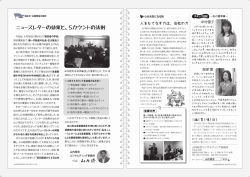
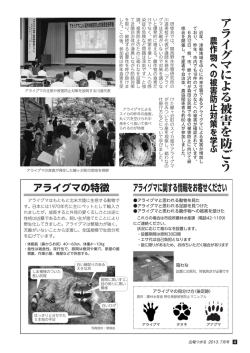
News JIKEN CENTER 自研センターニュース 7 JULY 2008 平成20年7月15日発行 毎月1回15日発行(通巻394号) 昭和51年5月27日 第三種郵便物認可 C O N T E N T S 就任挨拶/退任挨拶 ・・・・・・・・・・・・・・2 テクノ情報 ・・・・・・・・・・・・・・・・・・3 大型車の脱輪事故について リペアリポート ・・・・・・・・・・・・・・・11 マツダ「新型アテンザ」フロントのボデー構造について ボデーリペア懇談会開催 ・・・・・・・・・・・13 特別記事 ・・・・・・・・・・・・・・・・・・14 ボデーの軽量化〈後編〉 輸入車インフォメーション ・・・・・・・・・・19 BMW 325i Touring(E91) (VS25)の合成樹脂部品の補 給形態 輸入車指数作業トピック ・・・・・・・・・・・20 エンジンフードモール取替作業の紹介 「構造調査シリーズ」新刊のご案内 ・・・・・・・22 定時株主総会終わる ・・・・・・・・・・・・・23 ボデーの軽量化〈前編〉 リサーチング ザ スケルトンズ ・・・・・・・・・18 スバル フォレスター(SH5系) 別冊 新型車情報 1 ∼□ 12 qトヨタ タウンエース/ライトエース(S402M、S402U)・・・□ 1 ∼□ 16 wトヨタ アルファード、ヴェルファイア(ANH2#W、GGH2#W系) ・・・□ 就任のご挨拶 このたび、代表取締役に就任いたしました池田でございます。 就任にあたり一言、ご挨拶を申し上げます。 弊社はこの7月をもって創立35周年を迎えることとなりましたが、 この間、関連業界の皆様からの暖かいご支援とご協力を得て、 「自 動車保険の健全な発展と合理的なクルマ社会の実現を目指し、損 傷自動車の復元修理費の適正化・低減化に積極的に取組む」 とい う経営理念の実現に向けて歩みを続けてまいりました。 今後も関連業界の皆様との緊密な連携のもと、自動車の損傷 性・修理に関する調査・研究およびこれに基づく提言活動、修理 費のモノサシとなる公平・公正な指数の作成と提供、実車・実物 代表取締役 池田 直人 を中心とした専門性の高い研修等の活動に邁進し、ひいては自動 車ユーザに真にお役に立てる組織となるよう努力してまいる所存 でございます。 またこの分野におきましても急速にグローバル化が進んでおり、 世界各国の各機関との十分な協力・連帯により、先進的な取組み を心掛けてまいります。 まだまだ、課題はございますがあらゆるお客様の付託にお応え すべく、職員一同、志を高く持ち、懸命に頑張ってまいりますので、 どうかますますのご指導・ご鞭撻を賜りますよう衷心よりお願い申 し上げまして、ご挨拶とさせていただきます。 退任のご挨拶 6月16日の株主総会をもって、代表取締役を退任いたしました。 4年間、関係業界の皆様から大変暖かいご支援をいただきましたこ と大変ありがたく厚くお礼申し上げます。 昨今、自動車関連業界の進展や損害保険ことに自動車保険の変 貌など、自研センターをとりまく事業環境は著しく変化してきました。 それに応じて、指数作成、研修、リペア開発とリサーチ事業の4本 柱について、中期計画に基づき社員一丸となって変革をめざして きましたが、取組むべき課題は多くなお道半ばであります。 今後は、気鋭の池田社長に引き継ぎますので私同様よろしくご 支援賜りますようお願い申し上げます。 前代表取締役 鈴木 稔 最後に、皆様方のご繁栄と自研センターの発展を祈念しまして 退任のご挨拶といたします。ありがとうございました。 2 自研センターニュース 2008年 7月号 TECHNO INFORMATION テクノ情報 大型車の脱輪事故について 大型車のホイールボルト折損による脱輪事故が多発しています。最近では、東名高速道路上でトラックか ら外れた重さ100キロものタイヤが観光バスのフロントウインドガラスを突き破り、運転手が死亡、乗客が怪我 をする悲惨な事故が起きました。事故の原因は、整備不良とも言われておりますが、タイヤを固定する8本の ボルトがすべて折れていたほか、そのうち、2本の断面がさびていたことがわかっています。また、脱落した タイヤの内側のタイヤもパンクしていたことがわかっており、詳しい内容は現在警察で調査中です。この東名 高速道路での事故は、ダブルタイヤのインナナットの緩みが判別しにくく、ISO方式に比べると比較的脱落の 多いJIS方式と報告されています。 現在、国土交通省で把握している大型車のホイールボルト折損による脱輪事故件数は、平成11年1月 から平成18年12月末までの間で、221件になっています。平成16年3月以降、事故件数が増加しています が、その要因は、車輪脱落事故等によって運行出来なくなった事故について報告義務を徹底したことに よるものと思われます。