G18NiMoCr3-6 Kalitedeki Kalın Kesitli Test Bloklarının Farklı Isıl İşlem Koşullarında Kenar Ve Orta Bölgelerindeki Mikro Yapı Ve Mukavemet Değerlerinin İncelenmesi Uğur GÜROL *, Eylem SUBAŞI **, Serhat ADIŞEN ***, F. Can AKBAŞOĞLU ****, S. Can KURNAZ ***** * Akmetal Metalurji Endüstrisi A.Ş. İstanbul, Türkiye Yüksek Lisans, Sakarya Üniversitesi Mühendislik Fakültesi, Sakarya, Türkiye ** Akmetal Metalurji Endüstrisi A.Ş. İstanbul, Türkiye *** Akmetal Metalurji Endüstrisi A.Ş. İstanbul, Türkiye **** Akmetal Metalurji Endüstrisi A.Ş. İstanbul, Türkiye ***** Sakarya Üniversitesi Mühendislik Fakültesi, Sakarya, Türkiye ÖZET ABSTRACT Çelik dökümlerin ısıl işlemleri hakkında günümüz literatür bilgileri ele alındığında kenar bölgelerin tane yapılarındaki farklılıklar sebebiyle merkez bölgelere nazaran daha mukavemetli olduğu bilinmektedir. Bu çalışmada EN10340 standardında belirtilmiş olan G18NiMoCr3-6 kalitedeki malzeme ile dökülen 150 mm et kalınlığındaki numunelerin, sabit sertleştirme sıcaklığında soğutma ortamları ve temper sıcaklıkları değiştirilerek tüm bu değişkenlerin malzeme yapısına ve malzeme mukavemetine doğrudan etkileri incelenmiştir. Considering the current literature researchs of heat treatment of steel castings, it is known that the resistance in edge areas is higher than central area due to the differences of grain structure. In this study, the direct and total effect of different quenching medium and tempering temperature to material structure and strength in stable hardening temperature was examined by using 150 mm wall thickness samples which were cast G18NiMoCr3-6 material according to EN 10340 standard. Keywords; low alloy steel, casting, heat treatment, quenching, tempering, strength, microstructure, edge, center 1 mukavemetini aynı anda arttırma işlemi olarak adlandırılır. Bunun sebebi ise su verme işlemi ile oluşan martenzitik yapıdır. Malzemede süneklik eksikliğine neden olan martenzit dönüşümünden dolayı büyük iç gerilimler olmasına rağmen, martenzit yapıdaki çelik çok nadiren temperlenmeden de kullanılır. [4] Temperleme işlemi darbe enerji emilimi arttırmak için gerekli olan sünekliğin ve tokluğun ikisini de arttırabilir ve temperlenmiş martenzit kafes yapısı çeliğe en iyi dinamik mukavemeti sağlar. [5] 1. GİRİŞ Isıl işlem, metal veya alaşımlara istenilen özellikleri kazandırmak amacıyla yüksek teknoloji ürünü ekipman ve kontrol teknikleri ile katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanmaktadır. [1] Günümüzde gelişen teknoloji ile birlikte çeliklerin yaygın kullanımı ve buna bağlı olarak mekanik ve metalografik özelliklerinin iyileştirilmesinde, çeliğe uygulanan ısıl işlemler giderek önem kazanmaktadır. [2] Bu yüzden de endüstride kullanılan önemi yüksek tüm makine parçalarında mekanik özellikleri iyileştirmek için değişik ısıl işlem