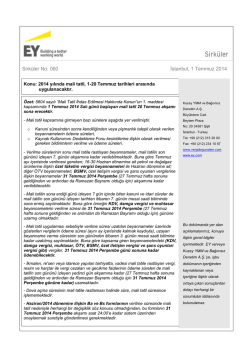
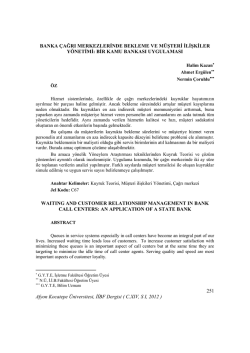
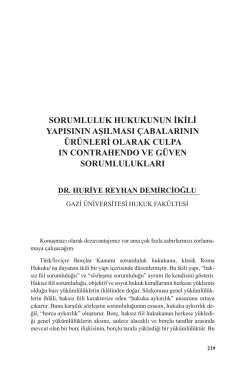
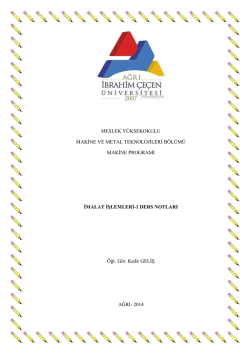
M.Ü. Teknoloji Fak./ Mak. Müh / Bakım-Onarım 04.05.2014 GIRIŞ • Kuyruk teorisi; servis almak için oluşan kuyruk, sağlanan servis hizmetinden fazladır. • Bunun çeşitli nedenleri vardır; örneğin, servis sağlayıcıların sınırlı olması, beklemeyi önleyecek yeterli servis sağlayıcı düzeyinin ekonomik olarak pahalı olması ya da sunulan servis sağlayıcıları için yer darlığı olması gibi. • Bakım onarım ekibinin tamir etmesi için bekleyen bozuk bir makine için gerekli sermaye ile uygun servis elemanı sayısının bilinmesi ile ve “Bir müşteri/makine ne kadar beklemeli? ve Kuyrukta kaç müşteri/makine bekleyecek?” gibi soruların çözümü ile giderilebilir. • Kuyruk teorisi işte bu soruları çözmeye çalışmaktadır. BAKIM-ONARIM İÇİN SIRADA BEKLEME (KUYRUK) MODELLERİ D R . F E R H AT G ÜN G Ö R BAKIM ONARIM (BO) DA KUYRUK SİSTEMLERİ 2 1 BO’DA KUYRUK SISTEMI BILEŞENLERI 3 4 • Kuyruk sistemlerinden söz ederken özellikle gelişler ve servis olanaklarının ele alınması zorunludur. • Kuyruk sistemlerinin temel öğeleri şunlardır: a. Geliş süreci, b. Servis süreci, c. Kuyruk yapısı. • Şekilde gösterildiği gibi kuyruk sistemi bileşenleri gelişler, kuyrukta bekleme, servis hizmetlerinden faydalanma ve hizmet aldıktan sonra kuyruktan ayrılmadır. • Kuyruk sistemlerinde makineler geliş sürecine bağlı olarak bir kaynaktan gelirler. Geldiklerinde servis boş ise hizmet alırlar, servis dolu ise kuyrukta beklerler. • Servisteki hizmet tamamlandığında kuyrukta bekleyen varsa hizmet vermek için servise alınır, kuyrukta bekleyen yoksa yeni bir makine gelene kadar servis boş kalır. . Yrd.Doç.Dr.Ferhat Güngör 1 M.Ü. Teknoloji Fak./ Mak. Müh / Bakım-Onarım BO’YA GELIŞ SÜRECI 04.05.2014 5 • Müşterilerin gelmesini ve sisteme katılmalarını geliş olarak tanımlayabiliriz. Müşteri/makine varlık olarak bağımsızdır. Makineler hizmet almak için servis birimlerine rassal olarak tek tek ya da gruplar halinde gelebilirler. Geliş sürecinin özellikleri şunlardır: • a. Geliş Büyüklüğü: Servis sistemine gelişlerin büyüklüğü sonlu ya da sonsuz olarak tanımlanan geliş kaynağının (evren) büyüklüğüne bağlıdır. Örneğin, otoyollardaki gişelere ödeme yapmak için gelen araç sayısı (bilinmeyen) sonsuz geliş kaynağına sahipken, bir fabrikada bakım birimine gelen tezgah sayısı (bilinen) sonlu bir geliş kaynağına sahiptir. • Geliş süreci olasılıklar kullanılarak tanımlanabilir, bundan dolayı gelişler arası sürenin olasılık dağılımı ya da birim zamanda gelen müşteri sayısının olasılık dağılımı belirlenmelidir. • Her zaman aynı özelliği göstermese de müşteri gelişlerinin Poisson dağılımına uyduğu kabul edilir. • b. Gelişler arası Süre: Müşteri gelişleri arasındaki süre sabit olabildiği gibi bir dağılıma göre belirlenmiş de olabilir. Eğer gelişler, Poisson dağılımına uygunsa gelişler arası süre de üstel dağılıma uygun olacaktır. 1. TEK KUYRUK TEK SERVIS SISTEMI 7 • Müşterilere hizmet vermek için tek bir servis elemanının bulunduğunda yani belli bir zamanda sadece bir arızalı makine hizmet alabildiğinde tek kuyruk, tek servis sistemi söz konusudur. • Tek bir kontrol görevlisinin hizmet verdiği giriş kontrolleri ya da tek bir tezgahtarın çalıştığı bir dükkan bu tür sistemlere örnek olarak verilebilir. Yrd.Doç.Dr.Ferhat Güngör BAKıM ONARıM IÇIN SERVIS SÜRECI 6 • Geliş sürecinde olduğu gibi servis sürecinin de belirleyicisi servis süresi veya servis hızı olmaktadır. • Bunun yanında servis olanaklarının düzenlenmesi de kuyruk sisteminin yapısını belirleyen diğer bir unsurdur. • Servis süresi bir servis için harcanan ortalama zaman uzunluğu olarak açıklanır. • Servis süresi ile ilgili olarak en çok karşılaşılan dağılım üstel dağılım olmakla birlikte sabit servis süresi ya da normal veya düzgün dağılmış servis süreleri de karşılaşılan dağılımlardandır. • Servis sağlayan birimlerin sayıları ve yerleşim düzenleri servis sürecini belirler. • Servis düzenlenmeleri farklı şekilde gösterilebilir. 