この平成16年に国土交通省発表のホイールボルト緊急点検実施結果によると、 大型トラック、バスの約2%にホイールに何らかの異常が有ることが見つかっています。また平成17年2 月には、自動車事故報告規制を改正し、車輪脱輪を含む車両故障により運行出来なくなった事故につい て報告の義務を行ったものが次の表になります。 自研センターニュース 2008年 7月号 3 車輪脱落事故件数月別集計(H.11.1∼H18.12)速報 45 40 14 35 5 30 11 件 25 数 20 17 15 4 10 8 5 1 0 5 1 8 16 3 3 11 9 5 7 1 2 2 4 6 4 2 5 3 4 3 2 2 3 5 1 3 4 5 6 7 8 3 2 8 1 1 2 5 9 10 7 4 5 1 4 3 1 11 12 月 11∼15年の計:34件 16年:71件 17年:69件 18年:47件 国土交通省ホイール・ボルト折損による車輪脱落事故のデータより 年別内訳では、平成11∼15年の計:34件、平成16年:71件、平成17年:69件、平成18年:47件となっ ています。あくまで国土交通省での把握件数であり、報告が無かったもの、報告に至らないものを含め ると相当数の増加が見込まれます。また、車名別事故割合は以下の通りです。 車名別事故割合 日野 27% 三菱 25% いすゞ 17% 日デ 11% 東急 4% フルハーフ 3% トレックス 3% トレールモービル 4% ユソーキ 2% ネオプラン 2% 日野車体 1% ハマナ 0% ダイニチ 0% 極東 0% 花見台 0% 富士車輌 0% トチオ 0% 国土交通省ホイール・ボルト折損による車輪脱落事故のデータより 4 自研センターニュース 2008年 7月号 TECHNO INFORMATION 国内の大型車用ホイールは、形状や取付方法としてJIS(8穴)とISO(10穴)方式が混在しており、ト ラックメーカなどからは「大型車のホイールボルトやナットの形状などを安全性の高い欧州規格(ISO) に統一すべき」との意見が強く出ています。 国土交通省では、これまでの検討結果から、JIS方式でも点検・整備制度の活用により安全性を確保で きるとして、「自動車点検基準」(省令)及び「自動車の点検整備に関する手引」(告示)の改正を平成 19年3月14日に公布し、平成19年4月1日より施行することとなりました。 大型車についての「自動車点検基準」は以下の通りです。 (2)大型車 大型車の車輪脱落事故の再発防止のためには、適切な点検・整備の実施とタイヤ交換 時における的確な作業が必要です。そのため国土交通省では、「再発防止のための注 意事項等」を取りまとめ、大型車の運転者・使用者、自動車整備業者、自動車製作者 等への啓発活動を行ってきました。しかしながら、依然として、点検・整備等の不良 を原因とした車輪脱落事故が発生していることから「再発防止のための注意事項等」 の一層の徹底を図るため、次のとおり点検内容の見直しと追加を行いました。 ◆日常点検に関しては、ホイールナットの脱落・緩みや、ホイールボルトの折損等の 異常がないことを点検することを規定(新設)。 ◆3月の定期点検において、 「ホイールナットおよびホイールボルトの緩み」を点検す るとされていたが、規定トルクでホイールナットを締め付けることを規定(新設) 。 ◆12月の定期点検において、ディスクホイールを外してホイールボルトを細かく点検する こと、取り付ける際には規定トルクでホイールナットを締め付けることを規定(新設) 。 ◆タイヤの交換の際の注意事項として、規定トルクでホイールナットを締め付けるこ と、誤組みをしないことを規定(新設)。 ※「大型車」とは、車両総重量8トン以上又は乗車定員30人以上の自動車 国土交通省ホームページより また、社団法人日本自動車工業会においても「車輪脱落防止のための正しい車輪の取扱いについて」 などを発行し、点検を促し事故の防止に努めています。 自研センターニュース 2008年 7月号 5 <ホイールボルト、ナットの取付部の座面方法> 参考: 「JIS方式 (球座面) 」と「ISO方式 (平座面) 」 の違い JIS方式(球座面)ホイールボルト6本・8本 ISO方式(平座面)ホイールボルト10本 ホイールを球座面で締付けます。また、ダブルタイヤは、それぞれ、イン ナナット、アウタナットで別々に締付けます。 ホイールを平座面で締付けます。また、ダブルタイヤも一つのナットで共 締めします。また、ホイールのセンタリングをハブのインローで行います。 