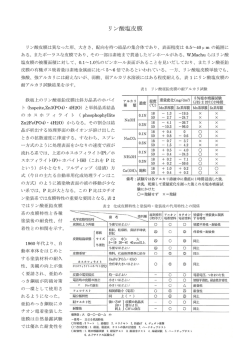
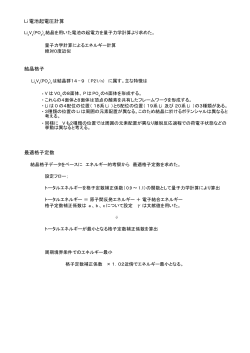
パーカライジング用語集 北海道パーカライジング株式会社 パーカー処理 パーカライジング法という「化学的ファンデーション」 別名パーカライジング処理(法)とも言いますが、リン酸塩皮膜を生成させる方法を総称 (俗称)して言います。 リン酸塩皮膜処理とは、リン酸鉄、リン酸亜鉛(下地・防錆用途)、リン酸マンガン(防錆・ 摺動用途)などのリン酸塩の溶液を用いて、金属の表面に化学的にリン酸塩皮膜を生成 させる化成処理のことで、その昔工業用途で本格的に発展させたアメリカ、パーカー兄弟 の姓をとってパーカライジング、パーカー処理と呼ばれる様になりました。 現在では化学・学術用語にもなっています。 パーカー処理・パーカライジング法という「化学的ファンデーション」リン酸塩処理の模式図 リン酸塩処理 リン酸塩処理は化成処理の代表的な方法の一つで鉄鋼や亜鉛などの金属表面にリン酸 亜鉛などの金属塩の薄い皮膜(ミクロンオーダー)を生成させるものです。 古くは道具、武器などの金属製品の錆防止でありましたが、近年は塗装下地として塗膜が 剥離しにくくすること、塗膜に傷が付いても錆が広がらないようにすることを目的とし、自動 車を初めとした工業製品に広く標準的な方法として採用されています。 塗装下地以外の目的としては金属の引抜き加工、鍛造加工、押出し加工等において潤滑 剤と併用することで塑性加工を容易とする目的も重要です。金属の塑性加工は太い鋼線 を細かく切断し、一本一本からボルトに加工(コールドヘッディング加工)したり、歯車などの 機械部品を打抜きで作ったり(冷間鍛造)、細い針金にしたり(線引き)、太いパイプを細くし たり(パイプの引抜き)、と様々な用途で利用されています。 リン酸塩処理の種類は目的に応じ、リン酸亜鉛、リン酸鉄、リン酸マンガン、リン酸カルシュ ウム等があります。 リン酸亜鉛処理 リン酸塩処理の1つで最も多く使われているのがリン酸亜鉛処理です。処理液の主成分 はリン酸イオンと亜鉛イオンから構成されており、結晶性の皮膜が形成されます。 皮膜の主成分はホパイトとフォスフォフィライトからできています。この処理は塗装下地と して広く使用されており、耐食性、密着性を大きく向上させます。また、冷間鍛造の潤滑 皮膜としても使用されています。 適用素材は鉄鋼、亜鉛メッキ製品が多いのですが、その他の素材への適用例もあります。 処理温度は60℃以下のものが多く、常温タイプのものもあるので、使いやすいのも特長 の1つです。 リン酸マンガン処理 リン酸塩処理の1つで、処理液の主成分はリン酸イオン及びマンガンイオンから構成され ており、結晶性の皮膜が形成されます。皮膜の主成分はヒューリオライト(Hureaulite) Mn5(PO3(OH))2(PO4)2・4H2Oからできています。 この処理はリン酸亜鉛処理と比較して、皮膜が厚いのが特長で(5~15μm)、主に摺動部 品などの潤滑用皮膜として用いられています。適用素材は鉄鋼製品で、処理温度は80℃ ~90℃と高く、処理時間も5~30分と長いのが特徴です。 リン酸カルシウム処理 リン酸塩処理の1つで、処理液の主成分はリン酸イオン、亜鉛イオン及びカルシウムイオ ンから構成されており、結晶性の皮膜が形成されます。 皮膜の主成分はショルツァイト(Scholzite)CaZn2(PO4)2・2H2Oとホパイトからできています。 この処理はリン酸亜鉛処理と比較して、耐熱温度が高いため高温で焼き付けられる塗装 下地に適しています。また、冷間鍛造の潤滑皮膜としても適しています。適用素材は鉄鋼 製品で、処理温度は80℃~90℃と高いのが特徴です。 潤滑性 鍛造、プレス、圧延、伸線、伸管など金属に何らかの加工を施す際には、その表面に潤滑性 が必要となります。潤滑処理には湿式と乾式の2つの方式があります。 湿式:液状の潤滑剤であり、油系のものと水系のものがある。表面の光沢や後処理性をよく することを目的で用いられ、特に冷却効果を期待する場合には水系を用います。 乾式:固体状の潤滑剤であり、潤滑環境が厳しい場合に使用します。粉末で使用するもの、 塗布-乾燥して皮膜を形成させて使用するもの、化成皮膜と併用して使用するものがあります。 処理工程 脱脂→水洗→酸洗→水洗→表面調整→リン酸亜鉛処理→水洗→潤滑剤処理 上記以外の物として、リン酸亜鉛処理と潤滑剤処理の機能を1工程で与える一工程型潤滑剤 (PULS)がお勧めです。水洗工程が不要で排水量を低減できます。 粉体塗装 粉体塗料を使用する塗装方法で、一般的には静電粉体塗装を指します。 そのほかに流動浸漬塗装、静電流動浸漬塗装があります。当社では静電粉体塗装を 行っています。 被塗物に静電気等でパウダー状の塗料を定着させ、一定温度で焼き付けします。 1回の塗装で50~60μm以上の膜厚が確保でき、溶剤系塗装のように溶剤が抜け出る際 のピンホールの無い塗膜が得られます。 溶剤系塗装 一般的な塗料は樹脂(主要素)、添加剤(副要素:安定化剤、硬化剤等)、顔料、希釈液か ら構成されます。希釈液にシンナー等の有機溶剤を用いた場合に溶剤系塗装と呼びます。 比較的簡単に小ロットでの調色が可能で、常温硬化、焼付硬化のどちらでも対応可能です。
© Copyright 2026 Paperzz