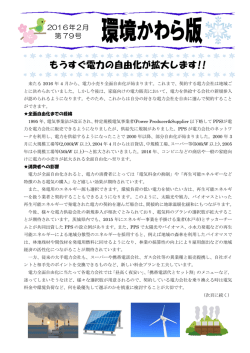
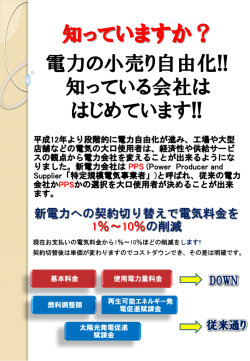
AYAHA 連続繊維カーボンファイバー&熱可塑性繊維 二重織物 カーボンファイバーと熱可塑性繊維を一体織物にした、熱可塑性コンポジット用材料です。 綾羽の製織加工技術を活かし、連続繊維カーボンファイバーと熱可塑性繊維を独自の『接結二重織物』にしました。 カーボンファイバーへの熱可塑性樹脂は未含浸の材料ですが、この織物をそのまま金型の中で熱間プレス成形することにより、 樹脂含浸と成型を同時に行い、連続繊維カーボンファイバー強化熱可塑性コンポジットを作成することを狙いとした新規開発商品です。 【特徴】 深い絞りや難形状にも対応できる成型自由度の高い材料です。 従来の熱可塑性プリプレグ材料に比べて柔軟性に優れ、裁断バサミなどで容易にカットが可能です。 製品はロール形状のため、必要な長さだけをカットし使用する事が出来き、連続生産にも対応しやすい材料です。 1 CF3K & PA6 + PAバインダー 熱プレス成型によりPA樹脂の溶融後にカーボンファイバーが基本組織を形成します。(→ 連続繊維カーボンファイバー平織) 材料にはPA系バインダーを塗布することで、ホツレ防止に加えカーボンファイバーへの樹脂の含浸性を向上させています。 品番 強化繊維 熱可塑性繊維 コート剤 重量 重量構成 体積比 織組織 織物厚み 幅 Type Reinforcement Matrix Coating Weight Weight composition Vol. % Textile design Thickness Width CF6N T-016S CF 3K PA6 0.50mm 105㎝ PAバインダー PA binder 315g/㎡ CF / PA6 / PAコート剤 CF / PA 200g / 70g / 45g 53%/47% 接結平二重織 Double layer woven Plain Heat & Cool 成型による成型サンプル (CF6N T-016S 3/4ply) ダブルベルトプレス成型による成型サンプル (CFPEI T-001 1ply) 2 CF3K & PEI・PPS・PA9T・PA12 など熱可塑樹脂繊維 熱プレス成型によりPEI樹脂の溶融後にカーボンファイバーが基本組織を形成します。( → 連続繊維カーボンファイバー平織) 上記のPA6マトリックス品のようなバインダーは塗布されていません。 品番 強化繊維 熱可塑性繊維 コート剤 重量 重量構成 体積比 織組織 織物厚み 幅 Type Reinforcement Matrix Coating Weight Weight composition Vol. % Textile design Thickness Width CFPEI T-001 CF 3K PEI - 335g/㎡ 0.47mm 105㎝ CFPPS T-001 CF 3K 0.47mm 105㎝ CF9N T-001 CF 3K 0.46mm 105㎝ CF12N T-001 CF 3K 0.48mm 105㎝ PPS PA9T PA12 - - - 335g/㎡ 315g/㎡ 310g/㎡ CF / PEI CF / PEI 200g / 135g 52%/48% CF / PPS CF / PPS 200g / 135g 53%/47% CF / PA9T CF / PA9T 200g / 115g 53%/47% CF / PA12 CF / PA12 200g / 110g 51%/49% 接結平二重織 Double layer woven Plain 接結平二重織 Double layer woven Plain 接結平二重織 Double layer woven Plain 接結平二重織 Double layer woven Plain ★ 熱プレス後の厚みはすべて約0.2mmです。 ※ 本材料は熱間プレス成型を基本としています。 (マトリックス繊維とカーボンファイバーの熱収縮性が異なる為、織物をプレスした状態での加熱が前提となります) 連続繊維カーボンファイバー&熱可塑性繊維 二重織物 【成型方法の比較 と メリット】 ○当社材料での成型の流れ 材料投入(ロール形状) Heat & Cool 成型 メリット② 予備加熱が不要。 → 工程の簡素化 メリット① 必要量だけをカットして使用。 → ロスの低減 成型仕上がり メリット③ 柔軟性に優れ、腑形性が良い。 → 深絞り・難形状の成型が可能 ※ 当社材料では上記の成形方法の他にも、オートクレーブ成形などが可能です。 ○従来プリプレグでの成型の流れ 材料投入(パネル形状) 予備加熱 プレス 成型 その他のマトリックス樹脂についても、織物に使えるフィラメント・ヤーンがあれば同様に開発可能です。 またカーボンファイバー以外の強化繊維を使った交織織物の開発についても、ご興味があれば別途ご相談下さい。 綾羽株式会社・綾羽工業株式会社 〒541-0054 大阪市中央区南本町3丁目6-14 TEL:(06)6282-1081 FAX:(06)6252-7757 営業開発部 冨依 孝祥 [email protected] 〒520-1512 滋賀県高島市新旭町太田1011-1 TEL:(0740)25-8081 FAX:(0740)25-8047 高島工場 生産技術部 佐藤 明 [email protected] 成型仕上がり 連続繊維二重織物 〈CFRTP材料〉 (Moldable Double Layer Woven Fabric for CFRTP) Line up CFPEI T-001 CFPPS T-001 CF9N T-001 CF6N T-016S CF12N T-001 CF 3K 3K 3K 3K 3K マトリックス (Matrix) PEI PPS PA9T PA6 PA12 335 g/㎡ 335 g/㎡ 315 g/㎡ 315 g/㎡ 310g/㎡ 重量 ( Weight ) 体積比 ( Vol. % ) CF / PEI 200g / 135g CF / PPS 200g / 135g CF / PA9T 200g / 115g CF / PA6 200g / 115g CF / PA12 200g / 110g CF / PEI 52% / 48% CF / PPS 53% / 47% CF / PA9T 53% / 47% CF / PA6 53% / 47% CF / PA12 51% /49% 厚み* ( Thickness ) 0.47㎜ 0.47㎜ 0.46㎜ 0.50㎜ 0.48㎜ 織組織 (Stracture) 二重織物/平織 (Double Layer Woven/Plain) 二重織物/平織 (Double Layer Woven/Plain) 二重織物/平織 (Double Layer Woven/Plain) 二重織物/平織+PAバインダー (Double layer woven/Plain + PA binder) 二重織物/平織 (Double Layer Woven/Plain) 巾 ( Width ) 105cm 105cm 105cm 105cm 105cm * Thickness after heat-press molding is approx.0.2mm 樹脂特性 PEI PPS PA9T PA6 PA12 (Matrix properties) (ポリエーテルイミド) (ポリフェニレンサルファイド) (ポリアミド9T) (ポリアミド6) (ポリアミド12) 融点 (Melting point) - 285℃ 265℃ 220℃ 176℃ ガラス転移温度 (Glass transition point) 217℃ 91℃ 120℃ 50℃ 47℃ 密度 (Density) 1.27 1.34 1.14 1.14 1.02 <ご連絡先> <Contact> 綾羽株式会社・綾羽工業株式会社 〒541-0054 大阪市中央区南本町3丁目6-14 TEL:(06)6282-1081 FAX:(06)6252-7757 営業開発部 冨依 孝祥 [email protected] 〒520-1512 滋賀県高島市新旭町太田1011-1 TEL:(0740)25-8081 FAX:(0740)25-8047 高島工場 生産技術部 佐藤 明 [email protected] AYAHA Corporation R&D Dept. T.Tomiyori A.Sato [email protected] [email protected] 3-6-14 Minami-Hommachi, Chuo-ku, Osaka 541-0054 JAPAN Office: +81(6)6282-1081 Fax: +81(6)6252-7757 1501
© Copyright 2026 Paperzz