〔JIS方式の断面図(例)〕 フロント 〔ISO方式の断面図(例) 〕 リア ディスクホイール ブレーキ ドラム ホイールボルト ホイールハブ インナナット ホイールハブ ワッシャ ディスク ホイールナット ホイール ブレーキ ドラム ホイール ハブ ホイールボルト リア ワッシャ ディスク ホイール ブレーキ ドラム アウタナット ホイールナット ブレーキ ドラム フロント ディスクホイール ホイール ボルト ホイールナット ホイール ハブ ホイール ボルト 社団法人日本自動車工業会資料より <潤滑油塗布部位> JIS方式(球座面)の場合 ねじ部 座面部 ホイールボルト ねじ部 インナナット ISO方式(平座面)の場合 座面部 ねじ部 ねじ部 ホイールとの 当たり面には、 塗布しない アウタナット ホイールボルト ワッシャとナットとのす き間 ホイールナット ハブはめ合い部グリース塗布位置 ホイール ハブ ホイール ボルト グリース 塗布部 はめ合い部 (インロー部) ホイールハブ <ホイールナット、ボルト識別表示> 参考:ホイールボルト、ナットへの識別表示 ホイールの 種類 スチール用 ST アルミ用 AL 共用 S・A アウタナット インナナット 右ねじ用 スチール用 アルミ スチール 変換サービス用 インナナット スチール用 右ねじ用 スチール用 右ねじの例 アルミ スチール変換用インナナット スチール/アルミ共用 スチール/アルミ共用 右ねじの例 左ねじ用 アルミ用 アルミ用 左ねじの例 右ねじ用 アルミ スチール 変換サービス用インナナット 右ねじの例 ▲ 右ねじ R 左ねじ L ボルト JIS方式(球座面)インナナット ▲ ねじの方向 JIS方式(球座面) ▲ ボルトやナットには、 次のような識別マークを 表示しています。 (平成19年生産車から実施) 社団法人日本自動車工業会資料より 6 自研センターニュース 2008年 7月号 TECHNO INFORMATION このように、後を絶たない車輪脱落の原因調査、研究が進んでいますが、この調査結果にみられる車 輪脱落事故の主な要因は、ホイールボルト等の締め付け不良(トルク不足、過締め付け)、パンクによ る負荷での応力集中、適合しないボルト、ナットの使用による不具合(スチールホイールにアルミ用ボ ルト等) 、などから起きる金属疲労でした。 金属疲労は過負荷、過積載が原因となるものが多く、車輪脱落事故原因の一つとなっています。 また、ホイールボルトの強度にも問題があるのでは、との考えから、強度について国土交通省で検討 した結果、過去に実施した走行実験データから、通常の使用状況ではホイールボルトは必要な強度を有 していることを実証しています。 ボルトに製品上の問題がないことを前提にボルトの折損原因を以下の2点に整理しています。 1)ボルト軸力が低下し、その結果、外部からの力が大きく作用し疲労破壊する場合。 2)ボルトに過大な応力が発生し、その結果、破壊または疲労破壊が起こる場合。 機械部品の使用破損は7割が材料の疲れ(金属疲労)によるものといわれています。 疲労破壊は比較的長期にわたって徐々に進行する破壊であり、負荷が繰り返されることによって、進 行したり、停滞したりします。破断のメカニズムは、材料にかかる最大せん断応力によって材料中の組 織が転位(金属組織がすべって移動)することに始まり、しだいに転位が集積し、その移動が困難とな って破断へ至るものが疲労破壊で特徴のある破断面を示します。 a)結晶内のすべり変形とその集積 b)転位の集積による微視亀裂の発生 ……… 疲労破壊の第1段階 c)亀裂の開口と拡大…………………………… 疲労破壊の第2段階 d)全体の破断…………………………………… 疲労破壊の第3段階 金属破損には次のような種類があります。 <金属破損の種類> 破壊→部品が著しく変形、破断を起こし壊れること。 変形→降伏を超えて変形を示した結果使用できなくなること。 磨耗→部品が摩滅して使用に耐えられなくなること。 腐食→種々の要因での発錆に基づく材料侵食のこと。 自研センターニュース 2008年 7月号 7 ※破壊による損傷状況(東名高速 車輪脱落事故) 8本全て折損、内2本が錆びていた (参考)破断面の一例 <負荷による分類> ぜいせい 鋼には延性、脆性の二つの破損状態があります。これらはそれぞれ置かれた環境条件、温度であった り、加わる応力の大きさや負荷速度によって、延性、脆性をとるものです。また、ときにはこの両者が 混在した状態のものもあります。 負荷の要因 負荷の種類(静的、動的、繰り返し) 負荷の速度 負荷の回数 応力の大きさ 負荷の種類 破壊様式 破面の種別 一定負荷(Constant load) クリープ破壊 クリープ破面 静的負荷(Static load) 静的破壊 静的破面 衝撃破壊(Impact) 衝撃破面 疲労破壊(Cyclic) 疲労破面 動的負荷(Dynamic load) 脆性破壊:静荷重による変形量の少ない破壊。(破断部に塑性変形をほとんど伴わない、延性に比べる と破壊に費やされるエネルギが著しく少ない) 延性破壊:静荷重による変形量の大きな破壊(破断部に塑性変形を伴う、材料に混在する非金属介在物 などの微細な粒子が起点となっていく) 8 自研センターニュース 2008年 7月号 TECHNO INFORMATION <破面による分類> 一般的な破断面 ※疲労破壊(繰り返し曲げ(引張)荷重による破壊) ※フレッティングコロージョン ※衝撃破壊(急激な荷重による破壊) フレッティング発生箇所 黒ずんでいるのが ココアといわれる箇所 動きやすい2つの板を つなぎ合わせた長いボルト フレッティング発生箇所 曲げ 焼きばめした部品の嵌合部 フレッティングコロージョンとは、別名 摩耗酸化(Wear Oxidation) 、摩擦酸化(Friction Oxidation)あ るいは、はめ合い錆とも言います。