2. TEK KUYRUK, PARALEL DÜZENLENMIŞ ÇOKLU SERVIS SISTEMI 8 • Aynı hizmeti veren birden fazla birim bulunması ve tek kuyruk oluşması durumunda tek kuyruk, paralel düzenlenmiş çoklu servis sistemi söz konusudur. • Dört tane teknisyenin hizmet verdiği bir fenni muayene işi ya da üç tane tezgahtarın çalıştığı bir yedek parça marketi, boşalan tezgahtarın sırada bekleyene servis/hizmet vermesi gibi. 2 M.Ü. Teknoloji Fak./ Mak. Müh / Bakım-Onarım 3. ÇOKLU KUYRUK, PARALEL DÜZENLENMIŞ ÇOKLU SERVIS SISTEMI 04.05.2014 9 • Çoklu kuyruk, paralel düzenlenmiş çoklu servis sisteminde her bir servis biriminin kendisine ait bir kuyruğu bulunmaktadır Kuyruklar 4. TEK KUYRUK, SERI DÜZENLENMIŞ ÇOKLU SERVIS SISTEMI • Tek kuyruk, seri düzenlenmiş çoklu servis sisteminde farklı hizmetlerin verildiği birden fazla servis birimi ve tek kuyruk bulunmaktadır. • Bir çamaşır makinesi gövdesinin üretim bandında hareket ederek, değişik alt montaj gruplarının sırayla gövdeye birleştirilerek tamamlanması bu tür sistemlere örnek olarak verilebilir. Servisler Kuyruk Montör 5. KARMA DÜZENLENMIŞ KUYRUK VE SERVIS SISTEMI • Karma düzenlenmiş kuyruk ve servis sistemi ise tek ve çok kuyruk ile seri ve paralel düzenlenmiş servis sistemlerinin birleştirilmesinden oluşturulmuştur. Yrd.Doç.Dr.Ferhat Güngör 10 11 Kuyruk Montör KUYRUK YAPISI Kuyruk Montör 12 • Bir kuyruk yapısında; sırada bekleyen arızalı makine sayısının en büyük değeri yani kuyruğun büyüklüğü bilinmesi ayrıca uzun beklemelerde, sonradan gelen müşterilerin genel davranışları ile kuyruktan ayrılmadan beklemeyi göze aldıkları veya sistemi terk ettikleri varsayımı yapılmalıdır. • Kuyruk yapısı ile ilgili bir diğer konu da müşterilerin servis alış biçimlerinin de tanımlanmasıdır. En yaygın olarak kullanılan servis alma kuralı “İlk giren ilk çıkar” kuralıdır. • Bunun yanında öncelikli, son gelenin ilk servise alındığı ya da farklı kuralların uygulandığı servise alma yöntemleri de vardır. 3 M.Ü. Teknoloji Fak./ Mak. Müh / Bakım-Onarım KUYRUK SISTEMLERINDE MALIYET • . 04.05.2014 13 Kuyruk sistemlerinde iki tür maliyet söz konusudur. • Birincisi, arızalı makinelerin hizmet almak için beklediklerinde oluşan ve iş görmeyen zaman kaybının maliyeti yani bekleme maliyetidir. • İkincisi ise servis maliyetidir. Bu iki maliyet şekilde gösterildiği gibi birbiri ile ters orantılıdır. En iyi servis sağlama düzeyi bekleme zamanı maliyeti ile servis maliyeti toplamının en küçük olduğu noktada gerçekleşir. KUYRUK SİSTEMİNİN PERFORMANS ÖLÇÜLERİ 15 • Kuyruk sistemlerinin analizi sonucunda kuyruk sistemi ile ilgili bazı önemli performans ölçüleri ile ilgili bilgiler elde edilir. Bu bilgiler özellikle yöneticiler tarafından karar verme sürecinde kullanılır. Bu performans ölçüleri şu şekilde açıklanmaktadır. a. Kuyruk Uzunluğu (Lq): Kuyrukta bekleyen müşterilerin ortalama sayısını gösterir. b. Sistem Uzunluğu (Ls): Kuyrukta bekleyen ve serviste hizmet alan müşterilerin sayısını gösterir. c. Kuyrukta Bekleme Süresi (Wq): Bir müşterinin hizmet almak için kuyrukta bekleyerek harcadığı süredir. d. Sistemde Bekleme Süresi (Ws): Bir müşterinin kuyruğa girişinden hizmet alıp sistemden ayrılışına kadar geçen ortalama süredir. e. Sistem Kullanım Oranı (ρ): Sistemin meşgul olma olasılığını gösterir. Yrd.Doç.Dr.Ferhat Güngör GELIŞ VE SERVIS SÜRESI DAĞILIMI 14 • Kuyruk modellerinde yaygın olarak geliş oranı için Poisson