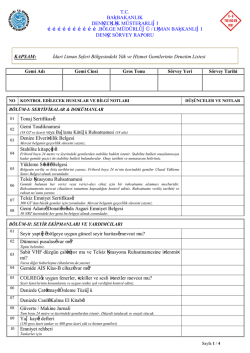
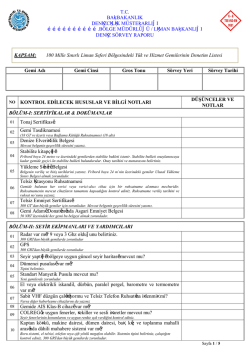
Gelshield Plus Kullanım Kılavuzu LB/GEL01/04 S 1 of 27 İçindekiler GİRİŞ………………….………………………………………………………………………s. 3 OZMOS’un ANLAŞILMASI VE DEĞERLENDİRİLMESİ ………………………………..s. 4 • Ozmos Araştırma Programlarına Bakış • Ozmos’un Genel Belirtileri ve Nedenleri • Ozmos’un Safhaları • Yan Etkenler • Olası Sorunların Erken Safhalarda Tanımlanması • Sorunun Kapsamının Değerlendirilmesi • Tedavi ve Korunma Seçenekleri KARİNANIN KORUNMASI VE OZMOS’UN TEDAVİSİ...............................................s. 14 • Seçenek 1 – Koruma Sistemi • Seçenek 2 – Tedavi Sistemi • Seçenek 3 – Tekrar Laminasyon ve Tedavi Sistemi BAŞARI BEKLENTİLERİ ……………………… …………………………….….s. 24 SONUÇ…………………………………………………………………………………….…s. 25 EMNİYET & GÜVENLİK.…………………………………………………………..…….....s. 26 GELSHIELD PLUS VE KULLANILAN YARDIMCI ÜRÜNLER……………….……....…s. 27 LB/GEL01/04 S 2 of 27 Giriş Ozmos, Gelshield Plus ve Beraber Kullanılan Ürünler 1960’ların ortaları kadar uzun bir süre öncesinde GRP gemilerin piyasa çıkışından beri, fiberglas teknelerin iddia edildiği gibi bakım gerektirmeyen tekneler olmadıkları açıkça görülmektedir. Zaman ve kullanımın bedeli olarak yatların görünümü gitgide bozulmaktadır. Bir süredir “ozmos”, teknelerin belirli bir yüzdesini etkileyen bir sorun olarak bilinmektedir. Ozmos’u önlemenin en iyi yolu yatın su ile temasını kesmektir. Bu da karinanın suyun altında kalan kısımlarına Gelshield epoksi kat uygulanması ile kolaylıkla başarılabilir. Gelshield epoksi karinaya nüfuz eden su seviyesini azaltır ki bu da ozmos ile mücadelede başarının anahtarıdır. Epoksi katının karina laminatta nem seviyesi üzerindeki etkisi: Effect of added 100% 100 % 0% 0% Nem içeriği Nem içeriği azalması Korunmamış Epoksi ile korunmuş International’ın Gelshield Sistemi, hem koruma hem de tedavi ile ilgili çeşitli sorunlara çözümler sunar. ® , International ® ve bahsi geçen tüm ürünler Akzo Nobel’in markalarıdır veya lisansları Akzo Nobel’e aittir. © Akzo Nobel, 2003 International Paint Paz. Ltd.Şti. Eski Büyükdere Cad. Bodur İş Merk. No:8 Kat:1 D:4/5 34752 İçerenköy Tel: +9 (0) 216 574 31 91 Fax: +9 (0) 216 574 68 02 LB/GEL01/04 S 3 of 27 Ozmosun anlaşılması ve değerlendirilmesi Giriş Fiberglas, 1960’ların ortalarında yaygınlaşmıştır. Tekneyi imal edenlerin kullanacakları malzemeyi imalat safhasında kimyasal olarak yaratmalarına dayalı ilk tekne imal malzemesidir. Bu imalat yönteminin uygunluğu ve nihayetinde gelen popülerliği GRP/FRP’ lerin hızla piyasada hakim tekne imalat malzemesi haline gelmesine neden olmuştur. Bir çok yeni üründe olduğu gibi sayısız iddialar ortaya atılmıştır. Bu iddiaların ikisinden, GRP/FRP’ lerin bakım gerektirmedikleri ve sonsuza kadar dayanacakları iddiaları fazla iyimserdir. GRP’ nin bakım gerektirmeyen bir malzeme olduğu efsanesi piyasaya sürülmesini takip eden bir ya da iki yıl içinde ortadan kalkmıştır; GRP üzerinde telvis oluşmuştur ve dolayısı ile zehirli boya uygulanması zorunlu olmuştur. Henüz 1970’lerin ortalarındayken GRP’ nin daha ciddi eksikleri olduğuna dair kanıtlar ortaya çıkmıştır. Kısacası, GRP suyun altında bozulmaktadır ve hatta bu, yatın ömrünün çok başlarında gerçekleşebilmektedir. Bu bozulma süreçleri, kelimenin tam anlamıyla ozmos olmasa da bir çok bozulma halindeki fiziksel mekanizmadan esinle “ozmos” olarak adlandırılmıştır. Özel olarak yatlar bağlamında, ozmos terimi birçok vakada suya indirme sonrasında jelkotta oluşan su kabarcıkları şeklinde ortaya çıkan, jelkot ve laminat kusurları yelpazesindeki tüm durumlara karşılık kullanılagelmektedir. Bu metin aşağıdakileri içermektedir: Ana jelkot ve laminat kusurlarının göstergeleri ve nedenleri. GRP/FRP karinalarda oluşabilecek sorunların türlerinin tanımlanmasında surveyorlara, marinalara ve tekne sahiplerine destek International tarafından sorunun ayrıntılı ve bilimsel şekilde anlaşılmasına dayalı olarak geliştirilen koruma ve tedavi programlarının tarifi. Ozmos Araştırma Programlarına Bakış Ozmotik su kabarcıklarının GRP yatları etkileyen bir sorun olarak ortaya çıkışını takip eden dönemde, boyanın kusurlu olduğu düşünülmekteydi. International bu yüzden sorunu teşhis etmek ve neticesinde çözmek niyeti ile konu hakkında büyük ölçekli bir araştırma başlattı. Ancak hemen sonrasında bir dizi boya tabakasının etraflıca incelenmesi sonucu ortaya şu gerçek çıktı ki bozucu etkiyi yaratan basınç, boya tabakasında değil de hemen altında GRP’ de oluşmakta ve bu iç basınç boyada kabarcıklar oluşturmaktadır. Yat gövdelerinde kullanılan laminat ve jelkotu daha yakından araştırmak üzere bir araştırma programına girişildi. Sorunun nerede başladığı ve nasıl yayıldığını açıkça bulabilmek üzere ozmotik laminatlar ile ozmotik olmayan laminatların özellikleri ve farkları ayrıştırıldı ve karşılaştırıldı. Daha ileri düzeydeki araştırmalar, laminatta istenmeyen ve ciddi kimyasal reaksiyonların olduğunu ortaya çıkardı ve yatların ömrünü uzatan ürünlerin ve tedavi yöntemlerinin geliştirilmesine katkıda bulundu. En iyi koruma özelliklerini hangi malzemelerin sağladığına dair bir dizi test ve deneme yapılırken, marina ortamında kullanım kolaylığı sağlayan gerekli özellikleri temin etmek üzere girişilen sayısız uygulama gerçekleştirildi. Sonuçta Gelshield sisteminin kalbini oluşturan iki ürün geliştirildi. Bunlar Gelshield ve Gelshield 200’dür. Devam eden araştırmalar ve yeni malzeme teknolojilerinin ilerlemesi sayesinde şimdi Gelshield Plus piyasaya çıkışının ardından Gelshield’ın yerini almaktadır. LB/GEL01/04 S 4 of 27 Ozmos’un Genel Belirtileri ve Nedenleri Çoğu “GRP/FRP” yatta polyester reçine kullanılmaktadır. Yapışkan bir sıvı halinde olan bu reçine, polifonksiyonel asidin polihidrik alkol ile reaksiyonu neticesinde elde edilmektedir. Temel bileşenlerin reaksiyonundan oluşan suyun atıldığı bağlı bir reaksiyon da meydana gelmektedir. Bunu katı hale dönüştürmek için, tekne inşasını yapan kişi katalizör etkisi yaratan ve yapışkan sıvının reaksiyona girerek katı hale gelmesine neden olan peroksidi ekler. Ozmos süreci genellikle aşağıdaki üç temel nedenden biri ile ilişkilidir: Yatın dışından su girişi Yatın içinden su girişi: örneğin sintineden Reçinedeki reaktif katışıklar İncelenen tüm vakaların % 85’inde su girişinin sorunun nedeni olduğu bulunmuştur. Bu tür vakalar şimdi iyi bir tedaviye tabi tutulabilir. Bu durumda su