超耐久性陶磁器成形用型材の研究開発
一製造プロセスと物性(第3報)
材料環境部
中尾浩
石膏は,陶磁器業界で素地成形用型材としての莎卵資材とされているが,素地生産量より換算
すれば恒常的に0.2 1.5%が産業廃棄物として最終処分されている.この様な現状から生産効率
及びコスト等と併せて,環境保全からも業界全体の永年の課題とされている.その対策として,
ポゾラン反応硬化体を代替材とする新規型材の工業的な製造プロセスの確立と平1子して,各種の
物性や特性評価を行った.現在,基本的物性を含めた再検討を実施しており,準備期から製品化
に向けての初期的な段階と考えている.本報は実務を中心に総論的な終報とする
昨年度までの研究では,石膏が有する型材として
の長短所の調査Nこ続き,石膏と対比したポゾラン反
理では防水及び撥水機能が失われ,離型できず適用
できないことが明らかになった.その代替の素材と
してエポキシ等の高分子系又は,従来の石膏製ケー
応による硬化体(以下PMと記す)の基本的な製造
ス型の物理的改質が候補として挙げられる.今回は
プロセス及び,得られた硬化体の物性の概要につい
て検討した2).本年度は, PM型製造工程の改良や生
産性について検討し,業界で使用されている石膏製
コスト及び,莎囲性を考慮し,従来の石膏製ケース型
の処理条件について検討した.実験では防水・撥水
離型の順で積層加工を行い,評価の対象にできる硬
ケース型(型材成形用型枠)を用いてPM型を作成
化体を得た.今回,採用した石膏製ケース型の処理と
目的とする機能の概要を下記に示す
1.はじめに
し物性評価の対象とした
2.実験方法
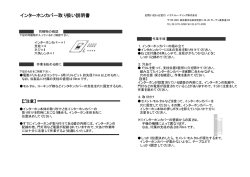
2.1 PM成形プロセスの改良と調合
PMの基本的な調合例を第2報で報告したが,P
M型の生産時における製品の物性や安定性等につい
て再検討し,製造プロセスの改良を実施した.以下,
工程に従ってその概要を記す.一次処理では大型ボ
ールミルを使用し,主材となる石英質スラリー調合
物の細摩と均質混合をボールミルで同時に行った
スラリーの処理条件としては混水率を 40 65%の範
囲で 5%毎に変更し,粉砕並びに細摩については 8
20時間内で 1時間毎に試料を採取し,水分率の変化
におけるスラリーの平均粒子径と安定性及び,助剤
等の添加量とそれらの相関について検討した.特に
粉砕条件によって石英質スラリーの均質性と流動性
が変動し,硬化体の物性や作業性に対して影響が大
きいため重視した.次に二次処理での混合系PMス
ラリーで均質分散が必要なセメントと石膏の両者は,
事前にスラリー化し主材スラリーに順次追加した
①割り型部周辺の吸水寸励K防止層の形成
②使用型成形面に樹脂の含浸による防水層の形成
③樹脂の塗布による表面粗さの微調整と防水薄膜の
形成
④離型用薄膜の形成
以上が従来のケース型加工に追加される
2.3 PMと石膏の試験片の調整
型材物性の比較用として業界で使用されている代
表的な石膏製使用型二種を選択した.一種は耐摩耗
と高強度が必要とされる口ーラーマシン用でM社製
特級石膏に混水率66%(以降特級と記す),他の一種
は高吸水能が求められる排泥鋳込成形用でM社製A
級石膏に混水率 80%(以降A級と記す)とした.又,
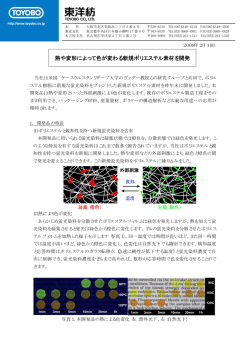
今回の試料としたPM調合の代表例を表1に,具体
的な製造プロセスを図1に示す.一次処理の主スラ
リーは大型ボールミル(1D を使用し,添加水量を
肪%(外掛け)域で平均粒子径は 20 40μm の範囲を
目標値と設定した.18時間粉砕で得られたスラリー
は撹枠後 20omesh の振動箭で分級した.次いで主材
2.2 ケース型の改質