dağılımı, servis süresi için ise üstel dağılım kullanıldığı. Poisson dağılımına uyan geliş sürecinde gelişler tamamen rassal ve birbirinden bağımsız olarak gerçekleşir. • Birim zamanda kuyruğa gelen müşteri sayısını ifade eden ortalama geliş oranı λ ile gösterilir. Gelişler arası süre sisteme gelen müşteriler arasında geçen süredir. Sisteme gelişler λ ortalama geliş oranı ile Poisson dağılımına sahip olduğunda, ortalama gelişler arası süre 1/λ ile üstel dağılıma uyar. • Birim zamanda servis gören müşteri sayısını ifade eden ortalama servis oranı μ ile gösterilir. • Geliş sürecinde olduğu gibi servis oranı, μ ortalama servis oranı ile Poisson dağılımına sahip olduğunda, servis süreleri ortalama servis süresi 1/μ ile üstel dağılıma uyar. KUYRUK MODELLERİ 16 • Gelişlere ve servis birimlerinin yapısına bağlı olarak aşağıda belirtilen kuyruk modelleri bulunmaktadır. a. Probabilistik (Olasılıklı) Kuyruk Modelleri: Geliş ve servis oranları değişkendir. b. Deterministik Kuyruk Modelleri: Geliş ve servis oranları bilinmektedir ve değişmez. c. Karma Kuyruk Modelleri • Yukarıda sıralanan kuyruk modellerinden olasılıklı kuyruk modelleri hem sıklıkla karşılaşılan hem geliş hem de servis oranlarının değişken olduğu modellerdendir. 4 M.Ü. Teknoloji Fak./ Mak. Müh / Bakım-Onarım 04.05.2014 KUYRUK MODELI GÖSTERIMI 1 M: Poisson / Üstel dağılım D: Sabit değer. Ek: Erlang dağılımı. N: Normal dağılım. U: Düzgün dağılım. GI: Gelişlerarası sürenin genel dağılımı. G: Servis süresinin genel dağılımı. • Kuyruk modellerini göstermek için altı karakterli bir notasyon kullanılmaktadır. Bu notasyonun ilk 3 karakteri 1953 yılında Kendall tarafından önerilmiştir. Sonra 1966 yılında A. M. Lee notasyona dördüncü ve beşinci karakterleri eklemiştir. 1968 yılında ise Hamdy A. Taha son karakteri tanımlamıştır. M/M/1/FCFS/N/∞ 2 M: Tek kuyruk veya N: Adet kuyruk 6 5 4 3 2 1 M/M/1/FCFS/∞/∞ KUYRUK MODELI 3 Paralel servis sayısı. K:Çoklu servis 19 18 4 FCFS: İlk gelen ilk çıkar. LCFS: Son gelen ilk çıkar. SIRO: Rastgele seçim. PRI: Öncelikli seçim. GD: Genel kuyruk disiplini.. 5 Maksimum müşteri sayısı. N adet veya ∞ 6 Geliş kaynağının büyüklüğü. 5 ile aynı notasyonlar kullanılır. Örnek gösterimleri okuyalım; • M/M/8/FCFS/∞/∞ M/M/K/FCFS/∞/∞ • M/N/1/FCFS/N/∞ • Tek kuyruk ve tek servis sistemini ifade eden bu kuyruk modeli, kuyruk modelleri içinde yaygın kullanılan model türüdür. • Gelişler ortalama geliş oranı λ ile Poisson dağılımına, servis süresi ise ortalama servis oranı μ ile üstel dağılıma sahiptir. • Tek bir servis birimi vardır ve kuyruk disiplininde ilk gelen ilk çıkar kuralı uygulanmaktadır. • Sistemde sınırsız sayıda müşteri bulunabilmekte olup müşterilerin geliş kaynağı sonsuzdur. Yrd.Doç.Dr.Ferhat Güngör KUYRUK MODELI GÖSTERIMI 17 M/N/1/LCFS/∞/N GELIŞLERIN DAĞILIMI (POISSON OLASILIĞI) 20 • Bir çok durumda, servise gelişler tesadüfi ve birbirinden bağımsız olarak gerçekleşir. Bu olasılık dağılımının belirlenmesi için poisson olasılık dağılımının geliş sürecini iyi tanımlayabileceği kabul edilir. • Poisson olasılık dağılımı; belirli bir zaman periyodunda x gelişlerinin olasılığını verir. Olasılık fonksiyonu şu şekildedir: • ( )= ! for x=0,1,2,…n 5 M.