これは、二つの接触した金属体が振動によって相互に僅かな滑りが 生じると、接触面の摩擦抵抗が上昇し、摩擦熱が増大することで接触面の酸化が進み、錆(腐食)の発 生原因となり、結果的に摺動箇所の腐食摩耗によるガタつきなどが起こります。 このような現象はスプライン溝やクランプされた表面、精密なはめ合い部に微小振動が加えられた時に発 を、ココアと呼びます。 生し易くなります。接触面に生じた赤褐色の錆(酸化鉄紛である酸化物Fe2O3、Fe3O4) フレッティングコロージョンはその周囲の環境、雰囲気、特に空気中の湿気によって影響を受けるこ とは明らかで、このフレッティングコロージョンを起こした個所では、ココアの下に、多数の微細なキ レツが発生していることが多く、その部位の疲労強度を著しく低下(1/5程度まで下がる)させるもの といわれています。 自研センターニュース 2008年 7月号 9 TECHNO INFORMATION ※ハブ不具合箇所 フロントハブ ナックルスピルドル ホイール 軸受 ブレーキドラム 強度不足による破断箇所 フロントハブ ブレーキドラム フランジ部 内筒部 亀裂進展方向 フレッティングコロージョンによるとみられる事故例としては、以前問題になったトラックのハブ破 損による事故が一例としてあげられます。これは、ハブとブレーキドラムとの接触面に振幅が十数μm の繰り返しすべりが生じ、これによるフレッティングコロージョンを生じ、ハブに亀裂が発生した可能 性が高いと考えられています。 フレッティングコロージョンによる部品の破損は、設計、規定トルク管理など摩擦部位の対処に余念 がありませんが解消されない金属破損の一つです。 車輪の脱落は、道路上の他の交通の妨げとなるばかりでなく、人命にかかわるなど、時に重大な事故 を引き起こすこととなり、社会的信用を損なうことにもなりかねません。設計、整備は当然のこと、自 動車使用者側も十分な点検を心がけ、以後このような事故を起こしてはならないという努力が、自動車 製作者、使用者に「早急に望まれる」ものです。 <参考文献> 国土交通省 ホームページ 国土交通省 ホイール・ボルト折損による車輪脱落事故のデータより 社団法人日本自動車工業会 車輪脱落のための正しい車輪の取扱について 株式会社自研センター アジャスターマニュアル基礎編 (研修部/北原祥嗣) 10 自研センターニュース 2008年 7月号 REPAIR REPORT リペア リポート マツダ「新型アテンザ」フロントの ボデー構造について 写真1 新型アテンザは2008年1月に「SEDAN・SPORT・SPORTWAGON」の3タイプが発売されました。 衝突安全性能の向上として衝突時の衝撃をクラッシャブルゾーンで吸収し、フロア、サイド、ルーフ をH型構造で強固に組み合わせたトリプルH構造でキャビンの変形を抑えるマツダ独自の「高剛性・安 全ボデーMAGMA」を採用しています。 今回は事故頻度の高いフロントのボデー構造について特徴を紹介します。 MAGMA:Mazda Geometric Motion Absorption「マツダの全方向衝撃吸収構造ボデー」 1.フロントのボデー構造 フロントフレーム前部にクラッシュボックスと一体のフロントバンパレーンフォースメント (以降レーン フォースメント)とクロスメンバ(ペリメータフレーム)前にフロントメンバを設定した2層構造にな っています。 フロントフレーム レーンフォースメント フロントメンバ 写真2 クロスメンバ(ペリメータフレーム) 自研センターニュース 2008年 7月号 11 2.レーンフォースメント レーンフォースメントはクラッシュボックスと一対構造になっており左右フロントフレームにボルト (写真3、4赤○)で取付けられています。 クラッシュボックス レーンフォースメント レーンフォースメント 写真3 クラッシュボックス 右フロントフレーム 写真4 3.シュラウドパネル シュラウドパネルは樹脂製でコンデンサ、ラジエータが取付けられています。上部(写真5、7赤○) が左右サイドシュラウドパネル、左右の中央部(写真6、7緑○)がレーンフォースメントにそれぞれボ ルトで取付けられています。 左サイドシュラウドパネル レーンフォースメント シュラウドパネル 写真5 写真6 単品部品の前面からの写真 シュラウドパネル 写真7 12 自研センターニュース 2008年 7月号 レーンフォースメント REPAIR REPORT 4.エクステンション フロントメンバはクロスメンバ(ペリメータフレーム)の左右先端にボルト(写真8、9赤○)で取付 けられています。