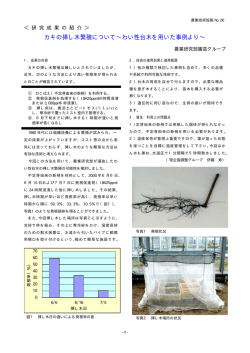
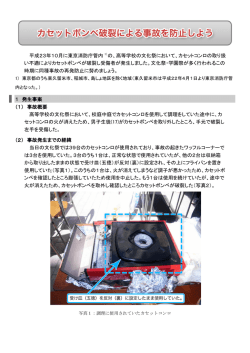
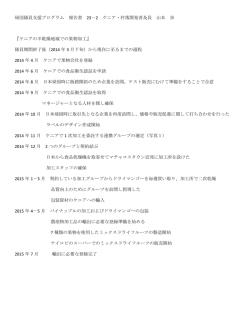
原型・泥しょう鋳込み型の制作 愛知県立瀬戸窯業高等学校 セラミック科 1 南部 次郎 はじめに 焼物には様々なものがあり、日常の生活に用いられる食器、建築用のタイルや瓦、装飾用 の置物、また工業の分野で用いられる陶磁器がある。現在の陶磁器産業の生産工程は様々で あり効率化や自動化が進んでいる。しかし、基本的な工程は昔とあまり変わらず、特に日常 の生活に用いられる陶磁器のほとんどは石膏型等を使用した成形方法を行っている。本校の 陶芸に関する授業でも石膏を用いた作業の基本を習得させており、型おこし成形、鋳込み成 形、石膏原型制作等を行っている。今回の研究では、石膏による原型制作、鋳込み型、ケー ス型の基本的制作方法の習得を目指した。 2 研修内容 (1) 研修の目的 瀬戸市は古くから日本の陶磁器生産の中心地であり、多くの陶磁器関連の企業がある。石膏 原型制作、それに関連した鋳込み型やケース型の制作に的を絞って、企業現場の工程を体験 する。 (2) 石膏原型の制作(長皿)について 工房内にある多くの原型の中から、適当な大きさと形の原型を選択し、寸法の計測を行う。 その寸法をもとに制作する原型の形と寸法を決定し、A4用平面図を描き、ガラス板の下に 図面が見えるように敷く。紙に平面図端から3mm程度離す形で粘土の土手を設置する。後 で石膏スラリーを流し込むため、土手をガラス板にしっかりと密着させて漏れないようにす る。 見本原型 石膏スラリーとは・・・粉末状の石膏に適当な量の水を加え流動性を持たせたもの。 石膏スラリーが漏れ出ないようにするためには、粘土の 土手をガラス板にしっかりと密着させること以外に、写真 1−①のような帯を土手に2∼3重に巻きつける。これは 土手の高さが高い場合は特に有効であり、石膏スラリーの 写真1−① 自重によって土手が押し広げられるのを防ぐ役割がある。 さらに写真1−②のような土手の外側に支えを加える方 法もある。 写真1−② 気泡が入らないように石膏スラリーを土手の内側(写真 1−③)に流し込み、下の回転台を揺すって気泡を浮かび 上がらせ、上面を平らにする。 写真1−③ 数分のうちに硬化するので、硬化したらトース管で必要 な厚みを側面に印を付け、ボール板で不要な部分を削り落 とす。機械であっても完全なる水平を出すことは難しく、 後で手作業による修正を行う必要がある。削った平面部分 を回転台に擦りつけると、盛り上がった部分には錆が付着 写真1−④ し修正の目安となる。この作業を繰り返し行うことで面は水 平になる。 上下の面の水平がとれたら、上下面に原型の平面図を描 く。写真1−⑤のように基準となる角材と鉛筆を利用して 正確に上下の図が一致するように描く必要がある。 写真1−⑤ 同時に側面の形状を厚紙で作り、切削時の確認に用いる。 最初は切り出しナイフで荒削りをし、様々な形状の金属板 で表面を仕上げる。仕上がると原型の内型になる。 写真1−⑥ 原型用内型が完成したら、写真1−⑦のように着色した ニスを塗り、その上から丁寧に離型剤のカリ石けんを泡立 てながら塗る。カリ石けんは数回繰り返して塗ることが大 切である。 