Ü. Teknoloji Fak./ Mak. Müh / Bakım-Onarım 04.05.2014 POISSON DAĞILIMI ÖRNEĞI GELIŞ SAYISINA BAĞLI POISSON OLASILIKLARI 21 • x= Bir saatte gelişlerin sayısı • λ = Periyot başına ortalama geliş sayısı yada gelişlerin hızıdır. (e=2,71828 alınır) • Tamir için servise makinelerin geliş hızı saatte λ =2 makine ise; Gelişlerin sayısı Poisson olasılıkları 0 0,135335 1 0,270671 2 0,270671 3 0,180447 4 0,090224 22 poisson olasılığı 0,3 0,25 0,2 0,15 0,1 • (λ =2 x=0 için) ( )= • (λ =2 x=1 için) ( )= ! • (λ =2 x=2 için) ( )= ! • (λ =2 x=3 için) ( )= ! ! = ( )= = ( )= = ( ) = ( ) = = ! ! ! ! = = 0,135335 =2 = 0,270671 =2 = 0,270671 5 0,036089 = 0,180447 6 0,01203 7 0,003437 = M/M/1/FCFS/∞/∞ KUYRUK MODELI IÇIN FORMÜLLER Bu modelde kullanılan formüller şu şekildedir: 1. Sistem kullanım oranı, 2. Sistemin boş olma olasılığı, 3. Sistemde n arızalı makine olma olasılığı, 4. Sistemde bulunan ortalama arızalı makine sayısı, 23 0,05 Geliş Sayıları 0 0 1 2 3 4 5 6 7 Tamir için servise makinelerin geliş hızı saatte λ =2 makine ise x=0,1,2,3… için; Saatte 0 makine gelme olasılığı %13,5 Saatte 1 ve 2 makine gelme olasılığı %27 Saatte 3 makine gelme olasılığı %18, Saatte 4 makine gelme olasılığı %9’dur. FORMÜLLER (DEVAM) 24 6. Kuyruklarda bekleyen ortalama makine sayısı, 7. Sistemdeki ortalama arızalı makinenin bulunma süresi, 8. Arızalı makinenin kuyruktaki ortalama bekleme süresi, 5. Kuyrukta bekleyen ortalama makine (müşteri) sayısı, Yrd.Doç.Dr.Ferhat Güngör 6 M.Ü. Teknoloji Fak./ Mak. Müh / Bakım-Onarım ÖRNEK 1. 04.05.2014 25 • Bir hidrolik pompa tamircisi, bozuk bir pompayı ortalama 30 dakikada tamir etmektedir. Tamirciye onarılması için 8 saatte ortalama 10 bozuk pompa gelmektedir. Tamirci bir günde ne kadar süre boşta kaldığını ve dükkanında ortalama kaç bozuk pompanın bulunduğunu bilmek istemektedir. • ÇÖZÜM 1: Birim zamanda tamirciye gelen pompa sayısı λ değerini vermektedir. ÇÖZÜM 1: (DEVAM) 26 • Saatte tamir edilen pompa sayısı μ değerini vermektedir. Bozuk pompa/saat • Tamircinin boşta kalma olasılığı, • Bu durumda tamirci bir günde (8 saatte) 3 saat boş durumda kalacaktır. • Tamircide bulunan ortalama bozuk pompa sayısı ise, Bozuk pompa/saat Bozuk pompa ÖRNEK 2 • Bir Otomatik uç dolabını OUD kullanmak amacıyla 10 dakikada bir işçi gelişi olmaktadır. • Bir OUD işlemi ortalama 3 dakika sürmektedir. Buna göre; a. Gelen bir işçinin sırada bekleme olasılığı nedir? b. Kuyrukta en az bir işçinin olduğu durumda bekleyen ortalama kişi sayısı nedir? c. OUD’de işlem yapmak için gelen işçinin kuyrukta en az 3 dakika beklemeyi firma kabul ettiği durumda Atölye müdürü ikinci bir OUD daha kuracaktır. Bu durumda ikinci bir OUD kurabilmek için gelişler ne kadar daha artmalıdır? Yrd.Doç.Dr.Ferhat Güngör 27 ÇÖZÜM 2: 28 • Birim zamanda OUD’ye gelen işçi sayısı, İşçi/Dakika • Birim zamanda OUD’yi kullanan işçi sayısı; İşçi/Dakika a. Sistemin dolu olma olasılığı, OUD’yi kullanmak için gelen bir işçi %30 olasılıkla beklemek durumunda kalacaktır. 7 M.Ü. Teknoloji Fak./ Mak. Müh / Bakım-Onarım 04.05.2014 ÇÖZÜM 2: (DEVAM) 29 b. Kuyrukta bekleyen ortalama işçi sayısı, Kişi c. OUD’yi kullanmak için gelen işçinin kuyrukta en az 3 dakika beklemesi uygun olduğu durumda oluşacak gelişlere λ* diyelim. 0,16 kişi 1 dakika 1 kişi x dakika X=1*1/0,16=6,25 dakika Kişi İkinci OUD kurulması için gelişlerin 10 dakikada 1 işçi değil, 6,25 dakikada 1 işçi olarak oluşması gerekmektedir. ÇÖZÜM 3: (DEVAM) • Birim zamanda takım verilen işçi sayısı, 31 İşçi/dakika a. Takımhanede bulunan ortalama işçi sayısı, ÖRNEK 3: 30 • Bir Fabrikada, İşçilerin el takım almak üzere gittiği bir takımhane görevlisine her 5 dakikada 9 işçi gelmekte ve görevli 5 dakikada 10 işçi isteğini yerine getirmektedir. Buna göre: a. Takımhanede bulunan ortalama işçi sayısı, b. Takımhane kuyruğunda bekleyen ortalama işçi sayısı, c. İşçilerin takımhanede geçirdikleri ortalama süre, d. İşçilerin kuyrukta bekledikleri ortalama süre nedir? • ÇÖZÜM 3: Birim zamanda takımhaneye gelen işçi sayısı, İşçi/dakika ÇÖZÜM 3: (DEVAM) 32 • d. İşçilerin kuyrukta bekledikleri ortalama süre nedir? Dakika İşçi b. Takımhane kuyruğunda bekleyen ortalama işçi sayısı, İşçi c. İşçilerin takımhanede geçirdikleri ortalama süre, Dakika Yrd.Doç.Dr.Ferhat Güngör 8 M.