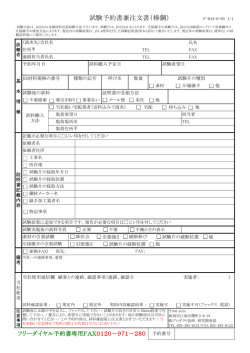
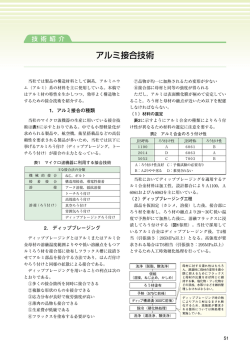
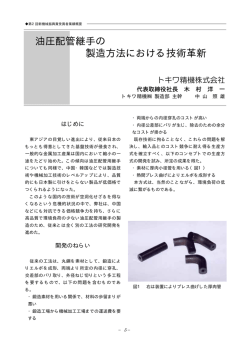
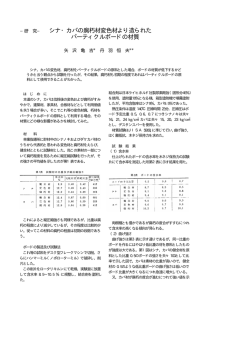
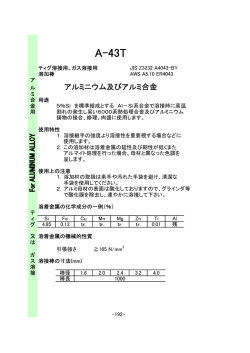
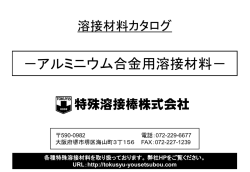
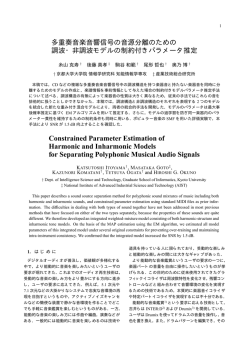
熱硬化性プラスチックのりサイクル技術とその用途技術の開発(1) 田中 化学食品部 福元 久豊 機械金属部 松隈博 副島辰夫臼井一郎 秀島康文 プラスチックは軽くて丈夫、腐らない、加工しやすいという利点を生かして様 々な用途に用いられている。プラスチックの使用量が増えると廃棄される量も増 加し、廃棄物となったプラスチックの量は累積していき、深刻な社会問題になっ ている。本研究は、りサイクルがほとんど進んでいない熱硬化性樹脂に着目し、 リサイクル技術を開発すると同時にその用途開発を実施するものである。 本年度の研究成果は、住)りサイクルの前工程である破砕・粉砕技術に関して、 排出粒径を数百μmから数μmまで制御できる技術を確立した。②粉砕された試 料を使い、樹脂製造工程での充填材としてりサイクルすることを検討した結果、 諸物性の低下もなく実用化できることがわかった。③りサイクル樹脂を成形工程 に戻して再利用する方法では、粒度紋)μmの粉末をバージン材に10%程度混ぜて 成形しても強度低下はなかった。④熱可塑性樹脂(ABS、 PS)のりサイクル 強度を調ベたが、混合率に関係なくバージン材となんら変化はなかった。 フェノール樹脂の成形工程で発生する不良品、 1.はじめに スプル・ランナー部分等のりサイクル技術を確 プラスチックは軽くて丈夫で加工しやすく安 立することを目的としている。 価である点から、さまざまな用途に用いられて いる。しかしながら、使用後のプラスチックは 自然に分解されることなく廃棄されており、廃 2.実験及び実験結果 棄物となったプラスチックの量は年々累積して 2.1 フェノール樹脂の破砕・粉砕技術 いる。かけがえのない地球を廃棄物による環境 廃プラスチックを再生するための前処理とし 悪化から守るためには、再資源に努めていくこ て破砕・粉砕工程が必要である。破砕とは、粒 とが本質的な問題解決の途であり、資源の有効 度がCmで表現できる程度に粗く砕くことであ 利用を促進することが求められている。 リ、 mm単位程度の粒度まで細かく砕く場合を 粉砕という。 プラスチックは熱可塑性樹脂と熱硬化性樹脂 破砕・粉砕の機構は複雑であるが、砕くため に大別できる。熱可塑性樹脂は加熱することに より再び成形することができるが、本研究の対 に必要な外力の種類によって分類されている。 象である熱硬化性樹脂は加熱により架橋し硬化 外力には、圧縮、衝撃、剪断、摩擦切断などが するので、一度成形したものを加熱して再成形 あるが、単一の外力だけで機成されるものは少 ずることはできない。そのため、熱硬化性樹脂 なく、複数の力を組み合わせておこなう場合が の廃棄物は、その大部分が埋立て・焼却などに 多い。図1に破砕、粉砕装置の分類例を示す。 フェノール樹脂製品は硬くて、耐衝撃性に優 よって処理されており、りサイクルに関する技 れているので破砕するためには多くのエネルギ 術開発の報告は極めて少ない。 が必要である。