rejimleri değişik tekniklerle uygulanmaktadır. Malzemelerin mikro yapı ve mekanik özelliklerine ısıl işlemin etkisini araştırmak ve anlamak için birçok araştırmacı son yıllarda oldukça fazla çalışma yapmıştır. [6-11]. Ancak G18NiMoCr3-6 çeliğine yapılan ısıl işlemlerin etkisine dair herhangi bir çalışmaya rastlanılmamıştır. Bu nedenle, yapılan bu çalışma ile G18NiMoCr3-6 çeliğine uygulanan farklı temper sıcaklıklarının ve farklı soğutma ortamlarının mekanik özelliklere ve mikro yapıya olan etkisi incelenmiştir Tesis ve makine yapımında, araç ve vinç yapımında, kazı/maden inşaatında ve deniz teknolojisinde kullanılan G18NiMoCr3-6 çeliğinin en önemli özelliği, içerdiği Cr ve Mo alaşım elementleri nedeniyle, su verme sonrasında sert martenzitik bir yapı oluşturabilmesi, mukavemet, süneklik ve tokluk gibi mekanik özelliklerin bir arada sağlanmasına imkân vermesidir. [2] 2. DENEYSEL ÇALIŞMALAR 2.1. Deneyde Kullanılan Malzemeler Çalışmada kullanılan 8 adet G18NiMoCr3-6 numune AOD (Argon Oksijen Dekarbürizasyon) Konverteri kullanılarak aynı şarj ile EN 10340 standartında belirtilen alt ve üst sınır içerisinde kalarak Tablo 1’de belirtilen kimyasal analiz ile dökülmüştür. Bilindiği üzere çeliklere yapısal özellik kazandıran en önemli ısıl işlemlerden birisi de su verme (sertleştirme) ve temperleme işlemidir. DIN 17014’e göre sertleştirme çeliklerin A3 veya A1 üzerindeki belli bir sıcaklıktan, yüzeyde veya aynı zamanda kesitte önemli bir sertlik artışı sağlayacak bir hızla soğutulması olarak tanımlanırken, temperleme işlemi de sertleştirme ısıl işlemi esnasında oluşan gerilmeleri giderme işlemi olarak tanımlanmaktadır. [3] Genel olarak, su verme ve temperleme işlemi çeliğin tokluğu ile birlikte 2 Tablo 1 Deneyde Kullanılan Numunelerin Kimyasal Analizi % C Si Mn P S Cr Ni Mo Üst Sınır 0,21 0,50 1,20 0,02 0,015 0,90 1,00 0,70 Alt Sınır 0,18 0,35 0,90 - - 0,40 0,60 0,40 Numuneler 0,20 0,41 1,00 0,016 0,003 0,70 0,79 0,41 2.2. Çeliklere Uygulanan Isıl İşlemler Numuneler döküm sonrası 920 ºC de 360 dk. Yumuşatma Tavına tabi tutulmuştur. Yumuşatma tavı ile 400 ºC ye kadar fırında soğutulduktan sonra hava ortamına alınarak besleyici ve yollukları sıcak olarak kesilmiştir. Daha sonra 925 ºC de 240 dk. bekletilerek ilk 4 adeti su, diğer 4 adeti ise % 13-14 oranında FerroQuench 2000 içeren sıvı ortamında (polimer) ayrı ayrı su verme işlemlerine tabi tutulmuştur. Şekil 1’de bu farklı soğuma ortamlarına ait ISO 9950 standartına göre test edilen numunelerin soğuma eğrileri gösterilmektedir. Şekil 2 Numunelere uygulanan ısıl işlemler Numune Numune 2.3. Çıkartma ve Hazırlama 2.3.1. Çekme ve Darbe Deneyi Çubuklarının Çıkarılması ve Hazırlanması; Başlangıçta 150X150X200 boyutlarında olan numuneler, Şekil 3’degösterildiği gibi besleyici altından 45 mm, yolluk tarafından (besleyicinin hemen karşısı) 35 ve