laminattaki ya da polyesterin kendisindeki katışıklarla ya da cam takviyedeki kaplama maddesi ile reaksiyona girerek serbest asidik maddeler oluşturur. Hidroliz olarak bilinen bu süreçte, reçine su tarafından bileşenlerine ayrıştırılır. Ancak tüm polimerik maddelerin (plastiklerin) bir seviyeye kadar suda ve su buharına karşı geçirgen olduğu not edilmelidir. Fakat reçinenin üretim sürecinde reaksiyona girmemiş bazı bileşenlerin kalıntıların çözülmesine ve neticesinde “ozmos” olarak bilinen olgunun gerçekleşmesine yol açar. Reaktif katışıkların veya laminat kusurlarının sorunun nedeni olduğu, geriye kalan % 15 oranındaki vakada tedavi oldukça zordur. Reçine üretim safhasında yetersizlikler olması olasıdır; yani reçinede asidin ya da alkolün % 0.1’i serbest kalmıştır. Bu tür durumlarda imalatçılara tedarik edilen ve onların kullandıkları reçine tamamen reaksiyona girmek için yeterli değildir. Sonuçta ‘serbest’ asit veya alkol molekülleri, laminat ile istenmeyen ve beklenmeyen ikincil reaksiyonlara girmeye elverişlidirler. Buna ilaveten peroksit katalizör ve kullanılan diğer hızlandırıcılar katı matrisin parçası olmayarak laminatta katışık olarak kalırlar. Kalıntı bileşenlerin sudaki elementlerle reaksiyona girerek jelkotta kabarcıklar şeklinde ortaya çıkan basıncı yaratan bileşimleri oluşturdukları bilinmektedir. Sorun kendini genellikle karinanın ilk iki ya da üç yılında belli eder. Bu tür vakalar çeşitlilik arz eder ve sorun başarılı bir şekilde tahlil edilse dahi reaksiyonun sürmesi her zaman engellenememektedir. Dolayısıyla bu vakaların tedavisi bazen olanaksızdır ve karinanın ömrünü uzatabilse dahi % 100 başarılı olduğu düşünülemez. LB/GEL01/04 S 5 of 27 Ozmos Safhaları Safha 1 – Su Sızması Karina Kesiti Karina Laminatı Jelkot Katmanı Laminat ve Jelkottaki boşluklar Su Laminata Sızar İçerisi - ‘kuru’ Dışarısı - Su Safha 2 – Boşluklarda oluşan çözeltiler. Öncelikle nem içeriğinin yüksek olduğu jelkotta. Ve bu durum devam ettikçe laminatın derinlerine doğru. Mevcut nem reçineyi hidroliz ile parçalar. H2O H2O + H2O H2O Gelkot Boşlukk Safha 3 – Kabarcık Oluşumu H2O Oluşan konsantrasyon hücreleri, kabarcık oluşumuna ve şişmelere neden olacak şekilde daha fazla nem çekerler. Artan basınç, laminat reçinesinin parçalanmasını hızlandırır. H2O H2O LB/GEL01/04 S 6 of 27 Safha 4 – Laminat Bozulması Devam eden reçine parçalanması ve kabarcıklardaki artan basınç bazı kabarcıkların patlamasına yol açar. Laminatın derinlerindeki büyük kabarcıklar, laminatın incelmesine ve sonucunda bozulmasına neden olur. Yan Etkenler İmalat safhasında, karinanın uzun süreli suya maruz kalması durumunda ozmosa karşı dayanıklılık kabiliyetinden mahrum kalmasına bir araya gelerek neden olabilecek bir çok etken mevcuttur. Bu etkenler, imalatta kullanılan hammaddelerin standartları, işçilik ya da ikisinin birleşimi olabilir. Hammadde ile İlgili Hususlar Emülsiyon yapışkanlı cam: Cam hasır, kullanımından önce lifleri yerinde tutmak ve reçinenin bunlara yapışmasını sağlamak üzere kaplama malzemesine gereksinim duyar. Bir emülsiyon kullanıldığında (genellikle modifiye edilmiş PVC/PVA bileşimleri şeklinde) bu emülsiyon suya karşı hassastır ve laminattaki serbest su ile reaksiyona girerek kabarcıklardaki tipik, keskin kokulu, sirkemsi sıvıyı meydana getirirler. Bu yüzden pudra yapışkanlı hasır tercih edilmektedir. Reçinenin üretim safhasında eksik reaksiyona girmesi nedeni ile oluşan gözenekli jelkot. Jelkotta kullanılan suya karşı hassas boyalar. Bazı mavi ve kırmızı boyaların hidrofilik oldukları bilinmektedir. Reçinedeki su: Polyester reçinenin üretilmesi sırasında bol miktarda su ortaya çıkar. Bu su imalat safhasında ortadan kaldırılmalıdır; ancak nadiren bir miktarı katışık olarak kalabilmektedir. Cam hasır nemli bir yerde saklanmıştır ve sonrasında hafif nemli bir şekilde kullanılmış olabilir. Bir çok durumda tekne inşası sırasında kullanılan hammaddeler standartlardan çok uzak olduğu için tüm laminatı kararsız kılarlar. En sık görülen örneklerden ikisi şunlardır: Asit zengini reçine. Bazen reçinenin imalatı sırasındaki asit/alkol reaksiyon safhasından sonra asidin fazlası kalır. Bu da serbest asitlere neden olarak reçineyi kabarcıklaşmaya karşı dayanıksız kılar. Tersi de mümkündür, yani alkol fazlası da oluşabilir. Peroksit katalizörün gücü gerekenin altındadır. GRP imalatında katalizör olarak kullanılan peroksitler sınırlı saklama ömrüne sahip ve nispeten kararsız maddelerdir. Eskimiş, tarihi geçmiş ya da gerektiği gibi saklanmamış katalizörler ciddi bir şekilde sertleşme eksikliği bulunan reçine oluşumuna yol açarlar. Bu durumlarda reaksiyon bir kere başlayınca tersine çevrilemez ve karina genellikle başarılı bir şekilde rektifiye edilemez. LB/GEL01/04 S 7 of 27 İşçilik Sorunları Yetersiz katalizörlerin neden olduğu az sertleşmiş, yumuşak jelkot. ‘Yıldız’ şeklinde çatlaklarla kendini belli eden, aşırı miktarda katalizör kullanımının neden olduğu çabuk bozulan jelkot. Etkin kalınlığını azaltacak şekilde hava almış veya toplu iğne başı büyüklüğünde su kabarcıklı jelkot. Laminasyona başlamadan önce aşırı derecede uzun süre sertleşmeye bırakılmasından dolayı jelkotun laminata yapışmaması. Nemin liflere ve laminata fitillenerek nüfuz etmesine izin verecek şekilde jelkotun ardındaki hasırın reçinelenmemesi. Hasırdan fırlamış liflerin etkin kalınlığını azaltacak şekilde jelkota nüfuz etmesi Karinanın içindeki liflerin, suyun sintineden içeri çekilmesine izin verecek ve yetersiz şekilde ıslatılması Reçine-cam oranı: imalatçı normalde belirli laminat türleri için gerekli reçine/cam oranını belirler. Reçine yüzdesinin ciddi bir şekilde düşmesine izin vermenin sonucu kuru ve gözenekli birikimdir. İmalat sırasında cam liflere uygulanan kat atıcının türü veya ebadı neticesinde, reçine ve camın birbirine yetersiz şekilde yapışması. Su Isısı ve Tuzluluğu Tüm ozmos türleri için, karinanın indirildiği suyun ısısı olarak tanımlanan laminat ısısı önemli bir etkendir. Ozmos süreci bir dizi kimyasal reaksiyona dayalıdır ve daha sıcak bir laminat, daha soğuk koşullarda bulunan laminattan daha hızlı bozulur. Suyun tuzluluğu da önemlidir. Su, sadece daha düşük bir seviyeye düşmeye yönelmeyecektir buna ilaveten konsantre bir çözeltiyi de seyreltmeye yönelecektir. Böylelikle boşluklardaki ve kabarcıklardaki yüksek yoğunluklu çözeltilerin nem çeken etkisi, konsantrasyon farkının en fazla olduğu