と副資材の混合系の二次処理では前処理としてセメ
ント及び石膏は添力Π水量を 40%域としてスラリー化
し均質分散の前処理とした.その後、専用容器を用い
現在,業界で使用されている石膏製ケース型を用
いた場合,従来法のカリ石鹸等の含浸による表面処
て強制撹押の主スラリー中にセメントスラリー,次
いで石膏スラリーを順次添加し,全体の均質化を図
均質化を図るため専用撹枠機により混合撹捍を行い
流動性に富むスラリーに調整した
-87ー
りPMスラリーとした.スラリーは鋳込専用器に移
行った.比較条件としては, PMと石膏 2 種から 10
X20×50 脚の角柱を切出し,乾燥重量の測定及
び,20ての静水に浸漬して時問毎の湿潤重量の計測
と併せて吸水率測定を行った.その結果から,石膏は
]時間程度で飽水状態に達しその後,徐々に減量が
し替え,前処理したケース型に鋳込んだ.硬化の前駆
体は水和反応の進行により硬度が増加するため 1
3時間経過後,脱型した.以上の工程で得られた硬化
の前駆体は 50゜Cの養生槽で 20時間経た後に準硬化
観測された.この現象は吸水作用と平行して溶解が
進行していることを示している.又,肉眼による観察
体となる.成形体の乾燥はPM,石膏共に送風恒温槽
で 42゜C,48時間放置し,自由水の除去を図った.尚,
PMは養生後の乾燥工程以後においても室内で放置
することで硬度が順次向上するため,別途3日問室
内養生を行いPM硬化体とした
では 2 4時間経過した時点で石膏試片の表層部が
クリーム状の付着状ヘと変化し,表面から消費され
ていることが確認された.一方,PMは型材機能を有
するにも関わらず,100時問経過後も微量の重量増の
3.試験方法と物性
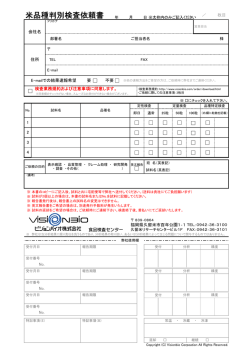
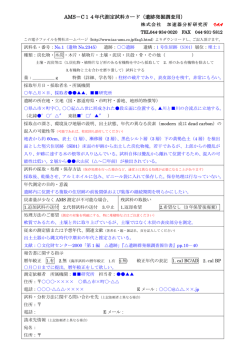
3.1 PMと石膏の吸水率及び水中浸潰による比較
使用型の消費量に直接影響する溶解性の確認を目
的として,水中浸漬法により重量変化の相対比較を
傾向がみられた.この現象は水和反応の進行又は,細
孔特性によるのか詳細な検討は行っていないが,終
点までに至らず両者問では溶解性と吸水の機構が著
しく異なることが明らかになった
表I PMの調合例(WI%)
珪石
微粒珪素
肪.3
1.5
セメント
石膏
27.3
15.5
アタパルジャイト
水分
0.4
56.0
1])水分は石膏,モルタル等の慣例に従い外掛けで示す
主スラリー(一次処理)
1 4tボールミル
分
投入原料
・珪石粉末
級
水分率55%前後(外掛け)
平均粒子径20 如μm
・微粒珪素粉末
・瓣隹質鉱物
・フk分
・その他(助剤)
混合撹押
ノー,・
セメントスラリー
水分率40%
石膏スラリー
水分率41%
運転時間
8 20時間
PMスラリー
前処理
・防水加工
ケース型のパーツ
組立て
・離型剤の塗布
養生
乾操
鋳込
ケース型のパー ツ
(二次処理)
仕上げ
硬化体の脱型
PM使用型
図1 実用的PM製造プロセスの概要
-88-
A朋01 に準拠した.測定結果を表 2 に,変化状態を図
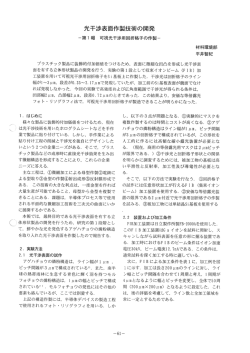
の枠を設置し,定量の泥奬を流し込み,時間毎に排泥
後,乾燥を経て固形体の平均厚みから着肉厚みを求め
2に示す
た.実験の結果からPMと石膏間においては大きな差
3.2 PMと石函の拡散係数の比較
異は見られず,同等の着肉機能と老えられ更に,着肉
但し,吸水率の測定でPMはⅡSR器05,石膏はΠS
湿式成形において型材ヘの水分の移動速度を示すと同様に重視すべき離型性について何れも同様に良
好であった.結果を表4に,その傾向を図3に示す.
