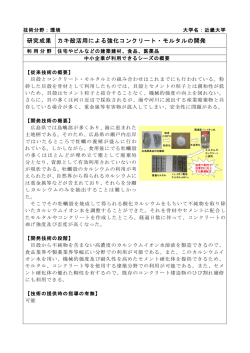
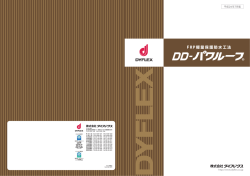
超耐久性陶磁器成型用型材の研究開発 第2報 一製造プロセスについてー 材料環境部 中尾 ノ口 珪石ーセメント系ポゾラン反応物(cao-siofH四系)を結合材とした硬化体を,陶磁器生地 成型の型材としての可能性および適性にっいて研究を行った.本研究は,石膏特有の白硬性に よる高精度の転写性および高い吸水能を有し,溶解性および含水での硬度低下などを解消し, 安定した機能と精度を有する材料開発である.実験の結果,吸水率では石膏が28 33%に対し て42 詑%台と凡そ1.5倍で,硬度については含水による影響が少なく安定した型材機能を有 する素材が得られた 1.はじめに す)の処理は,強制撹押する水中に粉末を順次投 入し均質なスラリー化を図った.確認を含む後 昨年度の調査により,陶磁器生地の成型用石膏は 各種の長所を有するが,生地成形時に吸水された水 処理は,団粒の除去と分散を目的として振動箭 分の影響で,溶解および軟質化し型精度の低下に繋 がることを第一報、D で明らかにした を使用し 20omesh にて処理した ③セメントは20mesh の簾を通し,団粒が無いこと 本年度の研究では,ポゾラン反応生成物抑の結合 を確認した 作用と複数の無機物の特性を活用することにより, ④石膏は陶磁器用半水石膏を用い羽meshの箭を通 自硬性の硬化体が得られ,その硬度,吸水率,気孔 Ξιξ, 細孔分布や寸法精度などの特性について検討し, し,団粒が無いことを確認した ⑤無機質瓣隹鉱物は湿式ボールミルにて解し,乳 現行の生地成形工程に適用できる代替材料の開発を 液状のスラリーにした 目的とした.更に,生地成型用の使用型の成形では, 使用した原料の化学分析値および珪酸質原料の平 均粒子径を表1に示す 既存の設備機器や加工法が適用され,技術移転が容 易なことを条件として素材開発についての実験を行 つた 2.2 硬化反応系での各鉱物の作用 2.実験方法 おりである 陶磁器生地の成型用型材としての機能を任意に操 作できるポゾラン反応硬化体(以下, PMと記す) ①珪石は唯一,任意の粒度分布に調整が可能な原 PMの構造的な制御および作用の概要は以下のと を選択し,その物性の設計や制御を行うため複数の 料でセメントと併せて水和反応の主材であり, 細孔分布の形成など,主要な各種の機能的物性 原料と,それらの処理条件について検討した.特に を左右する 均質で安定した多孔質硬化体を得るには,調合物が ②微粒珪素はボゾラン反応の促進および安定剤や スラリー状態で均質化していることが必須条件であ サブミクロン域の細孔分布の形成および微調整 剤として作用する る.これらを満たし維持するためには,分級を含む 前処理は不可欠な工程である.各原料の特性と処理 条件の概要を以下に示す ③陶磁器用半水石膏は,型材成形用の型枠から取 出す前駆体の初期強度付与と,珪石ーセメント 一水系のモルタルが僅かな収縮性に対して,膨 2.1 原料と処理について 張特性を利用しての寸法精度の微調整剤また, 陶磁器生地成形工程においては,成形された生 ①珪石はガラス用珪石紛を湿式ボールミルにて微 粉砕し,振動箭を用いて 200呪Sh を通過させ分 級した.尚,スラリー状態では沈殿が激しく均 質な材料採取が困難であり,精秤するため乾燥 し粉末にした 地が型枠からの離形を容易にするなど,複数の 機能性付与として作用する ④アタパルジャイトおよびセピオライトを微細に 解し,粘稠性を有する鱒隹の分散液に加工した これらの作用としては,硬化体の主原料とする ②超微粒子の二酸化珪素粉末(以下,微粒昨点と記 -45- 細部ヘ充填し,高精度を発現するためのミルク 状流動性付与材である.