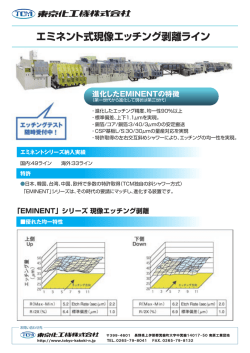
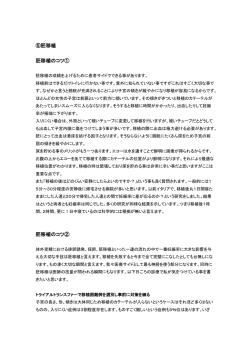
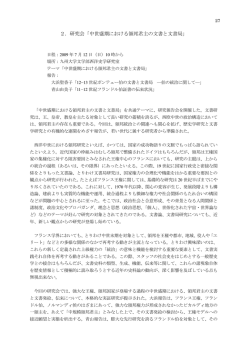
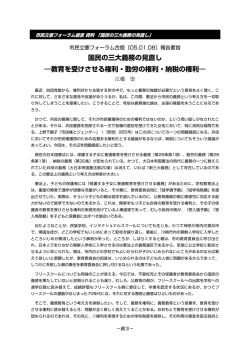
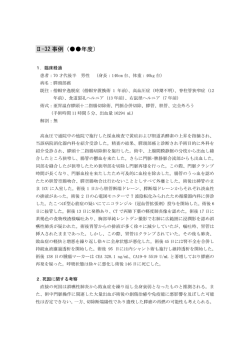
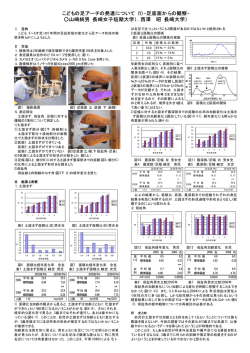
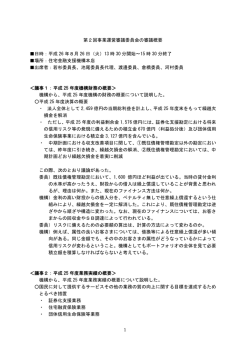
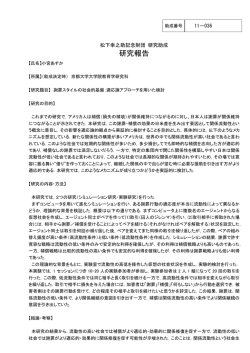
プラズワイヤー溶射によるAl-5mass%Mg皮膜の評価 古賀 義人 *1 Characteristics of PLAZWIRE Sprayed Al-5mass%Mg Alloy Coatings Yoshito Koga 従来,Al-5mass%Mg溶射は海外での施工例はあるものの,国内企業による施工例は少なく,また歩留まり等の改 善が望まれる状況にあった。現在この課題を受け,プラズワイヤー溶射装置を用いたAl-5mass%Mg溶射皮膜の開発 が行われており,これに伴いAl-5mass%Mg溶射皮膜の特性評価が必要となっている。本研究では,このプラズワイ ヤー溶射を中心としたAl-5mass%Mg溶射皮膜の特性評価を目的として,①中性塩水噴霧サイクル試験,②NaCl水溶 液中での自然電位測定を実施した。この結果,プラズワイヤー溶射によるAl-5mass%Mg溶射皮膜は封孔処理により 防食性能が向上すること,測定した範囲においてAl-5mass%Mg溶射皮膜の自然電位は犠牲防食の発生する電位であ ることを明かとした。 1 はじめに 2 方法 近年,橋や高速道路などの鋼構造物の費用の評価に, 本 研 究 で は プ ラ ズ ワ イ ヤ ー 溶 射 装 置 に よ り Al- ライフサイクルコスト(LCC)の概念が導入され,建築 5mass%Mg 溶 射 皮 膜 を 作 製 し た 。 溶 射 材 料 は Al- 費用だけでなく維持・補修コストも含む構造物の寿命 5mass%Mg合金ワイヤー直径1.6mmを用い,封孔には, 終了までの全コストの削減が求められるようになった。 アクリルシリコン系封孔剤を用いた。また,電気化学 このため防食・防錆もコスト削減が求められ,このこ 測定のためにZn-15mass%Al溶射皮膜も作製したが,こ とが防食性能に優れる溶射皮膜の適用例の増加につな れにはフレーム溶射装置(SNMI社製トップジェット) がっている。しかしさらなるコスト削減のために,よ を用い,溶射材料はZn-15mass%Al 合金ワイヤー直径 り高い防食機能をもつ溶射皮膜の開発が求められてお 3.17mmを用いた。 り,Al-5mass%Mg溶射皮膜の高い防食性能の可能性が 注目されていた 1)-3) 。 し か し , 従 来 Al-5mass%Mg溶 射 皮膜については研究報告はあるが 4),5) 防錆・防食効果の試験には中性塩水噴霧サイクル試 験(以下,複合サイクル試験)を用いた(表1参照)。 ,特性の詳細に 複合サイクル試験に供した試験片は,JIS H8502の規 不明の点もあり,国内企業による施工例は多くはなか 定に準拠し,150mm×75mm×3.2mmの軟鋼板(SS400)に った。また,既存のAl-5mass%Mg溶射皮膜はアーク溶 ブラスト処理を施したのち,溶射皮膜を施工し作製し 射,フレーム溶射により実施されているが,ワイヤー た。