ここでは、図2に示すような力 本研究は、熱硬化性樹脂で最も使用量が多い 44 切断応力 粗 るん 圧縮応力 ルル 'ル ツリ 力オ 粗 y エ._ノ ロールクラッシャー ジョークラッシャー 剪断衝撃応力 微粉砕 剪断衝撃応力 ノ ン 、、、 砲 '1J マ ル 砲 粉 、、、、 、、、、 イン ペ ノ パ 一一 夕 ピンミ ル, ル 、、、、 ル 衝撃摩擦応力 ソ 超微粉砕 圧縮明断応力 ボールミル,遊星ポールミル 冷凍粉砕 剪断衝撃応力 インペ 図1 破砕・粉砕装置の分類 'r' ソ ラ 、、"、 超微粉砕 ル ツタ式縦型乾式回転破砕機の一種であるオリエ 砕機(インペラーミル)を用いてさらに細かい ントミルを選定し、スクリーン径3mmに設定 粒度にした。インペラーミルは図3に示すよう して破砕した。 に、高速回転する口ータと波型ライナーの相互 4尹ナイドカッター ②スタンドカッター ③口ータリーカッター 1,、 @>セッティングカッター1' ⑤スクリーン を数百μmから数μmまで自由にコントロール することができる。 最終的には、ふるいによる分級を実施し、メ ^^ ②\ ④ ① ③',. 作用により粉砕し、内部の分級機構で排出粒径 し゛ ディアン径800μm、 400μm、 50μmおよび20 ノ"゛ 、、、 角 "^ μmの4種類の試料を作製した。図4に、メデ イアン径紋)μmの粒度分布測定結果を示す。 , 奄武・〆 2.2 フェノール樹脂の製造工程に原材料として \ リサイクルする方法 ⑤ ,\ ノ 材料メーカのみが可能なりサイクルであるが、 フェノール樹脂を製造する工程に原材料として 一」 、 戻すことが考えられる。一般に、フェノール樹 、^ 脂は、原材料(ノボラック)に硬化剤、滑材、 ^ 充填材(木粉)等を熱口ール上で混練しながら 製造する。この製造工程で、充填材として用い 図2 オリエントミル る木粉の一部としてりサイクル樹脂を用いるこ 次に、剪断衝撃力を利用した高速口ータ型粉 とを検討した。 45 r「 f ' 6 ^^ 上 1E 原料俳姶 排川 7 インペラーミル構造図 ①分散ファン ②インペラープレード ③粉砕ライナー ④分級ファン ⑤分級ライナー ⑥分級調節ダンパー ⑦粗粉回収ダクト ⑧排気ファン ⑨Vプーリ 北 ^^ ノ* y 一゛ 3 '1 E . ーー.ー.ー、.明..'.岬. r ゛ .1冒t、ー゛ .電...ー.'.ー.』 r゛ .、ー,、ー゛ .ー..゛.J-ーーー乳.ーーι一 ...ι J.L ^^^^^^^^^^^^^^ .」.'J-L ーーーーーーJ-ーーーL-一ι一 .」 ......J...明、ーーι一 .」ー、J-L 30 20 10 0 0.01 0.050、 1 0.5 1 5 10 50 100 .E,.1r.ΞEΞデΞ,Ξ.、Ξ,,.L, 一司一,、ー゛' ;Ξ,:、,ΞΞΞ﹃ΞΞ.Ξ.N.N.J, ーーー'ーー'."""" r' .一一 ..一 " 1 ' r '、"' :戸':.﹄,ー,, E ー"ー"'、"ー""'f' E ΞΞ^﹄:: Ξ戸 E , ,,Ξ. 40 一「' f 、ーイ' ゛ Ξ';. N 1 ﹃;゛:. 50 :.f '凡'舮、 N ...ー".、鼻..、゛... f . .」.ι J.、' . =,ーず.、.゛ L ー」一区 J-L ; ーーー』一.J-.ーーL-ー、ー N .」ー、J、L ΞΞΞ E ; J ゛.^ー.、゛;.﹃;ΞΞ",,ー, L :::、,'. ... .一. '. J ゛..一 :,゛ 'ヲ' r '、"' 早 E.Ξ,ΞΞ;、ΞΞΞE :^.冒.、:.゛﹃.ー.Ξ.ー,,. ','乎、ー" ー..ιJ-L .一一 .一一 ー..、J-L ゛ EΞ.Ξ、'ΞΞΞE,: J 60 : 70 ..一. 相対粒子量 80 ,EΞ,LΞΞΞ,E子.Ξ.Ξ戸EΞEE﹄ΞΞΞ. .