但し,過剰の水分は各 原料の分離の原因や上澄水が生じるなど均質性 が損なわれる最大の因子となるため,調合毎の 珪石は沈殿分離力湿頁著な性状を示すが,スラリ 一中で微細な瓣隹が無数に各粒子の界面および 周辺に介在することで均質化助剤となり複合的 にスラリーの安定性が保たれる 適量調査が必要である ⑤添加する水は水和反応に必要な供給源である 適当な水量は,型材の前駆体であるスラリーが (w t %) 表1 原料の化学分析値と粒子径 セメント*2 珪石 微粒珪素勺 1宮.10SS Si02 N202 021 0.21 0.84 石膏*3 アタノUレ*4 59.00 382 11.58 セピオライト、5 9926 95.16 2090 tr 66、21 58.57 0.37 1.10 4.70 tr 11.71 2.98 0.61 0,04 1.03 2.65 tr 4.02 1102 乃 0.09 0,35 tr 0.55 0.09 Cao 0.01 辻 38.62 292 0,86 M容0 0.01 0、70 1.45 022 9.70 2327 tr 0.78 Fe203 66.87 Na20 0.04 0.63 0.20 tr K20 0,06 0.88 0.40 切 1.07 0.73 0.20 1.64 2.16 tr 053 100.00 100.00 n Other Total 100.00 平均粒子径 17μm 100.00 100.00 100.00 0.2μm 注)*1 溶融石英の製造工程で発生する非晶質微粒子でシリカヒューム・シリカダストなどと称されている *2 ポルトランドセメント(T社製) *3 陶磁器型用半水石膏(M社製) アタパルジャイト(代表的な無機瓣飼(中国産) アタパルジャイトと並んで代表的な無機瓣隹(トルコ産) *4 *一 混合には高速撹押が良く,一部に乱流個所を作 2.3 調合 PMの基本特性を調査する目的で各種調合物の中 から代表例として,石膏一水系と珪石ーセメントー 石膏一水系または珪石一微粒珪素ーセメントー石膏 ーアタパルジャイトー水系の物陛を測定した.その ③脱泡:減圧下で二次調合物を撹押し,ピンポー ルの原因となるスラリー中の気泡を最小限にす 物性調査用調合例を表2 に示し,実験に用いたPM ④流し込み:事前に用意された型枠内にスラリ るのも効果的である る を速やかに流し込む 型材製造工程のフローシートを図1に示す.各工程 での調合や調整にあたっての特徴や留意点をあげれ は以下の通りである ①一次調合:珪石紛末とセメントとの乾式混合は 小型密封容器を使用したが,多量で高精度に混 合する場合は, V型乾式混合器などの使用が望 ましい ②二次調合:必要量の水分に①の粉体と石膏,微 粒珪素,瓣隹質鉱物の各スラリーを添加し,速 やかに混合撹押により均質化を図る.その際の ⑤一次硬化:型枠内で,主に石膏による硬化が発 現するまで静置する.型枠からの取出しに必要 な保形強度を発現する反応時間は,石膏の添加 量により約釦 90分を要する ⑥養生:脱型された硬化前駆体の養生は高温(50 80゜C)多湿下で行う.