(2007)
[17] W. Wang, P.D. Lee and M. McLean, Acta Materialis, 51, 2971-2987 (2003)
20
[18] X.L. Yang, H.B. Dong, W. Wang and P.D. Lee, Materials Science and Engineering A, 386, 129-139
(2004)
[19] X. Yang, D. Ness, P.D. Lee and N. Souza, Materials Science and Engineering A, 413-414, 571-577
(2005)
[20] H.B. Dong and P.D. Lee, Acta Materialia, 53, 659-668 (2005)
[21] T. Wang, I. Onaka, Y. Su and J. Guo, Trans. Nonferrous Met. Soc. China, 16, 235-241 (2006)
[22] T. Wang, I. Ohnaka, H. Yasuda, Y. Su and J. Guo, Trans. Nonferrous Met. Soc. China, 16, s582-s585
(2006)
[23] T. Wang, Y. Su, J. Guo, I. Ohnaka and H. Yasuda, Trans. Nonferrous Met. Soc. China, 16, 753-759
(2006)
21
4.2
デンドライト組織の微細化
通常、単結晶及び一方向凝固ブレードは、鋳型加熱炉のから鋳型を下方に引出し、ふく
射放熱で冷却し、下部から上方に向かって凝固させる改良ブリッジマン法が主流となって
いる。一般的に、鋳造は全て真空中で行われている。単結晶ブレードの鋳造では、温度勾
配が小さいと、異結晶やフレッケル等の欠陥が発生するため、凝固界面での温度勾配をで
きるだけ大きくすることが、単結晶や等軸晶を安定して成長させるのに有利である(図
4.2-1 [1])。そのため凝固界面での温度勾配を大きくする方法が開発されている。冷却を強
化 し 温 度 勾 配 を 大 き く す る た め 、 冷 却 媒 体 に 液 体 金 属 を 用 い る 方 法 LMC (Liquid Metal
Cooling) [2]や、ガス冷却法(GCC: Gas Cooling Casting) [3]が開発されている。図 4.2-2 に LMC
の概略を示す。GCC は、不活性ガス中で鋳型引出し式一方向凝固を行うことで、鋳型の伝
熱を向上させ温度勾配を大きくする方法である。図 4.2-3 に LMC で鋳造した単結晶材のミ
クロ組織を示す。一般に、LMC 法や CC 法では従来の真空中で溶解鋳造するブリッジマン
法に比べ、デンドライト組織が微細化し共晶量やミクロ偏析が低減され、その結果、組織
や合金元素の均質性が高まり、強度や延性等の機械的特性が向上する。
図 4.2-1
凝固組織に及ぼす温度勾配(G)と結晶の成長速度(R)の影響。ハッチング部におい
て、等軸(Equiaxed)晶やフレッケル(Freckles)等の欠陥を形成しないで柱状晶が晶出する。
Gs は固相線(solidus)における温度勾配、K T は熱伝導度、∆H は凝固熱、∆t 1 * はフレッケルを
形成する臨界時間 [1]
22
図 4.2-2
錫を用いた LMC の概略図 [2]
23
(a) 従来のブリッジマン法
(b) 錫を用いた LMC 法
図 4.2-3
(a) 従来のブリッジマン法と(b) 錫を用いた LMC 法による凝固後のデンドライト
組織。引き下げ速度は両方とも 2.5mm/min である[2]。
参考文献
[1] S.M. Copley and B.H. Kear: Trans. TMS-AIME, 239, (1967). p.984
[2] A.J. Elliott, S. Tin W.T. King, S. C. Huang, M.F.X. Gigliotti, and T.M. Pollock, Metall. and
Mater. Trans 35A, (2004), p.3221
[3] M. Konter et al, Superalloys 2000, p189
24
5.熱物性調査データ
5.1
5.1.1
Ni 基合金融体の密度
純 Ni
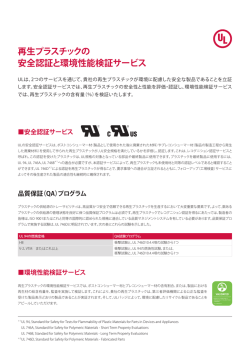
Ni 基合金の基となる純 Ni 融体の密度について初めに述べる。これまでに、いくつかの報
告があるが、Ni 融体密度の温度依存性の結果をまとめて、図 5.1-1 に示す。この図は、NEDO
「革新的鋳造シミュレーション技術」(平成 11-15 年)成果報告書 [1] の結果を元に作成
したものである。それぞれのデータの測定方法の詳細は、後の章で述べるが、Gorges ら[2]
は 電 磁 浮 遊 法 、 Lucas[3] は sessile-drop 法 、 Kurishenbaum[4], Vertiman[5] ら は
pychnomtry 法を用いて測定した結果である。また、Iida & Guthrie がまとめた文献 ”The
Physical Properties of Liquid Metals”[6]での Ni 融体密度の温度依存性は
ρ (T ) = 7.90 − 11.9 × 10 −1 (T − 1728)
10 3 kg/m 3
と示されており、この結果も図 5.1-1 中に示してある。NEDO の報告書では、温度依存性
についての報告は無いが、Ni−Co,Ni−Al,Ni−Ta の合金融体の密度についても報告さ
れている。各測定のばらつきは大きいが、ほぼ上記の温度依存性に近い傾向を示している
ことがわかる。
Density [kg/m3]
9000
8000
7000
6000
1400
Gorges, 1996
Kurishenbaum, 1963
NEDO Ni
NEDO Ni-5wt% Al
Iida&Guthrie, 1988
1600
Lucas, 1964
Vertiman, 1964
NEDO Ni-5wt% Co
NEDO Ni-5wt% Ta
1800
2000
Temperature [K]
2200
図 5.1-1 純 Ni 融体密度の温度依存性
25
2400
5.1.2
Ni 超合金 CMSX-4 融体の密度
Ni 超合金である CMSX-4 融体の密度、表面張力、粘性が Ricci [7]らと Higuchi [8]らに
より報告されている。ここでは、密度について述べる。Ricci らが使用した CMSX-4 材料
はドイツ Doncaster 社から提供されたものであり、その組成は、下表に示したようなもの
である。
表 5.1-1
Composition at%
CSMX-4 の組成
Al
Ti
Cr
Co
Nominal
12.58
1.29
7.45
9.86
By EDS
12.00
1.35
7.57
9.94
表 5.1-2
(Ricchi
Ni
et al [7])
Ta
W
Re
Mo
Oth.
62.17
2.17
2.11
0.94
0.38
1.05
63.32
2.14
2.26
1.08
0.34
N.D.
CSMX-4 の組成
(Higuchi et al [8]
Ni
Al
Ti
Co
Cr
Refr.
63
12.6
1.3
10
7.5
5.6
Ricci らは電磁浮遊法と sessile-drop(SD)法の2つの方法により密度の温度依存性
を測定している。その結果を図 5.1-2 に示す。
8000
3
Density [kg/m ]
8200
7800
7600
7400
7200
電磁浮遊法
Sessile drop法
2つの結果の回帰線
Vegard則に基づいたモデル計算
Liquidus
Temp.
7000
1600
1650
1700
1750
1800
1850
1900
Temperature [K]
図 5.1-2
CSMX-4 融体密度の温度依存性
この CMSX-4 融体密度の温度依存性は、電磁浮遊法で測定した結果では 1654K-1843K の
温度範囲において、
26
ρ (T ) = 7781 − 0.41 × (T − 1654)
kg/m 3
であると報告している。また、SD 法で測定した密度の温度依存性は、1654K-1843K の温
度範囲で
ρ (T ) = 7880 − 1.32 × (T − 1654) kg/m3
と報告している。最終的にこれら2つの測定法でのデータを併せもったものの回帰直線か
ら、CMSX-4 融体の 1654K-1843K の温度領域での密度の温度依存性を、
ρ (T ) = 7876 − 1.23 × (T − 1654) kg/m3
と報告している(図 5.1-2 中の実線で示したもの)。また、Li ら[9]が Pycnometric 法で測
定した値として
ρ (T ) = 7740 − 0.87 × (T − 1654) kg/m3
も記述している。これらの値について、Vegard 則に基づいたモデル計算[6]から、
ρ (T ) = 7756 − 0.99 × (T − 1654) kg/m3
を導出している(図 5.1-2 中の点線で示したもの)。
(論文では
ρ (T ) = 7576 − 0.99 × (T − 1654) と記載されているが、これでは論文に記載さ
れている図とはあわずまた他のデータからも大きくずれてしまうため、論文の図に近くな
るように訂正した。)
このモデル計算の結果から、測定結果が第 1 近似でのこの計算値に近い値であることを主
張している。また、Mills ら[10]は過去に理論計算から、CMSX-4 融体の密度の温度依存性
として
ρ (T ) = 7754 − 0.9 × (T − 1654) kg/m3
を導出しておりこの値に対して測定結果が 1.5%以下の差で一致していると述べている。
CMSX-4 融体密度に関しては、この報告例のみしかなく、またこの測定の精度や不確かさ
は記述がなく不明である。電磁浮遊法での測定結果のばらつきが大きく測定温度範囲が高
温領域に限られており、測定の不確かさの検証を兼ねて追実験が必要と思われる。
27
5.2
5.2.1
粘性
純 Ni の粘性率
高 温 融 体 の 粘 性 の 測 定 は 、 密 度 や 表 面 張 力 の 測 定 に 比 べ 困 難 で あ る 。 Iida& Guthrie
の”The Physical Properties of Liquid Metals” [6] には純 Ni の過去の計測例がまとめて掲
載されている。この結果を図 5.2-1 に示す。それぞれのデータは、Vertman and Samarin
[11],
Cavalier [12], Schenck et al. [13], Samarin [14] により測定されたものである。
この結果より、測定例ごとに値が大きく異なっていることがわかる。これは高温融体の粘
性計測自体が非常に難しいためである。また、この図中の点線は、モデル式 [6] から計算
したものであり、測定結果に近い値となっている。また、この図中には最近 Brooks らが
測定した結果 [15] も併せて示した。
7
1 Vertman, 1960
2 Cavalier, 1963
3 Schenck, 1963
4 Samarin, 1962
Prediction from model eq.
