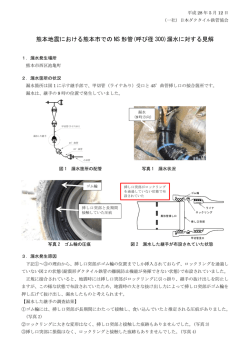
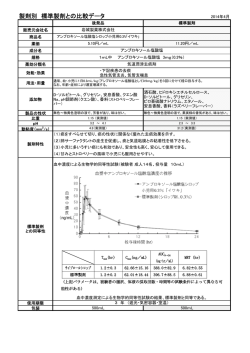
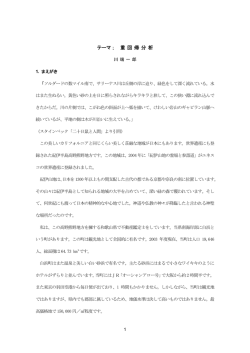
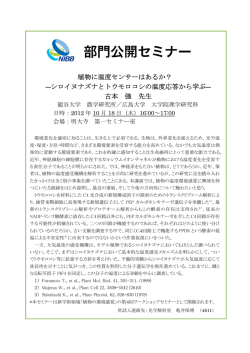
ポリプロピレン(PP)の開発と自動車材料への応用 藤田 祐二1) Development of Polypropylene and Its Application to Automotive Parts Yuji Fujita Key Words: Material, Plastic, Composite Material / Polypropylene, Compounding, Injection Molding, Automotive Materials 2. ポリプロピレンの特徴と自動車部品への適用 国内にて生産されている乗用車の構成材料の統計は自動車工 業会によると、2001 年時点で全重量に占めるプラスチックは約 8%、 その内 PP は半分の約 4%である 1)。 その後のデータは公開され てないが現時点での PP 化率は約 6%と更に利用域が拡大された と推定される。 図1に自動車工業会データを基に推定した自動 車構成材料の容積分率の推移を示す。 容積に占める PP の比 率は約 2 割にまで増大しており、これが重要な構成素材として自 動車の軽量化に寄与していることは明らかである。 100 IZODIZOD衝撃強度(KJm/m) Impact Strength (KJm/m2) 1. ま え が き ポリプロピレン(PP)は最軽量のプラスチックであることに加え、 優れた機械物性・成形加工性を有し、更にはリサイクル特性等の 環境負荷の観点から生活関連材料から工業材料まで幅広く用い られている。 特に自動車材料としてはそれら特性を反映し多彩 な用途で採用されている。 自動車材料としての用途拡大は PP 自体の分子構造制御技術の向上に加え、複合化技術、成形加 工技術の向上に依存するところが多きい。 本報告では最近の 技術成果を基に、その動向を解説する。 Exterior RTPO TPO TPV PC Funcstar M-PPE High Impact Mid. Impact 10 Module etc. GF-PC High Stiff. ABS Interior 6-PA POM HIPS PET GF-ABS Under Hood GF-POM Homo PP Lamp Housing etc GPPS 1 100 1000 10000 曲弾性率(MPa) Flexural Modulus (MPa) Neat PP PP Compound 図 2 各種 PP 材料の物性マップと適用部品 は制限されるが、立体規則性を向上させる高結晶化技術、重合 過程でゴム成分を共重合した ICP(Impact Copolymer)技術の進 展と共にその性能域を拡大している。 更にはコンパウンド技術 の開発によりエンジニアリングプラスチックに匹敵する性能を達成 し、長繊維 GF 強化 PP による金属代替モジュール部品 2)等の多 くの部品に採用されるに至っている。 100 PP 80 その他樹脂 ABS ポリエチレン エンプラ 塩化ビニル ポリウレタン PP その他 非鉄金属 鉄 容 積 60 分 率 (vol%) 40 20 0 1973 1977 1980 1983 1986 1989 1992 1997 2001 その他の密度=3と仮定 年 次 3. コストパフォーマンスの更なる追及 バンパーやインストルメンタルパネル等の大型 PP 部品は ICP にエラストマー、無機フィラー等を複合化した複合 PP が用いられ ており、そのコンパウンド(CP)過程でのコストを合理化する手法と して図 3 に示す必要機能成分をマスターバッチ(MB)化し成形機 に直接添加する手法(高機能 MB 工法)や PP プラントに直結した 大型押出機にてコンパウンドするダイレクトインライン CP 工法、な どのプロセスが実用化され成果を上げている 3)。 C3= 図1 自動車を構成する全材料の容積比率 C3=+C2= Conventional Compounding PP Powder ICP Pellet PP Plant 自動車分野の PP の成長の主要な背景は PP 自体の分子構造 制御による高性能化に加え、複合化技術の進歩に依存するとこ ろが大きい。 図 2 には PP 単体、及び、各種複合 PP の剛性-衝 撃強度マップと対応する自動車部品のイメージを示す。 