diğer kenarlardan 10’ar mm atılarak 70X150X180 boyutlarına getirilmiştir. Daha sonra küçülen bu kütük uzunlamasına 60’ar mm den 3 eşit parçaya bölünerek kenar ve orta bölgelerden Şekil 2’de görüldüğü gibi çekme ve darbe deneyleri için numuneler çıkartılmıştır. Çıkartılan bu numuneler EN 10002-1 standartında belirtilen ebatlarda işlenerek testlere hazır hale getirilmiştir (bknz. Şekil 4). Numunelerin çekme deneyleri Alşa marka test cihazları ile yapılmıştır. Şekil 1 Farklı Su Verme Ortamlarındaki Soğuma Eğrileri Su verilmiş numuneler Ac1 sıcaklığının altında ayrı ayrı 560 ºC, 580 ºC, 600 ºC ve 620 ºC temperleme sıcaklıklarında 4’er saat bekletilip, ardından suda soğutulanlar tekrar su da, polimerde soğutulanlar ise tekrar polimerde soğutulmuştur. Sekil 2’de numunelere uygulanan ısıl işlemler ve sıcaklıkları görülmektedir. Şekil 3 Çekme ve Darbe deneyi için kullanılan numunelerin döküm parça üzerindeki görüntüsü 3 Şekil 4 Çekme ve Darbe deneyi için kullanılan numunelerin işleme görüntüsü 2.3.2. Mikro Yapı ve Sertlik Numunelerin Hazırlanması (Metalografi Çalışmaları); Isıl işlem deneylerinden sonra numuneler sırasıyla 120, 240, 320, 400, 600, 800, 1000 ve 1200’nolu zımparalardan geçirildikten sonra 1 μm’lik alümina süspansiyonu ile parlatılmıştır. Parlatılan yüzeyler %3’lük nital ile dağlanarak mikro yapıları ortaya çıkarılmıştır. Mikro yapılar, Zeiss marka optik mikroskop ve Jeol Jsm-6060 marka SEM cihazı ile incelenerek fotoğrafları çekilmiştir. Şekil 5 Polimer Soğutma, Kenar ve Orta Bölge Optik Mikroskop Görüntüleri Numunelerin optik mikroskop ile fotoğrafları çekildikten hemen sonra numuneler temizlenerek sertlik için tekrardan 1 μm’lik alümina süspansiyonu ile parlatılmış ve Leica Marka Sertlik Cihazı ile sertlikleri ölçülmüştür. Genel mikro yapı beynitik-martenzitik olup özellikle 200X büyütmenin kenar bölgesinde etkin biçimde görüldüğü gibi, temperleme sıcaklığının artması ile birlikte 560 °C’den 620 °C temper sıcaklığına çıkıldıkça yapı içindeki beynit miktarı artmaktadır. 3. BULGULAR Temperleme sıcaklığının artması ile mikro yapıda görülen bu farkın temel nedeni, temperleme öncesinde dönüşüm ile oluşan beynitik yapı sabit kalmakla birlikte ilk oluşan martenzit yapı temperleme sıcaklığının yükselmesi ile birlikte özellikle 600 °C sıcaklık değerinin üzerinde temperlemenin 4. kademesine geçerek yapı ferrit ve sementit fazlarına ayrılarak daha tok bir hale gelmekle birlikte beynitik bir görünüm oluşturmaktadır. 3.1. Metalografik Bulgular Şekil 5’de polimerde sertleştirme işleminden sonra 560, 580 ve 600ºC ve 620ºC’de ayrı ayrı yapılan temperleme işleminin sonucunda elde edilen kenar ve orta bölgelerin içyapıları görülmektedir. 