Ü. Teknoloji Fak./ Mak. Müh / Bakım-Onarım 04.05.2014 ÖRNEK 4: ÇÖZÜM 4: 33 34 • Günde 8 saat çalışılan ve saatte 6 makinenin bozulduğu bir fabrikada tamir işlerini yapmak üzere dışardan bir servis firması ile anlaşma yapılacaktır. Makine çalışmadığında oluşan maliyet saatte 100 pb’dir. Fabrika yönetimi iki servis firması ile görüşmelerde bulunmuştur. Birinci servis firması saatte 10 pb istemekte ve saatte 8 makine tamir edebilmektedir. İkinci servis firması ise saatte 14 pb almakta ve saatte 12 makine tamir edebilmektedir. Fabrika yönetimi hangi servis firması ile anlaşma yapmalıdır? • ÇÖZÜM 4: Birim zamanda bozulan makine sayısı, • Birinci servis firması için birim zamanda onarılan makine sayısı, ÇÖZÜM 4: (DEVAM) ÇÖZÜM 4: (DEVAM) • İkinci servis firması için birim zamanda onarılan makine sayısı, • Problemin çözümünde Fabrika, günlük toplam maliyeti en az olan servis firmasını seçmelidir. Servis firmasına ödenecek ücret ile bozuk makinelerin çalışmaması sonucu oluşan maliyet toplamı, toplam maliyeti oluşturmaktadır. 35 • Birinci servis firması için; Tamirde bulunan ortalama makine sayısı, • Bir günde oluşan toplam maliyet M2, =912 pb • Bir günde bozuk makineler için kayıp süre, 3x8 = 24 saat • Bir günde oluşan toplam maliyet M1, • =2480 pb 36 912 pb < 2480 pb olduğundan işletmenin ikinci servis firması ile anlaşma yapması daha ekonomiktir. • İkinci servis firması için; Tamirde bulunan ortalama makine sayısı, • Bir günde bozuk makineler için kayıp süre, 1x8 = 8 saat Yrd.Doç.Dr.Ferhat Güngör 9 M.Ü. Teknoloji Fak./ Mak. Müh / Bakım-Onarım ÖRNEK 5: 04.05.2014 • Bir talaşlı imalat atölyesinde, tek bir alet bileme tezgahının olduğu iş istasyonuna saatte ortalama 6 körelmiş lebleme aparatı LA gelmektedir. Bir körelmiş LA’nın bilenme işlemi ortalama 5 dakika sürmektedir. Buna göre, a. Tezgahta sıra bekleyen ortalama LA sayısını ve LA’ların kuyrukta geçirdikleri ortalama süreyi bulunuz. b. Siparişler artıp, işler yoğunlaştığında iş istasyonuna saatte ortalama 10 körelmiş LA gelmekte olup, ortalama taşlama süresi 3,5 dakikaya inmiştir. Bu yoğunluk LA’ların bileme tezgahı önünde geçirdikleri ortalama süreyi nasıl etkilemiştir. ÇÖZÜM 5: (DEVAM) b. İşler yoğunlaşıp, birim zamanda taşlamaya gelen körelmiş LA sayısı, = 10 / Birim zamanda işlemi tamamlanan LA sayısı, = = , = 17,14 LA/saat = = = = 1,4 LA , , = 0,14 saat • İşlerin yoğunluğu taşlamaya gelen LA sayısının ve LA’ların taşlamada geçirdikleri sürenin artmasına neden olur. Bunun sonucunda uzun iş beklemeleri ve teslim gecikmeleri beklenmelidir. Yrd.Doç.Dr.Ferhat Güngör ÇÖZÜM 5: 37 39 38 • Saatte taşlamaya gelen körelmiş LA sayısı, • = 6 / • Saatte işlemi tamamlanan LA sayısı, = = 12 LA/saat a. Sistemde bulunan ortalama LA sayısı, • = = = 1 LA • Sistemdeki ortalama bulunma süresi, • = = = 0,1667 saat 60*0,1667= 10 dakika ÖRNEK 6: 40 • Bir fabrikada, saatte ortalama 10 makine teknisyeni kalibrasyon ve doğrulama merkezine gelerek kendi mikrometrelerini kontrol ettirmektedirler. • Kalibrasyon merkezinde bir görevli ortalama 5 dakikada mikrometre kontrolünü yapmakta ve bu görevi için saatte 6 pb ücret almaktadır. • Makine teknisyenlerinin kalibrasyon merkezinde geçirdikleri bir saatin şirkete olan maliyeti ise 10 pb’dir. Şirket saatliği 4 pb olan bir kişiyi kalibrasyon merkezindeki görevliye yardım etmesi için işe almak istemektedir. • Eğer böyle bir kişi işe başlarsa, kalibrasyon merkezindeki görevli ortalama 4 dakikada mikrometre kontrol işini bitirebilecektir. • Şirket görevliye yardımcı olacak kişiyi işe almalı mıdır? 10 M.