Ξ,J,冒:,.、;ΞΞ﹃Ξ'ΞΞ"1ΞΞ' 90 インペラ ノ ミ 図3 100 ','r'、'イ' ー.ー' J.、』 500 1000 粒子樫(μ凱> 図4 粒度分布測定結果(メディアン径50μm) サンプルAは、ノボラック(旭有機材工業快 ている曲げ試験片、シャルピー衝撃試験片、荷 製一般工業グレード) 10OP比、硬化剤(ヘキサ 重たわみ温度試験片及び抵抗率試験片をそれぞ メチレンテトラミン) 12Plr、滑材(ステアン れ成形した。以上の諸物性の測定結果を表1に 酸亜鉛) 1P辻及び充填材(木粉#100) 1Ⅸ)P辻 示す。サンプルCとは、フェノール樹脂バージ という標準的な配合比であり、充填材として木 ン材 U I S K 6 9 15、 PM-E G)の測定 粉70 P1正、りサイクル樹脂(メディアン径 50 値である。なお、曲げ試験は支点間距離1()om μm) 50pltを用い、その他の条件はサンプル m、試験速度3mm/分で、また、荷重たわみ Aと伺一であるものをサンプルBとした。 2つ 温度試験は昇温速度2で/分で行った の試料を、熱口ール(1(冷 U0で)を用い、 5 サンプルCの成分及び製造条件が公開されて 分程度の混練時間て平板状の試料を作製した後、 いないため、サンプルA, BとサンプルCとの 乳鉢を用いて細かく粉砕してタブレット(30φ 単純比較はできないが、サンプルAとサンプル X20H、 33g)にしたものを成形材料とした。 Bを比較した場合、曲げ強さ、荷重たわみ温度 次に、トランスファー成形機(松田製作所製 においてりサイクル樹脂を充填材として使う効 訊)t)を用いて、 J I S K 6 9 11 に規定され 果が認められる。その理由として、バージン材 46 表1 試料名 曲げ強さ (Mpa) 諸物性の測定結果 (KJ/cm') 64847 33333 1 5 6 1 5 4 1 5 5 0 5 9 22332 21フ18 34343 9988 1 6 2 1 6 3 1 6 3 2 9 3 0 2 8 5 0 1 8 3 4 3 1 0 1 8 2 3 3 5 0 1 8 3 5 3 0 0 3 0 0 ーーーー (PM・EG) 表面抵抗率 (MΩ) 33332 6143 8978 サンプルB 2 サンプルA サンプルC 荷重たわみ温度 (で) シャルピー衝撃強さ 2×10' O × 1 0 ' I×107 3×10' 8×10' 6×10' 6×10' 2×10' O×10' 8×10' 4×107 3×10' 6×10' I×10' 3×10' 度やその温度依存性を求めるものである。 の特性(サンプルC)が寄与したものと思われ る。本りサイクルは、フェノール樹脂の原料メ 測定試料は、りサイクル樹脂の粒度を如0μ ーカと共同でできる方法であるが、実験結果よ m、 50μmの2種類、バージン材との混合割合 リ、その実用化の可能性が十分あることがわか をそれぞれ10%、 20%、ι扮%の3種類として作 つた。 製した。図5にディスクキュア試験結果を示す。 14 流動性 る方法 バージン材にりサイクル樹脂を一定割合混ぜ .困'囲口△口 2.3 リサイクル樹脂を成形工程にりサイクルす 13 1口 11 て成形することは、成形t場でも可能なりサイ (cm) クルである。一般に、バージン材にりサイクル 10 樹脂を混入すると流動性が低下する。りサイク 9 ル樹脂の混合割合および粒度が流動性にどの程 バージン100% 50μm-10% 50μm-20% 50μm-30% 400μm-10% 400μm-20% 400μm-30% 8 度影響を及ぼすかを大阪市立工業研究所で開発 7 されたディスクキュア法により試験した。