4 200X büyütme görüntülerinde özellikle orta bölgeden alınan numunelerde açıkça görüldüğü gibi başlangıçta beynit miktarı kenar bölgeye göre daha fazla olduğundan temperleme sıcaklığının artmasına rağmen martenzit fazı yok denecek kadar az olduğu için sıcaklıktan pek fazla etkilenmeyip beynit fazı tüm temperleme sıcaklıklarında büyük hâkimiyet göstermektedir. Genel mikro yapı martenzitik-beynitik olup özellikle 200X büyütmede etkin olarak görüldüğü gibi temperleme sıcaklığının artması ile birlikte beynitik görünüm yapıda daha hakim hale gelmektedir. Polimerde soğutmanın aksine suda soğutma işlemi ile birlikte martenzit miktarında artış görülmüştür. Özellikle orta bölgeden alınan numunelerin 200X büyütme kısımlarında martenzitik faz da görülmekte olup temper sıcaklığının artması ile birlikte kenar bölgelerde olduğu gibi beynitik görünüm daha hakim hale gelmektedir. Soğuma esnasında, orta bölge kenar kısmına göre daha geç soğuyacağı için yapıda beynit fazı daha hâkimdir. Şekil 6’de ise suda sertleştirme işleminden sonra 560 °C, 580 °C, 600 ºC ve 620 ºC’de ayrı ayrı yapılan temperleme işlemlerinin sonucunda elde edilen kenar ve orta bölgelerin içyapıları görülmektedir Su da soğutma da olduğu gibi soğuma esnasında, orta bölge kenar kısmına göre daha geç soğuyacağı yapıda beynit fazı daha hakimdir. Şekil 7’de suda sertleştirme işleminden sonra 560 ºC ve 620 ºC de temperleme işlemine tabi tutulan çentik darbe deney numunelerinin kırılma yüzeylerinin fotoğrafları görülmektedir. Şekil 7 Su Soğutma, Kenar ve Orta Bölge SEM Kırılma Yüzeyi Görüntüleri (1K-1O:620°C, 4K4O:560°C) Şekilde en alt kısımda sağ tarafta daha gevrek kırılmış olan yapı belirgin olarak Şekil 6 Su Soğutma, Kenar ve Orta Bölge Optik Mikroskop Görüntüleri 5 görülmektedir - (4O). Net biçimde anlaşılacağı üzere SEM görüntüsünde parlak olan görüntüler klivaj kırılmasını göstermektedir. Bu düzlemler gevrek olarak kırıldığından plastik deformasyona maruz kalmamış olup parlak olarak görülmektedir. Dolayısıyla 4O görüntüsünden 1K görüntüsüne doğru klivaj kırılma görüntüsü azaldığı için (şeklin tamamına göre değerlendirildiğinde) 1K görüntüsü plastik deformasyon geçirerek kırıldığı için daha mat görünümde olup belirgin olmayan klivaj sistemine sahip olup en tok olarak kırılan yapıyı temsil etmektedir. Şekil 9 Polimerde Sertleştirmede Kenar ve Orta Bölge Akma Muk.-Çekme Muk.-Çentik Darbe Deney Sonuçları 3.2. Mekanik Test Sonuçları Şekil 8’de suda Şekil 9’de ise polimerde sertleştirme işlemi yapılmış numunelerin 560 °C, 580 °C, 600 °C ve 620 °C’de yapılan temper işlemi sonucunda kenar ve orta bölgelerinde elde edilen Akma-Çekme Mukaveti ile Darbe Çentik Dayanımı sonuçları görülmektedir. Su soğutmada polimer soğutmaya nazaran daha yüksek mukavemet değerleri elde edilmiştir. Temper sıcaklığının artmasıyla mukavemet değerlerinde azalma gözlenirken darbe dayanımlarında artış gözlenmiştir. Ayrıca kenar bölgelerin darbe dayanımları ile birlikte mukavemet değerlerinin de orta