純粋な PP(ホモ PP)の力学物性は中剛性-低衝撃強度でありその用途 2005 年 5 月 20 日 自動車技術会春季大会において発表 1) 日本ポリプロ株式会社 第一材料技術センター (510-0848 三重県四日市市東邦町1) C3= C3=+C2= CP Plant MB PP Powder RTPO Pellet Functional Talc MB System Talc Elastomer Additives Pigment CP Pellet Parts Customer Talc Elastomer Additives PP Plant Customer Talc Pigment Add. etc. CP Plant PP Plant Direct InIn-Line CP Process Parts Pigment CP Pellet Customer 図 3 合理化コンパウンデイングプロセス 近年、この二つの工法を組み合わせることにより、更なるコスト ダウンを達成しながら要求特性を確保する効率的な手法が開発 された。 バンパー材の重要な特性として表面外観がある。 流 動性の悪い樹脂では金型内での異常流動に起因して表面にトラ シマ状のフローマーク(図 4)等の不良が発生する。 完全塗装仕 様のバンパーであればある程度許容されるが、(部分)非塗装仕 様であれば問題となる。 これらの大型ブロー成形を可能にするために成形時のドローダウ ンを抑制する必要がある。 そのために PP としては比較的欠点で ある溶融張力の向上が必要とされたが PP 分子設計・複合化技術 の向上によりそれを達成し採用に至っている。 図 7 にその溶融 特性を示すように、溶融時の張力が向上された PP が用いられて いる。 溶融張力 大型ブローグレード 通常のPP 図 4 PP バンパーの外観不良の例 バンパー材のような大型グレードは生産効率の観点からグレ ード統合が進み、塗装、非塗装タイプのバンパーも同一の複合 PP 材料で成形されることが多い。 従って、材料の外観は非塗装 仕様に合わせるのが一般的であり、高外観を達成するためには 複合 PP の設計上コストアップにせざるを得ない問題があった。 この矛盾を克服するために基本材料を塗装仕様の低コスト材に し、非塗装仕様への対応は外観改良 PP 成分を濃縮したを成分 を MB として極少量射出成形時の添加し外観を改良する手法が 確立された。 これにより、必要特性を確保しつつコストダウンが 達成された 4)。 図 5 に以上のプロセスの概念図を示す。 コスト 外観向上成分 ゴム・フィラー等 MFR 図 7 大型ブロー用 PP の溶融特性 フェンダー・バックドアなどの外板部品は自動車の軽量化のた めの更なるターゲット部品であり、古くは 80 年代よりエンジアリッ グプラスチックを主体とした幾つかの実績が知られているが、近 年、幾つかの PP 採用事例が見られるようになった 5) 6)。 外板に 要求される性能には部品間の隙間品質を向上する必要があるが、 金属に比較して線膨張係数が高いプラスチックではそれが困難 である。 よって、未だ本格採用には至ってはいないものの、通 常の PP の線膨張係数の約半分にまで低減させた新規 PP がバッ クドア構成部品に採用されるなど今後の展開が期待される。 従来バンパー材:高 エッセンス濃縮 新規バンパー材:低 合理化PP + 完全 塗装 成形時MB添加 部分 塗装 非塗装 図 5 合理化バンパー成形プロセスの概念 4. 新規用途の拡大 (複合)PP の高性能化に従い新たな部品への展開も広がって いる。 自動車用の PP 部品の多くは射出成形にて成形されてい るが、効率的に大型部品を成形する手法としてブロー成形法の 活用も進んでいる。 採用事例としてトランクルーム内のデッキボ ード、また、乗用車ではないがトラックターのルーフ部材の例を図 6 に示す。 (a) (b) 1.3m x 1.7m 図 6 ブロー成形部品 (a)デッキボード、(b)トラックタールーフ 5. グローバル供給性 国内自動車メーカの海外進出に伴い自動車用 PP 材料も世界 同一品質が要求されている。 自社海外 PP プラントを持たない 日本ポリプロ㈱では従来、調達可能な海外 PP をベースに複合化 技術にて国内材と同一性能を目指していたが、真の意味でのグ ローバル同一品質の観点では問題があった。 これに対し、近年 では自社 PP 製造プロセスの海外ライセンシング展開に伴い、国 内自動車用と同一構造のベース PP を確保し、これを用いた真の グルーバル自動車材を確立中である。 (図 8 参照) Japan Oversea Conventional or Special PP External Talc Rubber Local PP Different Quality High Cost JPP Global PP Global PP Licensed by JPP One Time Qualification Globally Same Mold Design Good Cost Performance 図 8 自動車用グローバル PP のコンセプト 6. 