写真1−⑦ 塗りが不十分だと離型が困難になる。塗り終わったら余 分なカリ石けんをスポンジで洗い流し、泡が残らないよう にする。原型用内型の裏面に接着剤を数カ所塗り、金属の 回転台に設置し8mm程間隔をあけて、粘土の土手で囲い 石膏スラリーを流し込む。硬化すれば、原型のもとができ 原型内型完成 あがる。 ある程度を切り出しナイフで荒削りをしたらボール板(写 真1−⑧)で高台含めての高さを削りだす。 写真1−⑧ 型紙で形や厚みを常に確認しながら切り出しナイフや金 属板で形を仕上げていく。(写真1−⑨ 1−⑩) 写真1−⑨ 。 石膏原型の完成。 (3) 泥しょう鋳込み型(2分割)の制作について 鋳込み型成形とは、大量に同じ物を制作するときに多く用いられる方法で、使用する 粘土の水分割合を調節し、解こう剤を少量入れることで泥しょう状態にする。その粘土 を型の中に流し込めば、型の方に水が吸われ、同時に粘土の粒子も型の壁面に吸着され、 形が形成される。鋳込む時間によって肉厚が変わり、鋳込む時間が長ければ肉厚は厚く なる。 上記(2)で制作した原型をもとに鋳込み型を制作する。原型を伏せた状態で設置し、 作業台と原型に隙間が無いように、粘土で埋める。高台の適当な2カ所に深さ1∼1. 5mmの凹みを設ける。原型の周りを原型から適当な間隔を開けて囲いを設置する。 設置要領は原型制作時と同じである。石膏スラリーを流 し込み、写真2−①先に設けた高台の凹み2カ所に円錐形 の石膏型を差し込む。これは鋳込み穴と空気穴を設けるた めである。 写真2−① ある程度硬化が進んだら囲いを外し、写真2−②のよう に型の側面を金属板を使って削り取る。この凹みは軽量化 に貢献し作業をする上で持ちやすくなる。 写真2−② 完全に硬化したら、原型と円錐形の型を外し、写真2− ③のように蝶番を数カ所設け、再び原型をはめ込む。ニス とカリ石けんを塗り、塩化ビニルシートで囲いスラリーを 流し込む。 写真2−③ 後で離型しやすいように竹ぐしを刺しておき、離型時に 中が真空状態になるのを防ぐ。(写真2−④) 写真2−④ 写真2−⑤が鋳込み型(2つ割)の完成である。上下の型 両方に溝を付けておく。 写真2−⑤ (4) 泥しょう鋳込み型用ケース型制作について 沢山のものを作る場合、同じ形の鋳込み型を複数個同時に使用した方が、短時間で 沢山のものができあがる。ケース型とは、その鋳込み型を複数個造るための型である。 制作の手順は、鋳込み型制作時と基本的にはほとんど同じである。分割方法や鋳込 み口の形態が異なり、石膏自体の強度は通常の用いる石膏より高い。今回は鋳込み型 の上型と下型それぞれを上下各1個、側面3個の構成で制作した。 ①→ ②→ ⑥↓ ③↓ ←⑤ ⑦ ←④ ケース型完成 ①∼⑦の手順で上型用と下型用をおこなう。 3 おわりに 今回の研修で企業の現場ではどのような作業がなされているか、10日間の研修期間で 様々な作業の極々一部ではあるが教科書にはない独特な技術等を学ぶことが出来た。習得 した全ての工程・技術等を授業で活かすことはなかなか難しいが、授業展開が可能な内容 を実習授業に盛り込み、制作の基本や作業のコツを生徒達に指導することで授業内容の幅 が広がり、深さも増すと考える。 今後も出来る限り、このような研修制度に参加し、技術・知識の向上に努めたい。
© Copyright 2026 Paperzz