Viscosity [mPa・sec]
6
Brooks, 2001
5
1
4
3
3
2
4
Melting
Temp.
2
1600 1650 1700 1750 1800 1850 1900 1950 2000 2050
Temperature [K]
図 5.2-1
純 Ni 融体の粘性率の温度依存性
28
5.2.2
CSMX-4 融体の粘性率
Ricci ら [7] は Oscillating-cup 法で CSMX-4 と IN718 および純 Ni の粘性率を測定し、
その温度依存性を報告している。図 5.2-2 に粘性率の温度依存性をまとめた結果を示す。
また、Higuchi ら [8] が航空機による微小重力環境で電磁浮遊法による液滴振動法により
測定した CSMX-4 の粘性率の温度依存性も図 5.2-2 に併せて示した。
Viscosity [mPa ・sec]
12
10
8
6
4
2
0
1550
CSMX-4 EML under microG
CSMX-4
IN718
Ni
1600
1650
Nickel
Melting point
1700
1750
1800
1850
Temperature [K]
図 5.2-2
CSMX-4 融体の粘性率の温度依存性
図 5.2-1 と図 5.2-2 はそれぞれの報告に合わせた形で書き直しているため、縦軸と横軸の
スケールが違うため、温度依存性が異なっているように見えるが、図 5.2-2 中の純 Ni の粘
性率のデータは、図 5.2-1 の Brooks らのデータと同一であると思われ、この純 Ni のデー
タを基準にしてそれぞれの温度依存性の傾向がつかめる。Ricci らの報告では、図 5.2-2 の
結果から CSMX-4 の粘性率の温度依存性として、
η (T ) = 8.36 − 1.82 × 10 −2 (T − 1654) mPa ⋅ sec
という直線関係を導いている。一方、Higuchi らは、CSMX-4 の粘性率の温度依存性を図
5.2-3 に示したようなアレニウスプロットして、
29
ln η (T ) = ln η 0 +
∆E a 1
mPa ⋅ sec
R T
の指数関数の形で温度依存性を示している。図 5.2-2 と図 5.2-3 に示した結果に対しては、
η 0 = 0.31mPs ⋅ sec
∆E a = 0.42eV/atom
の値を報告している。
2.5
2.4
2.3
ln η
2.2
2.1
2.0
1.9
1.8
1.7
1.6
1.5
5.4
5.6
5.8
6
6.2
1/T [x10-4 K-1]
図 5.2-3
Arrhenius プロットした CSMX-4 融体粘性の温度依存性
さらに、Higuchi らは CSMX-4 の粘性率が酸素の含有量によって異なることも報告して
いる(図 5.2-2、5.2-3 に示した結果は low oxygen 試料を使用)。表 5.2-1 に酸素含有量が
少ない場合と多い場合の粘性率の値を示す。
表 5.2-1
T /K
CSMX-4 の粘性率の含有酸素濃度による違い
η / mPs ⋅ sec
η / mPs ⋅ sec
low oxygen
high oxygen
1835
6.87
8.43
1798
7.73
9.42
1690
9.52
11.24
30
この酸素含有量の違いは、原料を測定用に球形にするために高純度の Ar ガス雰囲気中で
アーク溶解する際に、チャンバ内に Ti ゲッターを使用したかしないかで調整している。そ
れぞれの試料中の酸素含有量は、LECO hot gas extraction 法で粘性率の測定前後で測定
しており、表 5.2-2 の結果となっている。
表 5.2-2
Specimen
CSMX-4 の含有酸素濃度
wt% O
wt% O
before processing
after processing
low oxygen
0.0043
0.0051
high oxygen
0.0310
0.0320
この結果から、測定前後で酸素の含有量に変化が無いことがわかる。測定中の試料表面の
観察から、表面には析出物等が観察されていなかったため、この程度の酸素濃度は飽和酸
素濃度以下であると述べている。この CSMX-4 融体の粘性率の含有酸素濃度による変化は、
過去に報告例はなく今後系統的な調査が必要であるとも述べている。
以上の結果より、純 Ni および CSMX-4 融体の粘性に関しては、データのばらつきや測
定温度範囲が狭いため、これまでの測定結果に対して今後さらに検討が必要と思われる。
特に、含有酸素量による粘性率の変化は、キャスティングプロセスに対しても大きく影響
するため、他の Ni 基合金融体も含めて、そのメカニズムも含めて検討していく必要があ
る。
参考文献
[1] 新エネルギー・産業技術総合開発機構委託「革新的鋳造シミュレーション技術」成果
報告書、(財)素形材センター
[2] W. Gorges et al ., Int. J. Thermophys. 17 (1996)1163-1172.
[3] L. D. Lucas, Mem.Sci.Rev.Met. 61(1964)97.
[4] A. D. Kurishenbaum and J. A. Cahill, Trans. ASM 56 (1963) 281.
[5] A
A. Vertiman et al ., Dokl. Akad.Nauk SSSR, 155 (1964) 323.
[6] T. Iida and R I. L. Guthrie ” The Physical Properties of Liquid Metals ” (Oxford,
1989).
[7] E. Ricci et al ., Int. J. Thermophys. 28 (2007)1304-1321.
[8] K. Higuchi et al ., Advanced Engineering Materials, 9 (2007) 349-354.
[9] Z. Li et al ., Metall. Mater. Trans. B36 (2005) 247.
[10] K. C. Mills et al ., ISIJ Int 46 (2006) 623-632.
[11]A.A.Vertman and A.M.Samarin, Dokl. Akad. Nauk. SSSR. 132 (1960) 572.
31
[12]G.Cavalier, Compt. Rend. 256 (1963) 1308.
[13]H. Schenck et al ., Arch. Eisenhuttenw, 34 (1963) 93.
[14] A.M.Samarin, JISI 200(1962)95.
[15] R.F.Brooks et al ., High Temp.-High Press. 33(2001)631-637.