新規・基盤研究の進展 自動車分野に限らず、PP の高性能・高機能による新規用途開 発のために、触媒・重合、構造・メカニズム解析面からの研究も進 んでいる。 以下にそのいくつかの例を示すが、このようなアプ ローチからの成果も今後期待できる。 1) メタロセン PP ポリオレフィンの重合触媒として近年メタロセン触媒の開発が進 んでいる。 この触媒は従来からあるチーグラー・ナッタ触媒に比 較し、構造が制御された均一ポリマー構造を高効率にて重合で きる利点があり、ポリエチレンやオレフィン系ゴムの分野で広く実 用化されている。 PP の分野での実用化は遅れてはいるが、図 9 に示した分子量、組成のコントロール性を生かし、クリーン性が要 求される食品用途等の分野での市場開発が進んでいる 7)。 今 後、自動車材料の分野に関してもその展開が期待されている。 従来触媒(ZN) ∼ Cl Cl Cl 分子量分布・・・広い 共重合組成分布・・・広い このような形態観察技術の向上は今後開発されるべくナノ構造 を制御した新しい PP 系材料の開発に有効に活用されると期待さ れる。 CH3 ED Ti 図 11 PP 結晶の 3 次元観察結果 メタロセン触媒 TiCln/MgCl2∼AlR3 触媒 構造 3D (Al-O)n MAO メタロセン 分子量分布・・・狭い 共重合組成分布・・・狭い ポリマー 構造 プロピレン エチレン 4) 植物樹脂との複合化 PP はリサイクル性に優れ、低比重であることに加え図 12 に示す ように LCA の観点からも優れた特性を有する材料であることが知 られている。 6 2) 耐傷付き性の向上 インストルメンタルパネルや各種トリム類等、PP 複合材は内装 材用途にも多く用いられているが内装材に求められる性能として 耐傷付き性がある。 複合 PP の耐傷付き性の改良は従来多くの 検討がなされ配合設計技術は確立されているが、その理論的な 解明は必ずしもなされていた訳ではなかった。 傷付き性を定量 的に評価する装置が ASTM 法として新たに開発された 8)のを契 機に理論的なメカニズム解析研究が進み、新たな耐傷付き性 PP の開発に貢献している。 図 10 にそれら研究の例を示す 9)。 (c) (a) (b) (d) 図 10 (a)ASTM 連続加重式傷試験機、(b)傷形状の 2 値化、(c) 傷形状の 3D 定量化、(d)CAE による解析 3) 形態観察技術の向上 電子顕微鏡によるポリマー構造の観察は材料設計のための有 力なツールであるが観察が 2 次元的であり、3 次元的な物性や機 能の理解のためには制限があった。 近年、TEM トモグラフィー 技術の進歩と共に PP 系材料においても 3 次元での微細構造の 情報が得られるようになった。 図 11 は PP 結晶構造の観察結果 であるが、PP 結晶の構成単位であるラメラ晶の 3 次元構造が明 確に観察される 10)。 CO2原単位 (Kg-CO2/Kg) 図 9 従来 PP とメタロセン PP の差異 化学経済研究所によるLCA値 3 アルミ PC 5 POM 4 2 PBT 3 PA6 PET PS ABS 2 銅 1 現状 PLA PP 1 将来 鉄 PVC HDPE 0 0 Biorefinery(究極?) 0.8 1 1.2 3 密度 (g/cm ) 1.4 密度 1.6 (g/cm3) 2 2 4 4 6 6 8 8 10 10 密度 (g/cm3) 図 12 各種材料の密度と CO2 原単位 しかしながらその原料が石油由来のナフサであることより、石油 に依存しない材料の自動車材料への可能性が検討されている。 ポリ乳酸、ポリブチレンサクシネート(PBS)等の植物由来樹脂は その最も近い樹脂として知られているが成形性、力学物性に劣り 問題が多い。 PP との複合化によりその欠点を解消する有効な手法として PP をスキン、植物由来樹脂をコアにするサンドイッチ成形を利用し た検討が進んでいる 11)。 PP と PBS とのサンドイッチ成形にお いて両ポリマー間は親和性に乏しいため界面強度の向上が必要 である。 コア部分を PP とアロイ化し、更にそのモルフォロジーを 成形時のレオロジー制御にて最適化することにより界面強度を向 上させた成形体を得ることができた。 図 13 にその構造模式図と TEM 観察写真を示す。 この成形体は単純なアロイに比較し、耐 加水分解性などの利点が多い。 5) ケモインフォマテック手法の利用 自動車用の PP 多くは PP、エラストマー、無機フィラー等を複合 化させた複合 PP であるが、用途毎、自動車メーカ毎に要求特性 が異なるカスタマーメイドのグレードであることが多い。 