浸透性の指標として, PMと石膏 2 種の拡散係数')
を求めた.拡散は多孔質材料の細孔径や比表面積等の 3.4PMと石吾の多孔質特性の比較
PMと石膏 2 種から切出した試料から細孔分布測
微構造に依存すると考えられる.試料は型材から 15
定装置(MicromeriljcS 社製 AutoporeⅢ942のにより
多孔質特性を測定し,相対的な比較を行った.主要な
X15X如mの柱状を切出し,42゜Cで24時問乾燥した
測定方法は容器に水を定量注ぎ,試料を中央部の湿っ
た布上に置き,吸水による水の上昇した高さを時間毎中央細孔分布は石膏製が1.0 2.0μm域で,何れも極
に測定し,次式から拡散係数Dgを求めた. Dg=(X めてシャープな分布を特徴としている.一方,PMは
0.01 2.5μm の範囲で極めてブロードな分布を示す
/1t).〔cm./S〕但しX:底面から水の上昇高さ(cm),
t:型材が水に接触した時からXcmまで昇する時間が,0.05μm付近と1.8μm付近の2ケ所に比較的多く
(S)とした.実験からPMと両石膏の浸透速度におい分布する傾向が見られ特異な傾向を示している.又,
全細孔比表面積と平均細孔径について著しい差異が
ては20肌の高さに到達する所要時問は特級が2分程
度で最も早いカシゞラッキが観察され,PMについては認められるが,その他については同等程度である.こ
約10分程度と遅いが平均していた.結果を表3 に示
れらの測定の結果を表5に示す.更に型材の乾燥条件
す
を左右する因子として熱膨張率を室温から160゜Cの範
囲で測定した.今回の熱分析と実際の使用条件を参考
磁器用排泥鋳込の泥奬を用い,鋳込時問の経過に伴にした場合,石膏の乾燥温度が妬て域であるのに対し
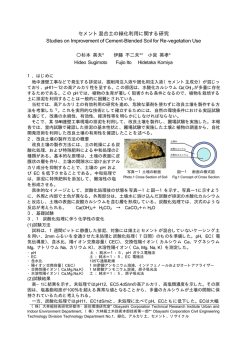
3.3 PMと石膏の着肉量の比較
う着肉特性を調査した.実験に用いた試料は,各型材
100×25×250肌の平板を 42゜Cで 24時間乾燥後,室内
てPMは 80で域においても石膏に比較して熱的変化
で放冷した.泥奬は鋳込用陶士を用い,含水率 30.5%,
用型の乾燥温度及び,乾燥条件の制御.の緩和は,生
解膨剤は固形分に対して珪酸ソータ0.器%を添加し混
合後一昼夜放置した.実験方法は型材の上面に円筒形
産工程の改善に繋がると考えられる.その熱膨張率測
は極めて少ない.従って,素地の生産現場における使
定の結果を表6に示す
表2 PMと石膏の吸水率及び水中浸漬による重量の経時変化の比較(帆%)
試料名
5min
10min
20皿in
30min
血
h
仙
5h
10oh
吸水率
P
M
12.48
30.20
45.認
45.78
45.97
46,30
46.認
46.88
47.03
47.13
特級
28.47
31.12
31.28
31.30
31.18
31.06
31.21
30.52
31.18
A級
35.46
36.92
37.42
37.60
37.68
37.60
37.46
37.27
37.能
)
ー﹂ー
W
%
t0
(
5
一[、" U^+叩 J"1
一よ
C
口
.
0
3
樹^
'.{コ
'
厶
'
'
'
0
4
'___ーー^'
ー,.
,
1i
0
,
0
ーー^P
・ 0・・特
^'^A
0'
5皿jn
10mjn
20皿in
30min
1h
2h
(時問)
図2 PMと石膏の水中浸漬による重量の経時変化
-89-
4h
6h
M
級級
1 !゛、キ?イキ←
.