またフロントメンバのみ損傷した場合にはクロスメンバから切り離して取替えること ができます。 クロスメンバ フロントメンバ フロントメンバ 写真8 写真9 5.まとめ クロスメンバ前にはフロントメンバが取付けられています。フロント衝突時には損傷頻度の高い部品 ですがクロスメンバとは別の分割部品であり、さらに取付方法は溶接ではなくボルトであるため修理性 の良い構造になっています。 (技術調査部/小松 靖) ボデーリペア懇談会開催 5月19日東京国際フォーラムにて自動車メーカ 9社35名の方にご出席いただき、「ボデーリペア懇談 会」を開催いたしました。 本懇談会は例年春秋の2回開催しており、毎回当社から調査研究報告、各種情報提供を行っています。 当日は弊社代表取締役鈴木稔の挨拶に始まり各部からの発表および、質疑応答を行いました。 当日の発表テーマは以下の通りです。 技術開発部 超高張力鋼版用スポットカッタについて 技術調査部 クラッシュボックスについて 指 数 部 修理工場の設備・工具に関する実態調査結果 技術開発部 ボデー修理書の改善提案 技術調査部 RCAR ワーキング・グループ参加報告 技術調査部 事故車両の損傷性および修理性に関わる調査結果報告 (総務企画部/野口太郎) 自研センターニュース 2008年 7月号 13 特別記事 自動車技術(発行所 社団法人 自動車技術会)の2008年3月号に「ボデーの軽量化」について詳しく 説明がありましたので転載して紹介します。 ボデーの軽量化〈後編〉 Weight Reduction of Car Body Structure マツダ株式会社 車両開発本部 川本 親 中西 伸行 高末 鉄幹 Chikashi Kawamoto Nobuyuki Nakanishi Tekkan Takasue Weight reduction has become more important from needs of the environmental protection and the performance improvement. The weight reduction measure of car body structure includes substitution for a light material and the application of the joint technology using the laser welding & weldbonding. This text presents the approach of weight reduction in Mazda from the aspect of the pursuit of an ideal structure and substitution for the light material and the development of new building methods. Key Words : Body, Material, Weight Reduction / Structure, Steel & Iron, Aluminum, Plastic 3.マツダの取組み 3.1. 軽量化への取組み 軽量化には一般的にアルミ材や樹脂などの比重の小さい材料への置換が考えられるが、商品性を高め ながら掛かる費用を最小限に抑えた魅力のある技術でなければ、お客様に共感は頂けない。そのため、 われわれは、①理想構造の追求、②材料置換、③新工法の開発からなる、総合的な軽量化技術の開発に 取り組んでいる(図8) 。理想構造の追求とは、車体骨格の根本から見直し、衝突・操安性・NVHなどの 基本性能を向上させることである。同時に、骨格以外の個別ユニットについても理想化を追求している。 これらの取組みの結果、新型デミオでは前モデル比100kgの軽量化を達成することができた(図9)。 基本性能開発/車体基本構造 衝突、 操安性、 NVH、 強度 CAE技術 理想構造の追求 個別ユニットの理想化/小型化 材料置換 新工法の開発 ・アルミニウム/マグネシウム ・樹脂材料 ・高強度材料(超ハイテン) ・カーボン素材 など 加工技術 接合技術 ・ホットスタンプ ・ハイドロフォーム など ・SFW ・レーザ/ボンド など 図8 軽量化の取組み視点 14 自研センターニュース 2008年 7月号 図9 新型デミオ質量推移 3.2.軽量化技術の紹介 (1)理想構造の追求 ①基本性能開発/車体基本構造:車体構造を検討 する上では、走りの性能を支える優れたボデー剛性 を確保すること、衝突時に優れたエネルギー吸収特 性を確保することが最も重要である。従来、フロン トサイドフレームは、パワートレインレイアウトの 影響で、制約を受けることが多かった。新型デミオ では、開発初期段階にボデーの理想レイアウト(図 10)を描き、それを実現できるパワートレインレイ 図10 ストレート基調骨格 アウトを行った。