更に、自 動車のモデルチェンジにも対応し、コストも含めた要求特性が都 度進化され、迅速な材料開発が要求される分野である。 Compatibilizer 2nd 2nd PP PP Compatibilizer PP MFR30 三菱化学㈱グループ全体の総合窓口である自動車関連事業推 進センターとともに、部品評価・設計を支援するカストマーラボの 活用やプラスチック素材を駆使した将来の自動車のコンセプトな どの提案も行っている(図 16)。 以上のような観点からの活動も 新しい自動車材料・部品の開発に向け継続したい。 PBS PBS 図 13 PP/PBS サンドイッチ成形体のモルフォロジー ケモインフォマテック手法は PLS 法等を用い、目的変数、従属 変数間の相互予測を可能とする手法であるが、複合 PP の材料 設定への利用が可能である 12)。 複合 PP 材料の設計は過去から の経験・知見に依存することが多いが、これを利用することにより その効率が大幅に向上する 13)。 図 14 にその概念図を、図 15 には複合 PP の代表的な物性値の予測値と実測値の相関を示 す。 説明変数 配合設計データ Chemishに装備された Chemishに装備された PLS法によるモデリング PLS法によるモデリング データの活用 物性予測ソフト 目的変数 基礎物性値 配合予測ソフト 新規の材料設計に活用 図 14 ケモインフォマテック手法のプロセス 曲げ弾性率(MPa) 2000 1800 IZOD/23℃ (KJ/m2) 70 BP 60 BP IP 予測値 予測値 予測値 予測値 IP 50 1600 1400 40 物性値A 1200 1000 物性値C 30 20 1000 1200 1400 1600 1800 実測値 実測値 2000 2200 20 引張り伸び(%) 500 IP 物性値B 100 0 予測値 予測値 予測値 予測値 200 60 70 BP IP 8 300 40 50 実測値 実測値 IZOD/-30℃ (KJ/m2) 10 BP 400 30 12 6 4 物性値D 2 0 0 100 実測値 200 300 実測値 400 500 0 2 4 実測値 6 実測値 8 10 12 図 15 ケモインフォマテック手法による予測値と実測の相関 7. 今後の展望 コストパフォーマンス、環境特性のメリットより、自動車材料分野 での PP の利用は今後も求められ続けると考えられる。 これから は既存の自動車部品のコストパフォーマンスを向上させるだけで なく、新たな機能の付与や新規の部品への展開を可能にすべく 成形加工技術も組み合わせた開発が望まれ、前章で述べた基 盤研究の展開が望まれる。 新たな材料・工法を用いた自動車部品の設計という観点からは 材料メーカのみならず、自動車・部品メーカ殿とのコラボレーショ ンが必要であるが、材料メーカとしてもその議論に応え提案でき るべく設備面も含めた機能拡充が必要である。 このような動きは 近年多くの素材メーカにても盛んであるが、日本ポリプロ㈱では 図 16 化学が変える未来の車 <引用文献> 1) 安田, JETI, 50(2), 35(2002) 2) 吉田、庄野、小川、川本、田中、栃岡、マツダ技法, 20, 103(2003) 3) 藤田、未来材料, 5, 9 (2005) 4) 若松、大西、佐藤、早乙女、寺田他、自動車技術会春期大 会 (2007) Polymotive March/April Page08∼09 (2007) 6) 尾谷、素形材、11, 2 (2004) 7) 金井、高分子、53, 796 (2004) 8) J. Chu, C. Xiang, H. J. Sue, R. Hollis, Polym. Eng. Sci., 40, 944 (2000) 9) 藤原、伊藤、残華、宮坂、藤田、横溝、H. J. Sue, 成形加工 学会秋期大会 (2007) 10) H. Matsumoto, Y. Fujita and H. Sano, Preprint of International Symposium on Polymer Crystallization (ISPC07), 2007 11) Y. Fujita, T. Yoshida, H. Sano, M. Kotaki, Y. Hamada, Preprint of ANTEC2007 (2007) 12) 植村、荒川、船津、J. Computer Added Chem., 7, 69 (2006) 13) 増田、東京大学俯瞰環境工学、公開シンポジウム講演要旨 集 (2008) 5)
© Copyright 2026 Paperzz