32
5.3
耐熱合金融体の表面張力値
耐熱合金の表面張力測定は、これまでに殆ど行われておらず、調査した範囲においては、
阪大の野城らと、ヨーロッパの幾つかのグループの報告[1-5]しかない。これは、耐熱合金
は融点が高く、測定自体が非常に困難なためである。またこれらの測定でも、高温融体の
表面張力値に影響を及ぼす雰囲気酸素分圧依存性については、残念ながら考慮されていな
い。
野城らのグループは[1]、上砂川町に設置されていた深さ 500m の落下シャフトを用いて、
微小重力環境下での液滴振動法によって、ニッケルや CMSX-4 合金、CM247LC 合金融体
(表 5.3-1)等の表面張力測定に挑戦している(図 5.3-1)。これは、日本における実用耐熱
合金の表面張力測定では先駆け的研究である。この方法では、液滴を無容器浮遊させるこ
とで、従来問題となっていた、高融点材料と測定容器との反応回避を達成している。また、
微小重力環境を用いることで、液滴の表面振動を単振動化し、解析の容易さや、測定の不
確かさを低減している。ただし、測定数が少ないために、表面張力値の温度係数について
は、議論されていない。
表 5.3-1
材料名
CMSX-4 合金および CM247LC 合金の組成
組成 (mass%)
Cr
Co
Mo
W
Ta
Re
Al
Ti
Hf
Ni
C
B
Zr
CMSX-4
6.5
9
0.6
6
6.5
3.0
5.6
1
0.1
61.7
-
-
-
CM247LC
8
9
0.5
10
3.2
-
5.6
0.7
1.4
61.5
0.07
0.015
0.01
図 5.3-1 松本らによって測定された、微小重力環境下での液滴振動法によるニッケル基合金
融体の表面張力値 [1]
33
表 5.3-2
Vinet らが滴重法で測定した各種高温材料融体の表面張力値
34
[2]
ヨーロッパにおいては、産業界からの強い要求のために、高融点材料の熱物性測定という
非常に難しい研究が、日本よりも精力的に行われている。Vinet ら[2]は、滴重法を用いて
各種高融点材料融体の表面張力測定に挑戦している(表 5.3-2)。この方法の原理は非常に
簡単で、垂直に設置された管の下端に保持された液滴は、重量が表面張力に打ち勝った場
合に落下することから、その重量を測定して、表面張力値を見積もる方法である。この報
告では、実用材料であるタングステンやモリブデン、プラチナなどの合金融体や、インコ
ネル融体(表 5.3-3)などの、多くの材料についての貴重な表面張力データの取得に成功し
ている。
表 5.3-3
材料名
Vinet らが滴重法で測定したインコネル融体の組成
組成 (mass%)
Cr
Co
Nb
Ti
Ni
Fe
Mo
その他
INCONEL 600
15.43
0
0
0
64.3
19.2
0
1.06
INCONEL 182 (2909)
21.16
0.1
0.8
0.29
48
26.9
0.05
2.74
INCONEL 182 (2910)
20.8
0.1
0.89
0.54
48.1
26.8
0.05
2.64
INCONEL 182 (2911)
20.93
0.1
1.24
0.55
53.7
20.8
0.03
2.64
INCONEL 182 (4806)
19.78
0
1.7
0.26
72.5
2.4
0
3.32
INCONEL 182 (5566)
20.72
0
2.29
0
71.2
2.62
0
3.15
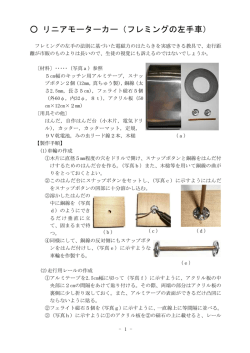
彼らは代表的な第 2 世代超耐熱合金である CMSX-4 合金融体についても、電磁浮遊炉を
用いた液滴振動法によって、表面張力測定を試みている(図 5.3-2) [3]。この測定では、
およそ 250K の比較的広い温度範囲での測定に成功しており、表面張力値の温度依存性を以
下のように示した。
σ=1.54-0.14×10-3J・m-2(T-1380℃)
また、融点以下に 75K 過冷却させた過冷却域での測定にも成功しており、これは従来の容
器を用いた方法では得られない、貴重な結果である。ただしこの測定では、滴重法による
測定結果との一致が得られておらず、その理由はパイロメータによる温度測定誤差や、試
料質量の測定誤差、液滴振動周波数の同定誤差に起因すると結論づけているが、残念なが
ら、それらについての詳細については示されていない。
さらに 2004 年 11 月からは、IMPRESS(Intermetallic Materials Processing in Relation
to Earth and Space Solidification)と呼ばれる、ヨーロッパの大規模国家プロジェクトが
始動しており[4]、次世代ジェットエンジンタービンブレード材料である Ti-Al 合金の開発
や、燃料電池用触媒の Ni-Al 合金の開発が進められている。このプロジェクトでは、これ
らの合金開発プロセスの数値計算が重要視されており、それに使用する高温融体の熱物性
値測定に関する研究が精力的に行われている。Egry ら[4]による電磁浮遊炉を用いた液滴振
動法による測定では、上述した野城らの研究と同様に、融体を無容器浮遊させることで、
35
不純物混入を完全に回避し、1600K から 1950K までの、非常に広い温度範囲でのデータ取
得に成功している(図 5.3-3)。また、およそ 250K も過冷却させた温度での非常に興味深い
表面張力値データが得られている。
図 5.3-2
Vinet らによって報告された、滴重法および液滴振動法によって測定された
CMSX-4 合金融体の表面張力測定 [3]
図 5.3-3
Egry らによって測定された、電磁浮遊炉を用いた液滴振動法による CMSX-4 合金
融体の表面張力値 [4]
36
また、このプロジェクトのメンバーでもある Ricci らのグループでは[5]、X 線を用いた静
滴法と Pinned-drop 法によって、CMSX-4 融体の表面張力測定を行っている(図 5.3-4)。
この報告では、測定に容器を用いているにも関わらず、Vinet らの報告に比べておよそ 100K
も高い 1930K までの測定に成功しており、表面張力値の温度依存性は、
σ= 1773.3-0.56(T-1654K)
であるとされた。
この方法では、測定後に、目視検査では試料が光沢を持つこと、サファイアガラスるつぼ
と試料が容易に分離されたこと、試料の酸化の影響は低温のみで起こることを根拠に、測
定中の試料の汚染は無いとしている。しかし、試料の化学分析などはしておらず、不純物
混入の影響が全くないことの説得力に欠けている問題が残る。
以上のように、耐熱合金融体の表面張力値については、測定例自体が非常に少ないもの
の、ヨーロッパでは、産業界における耐熱合金融体の表面張力値についての重要性が広く
認識されており、精力的な測定が既に開始されている。ただし、これらの研究で測定され
た CMSX-4 合金融体の表面張力値は、測定グループ間によって値が大きく異なっており、
特に Egry らによって報告された値は、他のグループに比べて、融点での表面張力値が、
図 5.3-4
Ricci らによって測定された、X 線を用いた静滴法と Pinned-drop 法による CMSX-4
合金融体の表面張力値 [5]
およそ 450-600mN/m も異なっている。この理由として、高温融体の表面張力値は、雰囲
気酸素分圧に大きく影響を受けるにもかかわらず、いずれの測定においても、それを考慮
37
した測定が行われていない事が考えられる。つまり、高温融体の表面張力値は、測定時の
雰囲気酸素分圧の情報がない限り、実用的には意味がない問題がある。したがって、日本
の産業界においても、国際競争力の高いもの作りを行うためには、今後は雰囲気酸素分圧
の効果を考慮した、耐熱合金融体の表面張力データを取得していく必要がある。
参考文献
[1] 松本太平、藤井英俊、野城清、肖鋒、泉谷瞬、大阪大学 21 世紀 COE プログラム、構
造・機能先進材料デザイン研究拠点の形成報告書、(2002)。
[2] B. Vinet, J. P. Garandet, B. Marie, L. Domergue, and B. Drevet, International
Journal of Thermophysics, 25 (2004), 869-883.
[3] B. Vinet, S. Schneider, J. P. Garandet, B. Marie, B. Drevet, and I. Egry,
International Journal of Thermophysics, 25 (2004), 1889-1902.
[4] I. Egry, R. Brooks, D. Holland-Moritz, R. Novakovic, T. Matsushita, E. Ricci, S.
Seetharaman, R. Wunderlich, and D. Javis, Proceedings of Thermo International
2006, July 30 - August 4, 2006, Boulder, CO, USA.
[5] E. Ricci, D. Giuranno, R. Novakovic, T. Matsushita, S. Seetharaman, R. Brooks, L.
A. Chapman, P. N. Quested, International Journal of Thermophysics, 28 (2007),
1304-1321.
38
5.4
溶融 Ni および Ni 合金の比熱(熱容量)
溶融 Ni の比熱の値は、NIST-JANAF Thermochemical Tables [1]および Smithells
Metals Reference Book [2]に推奨値が掲載されている。Vollmer et al., (1966) [3]は、高温
断熱型カロリメーターを用いて溶融 Ni の比熱の値を測定しており、NIST-JANAF の推奨
値は、この値に基づいている。他に Wüst et al., (1918)[4]、Umino (1926)[5]、Geoffray et
al., (1963)[6] ら に よ っ て 測 定 が な さ れ て い る 。 こ れ ら の 測 定 は 主 に 投 下 法 (Drop
calorimetry)を採用している。また、近年溶融 Ni 合金の熱容量測定に対しては、電磁浮遊
装 置 を 用 い た 非 接 触 交 流 カ ロ リ メ ト リ ー 法 に よ る 測 定 (Ni59.5Nb40.5: Team TEMPUS
(1996)[7]、Zr64Ni30 Wunderlich et al., (1997)[8])や示差走査型熱分析(DSC)による測定
(Cu67Ni33: Wilde G. et al., (1996)[9]) がなされている。表 5.4-1 にそれぞれの研究者が測定
した溶融 Ni および溶融 Ni 合金の比熱をまとめて示す。
参考文献
[1] Malcolm W. Chase, Jr, NIST-JANAF Thermochemical Tables 4th edition.
[2] Gale W. F. and Totemeier T. C. Smithells Metals Reference Book
[3] Vollmer A. et al., Naturforsch (1966) 21A, 181.
[4] Wüst F. et al., Gebiete Ingenieurw. (1918) VDI 240.
[5] Umino S. Science Repts. Tohoku Imp. Univ.
(1926) 15, 597.
[6] Geoffray H. et al., Comp. Rend. (1963)256, 139.
[7] Team TEMPUS, Materials and Fluids Under Low Gravity, Springer, Berlin, (1996)
233.
[8] Wunderlich et al., Phys. Rev.
(1997) B 55, 26.