具体的には、フロントサイドメンバのストレート化及び大断面化、ストレートなアン ダメインロードパスの採用、クラッシュスペースを最大限に活用できるフロントサイドメンバ変形コン セプトなどである。 走りの性能を支える優れたボデー剛性を実現するため、ハイテン/超ハイテンの使用や接合部の強化 により、ストレスのかかる重要部位を重点的に強化する局部剛性の向上にも注力した(図11)。具体的 には、前後ドアとリヤゲートの開口部まわりの接合強化策を採用し、鉄板補強を使用した場合に比べ6kg 減に相当する軽量化を成し遂げた。これはドア開口部ではスポット溶接点数を増加し、またリヤ開口部 ではスポット溶接点数を増加した上でウェルドボンドを採用したことで、サス入力荷重に対する変形位 相遅れを効果的に改善できたためである。 また、静粛性の確保もボデーの性能として重要である。新型デミオでは、床面にダンピングコントロール パネル(DCP)を設定することで、制振材の音響放射パワー低減効果により騒音を抑えながら、フロア パネル形状との組合わせを最適化して制振材使用量を抑制し、軽量化を図った(図12)。 スポット溶接増し ウェルドボンド スポット溶接増し 図11 図12 DCP採用部位 局部剛性の向上策 ②個別ユニットの理想化/小型化:マツダで は、 ’ 02アテンザで世界初のドアモジュール(図13) を採用し、その後、全車へ展開している。ドアモ ジュールのベースとなるキャリアプレートの材料とし て超薄板化かつ高剛性をねらった射出成形ガラス 長繊維強化ポリプロピレンを独自に開発した(6)。 図13 ドアモジュール 自研センターニュース 2008年 7月号 15 さらに、新型プレマシーでは新世代モジュールとして、パネル全体を樹脂に置換した上で内装部品、 外装部品及び機能部品をインテグレートしたリフトゲートモジュールを開発した。材料開発や試作評価 を経て、業界に先がけてインナパネルを樹脂射出成形法としたリフトゲートモジュールの技術確立を行 った。これらにより、従来の鉄板製リフトゲートに比べ、16%(3.2kg)の軽量化、スタイリッシュなデ ザイン、リペアビリティ向上などを実現した(7)(図14)。 図14 リフトゲートモジュール (2)材料置換 ①超ハイテン材の適用:新型デミオでは、ストレート基調の骨格を採用することなどにより超ハイテ ンの採用度も上がった(図15) 。使用比率を前モデルより高めた上、初採用の980Mpa級超ハイテン材を も用いたことで、前モデル比22kgの軽量化を達成した。 ②アルミ材の適用:マツダでは、 ’85RX-7で国内初のアルミボンネットを採用し、その後、ロードスター、RX8へと継続的に採用している。RX-8では、軽量化と商品性、そしてスポーツカーのスタイリングと歩行 者保護性能を高次元でバランスさせるショックコーンボンネットを開発した(図16) 。 さらに、乗降性の改善のためBピラーレス構造を採用した。Bピラーレス構造による車体の質量増加を 緩和するため、フリースタイルアルミドア(図17)を開発し質量軽減を図った。 図15 16 ハイテン材適用の推移 自研センターニュース 2008年 7月号 図16 ショックコーンボンネット 図17 フリースタイルアルミドア ③樹脂材の適用:フロントエンドモジュール (図18)では、ガラス長繊維強化ポリプロピレンの 射出成形技術を開発し、射出成形のもつ形状自由 度の高さを活かし、既存の6部品からなるスチール 製シュラウドパネルに、バンパ&ランプBRKT・ラジ エータ締結BRKT・シールプレート・ハーネスクリップ を樹脂製シュラウドパネルで一体化し、部品点数を 20点以上削減、25%のコスト低減と18%の質量低減 図18 を達成した(8)。 フロントエンドモジュール (3)新工法の開発 ①SFW(Spot Friction Welding)工法の適用:フリースタイルアル ミドア(図17)の接合では、SFW技術(図19)を開発した。これ は、摩擦熱を利用した接合で、使用エネルギーは、摩擦熱発生のた めに接合ピンを回転・加圧させる電力のみである。従来の「抵抗溶 接」で必要だった溶接用の大電流や冷却水・圧搾空気がまったく不 要となり、使用エネルギーはアルミ材用「抵抗溶接」の約99%減と 図19 なり、環境への負荷を軽減することができた。 アルミ同士のSFW さらに、新型ロードスターでは鉄とアルミの接合に、新しいSFW技術(図20)を開発しアルミ製トラ ンクリッドヒンジ部に採用した。これは、上述の接合ツールを用いて摩擦熱と加圧力を同時に作用させ ることにより、鉄とアルミ材の固相状態での接合を可能としたものである。 ②ホットスタンプ工法の適用:マツダでは、 ’ 02アテンザでドアインパクトバーにホットスタンプ材を 採用し、その後、全車へ展開している。ホットスタンプとは、590Mpa級の材料を、成形と同時に型内焼 入れを実施し、1470Mpa級のプレス部品を提供するものである(図21) 。 