tatlı suda en ciddi seviyelere ulaşacaktır. Bu nedenlerle, biri bütün bir yıl suyun üzerinde kalmasını olanaklı kılan sıcak bir tatlı su gölünde, diğeri de her yıl donan ve teknenin birkaç ayı suyun dışında geçirdiği tuzlu su ortamında bulunan iki benzer tekne ozmosa karşı bariz şekilde farklı direnç gösterecektir. LB/GEL01/04 S 8 of 27 Olası Sorunların Erken Safhalarda Tanımlanması Gözle Görülür Kanıtlar Karinayı, (10 ya da daha fazla kez büyütecek) güçlü bir büyüteç ile inceleyerek laminatın su soğurmaya eğilimli olup olmadığına dair karina yüzeyinde belirtiler görmek mümkündür. Aşağıdaki belirtiler eğer su seviyesi üzerinde görülmekteyse, su seviyesinin altında, çoğunlukla gözden kaçan zehirli boyanın altında da olması muhtemeldir. Yıldız şeklinde çatlama. Yıldız çatlakların bulunması jelkotun çabuk bozulabileceğini ve kolaylıkla reaksiyona girebileceğini gösterir. Su çatlaklardan sızacaktır. Mikro-çatlaklar. Jelkottaki mikro-çatlaklar da aynı eğilimi sergileyecektir. İğne büyüklüğünde delikler. jelkottaki küçük birer toplu iğne başı kadar baloncuklar ya patlarlar ya da küçük boşluklara dönüşürler. Bu, su hattı altındaki jelkotun etkin kalınlığının olması gerekenin çok altında olduğunu gösterir. Bu da suyun karinaya daha kolay sızmasına izin verir. Jelkot inceldikçe, su daha çabuk emilecektir. GRP yüzeyinin 32 kez büyütülmüş hali. Belirgin fiberler. Bunların bazen jelkotun altından ya da jelkotun içinden fırladıkları görülebilir. Bu da suyun omurgaya kılcal damar etkisiyle çekildiği bir süreç olarak tanımlanan “fitillerden nüfuz etmenin” gerçekleşmesine neden olur. GRP laminatın 32 kez büyütülmüş yüzeyinde görülen fırlamış lifler LB/GEL01/04 Laminatın incelemek üzere alınan kesiti , boyanmış jelkottaki fırlamış lifleri göstermektedir. S 9 of 27 Kabarcıklar. Bunlar normalde su seviyesinin altında oluşurlar ve genellikle zehirli boyanın baloncuklaşması olarak görülürler. Bu durumda sorunun ardındaki nedenlerin belirlenmesi için zehirli boyanın sökülmesi gerekir. Gözle Görülebilir Belirtiler Bir çok laminat kusuru belirtisi çıplak gözle görülemez. Yetersiz yapışmış cam ve zayıf yapı gibi sorunlar sadece etraflı tahliller neticesinde bulunabilir. Fiberglas özün kaldırılması – dış donanımın takılması sırasında tamponların kaldırılması gibi – bir çok ipucu verebilir. Örneğin: Yapıda delaminasyon belirtileri olabilir. Öncesinde boya tarafından gizlenen daha fazla baloncuk artık jelkotun kalınlığı dahilinde görülebilir. Reçine/cam oranı yanlış olabilir. Basit bir test uygulayarak reçine/cam oranını tespit etmek mümkündür. Su Emilmesinin Belirtileri Tekne sahibinin su emilmesinin gerçekleştiğini fark etmesi, teknenin gözle görülür şekilde suyun içine batması durumu haricinde kolay değildir. Daha büyük gemilerde bu daha zor fark edilir. Yat karinalarındaki nemi ölçmekte kullanılan cihazlar tipik olarak elektromanyetik iletkenlik ilkesi ile çalışır. Sıklıkla görülmüştür ki ölçümdeki yüksek değerler nem içeriği değil de diğer bazı etkenler yüzündendir. Kabarcık Sıvılarının Muayenesi Karinanın su seviyesinin altında kabarcıkların görülmesi, bir laminat sorunu olduğunun göstergesidir. Kabarcıklar kubbe şeklini alırlar ya da basınç, patlamalarına sebep olmuşsa muhtemelen krater şeklini alırlar. Kabarcık sıvılarının tahlili karina dahilindeki sorunun türünü belirlemede kullanılan genel bir yöntemdir. Sahada kolaylıkla test edilebilecek üç özellik mevcuttur. • Kabarcık sıvısının kokusu: Güçlü, sirkemsi koku (genellikle stiren ile karıştırılır) oldukça reaktif olan asetik asidin varlığına işaret etmektedir. Asit çeşitli maddelerle reaksiyona girdiğinde basınç oluşur; esas sorun hem tatlı hem de tuzlu suda bulunan ve kalsiyum asetatları oluşturan kalsiyumdur. Bu kimyasal reaksiyon bir kabarcık oluşturmaya yetecek kadar basınca neden olur. Kabarcık sıvısında genellikle kokunun alınabilir olmasına yetecek kadar serbest asidik asit bulunur. • Kabarcık sıvısının işaret parmağı ve baş parmak arasında ovalandığında verdiği his. Bulaşık deterjanı ya da antifrize benzer yağlılık hissi, reçinedeki glikolun mevcudiyeti yüzündendir. Bu serbest glikol suda çözülebilir. LB/GEL01/04 S 10 of 27 • Asitliği ya da alkanitesi pH kağıdı vasıtası ile belirlenir. Kabarcık sıvısının en iyi test edilebileceği zaman, kabarcığın patladığı ve sıvının tahliye edildiği andır. Nötr sonuç – damıtılmış suda olduğu gibi – pH 7’dir. GRP kabarcıkları üzerinde yapılan testlerde rastlanılan sonuçlar genellikle aşağıdaki gibidir. pH 5-pH 6: Asit Sonucu. Bu oldukça sık rastlanan bir sonuçtur ve serbest asidin emülsiyon kaplamadan buharlaşarak asetik asit ve diğer asetik bileşenler oluşturduğuna işaret eder. Nadiren pH 4 kadar düşük seviyelerde sonuçlar da ortaya çıkmıştır. pH 7 nötrdür ve bazen hafif tuzlu ya da tatlı suya sahip gemi bağlama noktalarında rastlanılabilir. pH 8-pH 8.3: Deniz suyu ile dolu kabarcıklar. Su jelkota sızmıştır. pH 9: Alkaline Sonucu. Bu oldukça nadir rastlanan bir sonuçtur ve Laminasyon safhasında ya da bir olasılıkla reçine imalatı safhasında amine hızlandırıcıların kullanıldığını gösterir. Bu duruma modern karinalarda oldukça nadir rastlanır. Bu yüzden uygulamalarından burada bahsedilmeyecektir. LB/GEL01/04 S 11 of 27 Sorunun Kapsamının Değerlendirilmesi International’ın kabarcık oluşumuna maruz kalmış yat sahiplerine tavsiyesi, bir surveyorun durumu incelemesini talep etmeleridir. Surveyor’un incelemesi sırasında göz önünde bulunduracağı unsurlar teknenin yaşı, kabarcıkların türü ve kapsamı ile ne kadar jelkotun kaldırılması gerektiği üzerine yapacağı bir değerlendirmedir. Ozmos sorununun International tarafından araştırılması esnasında aşağıdaki gözlemlerde bulunulmuştur: - Teknenin Yaşı Karinasında kabarcıklar oluşan yat eğer 3 yaşından genç ise imalatçıya başvurulmalıdır çünkü bu olağan bir durum değildir ve dolayısıyla sorunun nedeni onlar için de muhtemelen önem arz edecektir. 5 yaşını geçkin yatlarda kabarcıklaşmış jelkot görülmesi bir şekilde laminatın kalitesine gölge düşürür ancak sorun etkili bir şekilde giderilebilir. 