[9] Wilde G. et al., J. Non-cry.Sol. (1996) 205, 425
39
表 5.4-1
溶融 Ni および溶融 Ni 合金の熱容量の文献値
Heat capacity
Method
Reference
Material
Temp. / K
Ni(l)
1728-3100
663
Based on Ref. [3]
Ni(l)
1728-2200
656
ns
Ni(l)
1728-1822
664
Adiabatic calorimetry
Ni(l)
-
560
Drop calorimetry
Ni(l)
-
656
mixture
Ni(l)
1728-2192
734
Drop calorimetry
Ni59.5Nb40.5(l)
1500
662
AC calorimetry
Team TEMPUS [7]
Zr64Ni30(l)
1488
621
AC calorimetry
Wunderlich et al. [8]
Cu67Ni33(l)
1500
660
DSC
/ Jkg-1K-1
NIST-JANAF Thermochemical Tables [1]
Smithells Metals Reference Book [2]
Vollmer A. et al. [3]
Wüst F. et al. [4]
Umino S. [5]
Geoffray H. et al. [6]
Wilde G. et al. [9]
40
5.5
溶融 Ni および Ni 合金の熱伝導率
溶 融 Ni の 熱 伝 導 率 測 定 は 過 去 に 、 Ostrovskii et al., (1980) [1], Zinovyev et al.,
(1986)[2]らによって Plane temperature wave method によって測定がなされている。
Pottlacher ら[3]は、パルス通電加熱法(Fast pulse heating method)によって、瞬時に
ワイヤ状の金属試料に通電加熱し液体域まで抵抗率を測定し、Wiedemann-Franz 則から
熱伝導率を求めている。また、Lohöfer et al., (2004)[4]は、電磁浮遊装置内に高周波電流
印加用のコイル(プライマリーコイル)と試料融体の電気抵抗に依存して誘導電圧を生じ
るセカンダリーコイルを設置し、プライマリーコイルの電流と誘起されたセカンダリーコ
イルの電圧を測定することによって試料融体の電気抵抗率を非接触に測定する方法を開発
した。この方法によって、溶融 Cu-Ni 合金(Cu 80 Ni 20 , Cu 60 Ni 40 , Cu 40 Ni 60 , Cu 20 Ni 80 )の電
気抵抗率を測定した。 Wilthan et al., (2008)[5]は、Ni 合金 Nimonic 80A(Ni Balance,
Cr: 19.5%, Ti: 2.5%, Al: 1.7%, Fe: Max 1.5%)の 電気抵抗率を測定した。溶融 Ni 合金
の熱伝導率に対しては、Wiedemann-Franz 則を仮定し、電気抵抗率から推参した。表 5.5-1
に そ れ ぞ れ の 研 究 者 が 測 定 し た 溶 融 Ni お よ び 、 溶 融 Ni 合 金 の 熱 伝 導 率 を ま と め た 。
Wiedemann-Franz 則の適応に対する妥当性を評価するためにも、熱伝導率を実測によっ
て求める必要がある。
表 5.5-1 溶融 Ni および溶融 Ni 合金の熱伝導率の文献値
Thermal
Material
Temp. / K
conductivity
Method
Reference
/ W m -1 K -1
Ni(l)
n.s
68
PTW
Ostrovskii et al. [1]
Ni(l)
1728-1973
60
PTW
Zinovyev V. Y. et al.[2]
Ni(l)
1726 - 3000
56
W. F. law
Pottlacher G. [3]
Cu 80 Ni 20 (l)
1373 - 1573
64
W. F. law
Lohöfer et al. [4]
Cu 60 Ni 40 (l)
1373 - 1673
50
W. F. law
Lohöfer et al. [4]
Cu 40 Ni 60 (l)
1373 - 1723
44
W. F. law
Lohöfer et al. [4]
Cu 20 Ni 80 (l)
1423 - 1723
41
W. F. law
Lohöfer et al. [4]
Ni(l)
1423 - 1723
41
W. F. law
Lohöfer et al. [4]
Nimonic 80A(l)
1638
28
W. F. law
Wilthan et al. [5]
PTW: Plane temperature wave method
Nimonic 80A(l):Ni Balance, Cr: 19.5, Ti: 2.5, Al: 1.7, Fe: Max 1.5
41
参考文献
[1] Ostrovskii et al., Russ. J. Phys. Chem .(1980) 54, 739.
[2] Zinovyev V. Y. et al., Phys. Met. Metallog. (1986) 61, 85.
[3] Pottlacher G. J. Non-cry. Sol.
(1999) 250, 177.
[4] Lohöfer et al., Int. J. Thermo.(2004) 25, 1535
[5] Wilthan et al., J. Alloys. and Compounds (2008) 452, 102.
42
6.熱物性測定法の紹介
6.1
Ni 基合金融体の密度測定方法
高温融体の密度の測定方法はいくつかあるが、5 章で測定結果を紹介した方法について
のみ紹介する。純 Ni や Ni 基合金融体の密度についてこれまでにおこなわれた測定方法は、
容器を用いた方法と無用器法に大別できる。容器を用いた方法では、ピクノメータ法、静
滴法、無容器での測定は、電磁浮遊法がある。はじめに古典的な、容器を用いた方につい
て述べる。
6.1.1
ピクノメータ法(Pycnometric method)
この方法は、質量のわかったメルト試料を図 6.1-1 のような容器に入れその体積を測定
し密度を算出する最もシンプルな方法である。しかし、高温かつ反応性の高い高温融体の
場合、容器の選定が困難でありあまり適している方法ではない。Ni 融体の密度測定の初期
の測定 は、この方法でおこなわれているが最近の測定結果に比べ値の違いが大きい。これ
はやはり容器の問題が大きく関与していると考えられる。
図 6.1-1
ピクノメータ法による融体密度測定装置 [1]
6.1.2 静滴法(Sessile drop method)
この手法は、次で述べる無容器法と同様に測定試料の形状から体積を求め、あらかじめ
測定した質量から密度を求めるものである。測定試料を試料との濡れ性がなるべく無い基
板上に保持融解し、基板上にできる図 6.1-2 のような液滴形状を正確に計測し体積を算出
する。このため、この手法では使用する基板の材質と液滴形状をどのように正確に求める
かが精度を左右する。高温融体の場合、反応性が高くたいていの材料と濡れてしまう。こ
のため、液滴を設置する基板の選定が重要である。一方液滴形状の観測は、以前は光学式
43
のカメラを用いて液滴形状を撮影し、デジタイザなどで外形を抽出し体積を求めていたが、
最近ではコンピュータと CCD カメラを組み合わせることによりほぼリアルタイムで試料
密度を求めることが可能となっている。この場合でも液滴形状を正確に計測するため、試
料背面からの光の照射の仕方や外形を抽出する際のエッジの決めかたなどの工夫が必要で
ある。液滴形状から体積を求める方法はいくつかあるが代表的な方法として図 6.1-2 に示
した各部分の長さを測定し以下の式により体積を求めることができる [1]。
V =
πb 2 ( X ' ) 2 2
b
−
b
2 sin θ βZ '
+ 2
X
b
(4)
ここで、 b とβの値は、Bashforth と Adams が求めた値のテーブル[2]から引用する。
図 6.1-2
6.1.3
静滴法によるメルト密度測定時の各長さの取り方
電磁浮遊法(Electromagnetic levitation method, EML )[3]
この電磁浮遊法と次節で述べる静電浮遊法は、ともに測定試料を空中に浮遊させてその
体積を計測し密度を算出する方法である。従って、前節で述べた静滴法と同様に液滴形状
の画像から体積を算出する方法であるが、静滴法と異なるのは試料が空中に浮遊している
ため形状が球形からややずれた中心軸対称の形状となり体積を求めることが容易である点
と、基板を必要としないため不純物の汚染を完全に無視することができる。さらに浮遊し
ている液滴形状を非接触で観測できるため、融点からかなり高い温度から不均一核形成を
抑制できるので、大きな過冷却度の温度までの広い温度領域での測定が可能である。この
ように浮遊法は、容器を用いた方法に比べ高温で反応性の高い融体の密度測定に対して利
点が多い。しかし、静滴法と同様に液滴形状をどのようにして正確に計測するかが精度を
44
左右する。電磁浮遊法は、上下にそれぞれ逆向きに巻いたコイルを作製し、これに高周波
電流(>200kHz、 >5kW)を流す。このコイルの高周波電流が形成する変動磁場の電磁誘
導により測定試料に渦電流が発生し、逆向きに巻いたコイルのギャップ位置に最小ポテン