Ü. Teknoloji Fak./ Mak. Müh / Bakım-Onarım 04.05.2014 ÇÖZÜM 6: 41 ÇÖZÜM 6: (DEVAM) 42 • Yardımcı bir kişi işe alındığında oluşacak toplam maliyet ise; • Saatte kontrol isteği karşılanan teknisyen sayısı, • Toplam Maliyet = Hizmet Maliyeti + Makine Teknisyeni Maliyeti • Mevcut durumdaki toplam maliyeti hesaplayalım; • Saatte kalibrasyon merkezine gelen teknisyen sayısı, • Saatte kontrol isteği karşılanan teknisyen sayısı, pb/saat • Yardımcının maliyeti 30 pb/saat < Teknisyenlerin maliyeti 56 pb/saat’tir. • Yapılan hesaplamalar sonucunda şirket yardımcı olacak olan kişiyi işe almalıdır. • Teknisyenlerin merkezde bulunma süresi; pb/saat M/M/K/FCFS/∞/∞ KUYRUK MODELI DİĞER KUYRUK MODELLERİ D R . F E R H AT G ÜN G Ö R Yrd.Doç.Dr.Ferhat Güngör 43 44 • Şimdiye kadar ele aldığımız modellerde tek bir servis hizmet vermekteydi. • M/M/K/FCFS/∞/∞ kuyruk modelinde ise hizmet veren birden fazla K sayıda servis birimi bulunmaktadır. Örneğin, 3 teknisyen ya da 4 doktorun bulunduğu bir sistemde kuyruk bölündüğü için kuyruk uzunluğu ve kuyrukta bekleme süresi azalmaktadır. • Bu modelde her bir servisin önünde kendine ait bir kuyruk bulunmamakta olup tek bir kuyrukta müşteriler beklemekte ve boş olan servis hangisiyse o servisten hizmet almaktadır. • Gelişler ortalama geliş oranı λ ile Poisson dağılımına servis süresi ise ortalama servis oranı μ ile üstel dağılıma sahiptir. • Aynı hizmeti veren K tane servis birimi vardır ve tek bir kuyruk oluşturulmakta olup kuyruk disiplininde ilk gelen ilk çıkar kuralı uygulanmaktadır. • Sistemde sınırsız sayıda müşteri bulunabilmekte olup müşterilerin geliş kaynağı sonsuzdur. 11 M.Ü. Teknoloji Fak./ Mak. Müh / Bakım-Onarım M/M/K/FCFS/∞/∞ KUYRUK MODELI 04.05.2014 45 • Her model için farklı olan formüller, bu modelde kullanılan formüller şu şekildedir: 1. Sistem kullanım oranı, TEK KUYRUK, ÇOKLU SERVIS FORMÜLLERI 46 4. Kuyrukta bekleyen ortalama müşteri sayısı, 5. Sistemde bulunan ortalama müşteri sayısı, 2. Sistemin boş olma olasılığı, 6. Kuyruktaki ortalama bekleme süresi, 3. Sistemde n müşteri olma olasılığı, 7. Sistemdeki ortalama bulunma süresi, ÖRNEK 7: 47 • 2 elektrik tamircisinin çalıştığı bir bakım servisine saatte ortalama 80 arıza gelmekte ve tamircilerden biri boşalana kadar diğerleri bir kuyrukta (sırada) beklemektedir. Arızalara verilen hizmet ortalama 1,2 dakika sürmektedir. Buna göre; a. Bir tamircinin boş olma olasılığını, b. Tamircide sırada bulunan ortalama arıza sayısını, c. Arızaların tamircide geçirdikleri ortalama süreyi bulunuz. ÇÖZÜM 7: Saatte tamirciye gelen arıza sayısı, ÇÖZÜM 7: (DEVAM) 48 a. Bir tamircinin boş olma olasılığı, Arıza/saat Saatte hizmet verilen arıza sayısı, Bir tamirci % 11 olasılıkla boş olacaktır. Arıza/saat Yrd.Doç.Dr.Ferhat Güngör 12 M.Ü. Teknoloji Fak./ Mak. Müh / Bakım-Onarım ÇÖZÜM 7: (DEVAM) 04.05.2014 49 ÇÖZÜM 7: (DEVAM) 50 • c. Arızalı parçaların tamircide geçirdikleri ortalama süre, b. Tamirde bulunan ortalama arıza sayısı, Arıza Arıza ÖRNEK 8: 51 • Fabrika yönetimi Cumartesi günleri Bakım-Onarımda kaç personelin çalışması gerektiğini belirlemek istemektedir. • Yönetim, Bakım için cihazların kuyrukta bekledikleri her dakikanın maliyetinin 5 kuruş olduğunu düşünmektedir. • Bakıma dakikada ortalama 2 cihaz gelmekte ve bir cihazın bakım işlemi 2 dakikada tamamlanmakta olup bir personele saatte 9 TL ödenmektedir. • Toplam maliyeti minimize etmek için Fabrika yönetimi Cumartesi günleri Bakım-Onarımda kaç personel çalıştırmalıdır? • ÇÖZÜM 8: Dakikada bakıma gelen cihaz sayısı, ÇÖZÜM 8: 52 • Dakikada bakım yapılan cihaz sayısı, Cihaz/Dakika • Bakım sisteminin çalışması için ρ<1 olmalıdır. Aksi durumda bakım sistemi sürekli uzayan kuyruk nedeni ile çalışamaz hale gelir. • Buna göre bakımda en az 5 personelin çalışması gerekmektedir. Şimdi 5 ve 6 personel çalışması durumunda oluşacak toplam maliyeti hesaplayalım. Toplam Maliyet = Hizmet Maliyeti + Kuyrukta Bekleme Maliyeti • Bir personele saatte 9 TL ödenirse, dakikada 0,15 (9/60) TL ödenir. Cihaz/Dakika Yrd.Doç.Dr.Ferhat Güngör 13 M.