10 yılını tatmin edici bir performansla geçirmiş yatlar muhtemelen iyi inşa edilmişlerdir ancak tedrici jelkot aşınması ve neticesinde su sızmasına maruz kalırlar. Tedavi, büyük olasılıkla bu sorunsuz performans süresini uzatacaktır. Kabarcıkların Türü ve Kapsamı Surveyor, kabarcıkların bölgesel mi yoksa genel mi olduğunu belirlemelidir; sadece küçük bir alan etkilenmişse tüm jelkotu çıkarmanın anlamı yoktur. Bu durumda karinanın geri kalan kısmına bulaşıp bulaşmayacağını anlamak için kabarcıklaşmanın türü ve olası nedenlerin tespiti önemlidir:İğne ucu deliklerden kaynaklanan toplu iğne başı kadar kabarcıklar, karışımı kötü bir şekilde yapılmış jelkotun göstergesi olabilirler; diğer göstergeler sebebin kimyasal bir reaksiyon olup olmadığını işaret edecektir. Kabarcıkların sıvı ile mi dolu yoksa boş mu olduğunun anlaşılması için patlatılması gerekmektedir. Eğer ilki sözkonusu ise, sıvı pH kağıdı ile test edilmelidir. Kabarcık kraterinde fırlamış lifler ve kuru hasır laminatın olup olmadığı muayene edilmelidir. Şayet gerekiyorsa, jelkotun bir kısmı, altında bulunan laminatın hasırına iyi yapışıp yapışmadığının kontrolü için kaldırılmalıdır. Eğer laminat çok kuru görünüyorsa, reçine-cam oranı test edilmelidir. Omurganın Tedavi Yapılacak Alanı. Geniş bir alanı etkileyen ciddi bir vakada, eğer karina çok kötü etkilenmişse, jelkotun çoğu kısmı ya da tamamını kaldırmak zorunlu olacaktır ve muhtemelen bunun altında laminat ile ilgili nedenler yatmaktadır. Az sayıda ve rasgele dağılmış kabarcıklar sözkonusu ise işlem sadece kabarcıkları kazımak ve münferit olarak tedavisini yapmakla sınırlı kalabilir. LB/GEL01/04 S 12 of 27 Tedavi ve Koruma Seçenekleri Tetkik sonuçlarına bağlı olarak üç temel seçenek göz önünde bulundurulabilir: Seçenek 1. Tetkik sonucu: Jelkot sağlam durumda, ozmosa dair iz yok. Tavsiye – Koruma Sistemi Her ne kadar ozmos mevcut olmasa da, GRP/FRP tekneler için sürekli bir risk mevcuttur. Bu riski asgari seviyeye indirmek için jelkot ve su arasında ayrı bir katman oluşturacak şekilde karinaya kalın bir epoksi katı (Gelshield 200) atın. Bu oluşması muhtemel bir ozmosun ilk saldırısını engelleyecektir. Seçenek 2. Tetkik sonucu: Jelkotta kabarcık oluşumunu da içeren ozmos belirtileri. Tavsiye – Tedavi Sistemi Muhtemelen jelkotun tamamen kaldırılması ve etraflıca temizlendikten ve kurutulduktan sonra jelkotun yerine, tavsiye edilen film kalınlığındaki Gelshield Plus epoksi bariyer katı atılması gerekli olacaktır. Seçenek 3. Tetkik sonucu – Jelkot ve altındaki laminatta geniş alana yayılmış kabarcıklar ve kraterler. Tavsiye – Jelkotun ve laminatın hasarlı alanlarının kaldırılması. Etraflıca temizlendikten ve kurutulduktan sonra Epiglass epoksi reçine sistemi ile tekrar laminasyon yapılması ve Gelshield Plus epoksi bariyer sisteminin uygulanması. LB/GEL01/04 S 13 of 27 Karinanın Korunması ve Ozmosun Tedavisi Seçenek 1 – Koruma Sistemi Sistemin Tanımı Üzerinde hiçbir ozmos belirtisi olmayan bir tekne de ozmosa karşı korunma sisteminin faydasını görecektir. Bu ne kadar erken yapılırsa faydaları da o kadar çok olacaktır. Bazı imalatçılar Gelshield 200’ü karinalara ya standart özellik ya da opsiyonel olarak uygulamaktadırlar. Gelshield 200, hem bariyer sistemi hem de zehirli boya arakatı olmak üzere iki işlevi birden görmektedir. Bir kez tavsiye edilen kalınlıkta uygulandı mı, üzerine International’ın ürün yelpazesinde bulunan tüm zehirli boyalar ile kat atılabilir. Gelshield 200, ozmosa karşı sürekli yüksek seviyede koruma sağlarken bir çok yöntem vasıtasıyla kolay kullanım sunan özel formüllü niteliklere sahip bir epoksi astarıdır. Epoksi teknolojisine dayalı solvent yüzeye oldukça iyi yapışmasını ve hayli geniş kapsamlı uygulama koşullarına ve sıcaklıklarına karşı uyumu temin eder. Epoksinin bariyer özelliklerini arttıracak şekilde formülüne, her bir katı birbirine bağlayarak su sızıntılarına karşı mücadelede oldukça tesirli Microplate® etkisini yaratan, tabakalar halinde mika dahil edilmiştir. Bu ayrıca metal donanımları çürümeden koruyacaktır. Öyle ki; tek bir ürün teknenin suyun altında kalan kısımları için azami koruma sağlamak üzere karinaya, sterngear’a ve dış donanıma uygulanabilir. Gelshield 200, gerekli hazırlıkların yapılmasından sonra doğrudan jelkota uygulanabilir. Rulo, fırça ya da konvensiyonel spreyle uygulanması mümkün olmakla beraber airless sprey her bir uygulamada en fazla kat kalınlığını sağlayarak projenin tamamlanma süresini kısaltma avantajına sahiptir. Gelshield 200, hem zehirli boya arakatı hem de astar işlevlerine sahip olduğu için sertleşir sertleşmez, üzerine International’ın ürün yelpazesinde bulunan tüm zehirli boyalar doğrudan uygulanabilir. Eğer uygulama belirtilen sürede tamamlanmış ise, Gelshield 200 katları ya da üzerindeki zehirli boya katları arasında zımpara yapmak gerekmemektedir. Yüzeyin Hazırlanması - GRP/FRP ve Bileşikleri Giriş Bir çok boya işlemindeki gibi, daha işin başında başarısızlığa uğramak istenmiyorsa doğru bir şekilde hazırlanılması esastır. Uygulanan imalat yöntemine bağlı olarak kat atılacak yüzey, boya işlemine başlamadan önceki hazırlıklar adına farklı adımlar atılmasını gerektirecek özelliklere sahiptir. Kalıp GRP Yüzeyler Fiberglas karinalar ve parçaları genellikle kalıp içerisinde imal edilirler ve dolayısıyla onları bu dişi kalıptan temizlemek üzere çeşitli türde sökücü maddeler kullanılır. Bu maddeler modifiye edilmiş silikon balmumu, sert saf balmumu ve su ile karıştırılabilir polivinil alkol gibi sökücüleri içerir. Bazı GRP/FRP bileşiklerinde, kalıp erkektir ve dolayısı ile sökücü madde, yapının dışından ziyade iç kısmının üzerinde bulunmaktadır. İki durumda da, sökücü madde boyama işlemine başlanmadan önce deterjanla bulamaç durumuna getirilmeli ve etraflıca yıkanmalıdır. Sökücü maddelerin etraflıca temizlendiğine dair göstergeler şu şekildedir: Eğer kalıp sökücü madde tamamen silinmiş ise yüzey su ile tamamen ıslanacaktır. Eğer sökücü maddeler kalmış ise, su yüzeyde damlalar halinde kalacaktır. Bu durumda süreç tekrar edilmelidir. LB/GEL01/04 S 14 of 27 GRP Laminat Yüzeyler Bazen karinanın tamamı polyester reçine kullanılarak erkek kalıp üzerinde imal edilebilir. Bu durumda, karinanın dışında pürüzsüz bir jelkot sonkatı olmayacaktır ancak onun yerine kaba bir laminat sonkatı olacaktır. Doğal olarak bu yüzey türü, reçinenin dış katmanının sökülmesi için zımparalamayı gerekli kılacaktır. Bu işlem sırasında da polyester laminatların yüzeyindeki kürün ‘havayı tutmasının’ sonucu olarak biraz zorlanma olacaktır ki bu da dış katmanın tamamen sökülüp sökülmediğinin tespit edilmesine yardımcı olacaktır. Su ile ıslatma testi, bu durumda da etkilidir. Eğer bir kat soyucu kullanılıyorsa, dış katman da kat soyucu