シャ部に安定浮遊させることができる。また、試料に流れる渦電流により試料を加熱溶融
させることができるため、金属などの導電性のある物質の液滴を空間に浮遊保持すること
ができる。図 6.1-3 にこの方法で溶融浮遊させた試料の様子と画像解析から抽出した外形
を示す。この結果より、液滴形状が良く再現されていることがわかり、この形状データを
使って体積 V を求め別途測定した質量 m を用いて、ρ
=
V
から密度を算出する。ここで、
m
電磁浮遊法の場合には重力と電磁力が液滴に作用しているため、試料表面が振動し液滴形
状が必ずしも軸対称とはならない。体積の算出は軸対称形状を仮定しておこなうため、液
滴形状のゆがみが誤差を与える。また、表面振動のため高速度カメラを使用しても正確な
平衡形状を求めることが困難である。このため、これまでは一定温度での数秒間で高速度
度カメラにより画像を計測しその平均値として液滴形状を求めていたが、画像平均の操作
において、試料が軸対称形状からずれた場合には体積の誤差が大きくなってしまった。Hi
guchi らは、液滴形状を側面からと上部から側面からの 2 方向からの形状観察をおこない、
試料上部からの形状が円形からゆがんでいる場合の画像を除いて、体積を求めることによ
り画像の計測時の誤差を少なくできることを示した [4]。最近、液滴表面振動解析による
密度測定の高精度化の検討が、磁場印加による液滴密度測定と併せておこなわれ、密度計
測精度の向上が検討された[5]。この結果、高温融体の密度計測の高精度化が達成され、こ
の手法により Ni 基合金融体密度の高精度計測が可能と思われる。
5mm
図 6.1-3 電磁浮遊した SUS304 融体と外形抽出し最適化曲線でフィッテングした液滴形状
45
6.2
Ni 基合金融体の粘性測定方法
高温融体の粘性率の測定方法はいくつかあり、Brooks らがまとめた論文[6]に詳しく紹
介されている。一般に、高温金属融体の粘性計測は非常に困難であり、多くの物質につい
て測定ごとのデータのばらつきが大きくなってしまっている。ここでは、純 Ni や Ni 基合
金融体の粘性について、これまでにおこなわれた測定方法について紹介する。5 章で述べ
た純 Ni および CSMX-4 の粘性率は 10mPa・sec 以下であり、この程度の粘性計測に通常
用いられる oscillating cup 法(回転振動法)と、微小重力下での電磁浮遊による液滴振動
法を用いておこなわれた。以下に、 oscillating cup 法と微小重力下での電磁浮遊による液
滴振動法について述べる。
6.2.1
Oscillating cup 法(回転振動法)による粘性計測
Oscillating cup 法(回転振動法)は、図 6.2-1 に示すようにモリブデン線などの金属線
で懸架されて炉内に保持されたるつぼに融体を充填し、このるつぼにねじれ振動を与えた
ときの振動の対数減衰率から粘性率を求める方法である。(図 6.2-1 は実際に CSMX-4 の
粘性率のデータ [7] を計測した装置である [6])振動の周期は金属線に取り付けられてい
る鏡を介して測定される。通常は、鏡にレーザ光源からのレーザ光を照射してその反射光
をレーザ光源の後方両側に設けられた検出器で検出し、2つの検出器で交互に検出される
光強度の間隔により振動の周期を測定している。この手法で高温融体の粘性を計測する際
には、るつぼ材の選定がやはり問題となる。
図 6.2-1 Oscillating cup 法による粘性計測装置 [6]
46
6.2.2
微小重力下での電磁浮遊法による液滴振動法による粘性計測
Higuchi ら [8] が CSMX-4 融体の粘性計測に用いた、微小重力環境下での電磁浮遊法に
よる液滴振動法による粘性計測について述べる。空間に浮遊した液滴は表面張力により球
形となり、これに外力を加え変形させると表面振動しながら球形に戻ろうとする。この表
面振動の周波数から表面張力の大きさ、振動が減衰する時間から粘性率を求めることがで
きる[9]。つまり、液滴が表面振動している際の液滴形状の変化について、時刻 t での液滴
半径 r ( t )が、
τ l ,m
r (t ) = r0 1 + εYl m (θ , ϕ ) = r0 1 + εPl m (θ ) cos(mϕ ) cos(ω l ,m t ) exp(−
)
t
(
)
と表せることから、表面張力と粘性を求めることができる。ここで、 r0 は振動していない
時の球の半径、ε は表面振動の振幅、Yl (θ , ϕ ) は球面調和関数、 (l , m) は表面振動のモード
m
を表す整数、 Pl (θ ) はルジャンドル多項式、 ω l ,m は表面振動数、 τ l, m が減衰時間である。
m
この減衰時間と粘性の関係は
1
τl
= (l − 1)(2l + 1)
r0
η
M
であり、液滴振動の減衰時間を求めることができれば粘性が求められる。しかし、地上に
おける電磁浮遊法では、電磁力により試料液滴には常に表面振動が励起され、振動の減衰
を得ることができず、粘性の測定は地上では困難である。従って、電磁浮遊法で粘性率を
取得するには、微小重力環境で特定の表面振動モードを励起して表面振動の測定をおこな
う必要がある。微小重力下では、浮遊のための電磁力が必要ないため、溶解に必要な電磁
力にパルス的に大きな電磁力を印加し、図 6.2-2 のような表面振動を励起させその減衰を
計測することが可能である。
図 6.2-2
微小重力環境での液滴表面振動が減衰する様子
47
これまでは、この手法で高温融体の粘性を計測することは、スペースシャトルかヨーロッ
パの航空機実験でしか実行できなかったが、2007 年より国内においても航空機による微小
重力環境での粘性計測が可能となっている。電磁浮遊法を用いた場合、基板やるつぼを使
用しなくても良いため、高温融体の粘性計測には最適である。現在、液滴振動の励起方法
や解析方法などこの計測手法の改良が進められており、今後この方法により Ni 基合金融
体のより詳細な粘性計測をおこなうことが期待される。
6.2.3 静電浮遊法 を用いた液滴振動法による粘性計測 [10]
最後に、Ni 基合金融体の密度計測には適応されていないが、上記電磁浮遊法と同様に試
料を空間に浮遊させて、液滴振動を励起して粘性を計測する手法である。液滴振動の減衰
の計測と粘性率算出の方法は、電磁浮遊法と同様である。静電浮遊法は、帯電させた試料
と電極間に働くクーロン力により試料位置の制御をおこなうものであり、地上ではこの力
と重力を釣り合わせて浮遊を達成する。試料の加熱溶解は、CO 2 レーザーや YAG レーザ
ーなどでおこなう。試料の電荷と電極間の電場のみでは、Earnshow の法則からポテンシ
ャルの極小を形成できないため、高速のフィードバック位置制御が必要である。このため、
He-Ne レーザーより照明された試料の影を検出器に投影し試料位置を検出し、コンピュー
タでの PID 制御により電極間の電圧を調整し試料を一定位置に保持する。静電浮遊法は静
電場を用いて浮遊力を得ているため、電磁浮遊と異なり表面振動誘起することがなく平衡
形状を得ることが容易である。また、試料を観察可能な限り小さくすることができるので、
液滴形状の重力による変形を小さくすることができる。このため、地上においても液滴振
動を励起し、その減衰時間を計測することで粘性率を求めることができる。しかし、静電
浮遊法では電極間に 10kV 以上の高電圧を印加するために、電極間での放電が生じやすく、
装置内を 10 -5 Pa 以上の高真空にする必要がある。(加圧雰囲気でも可能であるが、かなり
制御が難しくなる。)このため、合金融体の場合には、組成が時間とともに変化してしまう
ことが問題となる。この点が改良されれば、粘性計測手法としてかなり精密かつ正確な測
定方法として期待される。
図 6.2-3
静電浮遊法の原理
48
図 6.2-4
静電浮遊装置の模式図(上部から)[10]
【粘性計測参考文献】
[1] T. Iida and R I. L. Guthrie ” The Physical Properties of Liquid Metals ” (Oxford,
1989)
[2] F. Bashforth and J. C. Adams, “ An attempt to test the theories of capillary action” ,
(Cambridge Univ. Press, 1883)
[3] M. Langen et al ., J. Crystal Growth 186 (1998) 550-554.
[4] K.Higuchi et al ., Meas. Sci. Technol.16 (2005) 381-385.
[5] M. Watanabe et al ., Faraday Discuss. 136 (2007)279-286.
[6] R.F.Brooks et al. , Meas. Sci. Technol. 16 (2005) 354-362.
[7] E. Ricci et al ., Int. J. Thermophys. 28 (2007)1304-1321.
[8] K. Higuchi et al ., Advanced Engineering Materials, 9 (2007) 349-354.
[9] L. Rayleigh, Proc. R. Soc. 29 (1879) 71-97.
[10] T. Ishikawa et al ., J. Chem. Phys. 118 (2003) 7912-7920.