ディ 0 0 4 6 8 10 1B 加熱時間(sec) スクキュア法は、 J IS K 6 9 11の円板流れ 図5 ディスクキュア試験結果 試験と類似の試験法であるが、成形材料のゲル 同図から、流れ性を判断する縦軸の値はりサ 化または硬化点までの硬化挙動を同時に試験で イクル樹脂の混合割合が増すほど低下する傾向 きる特徴がある。試験方法は、所定量の成形材 であり、また、りサイクル樹脂の粒度による違 料(本実験では、 5g)を所定温度(本実験で いはほとんどないことがわかる。さらに、グラ は、 16 0゜C)に保った 2枚の平行盤問に lm フの曲線が平坦になり始める点(ゲル化時間) mの厚さまで押さえつけて所定時間加熱後に高 も混合率の増加とともに短くなっており、複雑 圧で円板を成形し、得られた円板の面積の平方 な金型では成形しにくいことが予測できる。成 根とlmm厚での加熱時間との関係から硬化速 47 形する製品形状にも関係するが、成形材料とし 一定割合混ぜて再成形している。本研究は、フ ての目安は流動性10以上であることから、りサ エノール樹脂のりサイクル技術に関するもので イクル樹脂の混合割合は粒度に関係なく20%が あるが、前述したフェノール樹脂の微粉砕を単 適当と思われる。 独でりサイクルする方法以外に、りサイクル樹 脂と熱可塑性樹脂との混合ペレットを作製して、 リサイクル樹脂を混合して成形する場合、成 形された製品の強度低下も問題になる。そこで、 フェノール樹脂の特徴を生かした新たな製品開 バージン材との混合割合を10%、 20%、 30%の 発をおこなうことを主目的としており、本章の 3種類とし、りサイクル樹脂の粒度をそれぞれ 研究はその基礎データとなるものである。 実験は、自動車・家電製品等幅広く使用され メディアン径で4)0μm、 50μmの2種類とした 試料を作製して引張強さ、曲げ強さへの影響に ているABS樹脂とポリスチレン(PS)の2 ついて検討した。表2はその結果を示す。表中 種類とし、 1回成形した後破砕したものとバー の数値は10個のデータの平均値である。引張試 ジン材との混合割合を0,25,50,花,1(冷%と変化 験速度はWおよび50mm/分の2条件とし、曲げ させて引張強さ、曲げ強さを測定した。各試験 試験は支点間距籬50mm,試験速度5および20 速度については、 JISで1 50onlm/分の問を推 mm/分で実施した。なお、引張試験片はJI 奨しているが、プラスチックにおいては試験速 SK71腿の IA形であり、曲げ試験片はJISK7 度の違いが強さに影響することが知られている 171の標準試験片である。 ので、本実験では引張速度を10,50t11m/分、曲 げ試験速度を5,20mm/分とそれぞれ2条件設定 表2 試験結果 引張強さ(M p a) 5 0 士 7 9 4 7 士 8 7 士 400μ m- 20% 42士1 3 83土1 400μ m・ 30% 4 1 士 1 0 78士1 バージン1冊% 5 3 士 9 7 士 2 400μ m・ 10% 6 同表より、引張強さ・曲げ強さともりサイク 9 4 士 9 50士1 た各試験結果を表3に示す。 96士1 1 50μ m・ 30% 5 50μ m - 20% た。同一条件での繰り返しを5回として得られ 9 7 士 9 5 2 士 8 4 50μ m- 10% して、試験速度の影響についても併せて検討し 曲げ強さ(M p a) ル樹脂の混合割合に関係ないことがわかる。そ の理由として、本実験で使用したりサイクル樹 9 脂の再生回数は1回であり、成形後直ちに破砕 同表より、バージン1(刃%と比較して、りサ し再成形したために樹脂の劣化が少なかったた イクル樹脂の粒度は小さい方が強度低下が少な めと思われる。