ile sökülmüş olacağından zımparalama gerekmeyecektir. Hazırlıkların Özeti Yüzeyin kalıplanan yanlarındaki, kalıp sökücü maddeler deterjanlarla, özel solventlerle ya da zımparalamayla tamamen temizlenmelidir. Daha sonrasında jelkot yüzeylerde aşağıdakilerin kontrolü yapılmalıdır: İğne Ucu Delikler Eğer iğne ucu delikler mevcut ise bunlar boyama işleminden önce doldurulmalıdır. Yıldız Şeklinde Çatlaklar Bunları tespit etmek çok zordur ve bazen sadece boyanın ilk katı sürüldükten sonra ortaya çıkarlar. Kazınmalı ve Interfill 830 ile doldurulmalıdırlar. Kabarcıklar Bunlar nemin mevcut olduğunu gösterirler. Yani karina nem ölçer ile ozmos saldırısına karşı test edilmelidir. Eğer ozmos mevcut ise jelkotun sökülmesi ve ozmos tedavisinin yapılması gerekecektir. Tüm yüzeyler 180 – 220 grade zımpara kağıdı ile zımparalanmalıdır. Uygulama Fırça/Rulo yaygın bir şekilde kullanılan uygulama yöntemleridir. Gelshield 200, bu yöntem ile uygulandığında sırasıyla her bir katta 50 mikron kuru film kalınlığı oluşturmasına dikkat edilmelidir. Daha iyi koruma için toplam kuru film kalınlığına ulaşılması temin edilmelidir. Konvensiyonel Sprey uygulaması, kullanılacak malzemenin konvensiyonel sprey tabancasından geçecek şekilde inceltilmesini gerektirmektedir. Yüzeye yeterli miktarda malzeme püskürtülmesinin temini için ıslak ve kuru film kalınlıklarının düzenli bir şekilde kontrol edilmesi tavsiye edilir. Airless Sprey malzemenin inceltilmeden kullanılmasına izin verirken her katta daha yüksek kuru film kalınlığının sağlanması sonucunu getirir. Daha büyük teknelerde, kat atma sürelerinin tamamlandığına emin olmak için ürün veri tablolarının dikkatlice kontrol edilmesi tavsiye edilir. Bu yöntemde kat atma süreleri ve sonuçları, daha düşük bir malzeme kalınlığı sağlayan diğer yöntemlerden farklıdır. LB/GEL01/04 S 15 of 27 Gelshield 200 kullanıcıları için önerilen kullanım programları Fırça/Rulo ya da Konvensiyonel Sprey ile Su Seviyesi Gelshield 200 uygulaması: Gelshield 200 (Gri) 110 mikron WFT = 50 mikron DFT Interfill 830 gerektiği şekilde Gelshield 200 (Yeşil) 110 mikron WFT = 50 mikron DFT Gelshield 200 (Gri) 110 mikron WFT = 50 mikron DFT Gelshield 200 (Yeşil) 110 mikron WFT = 50 mikron DFT Gelshield 200 (Gri) zehirli boya arakatı olarak 50 mikron DFT 2 kat International Zehirli Boya Airless Sprey ile Gelshield 200 uygulaması: Gelshield 200 (Gri) 300 mikron WFT = 135 mikron DFT Interfill 830 gerektiği şekilde Gelshield 200 (Yeşil) 300 mikron WFT = 135 mikron DFT Gelshield 200 (Gri) zehirli boya arakatı olarak 50 ya da uygulama türüne bağlı olarak 135 mikron DFT 2 kat International Zehirli Boya Gelshield 200’ün astar, bariyer ve arakat olması tüm durumlarda uygulama sürecini kolaylaştırır. 1. Yüzeyi uygun bir şekilde hazırlayın. Daha önceden boyanmış yüzeylerdeki tüm boya katmanları atılmalıdır. Yeni bir jelkotta kalıp sökücülerin kalıntıları bulunabilir ki bunlar da temizlenmelidir. Hazırlıklar konusunda yukarıda anahatları verilen talimatları takip edin. 2. Boyanacak yüzeyi solvent ve temiz bir bezle ovun. 3 numaralı ya da 7 numaralı İncelticileri kullanın. (Daha büyük işler için 5 litrelik teneke kaplarda bulunan YTYA910 kullanılabilir.) Fazla solventi silmek için başka bir bez kullanılmalıdır. 3. Seçeceğiniz bir yöntemle Gelshield 200’ün ilk katını uygulayın. 4. Uygun kuruma süresi sonrasında (bunun için veri tablosuna bakın) gereken macun türünü kullanın. Ufak alanlar için Watertite epoksi macunu kullanılabilir. Bu, ufak alanların tamiratına uygun, çabuk kuruyan bir macundur. Daha uzun bir çalışma süresine sahip olduğu ve sertleştiğinde kolay zımparalandığı için Interfill 830 geniş alanlar için en uygun macundur. 5. Tüm macun uygulamalarından sonra, başka bir uygulamadan önce yüzeyi solvent ve temiz bir bez ile ovun. 6. Ürünün veri tablosunda verilen asgari kat atma sürelerine dikkat ederek, seçtiğiniz yöntemle sonraki Gelshield 200 katlarını uygulayın. 7. International Zehirli Boyayı doğrudan Gelshield 200’ün üzerine uygulayın. Azami kat atma süresine ulaşılmamış ise bu işlem zımparalama olmaksızın yapılabilir. LB/GEL01/04 S 16 of 27 Seçenek 2 – Tedavi Sistemi Sistemin Tanımı Ozmos tarafından etkilenen herhangi bir yatın jelkotunun tamamen ya da kısmen kaldırılması gerekir. Açıkçası, jelkotun çıkarıldığı ‘tamamen kurumuş’ bir cam hasırın kendisi sağlam olmayan, gözenekli bir yüzeydir ve bu tür bir yüzey üzerine kat atılması belirli bir derecede risk taşır. Gelshield Plus, özellikle bu riskleri asgari seviyeye indirmek için geliştirilmiştir. Aşağıdaki esas doğal özelliklere sahiptir : İki Komponentli, Kimyasal Olarak Sertleşen Epoksi 2:1 karışım oranına sahip iki komponentli, kimyasal olarak sertleşen bir epoksi ürünüdür. Epoksi yüksek derecede su sızdırmaz bir reçine olduğundan dolayı seçilmiştir. Dahası çok kritik karışım oranlarına sahip polyesterlerin aksine marina ortamında karışımının yapılması kolaydır. Epoksi reçineleri, GRP’lerdeki ozmosun ana nedeni olan hidrolizden kolay etkilenmemektedirler. Solventsiz Formül Solventsiz formülasyonun faydası solventin hiçbir şekilde gözenekli hasır yüzeyine sızması ve daha önce ozmosun neden olduğu su tarafından doldurulan boşluklara hapsolmamasıdır ki bu ileride sorunlara neden olabilir. Solventsiz formülasyonun buna eşlik eden ve olumlu özelliklerinden biri de tabi ki formülü tatbik eden kişinin nahoş solvent kokusuna maruz kalmamasıdır. Yüksek Yapısal Özellikler Genelde katlar ne kadar kalın olursa o kadar su geçirmez olurlar. % 100 katı olan Gelshield Plus ilk kat olarak 150 mikrona kadar uygulanabilir ki etkili bir bariyer de sadece 4 kat ile oluşturulabilir. Sıradan epoksilerle yapılan deneyler ozmostan etkilenen teknelerde en azından 200 mikron toplam film kalınlığına ihtiyaç duyulduğunu göstermektedir. Önerilen Gelshield Plus programı normalde bu rakamları aşacaktır. Gelshield Plus (Baz YAA222 Sertleştirici YAA221 Mavi, YAA220 Yeşil), orijinal Gelshield’in yüksek seviyede koruyucu unsurlarını ve aşırı derecede az su sızdırma özelliğini muhafaza etmesinin yanı sıra boyalı epoksilerin tercih edildiği alanlar için alternatif olarak geliştirilmiş, yüksek nitelikli solventsiz epoksidir. Değişik renkleri tedavi programı uygulanırken kolaylık sağlar. Orijinal Gelshield’e özgün olanlardan daha yüksek, doğal niteliklere sahiptir ki bu da kendisinden daha önceki uygulamalarda bir kat daha az kat sürülmesine