図20 図21 アルミと鉄のSFW ホットスタンプ製造工程 自研センターニュース 2008年 7月号 17 さらに、新型ロードスター以降の車種では、バンパリーンフォースメントへもホットスタンプ材を適用拡大し ている。図22に、新型ロードスターと前モデルを比較した軽量化量を示す。 ③レーザ溶接工法の適用:2007年製CX-9で車体へのレーザ溶接を初めて採用した(図23)。応力解析に おいて特に応力の高いサイドドア開口部、リフトゲート開口部やリヤホイールハウス部に対し、レーザ溶接を はじめ、ウエルドボンド及び、スポット溶接打点ピッチ短縮を施工することで、質量増加なしで従来よりも大幅 に接合を強化した。これにより車体位相遅れを低減し、減衰感を飛躍的に向上させることができた(9)。 図22 バンパリーンフォースメント軽量化量 図23 CX-9へのレーザ溶接適用箇所 4.おわりに 燃費向上などの強いニーズから、車両の軽量化は今まで以上の大変重要なものに急速に変化してきて いる。また、その軽量化量は10kg単位ではなく100kg単位の大幅な軽量化であり、実現の手法も、単な る材料置換ではなく、車両のサイズや車両の基本構造にも及ぶ大規模かつ総合的なものになると考えら れる。われわれは、商品性、品質、そしてコストパフォーマンスなどと高次元でバランスさせながら、 リアリティのある新しく広範囲の軽量化技術を早急に開発していかなければならない時代に突入してい ると思われる。 参考文献 (6)川本ほか:ドアモジュールの開発、マツダ技報、No.20, p.103-107(2002) (7)松本ほか:新型プレマシーの樹脂リフトモジュール、マツダ技報、No.23, p.27-31(2005) (8)栃岡ほか:射出成形による樹脂製モジュールキャリアの開発、マツダ技報、No.20, p.108-114(2002) (9)富岡ほか:CX-9車体剛性の開発、マツダ技報、No.25, p.61-64(2007) フェース 川本 親氏 中西伸行氏 高末鉄幹氏 ボデーの開発に携わって約25年が経過した。軽量化へのチャレンジは留まるところをしらないが、何 年かに1度は、大幅な軽量化ばかりかコストさえ低減させてしまう素晴らしい技術に出会うことがある。 考え抜いた人のみが手にすることのできる技術であるが、人間の可能性もまた留まるところをしらない。 18 自研センターニュース 2008年 7月号 輸入車インフォメーション BMW 325i Touring(E91) (VS25)の 合成樹脂部品の補給形態 BMW 325i Touring(E91) (VS25)の合成樹脂部品の材質と補給形態情報をお知らせします。 なお、2008年3月発行予定の「No.J−503構造調査シリーズBMW 325i Touring(E91)(VS25)」にも 他の情報と共に掲載されていますので是非ご利用ください。 合成樹脂部品の使用個所 5.カバー(ドアミラー) (外板色) 3.牽引フックフラップ (外板色) 2.ライセンスプレート 用ベース(素地色) 4.ドアシルトリムパネル (外板色) 8.ハンドルホルダ (外板色) 1.フロントバンパ トリムパネル(外板色) 7.牽引フックフラップ (外板色) 6.リヤバンパ トリムパネル(外板色) 番号 部品名 材質記号 材質 補給形態 1 フロントバンパトリムパネル PP-EPDM-TV20 ポリプロピレン-EPDMゴム プラサフ済 2 ライセンスプレート用ベース PP-EPDM-TV20 ポリプロピレン-EPDMゴム 無塗装 3 牽引フックフラップ PP-EPDM-TV20 ポリプロピレン-EPDMゴム プラサフ済 4 ドアシルトリムパネル PP-EPDM-TV30 ポリプロピレン-EPDMゴム プラサフ済 5 カバー(ドアミラー) ABS ABS樹脂 プラサフ済 6 リヤバンパトリムパネル PP-EPDM-TV20 ポリプロピレン-EPDMゴム プラサフ済 7 牽引フックフラップ PP-EPDM-TV20 ポリプロピレン-EPDMゴム プラサフ済 8 ハンドルホルダ PA6-GF30 ポリアミド−ガラス繊維 プラサフ済 *EPDMは、エチレンプロピレンジエン三元共重合体のことで、耐老化性、耐オゾン性、耐寒性、熱安定性に優れる合成ゴムです。 エチレンプロピレンゴムとも言われます。 *無塗装は、素地色のまま装着するものをさします。 (指数部/高地公子) 自研センターニュース 2008年 7月号 19 輸 入 車 指 数 作 業 ト ピ ッ ク このコーナーでは自研センターにて輸入車の指数を作成していくにあたり、その車種特有の修理作業について取り上げてまいります。 エンジンフードモール取替作業の紹介 対象車種:BMW MINI COOPER(R56) 型 式:MF16 1.はじめに 2007年2月発売のBMW MINI COOPER(R56)(MF16)には、エンジンフードモールがオプション設 定されています。 今回は、エンジンフードモールの取替作業を実際に行いましたので紹介します。 