bölgelere nazaran daha yüksek olduğu görülmüştür. Fakat, polimer soğutmada kenar ve orta bölge arasındaki mukavemet değerlerinin su soğutmaya nazaran daha az olduğu tespit edilmiştir. Şekil 10’da Su ve Polimer Ortamında sertleştirme işlemi yapılmış numunelerin 560 °C, 580 °C, 600 °C ve 620 °C’de yapılan temper işlemi sonucunda kenar ve orta bölgelerinde elde edilen Vickers Sertlik değerleri ile Darbe Çentik Dayanımı sonuçları gösterilirken, Şekil 11’da da Vickers Sertlik değerleri ile uzama sonuçları görülmektedir. Şekil 8 Suda Sertleştirmede Kenar(a) ve Orta(b) Bölge Akma Muk.-Çekme Muk.-Çentik Darbe Deney Sonuçları 6 Son olarak, her iki soğutma ortamında da temper sıcaklığının artmasıyla uzama miktarlarında artış gözlemlenmiştir. 4. DEĞERLENDİRME Su ve polimer soğutmanın her ikisinde de martenzitik-beynitik yapı meydana gelmesine rağmen su soğutmada daha fazla martenzitik yapı gözlemlenmiştir. Su soğutmada elde edilen mukavemet değerleri (Akma ve Çekme Muk.) aynı sıcaklıklarda polimer soğutma ile elde edilen mukavemet değerlerinden daha yüksek gelmiştir. Soğuma hızındaki farklılıklar nedeniyle orta bölgelerdeki beynitik yapı yoğunluğu kenar bölgelere nazaran daha fazla oluşmuştur. Bu nedenle su ve polimer soğutmanın her ikisinde de kenar bölgelerin mukavemeti orta bölgelere nazaran daha yüksek çıkmıştır. Su soğutmada elde edilen soğutma hızı, polimerde soğutmada tam olarak elde edilememesine rağmen, polimer ile soğutmada parça yüzeyinde oluşan buhar filmi tabakasının suda soğutma sırasında oluşan buhar filmi tabakasına göre daha ince ve kolay kırılabilen yapıda olması nedeniyle numunenin kenar ve orta bölge arasındaki mukavemet ve sertlik farklılıkları su soğutmaya nazaran daha az olarak tespit edilmiştir. Her iki soğutma ortamı için de temper sıcaklığının artmasıyla malzeme mukavemetinde ve sertliğinde azalma gözlenirken tokluk ve uzama değerlerinde artış gözlenmiştir. En yüksek sertlik ve mukavemet değeri 4K kodlu numunede (Su da Şekil 10 Suda(a) ve Polimerde(b) Sertleştirmede Kenar ve Orta Bölge Sertlik-Çentik Darbe Deney Sonuçları Her iki soğutma ortamında da temper sıcaklığının artmasıyla sertlik değerlerinde azalma gözlenmiştir. Fakat polimer soğutmaya nazaran su soğutmada kenar ve orta bölgenin sertlik değerlerinde bariz bir farklılık gözlenmiştir. Şekil 11 Suda(a) ve Polimerde(b) Sertleştirmede Kenar ve Orta Bölge Uzama ve Çentik Darbe Deney Sonuçları 7 soğutma, 560 °C Temper, Kenar Bölge) elde edilirken, en yüksek darbe dayanımı 5K kodlu numunede (Polimerde soğutma, 620 °C Temper, Kenar Bölge) elde edilmiştir. Su da soğutulan numuneler arasında en fazla sünek kırılma 1K kodlu (Su da soğutma, 620°C Temper, Kenar Bölge) numunede gözlenirken, en az sünek kırılma 4O kodlu (Su da soğutma, 560°C Temper, Orta Bölge) numunede gözlenmiştir. Bu da darbe enerjisinin sıcaklık