olanak sağlar (orijinal üründe 5 kat yerine 4 katlık ozmos tedavi programının uygulanması şeklinde). Buna ilaveten, 2:1 gibi basit bir karışım oranına ve hatta orijinal versiyonun 4 derece daha altında, 10°C’ye kadar düşük ısılarda sertleşme kabiliyetine sahiptir. Interfill 830 ve Interfill 833 ile uyumluluğu aynıdır. Bu olumlu özelliklere ek olarak Gelshield Plus kullanıcısının aklında bulunması gereken üç yönü daha mevcuttur: Ekzotermik Reaksiyon Temel madde ve katalizör karıştırıldığında, ekzotermik bir kimyasal reaksiyon başlar (örneğin ısı ortaya çıkar). Eğer ürün kabında bırakılırsa, ısınır, buharlaşır ve 10/15 dakikada sertleşir. Bu yüzden karıştırdıktan hemen sonra karışımın geniş ve 2.5 cm’den daha derin olmayan bir kaba dökülmesi önemlidir. Bu şekilde ekzotermik reaksiyonla oluşan ısı dağıtılabilir. International, yarım saatte kullanabileceğiniz malzemeden daha fazlasını hazırlamamanızı önerir. LB/GEL01/04 S 17 of 27 Spreyleme için Uygun Değildir. Bir kere sertleşti mi Gelshield Plus’ı çözecek bir solvent yoktur. Gelshield Plus’ın içerisinde sertleşmesine kazara izin verilen püskürtme teçhizatı kalıcı olarak hasar görecektir. Bu nedenle, ürünün spreylenmemesi tavsiye olunur. Sağlık ve Güvenlik Reaktif kimyasallar olarak tüm epoksiler kullanıcılar açısından küçük de olsa risk unsurları içermektedirler. International, kullanıcıların etiketteki Sağlık ve Güvenlik önerilerini okumalarını ve incelemelerini şiddetle tavsiye eder. Malzeme Emniyeti Veri Tabloları (MEVT) da istek üzerine gönderilebilir. Tedaviye Hazırlık Jelkotun Kaldırılması Jelkotun kaldırılmasında beş genel yöntem kullanılmaktadır: • Jelkot Planyası: Son yıllarda bu yöntem zehirli boya katlarının ve kabarcıklaşmış jelkotun sökülmesinde en popüler yöntem haline gelmiştir. Bu iki katman her zaman birlikte soyulur ancak ne kadar uzun süredir kullanılıyor olursa olsunlar zehirlenme tehlikesi arz ederler. Jelkot Planyaları, karinanın dış hattının muhafazasını sağlarken aynı zamanda zehirlenme tehlikesi yaratmaksızın iki maddenin de konteynerlere aktarılmasını gibi bir avantaja sahiptir. Güç planyasındaki bıçakların, uygun bir derinlikte soyma işlemini gerçekleştirebilmesi için ayarlanmasına özen gösterilmelidir. Soyma işlemi sonrasında, derinlere yerleşmiş boşlukların kaçırılmaması için kumtaşı vasıtası ile yüzeyin hafifçe süpürülmesi tavsiye olunur. • Diskle Zımparalamak: Bu yöntem düzgün bir sonuç almak için kullanılacak en güvenilir yöntem değildir ve dolayısı ile sadece nispeten küçük alanlar için tavsiye edilebilir. Hem jelkotu hem de kabarcıkları zımparalamak için geniş bir disk kullanılır. Azımsanmayacak miktarda toz ortaya çıkacağından kullanıcı uygun maskeyi takmalıdır, koruyucu kıyafetler giymeli ve aynı zamanda etraftaki insanların etkilenmemesini temin etmelidir. LB/GEL01/04 S 18 of 27 • Sıcak Battaniye Yöntemi: Sıcak Battaniye Yöntemi giderek daha popüler hale gelmektedir çünkü marina idarecileri bu yöntemin hasar gören karinanın emdiği suyun ve diğer pürüzlerin ortadan kaldırılmasında etkili olduğunu düşünmektedirler. Bu yöntem, bir çok pürüzü hızla buharlaştıran kontrollü ısı ile yüksek emicilik özelliğini birleştiren ilkelerle çalışır. Isıtma battaniyeleri karinanın yüzeyine rahatlıkla oturarak malzemenin eşit şekilde sökülmesini sağlar. • Sulu kum ile Raspalama : Bu yöntem çok pahalı olmasına, ortalığı kirletmesine ve özel teçhizat gerektirmesine rağmen jelkotun sökülmesinde o kadar başarılı olmuştur ki şu anda taşınabilir tesisatları ile bu işi yapan çok sayıda uzman operatör bulunmaktadır. En iyisi, yatın tecrit edilmiş bir yerde tedaviye hazırlanması ya da uygun paravanlarla çevrilmesidir. Laminatın zedelenmemesi ve kumtaşının karinaya gömülmemesi için raspalama ıslak malzeme ile, 60-80 psi (4.2-5.6 bar) gibi düşük basınçta yapılmalı ve kesinlikle 100 psi (7.0 bar)’den yüksek basınç kullanılmamalıdır. • Sıcaklık Tabancası: Boya sökücü olarak kullanılan sıcaklık tabancaları jelkotun kaldırılması için de kullanılabilir. Sıcaklık tabancası ağır çalışır ancak özen gösterilirse oldukça pürüzsüz bir yüzey elde edilebilir. Jelkotun sökülmesinde sıcaklık tabancası kullanılırken birkaç önemli nokta akılda bulundurulmalıdır: Zehirli boyanın kalıntılarını ısıtmak tehlikelidir; zehirli buharlar meydana çıkabilir. Jelkotun altındaki reçine/hasır tabakalarını fazla gösterilmelidir; bu karinanın yapısına zarar verecektir. ısıtmamaya özen Jelkot ile birlikte zehirli boyanın tamamının sökülmesi önemlidir. Karinada bir zerre kadar bile zehirli boya kalır ve üzerine boya atılırsa kabarcıklaşmanın ileride yeniden başlayacağı bilinmektedir. Jelkotun tamamının kazınıp atılmasına özen gösterilmelidir. Sıcaklık tabancası kullanırken kabarcıkların tamamen kazınması yerine tabancanın yalnızca kabarcıkların üzerinden geçilmesi daha kolaydır. Bu halükarda sonraki Gelshield uygulamaları kabarcıkların sadece yeni kaplama altına dahil edilmesine yol açacak ve yeniden oluşumlarını olanaklı kılacaktır. Kurutma Jelkotun sökülmesinden sonra karina tuzdan, kirden ve tüm çözülebilir kalıntılardan arındırılması için tatlı su ile etraflıca yıkanmalıdır. Şayet bu, sıcak su veya buhar ile yapılabilirse 100% daha iyi sonuç alınacaktır. Karina daha sonrasında kurumaya bırakılmalıdır. Kurutma safhasının amacı karinadaki tüm suyun ve arta kalan yüzey kimyasallarının buharlaşıp havaya karışmasıdır. Eğer kurutma işlemi açık havada yapılacaksa, Nem içeriği karina düzenli bir şekilde basınçlı, tatlı su ile yıkanmalı ya da buharla temizlenmelidir. Nemden arındırıcı odaları 0% kullanın, hızlandırılmış kurutma (nemden arındırıcı, kızıl ötesi, vakum ya da Sıcak Battaniye Yöntemi) bu süreyi hatırısayılır derecede kısaltacaktır. Kuruma süresi dolduktan sonra, karinanın kuruluğu test edilmelidir. Bu da uygun bir nem ölçer ile yapılabilir fakat bütün vakalarda bunu takiben fiziksel olarak test edilmesi de tavsiye olunur: 30 santimetrekarelik plastik bir tabakayı karinaya bantlayın. Bir saat bekleyin. Eğer bu süre geçtikten sonra plastik tabaka üzerinde buğulanma meydana gelmemişse, sözkonusu alanın LB/GEL01/04 S 19 of 27 nemden arınmış olduğu düşünülebilir. Bu, yüksek ısılarda çok etkili bir yöntem değildir ve sadece genel bir fikir verebilir. Bu testin amacı laminatın derinliklerinde nem ölçer ile tespit edilemeyen nem bulunup bulunmadığını görmektir. Yukarıdaki şekilde gösterildiği gibi, nem yüzeyden çabucak buharlaşabilirken laminatın derinliklerinde kalır. Şayet çözünen maddeler ve katışıklar da laminatın sadece dış katmanlarından temizlenmiş ise gene bu durum meydana gelebilir. Böyle bir durumda laminatın daha fazla katmanını kaldırmak gerekebilir. Tavsiye Edilen Uygulama Usulleri Ozmos hasarı bulunan bir yatın etraflıca tetkik edilmesinden sonra, surveyor, tedavinin oldukça yüksek bir başarı sağlama olasılığı bulunduğunu düşünüyorsa, aşağıdaki uygulama planı önerilir: 1. Isı ve Kuruluk Kontrolü Başlamadan önce yat, çevre ısısının 10°C’nin altına düşmesinin ihtimal dahilinde olmadığı bir atölyeye alınmalıdır. Karinanın kuruluğuna dair nihai bir kontrol daha yapılmalıdır. 