Ü. Teknoloji Fak./ Mak. Müh / Bakım-Onarım 04.05.2014 ÇÖZÜM 8: (DEVAM) 53 • K=5 için, ÇÖZÜM 8: (DEVAM) 54 • Bir cihazın kuyrukta bekleme maliyeti dakikada 5 kuruş, 0,05 TL • Kuyruktaki ortalama bekleme süresi, • Personel sayısı 6 olduğunda hizmet maliyeti (6x0,15=0,90TL) 90 kuruş olacağından toplam maliyetin 86,1 kuruştan az olma ihtimali olmayacaktır. • Bu durumda firma Cumartesi günleri 5 personel çalıştırmalıdır. Cihaz M/M/1/FCFS/∞/N KUYRUK MODELI 55 • Bu modelde diğer modellerden farklı olarak geliş kaynağının büyüklüğü sonludur. Kullanılan formüller şunlardır: • 1. Sistemin boş olma olasılığı, M/M/1/FCFS/∞/N KUYRUK MODELI FORMÜLLERI (DEVAM) 56 • 4. Sistemde bulunan ortalama müşteri sayısı, • 5. Kuyruktaki ortalama bekleme süresi, • 2. Sistemde n müşteri olma olasılığı, • 6. Sistemdeki ortalama bulunma süresi, • 3. Kuyrukta bekleyen ortalama makine (müşteri) sayısı, Yrd.Doç.Dr.Ferhat Güngör 14 M.Ü. Teknoloji Fak./ Mak. Müh / Bakım-Onarım ÖRNEK 9: 04.05.2014 • Bir Teknik Serviste 3 tane servis otosu bulunmaktadır. Bir servis otosu 30 günde bir bozulmakta ve tamir gerektirmektedir. Tamir Bölümünde çalışan usta ortalama 3 günde bir servis otosunu onarabilmektedir. Buna göre; • a. Ustanın boş kalma olasılığını, • b. Tamir için bekleyen ve onarılmakta olan oto sayısının 0, 1, 2 ve 3 olma olasılıklarını, • c. Tamir için bekleyen ortalama oto sayısını, • d. Tamir için bekleyen ve onarılmakta olan ortalama oto sayısını, • e. Bir otonun tamir olmak için beklerken harcadığı ortalama süreyi, • f. Bir otonun tamir olmak için sistemde harcadığı ortalama süreyi bulunuz. ÇÖZÜM 9: (DEVAM) ÇÖZÜM 9: 57 59 58 • Birim zamanda tamire gelen oto sayısı, Oto/gün • Birim zamanda onarılan araba sayısı, Oto/gün • N = 3 için • a. Ustanın boş kalma olasılığı, ÇÖZÜM 9: (DEVAM) 60 • Sistemde 1 oto olma olasılığı, • b. Sistemde n oto olma olasılığı, • Sistemde 2 oto olma olasılığı, • Buna göre sistemde oto olmama olasılığı, • Sistemde 3 oto olma olasılığı, Yrd.Doç.Dr.Ferhat Güngör 15 M.Ü. Teknoloji Fak./ Mak. Müh / Bakım-Onarım 04.05.2014 ÇÖZÜM 9: (DEVAM) 61 • c. Tamir için bekleyen ortalama oto sayısı, Oto • d. Tamir için bekleyen veya onarılmakta (serviste) olan ortalama oto sayısı, Oto • e. Bir otonun tamir olmak için beklerken harcadığı ortalama süre, • f. Bir otonun tamir olmak için sistemde harcadığı ortalama süre, ÇÖZÜM 10: 63 ÖRNEK 10: 62 • 4 adet CNC işleme merkezi tezgahı bulunan bir atölyede 5 saatte bir tezgahtan işlenmiş parçalar sökülüp, yenileri ayarlanarak bağlanması gerekmektedir. Operatör bir işleme merkezi tezgahının hazırlığını 1 saatte yapmaktadır. Tezgahın kontrol süresince çalışmamasının maliyeti saatte € 10’dur. Operatöre ise günlük € 15 ödenmektedir. Atölyede günde 8 saat çalışıldığına göre, • a. Çalışan işleme merkezi sayısını, • b. Günlük işleme merkezinin çalışmama maliyetini, • c. Atölyenin günlük toplam maliyetini bulunuz. ÇÖZÜM 10: (DEVAM) 64 • Birim zamanda (saatte) kontrol edilecek CNC işleme merkezi tezgahları sayısı, • Birim zamanda (saatte) hazır edilen CNC işleme merkezi tezgahları sayısı, • a. Çalışan tezgah sayısını bulabilmek için önce hazır edilme işleminde bulunulan ortalama tezgah sayısını bulmalıyız, • Çalışan tezgah sayısı = 4-1 = 3 tezgah • b. Günlük tezgahın çalışmama maliyeti, €/gün • c. Günlük toplam maliyet, Operatör Maliyeti €/gün Yrd.Doç.Dr.Ferhat Güngör 16 M.