49
6.3
耐熱合金融体の表面張力測定
6.3.1
耐熱合金の表面張力測定の意義
高温融体の表面張力値とその温度係数は、溶接や鋳造などの自由表面を有する高温融体
プロセスを、数値シミュレーションによって解析するための、極めて重要なパラメータと
なる。これは、融体の自由表面に温度差が存在する場合、それに起因した表面張力を駆動
力とするマランゴニ対流が発生するためである。このマランゴニ対流は、以下のマランゴ
ニ数と呼ばれる無次元数で特徴付けられる。
Ma =
− ∆T ⋅ L ⋅
µ ⋅α
∂σ
∂T
ここで、 T は温度、 L は代表長さ、 σ は表面張力値、 µ は粘性係数、 α は熱拡散率である。
例えば溶接池では[1, 2]、中央部で温度が最も高く、端では温度が低くなるため、表面張力
値の温度係数が負の値を持つ場合、マランゴニ対流は溶接池中央から端に向かって流れ、
広く浅い溶接池形状となる。一方、表面張力値の温度勾配が正の値となる場合には、マラ
ンゴニ対流は溶接池の端から中央へ流れるため、深くて狭い形状となる。
表面張力値は温度だけでなく、融体中の成分濃度や表面吸着物質濃度によって変化する
[1-5]。また気相から融体表面に吸着したガス濃度によっても影響を受ける。鉄系材料融体
を例に取ると、図 6.3-1 に示すように、表面張力値はわずか 1%以下の不純物によって大
きく減少する[3]。また、表面張力値の温度係数に注目すると[2, 4]、図 6.3-2 に示すように、
雰囲気酸素分圧が低い場合(還元雰囲気)では、それが負の値となる。一方、雰囲気酸素
分圧が大きくなると、融体表面に表面活性元素である酸素が吸着し、表面張力値の絶対値
が小さくなるとともに、その温度係数が正の値となる。
図 6.3-1
鉄系融体中の不純物と表面張力値の関係
50
(a)
(b)
σ
σ
T
TA,TB<TC
σA,σB<σC
A C B
T
TA,TB<TC
σA,σB>σC
A
C
B
図 6.3-2
表面張力およびその温度係数と溶融池内のマランゴニ対流の関係。
(a)還元ガス中、(b)表面に界面活性元素が吸着した場合
高融点の耐熱材料についての表面張力値は、測定例自体が非常に少ない(前述の文献値
参照)。この理由は、従来よく行われてきた静滴法による測定では、高温で基盤と融体が反
応してしまうため、測定自体が困難なためである。また、雰囲気酸素分圧依存性を考慮し
たものは、まだ一つもない。したがって、ジェットエンジンタービンブレードの一方向凝
固や高信頼性溶接など、耐熱合金の高温融体プロセスを数値シミュレーションによって最
適化するために、不純物の影響を回避し、雰囲気酸素分圧依存性を考慮した、精確な表面
張力測定データの取得が、喫緊の課題となっている。
6.3.2
6.3.2.1
電磁浮遊炉を用いた液滴振動法による耐熱合金の表面張力測定
原理
電磁浮遊炉では、電磁浮遊コイルの中心に金属性試料を設置し、コイルに電流を流すこ
とで、試料内部に誘導電流が発生する。また、この誘導電流と電磁浮遊コイルによって発
生する電磁場から、試料はローレンツ力によって浮遊するとともに、試料はジュール加熱
によって無容器溶融する。このとき、電磁浮遊液滴の表面振動から表面張力値の計算が可
能で、以下のような大きな利点がある。
① 無容器浮遊による融体の完全な汚染回避
② 融点以下の過冷却域から 2000K 以上の高温まで達成できるため、従来の静滴法に比べ
て非常に広い温度範囲で測定可能
③ 測定中の雰囲気制御が容易
したがって、この手法は高温融体の精確な表面張力測定を行うための、最も有望な方法の
一つであると言える。Rayleigh によると[6]、無容器浮遊した液滴の表面張力値は、以下
の式で表すことが出来る。
51
3
8
σ = Mν R2
(1)
ここで σ は表面張力値、M は質量、ν R は l = 2 モード周波数数(Rayleigh 周波数)である。
しかし地上では、重力加速度の影響や強い電磁力のために液滴が真球から変形し、 l = 2
モードの周波数は、図 6.3-3 に示すように m =0,±1,±2 の五つの周波数に分裂するため、
この補正が必要となる。Cummings と Blackburn によると[7]、これらの周波数 ν 2,m ( m = 0,
±1,±2)と Rayleigh 周波数 ν R の関係は、以下で表される。
[
]
(2)
[
]
(3)
ν R2 = ν 22,0 −ν t2 3.832 − 0.1714( z 0 / a )2
ν R2 = ν 22, ±1 −ν t2 3.775 + 0.5143( z0 / a )2
[
ν R2 = ν 22, ±2 −ν t2 − 0.9297 + 2.571( z0 / a )2
z0 =
]
(4)
g
(5)
8π 2ν t2
ここで、 a は試料が真球である場合の半径、 g は重力加速度である。また ν t は液滴の重心
移動の振動数で、空間の 3 つの自由度により m = 1 から m = -1までの 3 つの周波数を持
ち、以下で表される。
ν t2 =
1 1 2
∑ν 1,m
3 m = −1
(6)
(2)−(4)式から、表面張力値の計算に必要な、Rayleigh 周波数を求めるためには、 m =0,
±1,±2 周波数のいずれか一つと、並進周波数を同定すればよいことになるが、実験による
測定の不確かさを低減するためには、 m =0,±1,±2 の全ての周波数を求め、線形平均に
よって、Rayleigh 周波数を求めることが望ましい。それゆえ、 Cummings と Blackburn
の補正式は以下のようになる。
νR =
[
1 2 2
∑ν 2,m −ν t2 1.90 − 1.20(z0 / R )2
5 m = −2
]
(7)
したがって、(1)および(7)式を用いることで、電磁浮遊させた高温融体の表面張力値を計算
することが可能である。
52
m=0
m = ±1
m = ±2
図 6.3-3
6.3.2.2
地上で電磁浮遊させた場合の 3 種類の液滴振動
装置および測定方法
図 6.3-4 に雰囲気制御型電磁浮遊装置の概略を示す。試料を石英ガラスチャンバ内の試
料ホルダに設置し、チャンバ内をロータリーポンプおよびターボ分子ポンプで、10 -3 Pa 程
度まで真空引きする。その後、マスフローコントローラを用いて、雰囲気ガスを精密に制
御しながらフローして、置換する。ガスフロー雰囲気において試料を電磁浮遊させ、無容
器浮遊溶融させ、このときの雰囲気酸素分圧は、ガス出口において、ジルコニア酸素セン
サを用いて測定する。また、液滴の振動および温度は、上部から高速度ビデオカメラと放
射温度計を用いて記録する。
得られた動画を画像解析し、図 6.3-5 に示すような面積( A )、重心位置( G x,G y)、液滴
+
の X 軸と Y 軸方向への半径長さ R x,R y の和 R 、と差 R ‐ を抽出する。これらの時間変化
を、高速フーリエ変換(FFT)や最大エントロピー法(MEM)によって周波数解析し、
Table1 に示す対応表にしたがって、 m =0,±1,±2 周波数を同定する。ただし、液滴が z
軸を中心軸として回転する場合には、その周波数も、R − 振動に現れるだけでなく、 m =±2
周波数ピークが二つに分裂する[8]。また、m =+2 振動と m =−2 振動に位相差が存在する
場合、図 6.3-6 に示すように、その分裂ピークの相対強度が変化し、特に位相差が±π/2 ラ
ジアンの場合には、分裂したピークの一方が見えなくなる[9]。その結果、真の周波数を見
誤る可能性があるため、これらを十分に考慮した同定が重要である。
53
高速度カメラ
マスフローコントローラ
試料
二色温度計
電磁浮遊コイル
O2センサー
各種高純度ガス
図 6.3-4
雰囲気制御型電磁浮遊炉
Ry
Area
Rx
Center of gravity
(Gx,Gy)
図 6.3-5
電磁浮遊液滴の上部観察画像
54
m =0,±1,±2 周波数の同定ルール
表 6.3-1
m=0
m = ±1
m = ±2
A
YES
YES
NO
R+
YES
YES
NO
R−
NO
YES
YES
真のm =±2振動
(a)
∆ψ = 0, ±π
−π < ∆ψ < −π/2
or
−π/2 < ∆ψ < 0
Intensity, a.u.