2. Gelshield Plus’ın İlk Katı Gelshield Plus’ın ilk katı karıştırılmalı ve yüzeye emdirecek ve kaplayacak şekilde kullanılmalıdır. Malzemenin çökmesine izin vermeyecek şekilde, mümkün olduğu kadar kalın sürün (çökme durumu gerçekleşirse göçükler normalde uygulamadan sonraki 15 dakika içinde ortaya çıkarlar). Nispeten sert bir fırça kullanarak Gelshield Plus’ın tüm boşluklara dolduğunu ve fırlamış her lifin hasıra yatırıldığını temin edin; eğer sonradan fitillenme oluşması istenmiyorsa bu son husus önemlidir. 150 mikronluk kat kalınlığına ulaşılması önemlidir; bu rakam uygun bir ıslak film kalınlığı ölçme cihazı ile doğrulanabilir veya yüzeyin her metrekaresine hacmen en az 150 ml malzeme kullanılması ile temin edilebilir. Çok sert laminatlarda ne kadar film kalınlığına ulaşıldığının tespiti için alternatif olarak ışık kullanılabilir. Bazı kullanıcılar Gelshield Plus’ın ilk katı yerine Epiglass epoksi reçineyi kullanmayı tercih etmektedirler. Epiglass’ın netlik özelliği cam hasır üzerine ilk katın atılmasında faydalı olabilir çünkü kullanıcı fırlamış tüm liflerin yatırıldığını ve malzemenin her çentiğe ulaştığını gözle kontrol etmek yoluyla temin edebilir. Sıcak hava koşullarında veya özellikle pürüzsüz yüzeylerde, Epiglass, Glue Powder (YXA110) katkısı ile kalınlaştırılabilir. 3. İlk Macun Uygulaması Bir çok durumda karinayı pürüzsüz bir hale getirmek için laminat yüzeyini macunlamak gerekli olacaktır. Macunlamaya ilk kat kurur kurumaz başlanabilir; bu da 20°C hava sıcaklığında, uygulamadan yaklaşık 4 saat sonra gerçekleşecektir. En iyisi macunlamanın Gelshield Plus’ın ilk katının vurulmasından sonraki 24 saat içinde yapılmasıdır. Şayet 48 saatten fazla süre geçmesi kaçınılmaz ise, bu kat 180 grade ıslak ve kuru kullanılabilen zımpara kağıdı ile ıslatılarak zımparalanmalıdır. Macunlama kendisi de solventsiz bir malzeme olan Interfill 830 Epoxy Profiling Filler (YAA867/YAA868) ile yapılmalıdır. Bu macun 2 cm’ye kadar kalınlığa sahip geniş alanlarda uygulanmak üzere formüle edilmiştir. Sıva malası kullanılarak sürülebilir ve tiriz kullanılarak fazlalıklar düzeltilebilir. Macun sürülürken tüm çentiklere ve yarıklara nüfuz etmesinin teminine özen gösterilmelidir. Hiçbir boşluğun kalmaması esastır. Yetkin ve tecrübeli bir işçi ilk denemede % 95 oranında pürüzsüz bir yüzeye ulaşabilmelidir. Çok gerekli olmadıkça daha kalın bir macun katı uygulamayın. (Not: 10 ila 15°C arasındaki ısılarda çalışılırken, standart sürede sertleşen versiyonunun yerine Interfill 830’un (YAA867/YAA869) çabuk sertleşen versiyonun kullanılması tavsiye edilir. Bu kılavuzdaki veri tablolarına da başvurun.) LB/GEL01/04 S 20 of 27 4. İkinci Macun Uygulaması İlk macun uygulamasından sonra hala doldurulacak küçük alanlar ya da kusurlar kalmış ise, gene solventsiz olan Interfill 833 Epoxy Finishing Filler’i (YAA813/YAA814) kullanın. Interfill 830’dan daha pürüzsüz bir kıvama sahiptir ve çökme olmadan 3mm’ye kadar kalınlıkta uygulanabilir. (Not: Interfill 833’ün (YAA813/YAA815) daha hızlı sertleşen bir versiyonu da mevcuttur – bunun için kılavuzun sonundaki Interfill veri tablolarına başvurun. Bu versiyonlar daha sınırlı onarım alanları ya da daha düşük ısılarda macunlama yapmak için idealdir.) 5. Nihai Zımparalama Son kat macunun da 24 saat sertleşmesine izin verdikten sonra, karina olabildiğince pürüzsüz şekilde zımparalanmalıdır. İdealinde macunlama yöntemi zımparalama gereksinimini asgariye indirmelidir. 6. Gelshield Plus’ın İkinci Katı Şimdi Gelshield Plus’ın ikinci katı karıştırılabilir ve sürülebilir. Rulo kullanılarak sürülmelidir. Rulo uygulaması, çökmelere neden olmadan azami korumayı sağlayacak 150 mikron kalınlığındaki film kalınlığını verecektir. Eğer sertleşme sırasında çökmeler gözle görülür hale gelirse keskin bir planya, keski veya raspa ile kazınmalıdır. 7. Gelshield Plus’ın Üçüncü ve Dördüncü Katları İkinci katın sertleşmesi için yeterli süreyi bırakın. (Ayrıntılar için ürün veri tablosuna başvurun.) Katlar arasında çok uzun bekleme süreleri geçirilirse, tekrar kat atmadan önce Gelshield Plus’ın 320-grade ıslak ve kuru kullanılabilen zımpara kağıdı ile ıslatılarak zımparalanması tedbirli olmak açısından uygundur. Daha sonrasında Gelshield Plus’ın dördüncü katı ve son katı uygulanmalıdır. Sertleştiricinin baz malzemeye tamamen ve tek bir renk haline gelene dek karıştığından emin olun. Zehirli Boyadan Önce Arakat Son adım zehirli boyanın sürülmesidir. Bir zehirli boya seçin ve kat atma işleminin tamamında bu boyayı kulanın. Zehirli boya uygulamasının öncesinde Gelshield 200 (YPA212/YPA214) gri arakatı sürün. Gelshield Plus (YAA220 serisi) kullanıcılarına önerilen kullanım planları Tarif edilen şekilde kullanılacak Gelshield Plus için tipik plan aşağıdaki gibidir: Gelshield Plus (Yeşil) 150 mikron Interfill 830 gerektiği şekilde Gelshield Plus (Mavi) 150 mikron Gelshield Plus (Yeşil) 150 mikron Gelshield Plus (Mavi) 150 mikron Gelshield 200 (Gri) zehirli boya arakatı olarak 50 ya da uygulama türüne bağlı olarak; örneğin rulo veya airless sprey, 135 mikron DFT 2 kat International Zehirli Boya LB/GEL01/04 S 21 of 27 Epiglass ile birlikte kullanılan Gelshield Plus için:Epiglass Epoxy ~100 mikron Interfill 830 gerektiği şekilde Gelshield Plus (Mavi) 150 mikron Gelshield Plus (Yeşil) 150 mikron Gelshield Plus (Mavi) 150 mikron Gelshield 200 (Gri) zehirli boya arakatı olarak 50 ya da uygulama türüne bağlı olarak; örneğin rulo veya airless sprey, 135 mikron DFT 2 kat International Zehirli Boya Gelshield Plus mavi: rulo uygulaması LB/GEL01/04 Gelshield Plus mavi : fırça ile kestirme S 22 of 27 Seçenek 3 – Tekrar Laminasyon ve Tedavi Sistemi Sistemin Tanımı Onarım Sistemi Olarak Epiglass Reçineler