次に、試験速度の影響について く、そのばらつきも小さいことがわかる。また、 は、一般に知られているように速度を速くした 混合割合については少ないほど強度低下も小さ 方力詞金い値を示しており、 ABSでは引張強さ い傾向にある。結論としては、粒度敬)μm程度 で 10 %、曲げ強さでは6 %程度、 PSでは引 のりサイクル樹脂をバージン材に10%程度混合 張強さで18%、曲げ強さでは6 %程度の増加 して成形しても強度低下はほとんどなく、本リ となった。 サイクルは十分実用化できそうである。 2.4 熱可塑性樹庸をりサイクルした場合の強度 低下について 熱可塑性樹脂は熱を加えると再溶融すること から、何回も成形することができる。樹脂の種 類にもよるが、成形現場では発生する不良品・ スプル・ランナーなどを破砕し、バージン材に 48 試験結果 表3 (Mpa) "イクル "イクル 5@% "イクル 75% % . "イウル 0% 、、 ノ 25% 25% 、、 、ノ バージン 50% ソ 75% 、ノ ハーシン100% \ ソ 、、 "イクル 1@眺 \ A 引 10frHn/'min 48土1.@ 47士1.0 48士1.4 48士@.3 48土2.0 50脚/min 52士0.6 52士1.2 53士0.4 52士1.2 52士0.9 5 mm/mln 99士1.3 99士2.フ 98士0.5 97士0.8 98士..8 20nMn/min 1.6 士 1.4 106士1.6 105士1.2 1.4士 1.フ 104土2.B 張 B S 曲 げ 10mm/mln 21土2.1 22土0.6 22士の.4 22土1.1 22士1.5 P 5.11肋ノmln 26士1.@ 26士の.8 26士の.4 26士の.4 25士1.6 S 5mm/mln 42士0.4 42士0.6 42士..6 41士の.6 41士0.8 20脚ノmin 44士1.1 46士..6 45土1.0 43士0.5 44士の.5 引 曲 張 げ 討した結果、再生回数が1回であったことにも 3.おわりに よるが、りサイクル樹脂の混合割合に関係なく、 住)フェノール樹脂のりサイクルを行う場合の 必要工程である破砕・粉砕技術については、カ 引張強さ・曲げ強さともバージン1(冷%と変わ ツタ式縦型乾式回転破砕機(オリエントミル) らなかった。 による破砕を実施した後、微粉砕として高速口 ータ型粉砕機(インペラーミル)を用いること 最後に、本研究を行うに当たり、多大の協力 で、排出粒径を数百μmから数μmまで自由に と種々のご教示を賜った大阪市立工業研究所の コントロールできた。 福田明徳課長、長谷川喜一研究主任及び松本 明博研究員に深く感謝いたします。 ②原料メーカの協力で可能となるフエノール 樹脂の製造工程に原材料としてりサイクルする 方法では、充填材としての再利用を検討した。 参考文献 その結果、製造コストの問題はあるが、諸物性 1.殿谷三郎,植沢吉恒,長谷川喜一,高橋秋水 科学と工業,49,135 (1975) の低下もなく十分可能であることがわかった。 2.堀内光,福田明徳:熱硬化性樹脂,4,63 (1兇3) (3)成形工場で可能なりサイクル樹脂を成形工 3.株式会社東レリサーチセンター編:プラスチ 程に戻して再利用する方法では、粒度50μm程 ツクリサイクル技術の新展開(1992) 度のりサイクル樹脂をバージン材に10%程度混 合して成形すると強度低下はほとんどなく、十 分実用化できることがわかった。 ④熱可塑性樹脂で代表的なABS・PSに関 して、りサイクルした際の強度変化について検 49
© Copyright 2026 Paperzz