この際,通常の約1/2の40∼60μm膜厚の皮膜の試 の同時送給や熱源などの課題もあり,新しい溶射方法 験片も作製し,複合サイクル試験に供した(通常の膜 の開発が望まれていた。このようなニーズを受ける形 厚は100μm∼)。これは,Al-5mass%Mg溶射皮膜の防 で,プラズマ溶射法の一種であるプラズワイヤー溶射 食性能を通常の皮膜厚さで評価しようとした場合,膨 でのAl-5mass%Mg溶射皮膜の開発が始まった。本研究 大な時間を要する可能性が高かったためである。 ではプラズワイヤー溶射によるAl-5mass%Mg合金溶射 さ ら に, 参 照 用 に 溶融 亜 鉛 め っ きの 試 験 片 を作 製 皮膜の特性評価を目的として,通常よりも溶射膜厚の した。複合サイクル試験では評価方法として写真撮影 薄い試験片を作製して中性塩水噴霧サイクル試験を実 と重量測定を実施した。重量測定は,ブラシを用いて 施するとともに,NaCl水溶液での自然電位測定も実施 水洗後測定を行った。膜厚は電磁膜厚計(ケット科学 したのであわせて報告する。 研究所社製LZ-200J)を用いて測定し,50点の平均値 を用いた。この際,溶融亜鉛めっきも測定対象とした。 自然電位の測定では,Al-5mass%Mg溶射皮膜およびZn15mass%Al溶射皮膜を基材から引き剥がし,この皮膜 *1 機械電子研究所 のみとした試料を50g/LのNaCl水溶液中での測定に供 した(溶液の温度は35℃,酸素飽和)。この際,試験 片の裏面は樹脂等により封止した。測定には電気化学 表1 複合サイクル試験条件 運転条件 時間 温度 湿度 塩水噴霧 2時間 35 ℃ 熱風乾燥 4時間 60 ℃ 20∼30 %RH 湿潤 2時間 50 ℃ 95 %RH 以上 測定装置(Solartron製SI 1280B)を用い,参照電極 には飽和KCl銀塩化銀参照電極(Ag/AgCl sat. KCl)を 用いた。 図1 プラズワイヤー溶射皮膜の複合サイクル試験の結果 (膜厚 44μm,標準偏差 15μm,無封孔) 図2 プラズワイヤー溶射皮膜の複合サイクル試験の結果 (膜厚 54μm,標準偏差 13μm,封孔(アクリルシリコン系)) 図3 プラズワイヤー溶射皮膜の複合サイクル試験の結果 (膜厚 93μm,標準偏差 17μm,封孔(アクリルシリコン系)) 図4 溶融亜鉛めっき試験片の複合サイクル試験の結果(膜厚 80μm,標準偏差 4μm) 3 結果と考察 複合サイクル試験に供した試験片の観察結果を,図 1,2,3,4に示す。 図1の無封孔のAl-5mass%Mg皮膜試験片は,初期状態 では灰色であるが,100時間までに若干暗くなるとと 8,000時間でも重量増加は0.22gである。また,封孔し た試験片と無封孔の試験片を比較すると,明らかに封 孔した試験片の方が腐食の進行が遅く,封孔剤の効果 が確認できた。 図6にNaCl水溶液中での自然電位の測定結果を示す。 もに黄色がかった暗い灰色を呈する。100時間以降は 防食溶射皮膜の多くは,犠牲防食作用を利用した防食 白色の腐食生成物により表面が覆われ,次第に試験片 皮膜であることから,皮膜の自然電位はその防食性能 は明るい色に変化する。さびが発生する直前には,白 の 評 価 の 観 点 か ら 重 要 な 意 味 を 持 つ 。 な お , Al- 色腐食生成物により表面が覆われた状態になっている。 5mass%Mg溶射皮膜のおもて面の電位は3回測定し,バ この試験片に生じている黄色の発色は,Alの化合物の ラツキの程度の確認を行った。 