Ü. Teknoloji Fak./ Mak. Müh / Bakım-Onarım ÖRNEK 11: 04.05.2014 CEVAP 11: (DEVAM) 65 • Bir operatör, sırasıyla 5 adet CNC tornanın iş yükünden sorumludur. Her torna için, bir tur tamamlandığında, operatör tekrar aynı tornaya iş yüklemektedir. Bir turun tamamlanabilmesi için geçen süre ortalama 45 dakika, yeniden iş yükleme süresi ise ortalama 8 dakikadır. Buna göre; • a. Bütün CNC tornaların çalışması durumu yada tornaların boş olma olasılığını, • b. Yeniden iş yükleme için bekleyen ortalama torna sayısını, • c. Bir tornanın çalışmadığı ortalama süreyi bulunuz. • ÇÖZÜM 11: Birim zamanda (Dakikada) iş yüklenecek CNC torna sayısı, 66 • Birim zamanda (Dakikada) iş yüklenen CNC torna sayısı, CNC Torna/Dakika • a. CNC tornaların boş olma olasılığı, CNC Torna/Dakika CEVAP 11: (DEVAM) • b. Yeniden iş yüklemek için bekleyen ortalama torna sayısı, CNC Torna • c. Bir CNC tornanın çalışmadığı ortalama süre, Yrd.Doç.Dr.Ferhat Güngör 67 M/M/1/FCFS/M/∞ KUYRUK MODELI 68 • Bu tür kuyruk modelleri M/M/1/FCFS/∞/∞ kuyruk modellerine benzemektedir. Yalnız bu modellerde diğerinden farklı olarak sistemde M sayıda birim olduğunda bundan sonra gelen tüm gelişler geri çevrilmektedir. • Bu modele sınırlandırılmış kuyruk modeli de denilmektedir. • Bu modelde sistem kullanım oranının 1’den küçük olması gibi bir koşul bulunmamaktadır. Çünkü kuyruk uzunluğu M-1’den daha fazla uzamamaktadır. 17 M.Ü. Teknoloji Fak./ Mak. Müh / Bakım-Onarım M/M/1/FCFS/M/∞ KUYRUK MODELI FORMÜLLERİ 04.05.2014 69 • Bu modelde kullanılan formüller şu şekildedir: • 1. Sistemin boş olma olasılığı, M/M/1/FCFS/M/∞ KUYRUK MODELI FORMÜLLERİ-2 70 • 3. Sistemde bulunan ortalama müşteri sayısı, • 4. Kuyrukta bekleyen ortalama müşteri sayısı • 2. Sistemde n müşteri olma olasılığı, • 5. Kuyruktaki ortalama bekleme süresi M/M/1/FCFS/M/∞ KUYRUK MODELI FORMÜLLERİ-3 VE ÖRNEK 12: ÇÖZÜM 12: 71 • 6. Sistemdeki ortalama bulunma süresi, 72 • Birim zamanda oto elektriğe gelen akü sayısı, Akü/saat • Birim zamanda bakımı tamamlanan akü sayısı, Akü/saat • ÖRNEK 12: Fabrikanın oto elektrik bölümüne saatte ortalama 20 boş akü gelmekte olup içeride toplam 4 adet şarj yeri bulunmaktadır. Gelen akü bölümde boş şarj yoksa geri gönderilmektedir. Elektrikçi bir akünün bakımını ortalama 12 dakikada tamamlamaktadır. Buna göre; • a. Oto elektriğe gelen ancak dolu olduğu için geri gönderilen akü yüzdesi nedir? • b. Akülerin bakımda geçirdikleri ortalama süre nedir? Yrd.Doç.Dr.Ferhat Güngör • M=4 için • a. Sistemin dolu olma yani 4 tane akü olma olasılığı; • Aküler geldiklerinde % 75 olasılıkla sistemi dolu bulacaklardır. Saatte gelen 20 aküden 15’i şarj dolu olduğundan geri dönecektir. 18 M.Ü. Teknoloji Fak./ Mak. Müh / Bakım-Onarım 04.05.2014 ÇÖZÜM 12: (DEVAM) ÖRNEK 13: 73 • b. Akülerin şarj ünitesinde geçirdikleri ortalama süre, 74 • 4 forklift kapasitesi olan bir depoya 15 dakikada 1 forklift gelmektedir. Bir forklift depo otoparkında ortalama 30 dakika kalmaktadır. Buna göre, • a. Deponun forkliftsiz yani boş olma olasılığını, • b. Depoda ortalama kaç forklift olduğunu bulunuz. Akü • ÇÖZÜM 13: Birim zamanda depoya gelen forklift sayısı, Forklift/Dakika • Birim zamanda bekleyen forklift sayısı, • Oto elektriğe gelen aküler sistemde yaklaşık (0,79*60dk) 47 dakika bulunmaktadırlar. ÇÖZÜM 13: 75 • M=4 için • a. Deponun forkliftsiz yani boş olma olasılığı, • Depo % 3,2 olasılıkla boştur. • b. Depoda bulunan ortalama forklift sayısı, Forklift/Dakika YARARLANILAN KAYNAKLAR 76 1. Taha, H. A. (2007). Yöneylem Araştırması, (Çev: Ş. A. Baray ve Ş. Esnaf), İstanbul, Literatür Yayıncılık. 2. Sağır. M., Öztürk. A., Öztürk. Ö., (2013) Yöneylem Araştırması-ıı, Eskişehir, TC Anadolu Üniversitesi yayını no: 2899 3. Köksal. Prof.Dr. Mustafa (2007). Bakım Planlaması, Ankara, Seçkin Yayıncılık San. Ve Tic.A.Ş. 4. Uzun. A. Yrd.Doç.Dr. (2011). Bakım Planlaması Teknikleri ve RCM, Ankara, Nobel Akademik yayımcılık Ltd. Şti. Forklift Yrd.Doç.Dr.Ferhat Güngör 19
© Copyright 2026 Paperzz