(b)
(c)
∆ψ = −π/2
0 < ∆ψ < π/2
or
π/2 < ∆ψ < π
(d)
(e)
0
10
∆ψ = π/2
20
30
40
50
60
Frequency, Hz
図 6.3-6
液滴回転により分裂した m =±2 周波数ピークの強度比と m =+2 と-2 振動の
位相差の関係。m =+2 と−2 振動の位相差により、30Hz に現れるべきピークが、24Hz
と 36Hz に分裂している。
6.3.2.3
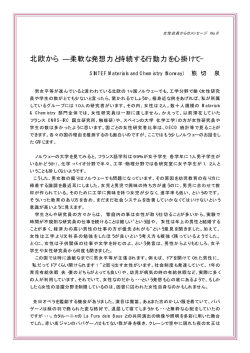
電磁浮遊炉を用いた液滴振動法による高温融体の表面張力測定例
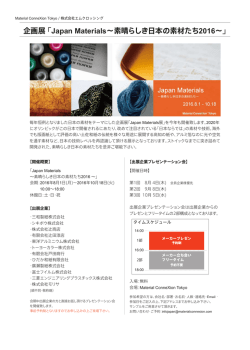
図 6.3-7 に、電磁浮遊炉を用いた液滴振動法によって測定した SUS304 融体の表面張力
測定結果を、例として示す。ここで測定の不確かさは、GUM(Guide to the Expression of
Uncertainty in Measurement 1995)に従って求めた。また、このときのバジェットシート
を、表 6.3-2 に示す。この測定では、雰囲気ガスとして、酸素含有量が 0.1ppm 以下の、
高純度不活性ガス(Ar,He)や、Ar-3%H 2 ガス、He-3%H 2 ガスを用いた。このとき、試料
融解後にジルコニア酸素センサで測定した雰囲気酸素分圧は、不活性ガスを用いた場合は
10 -15 Pa で、Ar-3%H 2 ガスおよび He-3%H 2 ガスを用いた場合は 10 -22 Pa であった。また
55
既に図 6.3-1 で示したように、鉄系融体の表面張力値は、酸素と同様に硫黄によっても大
きく影響されるため、実験後試料の硫黄含有量を化学分析によって調べた。その結果、雰
囲気に依らず、実験後試料の硫黄含有量は、10ppm 未満であった。
静滴法では融体を融点以下に過冷却させることが出来ない。また、高温になると、基板
と試料が反応してしまい、精確な測定が困難となる。しかし電磁浮遊炉を用いた液滴振動
法では、融点から 120K 以上過冷却した、およそ 1580K から 2230K までの、従来よりも
非常に広い温度範囲での測定が達成された。
雰囲気酸素分圧が 10 -22 Pa の場合、SUS304 融体の表面張力値 σ は、1580K から 2230K
の範囲において σ =-0.3063 T +2194.9 [mN/m]となった。一方、雰囲気酸素分圧が 10 -15 Pa
の場合、およそ 1620K から 2080K の範囲において、表面張力値は、 σ =0.3896 T +763.12
[mN/m]となり、表面張力値の温度係数が、負の値から正の値に変化した。また、表面張力
値の絶対値も低下した。これは、融体表面に、表面活性元素である酸素が吸着したためで
ある。しかし温度が約 2070K 以上になると、表面張力の温度係数は正の値となり、雰囲気
酸素分圧が 10 -22 Pa の場合と同様になった。これは、酸素の吸着速度よりも脱着速度が大
きくなったためと考えられる。このような、表面張力値の温度係数が、正の値から負の値
に変化する様子を、実験的に証明した例は初めてであり、これは、電磁浮遊炉を用いた液
滴振動法によって、高温までの測定が可能となったためである。
2200
Surface tension, mN/m
2000
Matumoto S:10ppm [10]
Brooks et al. S:30ppm [11]
Y.SU et al. [12]
Present study S:<10ppm
Matumoto S:110ppm [10]
Brooks et al. S:80ppm [11]
Present study S:<10ppm
PO2:10-22Pa
(Ar-3%H2 / He-3%H2)
1800
1600
1400
1200
1000
1500
PO2:10-15Pa
(Ar / He)
1700
1900
Temperature, K
2100
2300
図 6.3-7 電磁浮遊炉を用いた液滴振動法によって測定した SUS304 融体の表面張力値
56
このように、この手法を用いた高温融体の表面張力測定では、雰囲気制御が容易なだけ
でなく、過冷却域から高温までの広い温度範囲での測定が達成できる。したがって、従来
は融点が非常に高く測定自体が困難であった、ジェットエンジンタービンブレード等に用
いられる、超耐熱合金融体についての表面張力測定も可能となる。また、測定温度範囲が
従来の静滴法よりも広いため、表面張力値の温度係数に対する測定の不確かさを大きく低
減することが可能になる。
表 6.3-2
電磁浮遊炉を用いた液滴振動法による表面張力測定における不確かさの
バジェットシート
要因
質量 M
密度 ρ
評価方法
標準不確かさ
感度係数
u( σ )への寄与
根拠
タイプ
u (x i )
ci
[N/m]
天秤の精度
B
2.887×10 -4
1.213×10 3
3.503×10 -3
A
3.691×10 -3
4.320×10 -6
1.595×10 -8
Private
communication
並進周波数 f t
FFT の分解能
B
1.017×10 -2
2.695×10 -2
2.74×10 -4
振動周波数 f m0
FFT の分解能
B
1.762×10 -2
2.269×10 -2
3.998×10 -4
振動周波数 f m+1
FFT の分解能
B
1.762×10 -2
2.087×10 -2
3.678×10 -4
振動周波数 f m-1
FFT の分解能
B
1.762×10 -2
2.216×10 -2
3.906×10 -4
振動周波数 f m+2
FFT の分解能
B
1.762×10 -2
2.003×10 -2
3.530×10 -4
振動周波数 f m-2
FFT の分解能
B
1.762×10 -2
2.003×10 -2
3.530×10 -4
6.3.3
まとめと今後の課題
ジェットエンジンタービンブレードの一方向凝固プロセスや高信頼性溶接などの、高付
加価値高温融体プロセスを数値計算によって最適化するためには、超耐熱合金融体の表面
張力値とその温度係数が重要な役割を担う。しかし、既に文献調査の項で述べたように、
これらについては殆ど報告値が無く、また、僅かに報告されているデータにおいても、雰
囲気酸素分圧依存性を考慮したものは一つも無い。したがって、それらのデータ整備が喫
緊の課題である。
電磁浮遊炉を用いた液滴振動法による表面張力測定では、過冷却域から高温までに広い
温度範囲において、雰囲気酸素分圧依存性を考慮した、精確な表面張力測定が可能である
ため、耐熱合金融体の表面張力測定には、最も適していると思われる。今後は、現在用い
ている不活性ガスと酸素の混合ガスや、不活性ガスと水素の混合ガスだけでなく、CO/CO 2
混合ガスや、H 2 /H 2 O 混合ガスを利用して、より低い雰囲気酸素分圧を、精密に制御して
57
いく予定である。
参考文献
[1] C. R. Heiple and J. R. Roper, Welding Journal, 61 (1982), 97s-102s.
[2] 陸善平、藤井英俊、野城清、佐藤豊幸、溶接学会論文集、25 (2007), 196-202.
[3] 金属データブック第 4 版日本金属学会編、丸善株式会社、p.71
[4] P. Sahoo, T. Debroy, and M. J. McNallan, Metallurigical Transactions B, 19B (1988),
482-491.
[5] K. Mukai, Z. Yuan, K. Nogi, and T. Hibiya, ISIJ International, 40 (2000),
S148-S152.
[6] L. Rayleigh, Proceedings of the Royal Society of London, Vol. 29 (1879), 71-97.
[7] D. L. Cummings, D. A. Blackburn, J. Fluid Mech., 224, (1991), 395-416.
[8] I. Egry, H. Giffard, S. Schneider, Measurement Science and Technology, 16 (2005),
426-431.
[9] T. Koda, S. Ozawa, and T. Hibiya, Abstract of 3rd International Symposium on
Physical Science in Space, P-24, October 23, 2007, Nara, Japan.
[10] T. Matsumoto, T. Misono, H. Fujii, and K. Nogi, Journal of Materials Science 40
(2005), 2197-2200.
[11] R. F. Brooks, P. N. Quested, Journal of Materials Science 40 (2005), 2233-2238.
[12] Y. Su, Z. Li, K. C. Mills, Journal of Materials Science 40 (2005), 2201-2205.