arttıkça arttığını ve kenar bölgelerin orta bölgelere nazaran daha yüksek toklukta olduğunu göstermektedir. Çeliklerin Mekanik Özelliklerinin Isıl İşlemlerle Değişimi’’, DEÜ Mühendislik Fakültesi Fen Ve Mühendislik Dergisi, Cilt: 6 Sayı: 2 S. 95-100 Mayıs 2004 [4] Bandyopadhyay N, Mcmahon C J. ‘’The MicroMechanisms Of Tempered Martensite Embrittlement İn 4340 Type Steels’’, Metallurgical and Materials Transactions Volume 14A, Jully 1983, 14(7): 1313-1325 . [5] P.K. Jena, , Bidyapati Mishra, M. Ramesh Babu, Arvindha Babu, A.K. Singh, K. Siva Kumar, T. Balakrishna Bhat, ‘’ Effect of Heat Treatment On Mechanical And Ballistic Properties of A High Strength Armour Steel’’, International Journal of Impact Engineering, Volume 37, Issue 3, March 2010, Pages 242–249 TEŞEKKÜR Bu çalışmaya olan desteklerinden dolayı tüm Akmetal Metalurji Endüstrisi A.Ş. çalışanlarına teşekkür ederiz. [6] X. Fanga, Z. Fana, B. Ralpha, P. Evansb, R. Underhillc, ‘’ Effects of Tempering Temperature On Tensile and Hole Expansion Properties of A C–Mn Steel’’, Journal of Materials Processing Technology, 132 (2003) Pages 215–218 KAYNAKÇA [1] İbrahim Güneş, Sinan Ulu Ve Oğuz Ayan ‘’Su Verilmiş Çeliklerdeki Temperleme Kademelerinin Aşınma Davranışına Etkisinin Araştırılması’’, 5. Uluslararası İleri Teknolojiler Sempozyumu (Iats’09), 13–15 Mayıs 2009, Karabük, Türkiye, [7] Qin B, Wang Z Y, Sun Q S. ‘’Effect of Tempering Temperature on Properties of 0Cr16Ni5Mo Stainless Steel’’ Materials Characterization, 2008, Pages 1096-1100. [8] Salemi A, AbdollahZadeh A. ‘’The Effect of Tempering Temparature on The Mechanical Properties and Fracture Mor phology of a NiCrMoV Steel [J]. Materials Characterization, 2008, Pages 484-487. [2] Ethem Kesti, ‘’ Ç - 4140 Çeliğinin, Mikro Yapı Ve Mekanik Özelliklerine Su Verme Ortamının Etkilerinin Araştırılması’’, Yüksek Lisans Tezi Makine Mühendisliği Anabilim Dalı, T. C. Selçuk Üniversitesi Fen Bilimleri Enstitüsü, Konya, 2009 [9] Ender Günerli, ‘’ Effect Of Tempering Temperature On The Mechanical Properties Of Hardened 1.2842 Tool Steel’’, Msc Thesıs [3] N. Sinan Köksal, Mehmet Uzkut, B. Sadık Ünlü, ‘’ Farklı Karbon İçerikli 8 Çukurova University Institute Of Natural and Applied Scıences, Department Of Mechanıchal Engineering, Adana, 2012 [10] R. Dabrowskı, R. Dzıurka, ‘’ Temperıng Temperature Effects On Hardness And Impact Toughness Of 56NiCrMo7 Steel’’, Archives of Metallurgy And Materials; Volume 56, Pages 5-12 [11] G. Golański, ‘’ Influence of Tempering Temperature on Mechanical Properties Of Cast Steels’’, Archıves of Foundry Engıneering, Issn (1897-3310) Volume 8 Issue 4/2008, Pages: 47 – 50 9
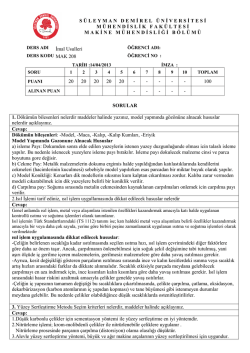
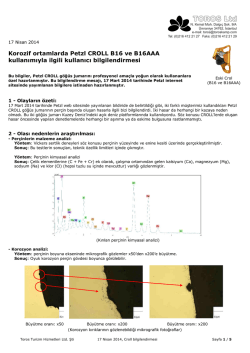
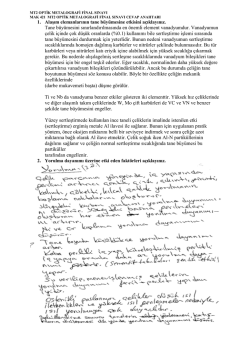
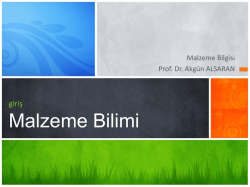
© Copyright 2026 Paperzz