2.構造および補給部品 エンジンフードにはエンジンフードモールがオプション設定されおり、新車の貼付け作業はディーラ にて行われます。 左右2箇所に貼付けられているエンジンフード モールについて、作業を行いました。 補給部品の詳細は以下のとおりです。 ①部品名称:モールLH 部品番号:51 14 4 420 328 ②部品名称:モールRH 部品番号:51 14 4 420 327 w 20 自研センターニュース 2008年 7月号 q 3.エンジンフードモール取外し作業 c d (1)エンジンフードモール貼付け位置(参考) 寸法 (mm) f 計測位置 a 3 エンジンフード端部−モール上右端部 b 1.5 エンジンフード端部−モール上左端部 c 5 エンジンフード端部−モール下右端部 d 7 エンジンフード端部−モール下左端部 e 215 エンジンフード中央部−モール下右端部 f 286 エンジンフード中央部−モール下右端部 e c d (2)エンジンフードモール取外し ヒータガンを使用し、エンジンフードモールを 取外します。 エンジンフードモールはデカールタイプで非常 に薄いため、温め過ぎないように注意してくださ い。 4.エンジンフードモール貼付け作業 (1)位置合わせ 新部品を計測した場所に仮合わせし、マスキン グテープでマーキングをします。 (2)脱脂、取付補助材塗布 エンジンフードおよびモール表面を脱脂し、タック クロスを使用して細かいゴミを取り除きます。 なお、台紙を剥がす際には静電気により細かい ホコリが付着しやすいので、モール表面および裏 側は丁寧に拭いてください。 エンジンフードおよびモールに取付補助材を塗 布します。 *取付補助材 スプレーボトルに中性洗剤と水を19:1の割合で入れた ものです。 自研センターニュース 2008年 7月号 21 (3)貼付け スキージーを使用し、中の空気を丁寧に抜きな がら貼付けます。 完成。 5.使用した工具等 シリコンオフ 接着補助剤 スキージー タッククロス ヒーターガン (指数部/牛村祥子) 「構造調査シリーズ」新刊のご案内 車 名 型 式 自研センターでは新型車について、損傷した場合の復元修理 514 ダイハツ タント の立場から見た車両構造、部品の補給形態、指数項目とそ 515 スバル フォレスター の作業範囲、ボデー寸法図など諸データを掲載した「構造調 査シリーズ」を発刊しておりますが、今月は右記新刊をご案内 いたしますので、是非ご利用ください。定価は1,120円です (税込み、送料別)。 22 No. 自研センターニュース 2008年 7月号 L375S、L385S系 SH5系 お申し込みは自研センター総務企画部までお願いします。 TEL 047-328-9111 FAX 047-327-6737 定時株主総会終わる 6月16日開催の弊社第35回定時株主総会および取締役会において、弊社役員の選任および 代表取締役の選定が行われました。今期の役員は以下の通りです。 〈取締役〉 代表取締役 池 田 直 人 取 締 役 林 寛 治 ( 経 営 取 締 役 奥 本 智 行 ( 取 締 役 小 林 吉 文 ( 取 締 役 津 田 賢 ( 取 締 役 河 合 洋 ( 取 締 役 山 口 雄 一 (日本興亜損害保険株式会社) 取 締 役 黒 坂 隆 (日本アウダテックス株式会社) 取 締 役 乙 守 順 市 (三井住友海上火災保険株式会社) 取 締 役 藤 本 一 之 (ニッセイ同和損害保険株式会社) 取 締 役 吉 田 卓 司 (富士火災海上保険株式会社) 取 締 役 武 藤 和 隆 (株式会社損害保険ジャパン) 取 締 役 持 田 和 男 (東京海上日動火災保険株式会社) 取 締 役 安 田 卓 司 (あいおい損害保険株式会社) 指 総 画 数 務 研 主 計 部 企 画 修 幹 室 長 部 部 研 長 長 長 究 員 ) ) ) ) ) 〈監査役〉 監 査 役 平 原 忍 (日本サルヴェージ株式会社) 監 査 役 釜 中 貞 彦 (日新火災海上保険株式会社) 監 査 役 迫 田 孝 久 (共栄火災海上保険株式会社) 自研センターニュース 2008年 7月号 23 http://www.jikencenter.co.jp/ 自研センターニュース 2008.7(通巻394号)平成20年7月15日発行 昭和51年5月27日 第三種郵便物認可 発行人/池田直人 編集人/小林吉文 C 発行所/株式会社自研センター 〒272-0001 千葉県市川市二俣678-28 Tel(047)328-9111(代表) Fax(047)327-6737 ⃝ 定価336円(消費税込み、送料別途) 本誌の一部あるいは全部を無断で複写、複製、あるいは転載することは、法律で認められた場合を除き、 著作者の権利の侵害となりますので、その場合には予め、発行人あて、書面で許諾を求めてください。 お問い合わせは、自研センターニュース編集事務局までご連絡ください。
© Copyright 2026 Paperzz