゛
表3 PMと石膏の拡散係数
拡散係数(× 10、2Cm2/S)
試料名
(mm)
フ.00
PM
0.70
特級
3.55
A級
2.40
井
1
6' 00
表4 PMと石膏2種の着肉厚み(皿)
5min
10 lnin
20
試料名
5.00
ー.^PM
Ⅲin
PM
4.20
5.29
6.噐
特級
4.10
5.30
6.89
A級
3.97
5.84
6.81
ロ・・特級
一→^A級
4.00
3.00
?0.1η
10m 1 訂
ユ巨1Π
(時間)
図3PMと石膏2種の着肉の傾向
試料名
全細孔容積
(cm 3,/ g )
表5 PMと石膏の多孔質特性
気孔率
全細孔比表面積
(%)
(m2/'g)
膨張率
平均細孔径
(μm)
(%)
0.0460
0.01
M
0.3996
34.7273
49.096
特級
0.3700
4.3292
46.930
0.3419
0.02
A級
0.5568
5.7842
56.720
0.認50
0.02
P
表6 PMと石膏の難勺性質(熱』彭張率は(×10、り,熱』彭張係数は(×10、'爪))
100%》
120゜C
140゜C
0.016
-0.023
-0.066
-0.113
-0.160
0.057
0.090
0.126
0.162
・ 0,002
-0.137
試料名・物性項目
朝で
60゜C
80゜C
PMの熱膨張率
0.017
0.031
石膏の熱膨張率
0.024
160゜C
PMの平均熱膨張係数
H.62
8.85
2.93
-3.10
-6.90
-9.80
-11.85
石膏の平均熱膨張係数
15.69
16.玲
16.45
16.86
17.09
0.17
-10.18
4.結果および考察
4.1 型材として
陶磁器素地湿式成形用としての代表的な石膏製型
材の代替材として,PMの製造方法及び関連する物
性の制御を目指した.石膏とPMを単純比較した場
/>、
[コ,
型材としての微構造は全細孔容積と気孔率は同
等程度だが平均細孔径は約V8程度又,全細孔比表
面積は約6倍強と多孔質特性に大きな相違点が確認
された.更に,拡散係数から浸透速度が遅いにも関
わらず石膏と同等の着肉機能を有している.その理
由として極めて細い細孔径や広い比表面積の特性に
よるものと考えられるが,更に詳細な検討が必要で
ある.又,吸水率では石膏が 27 38%に対しPMは
噐% 48%で,現行の陶磁器素地製造工程に適用した
場合,実用的には鋳込成形時に注意すべき着肉速度
及び,離型性においても目立つ差異は観察されず,同
等の機能と考えているが更に詳細な検討が必要であ
る
4.2 製造に関して
本研究で実施した,PM硬化体の物理的性状と型
材としての安定性又は欠点防止策等の実験から種々
の定性的な情報が得られた.製造工程において現行
法と異なる条件として以下の項目が挙げられる
①水分管理は正確に
②ケース型は完全な漏水・防水や撥水加工が必要
(少量の水分の移動で致命的な割れやキレ又は不均
質部が発生する)
③スラリーの撹捍初期は急激な化学反応により増粘
-90-
するため,均質撹捍の補助操作が必要(4 5分経過
後,粘度は低下し石膏スラリーに近い流動性を示す)
合の操作等により,型材としての機能や特性の制御
が可能なことが挙げられる
④主材及び副資材の混合撹捍に約8 10分を要する
ため脱泡加工は適用できない
移転を含む技術者の教育と平行して,製造プロセス
⑤細部ヘの充填や脱泡及び,ピンホール対策として
の改善と効率化を目指した.製造技術に関しては現
スラリーの粘度管理は重要
行の石膏製ケース型の改質及び,脱型方法について
検討を重ね試行錯誤の中から一応の操作基準を考え
⑥脱型直後の硬化前駆体の取扱いでは手取り等の外
圧は最小限に(不透水層の形成に繋がる)
以上,硬化体の成形実験を通して工程順に記した
これらの諸条件の達成が,均質な硬化体の製造に不
可欠な要素となる
5.おわりに
石膏は陶磁器用の型材として幅広く使用され,日
本においては今日まで約W0年にわたり世界屈指の
陶磁器産業を支えた資材である.その背景には石膏
の特性を活かした素地の成形プロセスと管理技術の
今日まで,実用化を前提に県内企業に対して技術
たが,離型用薄膜の形成をはじめとする処理工法等
が当面の課題である
当研究に3ケ年をかけて生産現場を考慮しての開
発を行ったが,本格的な実用化となれば参考となる
資料が少ないだけに試行錯誤の連続となろう.今後
とも実用的で環境に優しい型材機能の強化と応用の
拡大に繋げたい
参考文献
D中尾浩:超耐久性陶磁器成型用型材の研究開発,
確立にあったと言える.その石膏の特性を参考にし
て新規型材の開発に取組んだ.目的としては,陶磁器
産業界での素地の生産効率等の向上を図るため実用
的な材料開発と併せて,産業廃棄物排出量の削減に
佐賀県窯業技術センター研究報告書(200の P.器
2)中尾浩:超耐久性陶磁器成型用型材の研究開発,
よる環境保全などを含めた業界全体ヘの支援対策を
目指したものである. PM製造の特徴としては,市販
3)素木洋一:セラミックス手帳a985)技報堂,
の石膏特性に依存していた型材機能に対し,型材の
4)セメント・石膏・石灰ハンドブック:無機マテリ
製造時において一定範囲内での原材処理或いは,調
アル学会編(1995)技報堂,P.598
-91-
佐賀県工業技術センター研究報告書(20OD NO.10,
P.48
P.381
© Copyright 2026 Paperzz
![[報道資料] 放射化抑制機能を持った床材を開発](http://s3.paperzz.com/store/data/006220777_1-9e39247a96b2aae9f2e9b9343f26144a-250x500.png)