58
6.4
比熱(熱容量)の測定方法
熱容量は最も重要かつ基礎的な熱物性値の一つでありその測定法としては、示差走査熱
量計(DSC: Differential Scanning Calorimetry)、断熱法(Adiabatic Calorimetry)、投下法
(Drop calorimetry)、周期加熱法(AC calorimetry)、などがある。以下に投下法、および周
期加熱法について概説する。
(a) 投下法 (Drop calorimetry)
ある温度で熱平衡状態になっている試料を異なる温度で熱平衡状態になっているカロリ
メーターの中に投下し、その間の試料のエンタルピー差を測定する方法である。このエン
タルピー差を温度微分することにより、熱容量を求めることができる。エンタルピー差の
測定にはさまざまな方法がある。例えば試料が放出した熱を氷の量からエンタルピーの大
きさを測るもの、あるいは断熱容器内に等価な熱量計セルを双子型に配置し、片方の熱量
計セル内で熱量変化を生じさせ、この温度差を、熱電対を束ねたサーモパイルにより測定
し、その時間積分からエンタルピー変化量を求める方法などがある。
試料は通常アルミナ製の坩堝に入れられ、電気炉中の均熱部に保持融解される。試料お
よび坩堝が熱平衡に達した後、これらを下部に設置してある水熱量計内に落下させ、熱量
計の温度上昇を白金抵抗温度計により測定する。この温度上昇により、試料と坩堝を合わ
せたもののエンタルピーを測定する。一方では同様に、坩堝のみのエンタルピーを測定し
ておき、先の測定結果との差より試料のみのエンタルピーを決定する。熱量計には落下物
が放出する熱を速やかに熱量計全体に拡散させるための工夫やその熱を熱量計の外部に放
出させないための工夫がなされている。
投下法の適用に当たっては、一般的に次のような事項に注意しなければならない。
i)
液体金属試料の保持容器であるアルミナをはじめとするセラミックスは、試料であ
る金属よりも熱容量が大きい。そのため、測定されるエンタルピーのほとんどが保
持容器からの寄与という結果となり、液体金属のエンタルピーを精度良く測定する
ことは困難となる。
ii)
セラミックス製の保持容器は、熱的および機械的な衝撃で破損しやすく、熱量計に
対して損傷を与える可能性がある。
iii)
液体金属試料と保持容器との間の反応や試料への不純物の混入を回避しなければ
ならない。
(b) 周期加熱法(AC calorimetry)
AC カロリメトリーは試料に周波数 ω の交流加熱を加え、その応答として生じた試料温
度の振幅を測定・解析することにより熱容量を測定する方法である。一般に測定方法とし
て薄い板状試料の一面に貼り付けたヒーターを交流加熱し、他面に取り付けた温度計で温
度変化の交流成分を測定することにより、試料の熱容量を決定する。
59
AC カロリメトリーには温度振幅の検出にロックイン増幅器を用いることで、(a) 熱容
量を高精度で測定できる、(b) 高い分解能をもつことができる、(c) 試料を断熱状態にする
必要がないため、少量の試料でも測定ができる、(d) 測定可能な温度範囲が広く、高温で
も精度の高い測定ができる、(e) 磁場、圧力などを加えて測定することも比較的容易に行
うことができる、などの利点がある。
AC カロリメトリーの例として、電磁浮遊法を利用した非接触での AC カロリメトリー
を挙げる。Fecht ら[1]は、電磁浮遊させた高温融体に AC カロリメトリーを行い、非接触
で高温融体の熱容量を測定する方法を開発した。測定におけるヒートフローモデルおよび
装置の概略図を図 6.4-1に示す。電磁浮遊させた金属液滴試料に対して高周波加熱による
振幅 P o [W]、角振動数 ω [rad s -1 ]の周期加熱を行う P o (1+ ω t) [W]。その時の温度応答を、
放射温度計を用いて測定する。この周期加熱時の温度振幅 ∆T AC は、試料の熱容量 C p [J
K -1 ]、 放射による外部熱緩和時間 τ r [s]、熱伝導による内部熱緩和時間 τ c [s]、以下のよう
に表される。
Cp =
Po
[1 + (ωτ r ) − 2 + (ωτ c ) 2 ]
ω∆TAC
(1)
加熱の周波数 ω が(ω τ r ) 2 > 1 > (ω τ c ) -2 を満たすように適切に選択されることにより、式(1)
の右辺の第一項、第二項は最小値をとり、式(1)は次のように表される。
Cp =
Po
ω∆T AC
(2)
従って、この時の温度振幅を測定することにより、熱容量を決定することができる。
図 6.4-1
AC カロリメトリーにおける(a)ヒートフローモデル (b)装置外略図[1]
60
6.5
熱伝導率の測定方法
熱伝導率測定法は、定常法と非定常法に大別される。定常法とは、試料に一定のジュー
ル熱を与え、その時の熱流量と温度勾配とから熱伝導率を求める方法である。定常状態で
は、熱流エネルギーは時間および位置に寄らず一定になる。従って、熱流エネルギーを電
気的な発熱量などとして与え、定常状態になった時の試料の 2 点間の温度勾配を測定する
ことによって、熱伝導率を測定する。
一方非定常法は試料にジュール熱を一定時間与え、試料の時間−温度変化曲線から測定
する方法である。非定常法としては、(1)レーザーフラッシュ法、(2)周期加熱法、(3)パル
ス通電加熱法、(4) 非定常熱線法、(5) ホットディスク法、(6) Plane temperature wave 法
などがある。
またこれらの方法の他に、試料が金属であった場合、Wiedemann-Franz 則が成り立つ
ことを仮定し、四端子法によって測定した電気伝導度から溶融金属試料の熱伝導率を計算
して求めることも行われている。以下にレーザーフラッシュ法、非定常熱線法および
Wiedemann-Franz 則を仮定した電気伝導度からの計算によって熱伝導率を求める方法に
ついて概説する。
(a) レーザーフラッシュ法(Laser flash)
厚さ L の平板試料(φ10 mm, 厚さ 2 mm 程度)にクセノン閃光またはルビーレーザー光を
照射すると、試料の裏面温度は上昇曲線を描いて変化する。このときの温度を試料裏面に
接着させた熱電対か放射温度計を用いて測定すると、試料が断熱的に保持されているとき、
温度上昇曲線のハーフタイム t 1/2 (試料の裏面の最高上昇温度の半分まで裏面温度が上昇す
る時間)は以下のように表される。
t1 / 2 =
1.37 × L2
α ×π 2
(3)
ここで、α: 熱拡散率 (cm 2 s -1 )、L:試料の厚さ (cm)である。熱伝導率 κ(W m -1 K -1 )は、
熱拡散率 (cm 2 s -1 )、定圧熱容量 C p (J kg -1 K -1 )、および密度ρ (kg cm -3 )によって式(4)の
ように表されることから、密度、熱容量の値が既知の場合、この方法によって求められた
熱拡散率から熱伝導率を決定することができる。
κ = αC p ρ
(4)
(b) 非定常熱線法
非定常熱線法は試料内に浸漬した加熱細線に定電流を印加し、発生したジュール熱の伝播
速度を測定することにより熱伝導率を決定する方法である。この加熱細線の温度上昇速度
はフーリエの非定常熱伝導方程式(5)に従う。
61
∂T
= a ∇ 2T
∂t
(5)
次の(a)∼(e)の条件下で式(5)を解くと、
(a) 熱源の単位長さあたりの発熱量は常に一定である。
(b) 線状熱源の熱容量が無視できる。
(c) 熱伝導率測定中の温度上昇範囲内では、試料の物性値は変化しない。
(d) 試料中に対流が起こらない。
(e) 熱源内部の温度分布は一様である。
(2)式が導かれる。したがって、試料の熱伝導率 λ は、加熱線の単位長さあたりの発熱量 q
と加熱線の温度上昇速度を測定することにより求められる。
λ =
q
4π
d∆T
d ln t
(6)
しかしながら、非定常熱線法によって導電性試料の熱伝導率を測定する場合、金属細線か
ら試料に電流が漏洩するため供給した熱量を正しく見積もることができない、また融体と
金属細線が反応し、場合によっては融解してしまうなどの問題があるため、金属細線を絶
縁膜で被覆しなければならない。したがって、絶縁膜が熱伝導率測定に与える影響を調べ
る必要がある。
(c) ウィーデマン-フランツの法則(Wiedemann-Franz law)
ウィーデマン-フランツの法則によれば、一般に、熱輸送過程が自由電子の運動によって
支配されている場合、金属の熱伝導率κ(W m -1 K -1 )と電気伝導率σ(Ω -1 m)との比は直接温
度に比例する。この時の比例定数は個々の金属の性質に依存せず、ローレンツ数(Lorenz
number) L を用いて以下のように表される。
L≡
κ
σT
(5)
この関係が対象とする金属融体でも成り立つと仮定し、四端子法などで測定した電気伝導
度から熱伝導率を計算することができる。
参考文献
[1] H. J. Fecht and W. L. Johnson, Rev. Sci. Instrum. 62 (5) (1991) 1299
62
7.まとめ
本報告では、まず、最初に、ジェット機のエンジンにおいて、タービンブレードが最
も重要な役割を担っており、特に熱効率の向上には、より高温の燃焼ガス中で動作する
タービンブレード材料の開発が急がれていることを述べた。タービンブレード材料が具
備すべき様々な組織構造とその制御が重要であることを紹介した。現在、独立行政法人
物質材料研究開発機構において、わが国オリジナルの Ru を中心とした白金族添加の新
材料の開発が進んでいるのは心強い。
特性的に優れたものが得られた場合であっても、これを再現性よく、かつ、業として
製造してゆく場合には、製造プロセスを枯らし、良品が得られるマージンを広げ、かつ、
製造コスト低減も考慮しておくことが必要である。製品の性能を向上させるために製造
プロセスを最適化すること、さらには、製造のための turn-around-time を極力短くして
コストを低減することが重要となるが、このためには、量産過程における製造現場での
コンピュータシミュレーションが必要となる。これに必要なデータが欠如している場合
には、タービンブレードとしての実験室レベルでの性能がどんなに優れていても、その
導入を躊躇することは、ハイテク工業製品の場合にはあり得ることである。すなわち、
この日本発の優れた材料を扱い易くしておくための周辺情報の整備は、技術立国と通商
貿易を国是する限り必須である。日本発の新材料の融体の熱物性値の整備に、外国の研
究機関が手をそめることはあり得ないからである。
幸い、機械システム振興協会や、NEDO の資金による研究開発によって、半導体シリ
コン融液および鉄鋼材料の融体を中心に、無容器浮遊プロセスを利用した融体の熱物性
測定技術が確立しつつある。ジェットエンジン・タービンブレード材料のような高温融
体の熱物性測定には、無容器プロセスが最適である。半導体や鉄鋼材料とは異なった測
定の困難さが伴うであろうが、測定技術を完成させ、基本データを整備しておくことが
急がれる。
本報告書を纏めたチームは、わが国の高温融体熱物性計測において、最もこれに慣れ、
かつ、習熟したチームである。プロジェクトがスタートするときには、おおくの優れた
成果が得られることは間違いのない所である。
63
© Copyright 2026 Paperzz