硬化前駆体は常に飽水 状態が望ましく,硬度は日毎に向上する ⑦使用型の乾燥:乾燥時の温度や湿度または冷却 速度などの制限はない -46- 表2 物性調査用調合例 微粒珪素 珪石 セメント (創 石膏 アタパル 水 石膏 0 0 0 100 0 60 PM・1 60 0 30 10 0 50 PM・2 60 3 28 9 0 48 PM・3 57 2 30 10 1 52 区刃巨一刃 セメント 珪石 水 湿式粉砕 欝隹質鉱物 湿式分散 湿式角弼、 スラリー スラリー 分級 スラリ 乾燥 乾式一次調合 \ 水 湿式二次調合 スラリ 型枠のパーツ 組立て 脱泡加工 鋳込 成型用型枠 仕上げ 養生 硬化体の取出し 乾燥 型枠パーツ の解体 匠^ 図I PM型の製造工程のフローシート 2.4 硬化体の物性について 陶磁器成型用型材の指標となる石膏と各PM調合物の物性を表3に示す -47ー 硬化 表3 石膏とPM調合別物性値 全細孔表面積 平均細孔径 気孔率(%) (m3/g) (μm) 全細孔容積 (cm 21g ) 吸水率(%) 収縮率(%) 石膏 0.451 4273 52.60 0.42 3034 0.01 PM・1 0.501 21.フ75 55.46 0.H 50.00 -0.09 PM・2 0.512 23.863 5697 0.10 5183 -0.09 PM3 0.643 22.621 56.53 0.09 52.62 -0.15 細孔分布測定は江CromeriticS社製AutoporeⅢ9420 を用い,吸水率の測定で石膏についてはJISR9HI, PM はJISR2205 に準拠した 2.5 硬化体の硬度と耐水性について 石膏および各PM調合物の硬度と而ウK陛の比較値を表4に示す 表4 石膏と各PM硬化体の硬度と耐水性 乾燥硬度勺 注 石膏 1 PM-1 湿潤硬度、2 耐7k陛脚(%) -107 - 1.26 38 28 +0.06 PM-2 42 35 十0.09 PM-3 41 30 +0.06 勺'、2は欄アカシ製自動デジタルツィン硬度計(ATK・F3000)ν2 スチールボールによる硬度 、2は飽水状態 脚は適当な試験方法がなく,簡易法として角柱状の飽水した試験体を流水中で30分放置後,表水を除き 飽水重量からの重量変化 3.結果および考察 陶磁器生地成形用の代表的な石膏製品の代替材と してPMの可能性について検討した 石膏とPMと比較した場合,型材機能として重要 な吸水率ではPMが1.5 1,7倍と高い値が得られた この吸水率と密接に関連する全細孔表面積ではPM が約5.0 5.5倍,平均細孔径はν4程度で石膏とは 異なる微構造であることが明らかとなった.また, 湿潤硬度では石膏は指の爪先で容易にキズが付く 107 に対しPMは,強く押付けたカッターナイフの 刃先で少量削れる程度の十20 台後半から十30 台前 半であり,高硬度であることが確認された.更に, 耐水性に優れるなど寸法精度を含めて型材として必 要な機能を有することが明らかとなった 今後の課題としては,細孔分布を始めとする多孔 質特性を左右する珪石の粒子径とその分布や微粒珪 素の増減による影響,スラリー調整時に必要な水分 量と硬度との相関などについての詳細な検討が必要 である -48- 4,おわりに 国内外で,永年使用されている石膏型を参考に新 規型材の開発に向けて初期目標を達成することがで、 きた.このことは,陶磁器業界が抱える永年の課題 であった高精度製品の製造時における石膏製使用型 の大量消費に繋がるコストダウンと併せて,産業廃 棄物の減量化或いは,解消を含めての新たな第一歩 が踏み出せたと考えている.次年度以降は、硬化体 の調合,調整などの諸条件を整理し,使用型製品の 機能について陶磁器生地の生産現場での適応試験を 通し、早期の実用化を図る 参考文献 1)中尾浩:超耐久性陶磁器成型用型材の研究開発 平成 12年佐賀県窯業技術センター研究蝦告書P.22 (2001) 2)セメント・イi膏・石灰ハンドブック:無機マテリ アル学会編(1的5)
© Copyright 2026 Paperzz