色の可能性が高い。白色の腐食生成物はAl,Mgの水酸 今回の自然電位の測定結果では,Al-5mass%Mg溶射 化物もしくは炭酸塩と考えられ,溶射皮膜の腐食と消 皮膜は軟鋼材よりも卑な電位を示しており,防食作用 耗を示していると考えられる。 を示しうる電位となっている。しかし,Al-5mass%Mg 図2の封孔したAl-5mass%Mg皮膜試験片は , 初期状態では無封孔の試験片より若干暗い 色を呈しているが,時間とともに白色腐食 生成物によりやや明るい色に変化する。ま た,封孔,無封孔を問わず,さびの発生直 前には,さびの発生する部位に白色の腐食 生成物が他の部位よりも厚く生じる現象が 見られる。 図3の試験片は通常の施工の条件に近い 膜厚のAl-5mass%Mg溶射皮膜を形成した 試 験片で,封孔処理も施した。6,000時間の 複合サイクル試験の範囲内では,試験片下 部の縁部に僅かにさびの発生がみられるも のの,白色の腐食生成物の形成も他の試 験片と比較して非常に少なく,腐食の進 図5 複合サイクル試験による重量変化 行は他の試験片に比較して遅い。 図4の溶融亜鉛めっきの試験片では,試 験条件が厳しいことから,2,313時間には さびこぶが確認された。なお,この試験片 の膜厚は電磁膜厚計の測定では80μmであ るが,これは単純計算では約570g/m 2 に相 当する。 図5に複合サイクル試験に供した試験片 の重量変化を示す。膜厚44μmおよび54μ m の試験片は,さびの発生とともに大幅な重 量増加が生じている。さびの発生前の重量 増加は緩やかで,白色腐食生成物の増加に 対応するものと思われる。膜厚93μmの試 験片では,初期から重量増加は小さく, 図6 NaCl 水溶液での自然電位測定 (50g/L NaCl 水溶液,35℃, 酸素飽和) 溶射皮膜の電位はZn-15mass%Al溶射皮膜の場合と比較 し,電位の変化が大きく,特に引き剥がした皮膜の基 材側の面(裏側)の電位は,皮膜表面側(表側)の電 位と大きく異なっている。このことはAl-5mass%Mg溶 射皮膜の電位が表面の酸化物などに大きな影響を受け ていることを示しているものと思われる。 4 まとめ プラズワイヤー溶射によるAl-5mass%Mg溶射皮膜の 特性評価を目的として,複合サイクル試験,自然電位 測定を行い以下の結果を得た。 1)Al-5mass%Mg溶射皮膜の腐食は,白色の腐食生成 物が発生した後にさびが発生するというプロセス で進行する。この白色腐食生成物の発生は,溶射 皮膜の消耗を意味するものと思われる。 2)封孔剤がAl-5mass%Mg溶射皮膜に対して有効であ ることを確認した。 3)Al-5mass%Mg溶射皮膜のNaCl水溶液中での電位は, 測定範囲内において犠牲防食効果が生じうる電位 であった。 5 参考文献 1)Yoshito Koga, Yukio Imaizumi, Toshio Sakurada, Kenichi Yamada, Kazunori Fujita :Proceedings of the 1st Asian Thermal Spray Conference, p.9(2005) 2)古賀義人:「溶射技術」,Vol.25, No.3, p.49(2006) 3)古賀義人:「溶射」, 41巻(3号), p.109(2004) 4)原田良夫,高谷泰之:「溶射」, 36巻(3号), p.189 (1999) 5)原田良夫,高谷泰之:「溶射技術」,Vol.21,No.4, p.40(2002)
© Copyright 2026 Paperzz