Laminatların fiziksel olarak hasar gördüğü durumlarda standart sertleşen, yavaş sertleşen veya hızlı sertleşen versiyonlar halinde sunulan Epiglass HT9000 (YAA900 serisi) epoksi reçinelerinin etkisi olacaktır. Epiglass HT9000 yapıştırıcı, dolgu malzemesi ve macun olarak kullanılmakla beraber en yaygın kullanıldığı alanlar sheathing ve laminasyon olan çok yönlü bir epoksi reçine sistemidir. Epiglass epoksi suya dayanıklılığı aşırı derecede yüksektir. Laminattaki Deliklerin Tamiri Özellikle kabarcık hasarı ciddi ise karinanın laminatında bir delik olabilir. Zarar gören laminatlar genellikle “piramit sistemi” adı verilen bir sistemle onarılırlar. Bu yöntemde hasarlı alan, yamanın yapıştırılacağı bölgenin genişletilmesi için birkaç adımda kesilir. Dolayısıyla görünümü bir piramidi andırır. Reçine ve örme bükümler (woven roving), karinanın iç kısmına dayalı, polythene kaplı bir destek tahtasındaki onarım alanına aşama aşama yerleştirilir. Onarım tamamlandığında tahta kaldırılır. Sistem, üzerine Gelshield Plus sistemi ile kat atılmasına uygun sağlamlıkta onarım sağlar. Bu onarım yöntemi hem yat sanayisinde hem de ticari alanlarda oldukça yaygın olarak kullanılmaktadır. Laminatların Yeniden Yapılması Laminat kalınlığının bir kısmı kaybedildiğinde karinanın sağlamlığının muhafaza edilmesi için sözkonusu laminat kalınlığının tekrar oluşturulması gerekir. Kıyılmış, tel tel cam hasır içermediklerinden dolayı epoksi laminatlar polyester ile üretilenlerden daha güçlüdür. Ancak eğer kalınlık orijinalinden bariz şekilde daha az ise karina kaplamalarının sertliği daha düşük olacaktır. Epiglass epoksi çok iyi elyaf ıslatma özelliklerine sahiptir ve böylece diğer koşullarda mümkün olanlardan daha kalın cam elyaf kullanılabilir. Bu da çalışma süresi ve işçilik masraflarını azaltacaktır. 1.200 gr/m²’ye kadar ağırlığa sahip olan cam elyaflar bu amaç için oldukça uygundur. Lifleri bir ilmikleme sürecinin bir arada tuttuğu multi-aksiyel türler, daha güçlü laminatlar sağladıkları ve karinanın şekline daha kolay uydukları için tercih edilmektedir. Uygulama ‘aşağıdan yukarıya doğru’ yapılırken daha ağır örtülerin karinaya ‘yapışması’ için Tutkal tozu ile kalınlaştırılmış Epiglass reçinesi astar katı, ıslatma öncesi örtüden sonra karinaya uygulanmalıdır. Tekrar laminasyonu yapılan alanlar üzerine uygulanan peel-ply (pijama) iki işleve hizmet edecektir:Eğer kat soyucu karinanın altında bir sapan gibi kullanılır ve tepe kısımlarına bantlanır ise laminat katmanları karinaya sıkı bir şekilde tutturulabilir. Gelshield uygulamasının başlamasından önce kaldırılmasına dek peel-ply, sertleştikten sonra koruyucu bir katman olarak bırakılabilir. Kaldırıldığında yüzey hem temiz hem de tekstüre olduğundan temizleme ya da zımparalama ile ilgili işçilik masraflarını da ortadan kaldırır. Gelshield Plus ile Kat Atma Laminat, Epiglass epoksi ile yeniden yapıldığında veya onarıldığında, Gelshield Plus laminat ‘yapışkan’ olduğu süreçte doğrudan uygulanabilir. Soğuk veya nemli hava koşullarında yüzeyde amine kızarıklığı ya da buğu oluşması riski vardır. Bunlar da ‘yapışkan’ görünümlüdür ve kat atılmadan giderilmez ise bu durum kabarcık oluşumu ve bariyer sisteminin delaminasyonu ile sonuçlanabilir. Sertleşen laminatın sabunlu su ile ovulması bunları giderecektir ve yüzey kuruduğunda kat atılmasına hazırlık amacıyla tekrar zımparalanabilir. Kat soyucu kullanıldığında bu işleme gerek kalmaz. Daha fazla veriye ihtiyacınız olması durumunda Epiglass Kullanım Kılavuzunun bir kopyasını edinmek için bölgenizdeki International Teknik Temsilciniz ile temasa geçin. LB/GEL01/04 S 23 of 27 Başarı Beklentileri GRP/FRP’lerde ozmos suyun mevcut olduğu her yerde bir tehdit teşkil etmesi bakımından çelikteki pas ile karşılaştırılabilir. Her ne kadar bu kısımda anahatları verilen süreçlerin takip edilmesi ile vakaların büyük bir çoğunluğunda başarı elde edilse de neticede ozmos ile mücadelenin tek adımlık bir çözümden ziyade sürekli bir çabayı gerektirdiği anlaşılmalıdır. GRP yatlarda ozmos ile ilgili birçok ve değişik türlerdeki nedenleri ve yan etkenleri ile International Coatings’in esasında uygulama yöntemleri ve koşulları üzerinde kontrole sahip olmadığı gerçeği ortadayken Gelshield Plus kullanılarak yapılan herhangi bir tedavinin başarılı ya da uzun ömürlü olacağı hususlarında açık bir taahhütte bulunmak gerçekçi olmaz. Kalın bir epoksi bariyer katın uygulandığı tüm durumlarda, laminattaki nem, işlemin yapılmaması durumunda ölçülecek olandan daha düşük oranda olacaktır. Düşük seviyede su sızıntısı daha düşük ozmos riski anlamına gelmektedir. Bir çok tekne sahibi bir koruma sisteminin uygulanmasından sonra teknenin ‘ozmosa maruz kalmadan’ geçirdiği sürenin iki kattan daha fazla arttığını bildirmektedir. Tedavi edilmiş tekne, ozmosun ilkin başlamasından önceki zamanın bir buçuk katı kadar ozmosa maruz kalmaksızın hizmet süresine sahip olacaktır. İki özel “ozmos hasarlı yat” durumu mevcuttur ki bunların tedavisi zordur ve başarılı olması beklenmemektedir: Üç yaşın altındaki yatlar: Bu karinalarda reaktif katışıklar ya da önemli yapısal kusurlar bulunulacağı düşünüldüğünden imalatçılara başvurulması gereklidir. Tedavi sınırlı bir süre için etkili olabilir ancak muhtemelen epoksi kullanılarak gerçekleştirilecek özlü ve iyileştirici bir tedavi gerekli olacaktır. Tekrarlanan Vakalar: GRP/FRP’nin birkaç yıldır tekne imalat malzemesi olarak kullanılıyor olması ile beraber iki ya da üç kez ozmos tedavisi yapılmış yatlar olduğu görülmüştür. Ozmosun oluşumunda polyester reçinenin laminatın bütünlüğünü bozacak şekilde parçalanması ve dağılması sözkonusu olduğundan bu tür karinalarda ciddi dayanıklılık kaybı olması riski yüksektir. Ozmosa karşı standart Gelshield Plus tarifnamesinin yeterli olmaması ve sonuçta karinanın dayanıklılığını arttırmaması olasıdır. Bu durumlarda bir deniz surveyoruna danışılması tavsiye edilir. Epoksi kaplama sistemi oldukça etkili bir nem bariyeridir ancak bu özelliği hazırlık aşamasında laminattan giderilemeyen katışıklar için de geçerlidir. Yat hizmete döner dönmez, karinaya genelde sintine üzerinden tekrar nüfuz eden nem, bu katışıklarla reaksiyona girerek epoksi bariyerinden geçemeyen bileşimler oluştururlar. Kaplama ve karina arasında meydana gelen kabarcıklar bu etkinin sonucu olabilir. LB/GEL01/04 S 24 of 27 Sonuç Yüksek kalitedeki malzemeler ve iyi bir işçilikten faydalanılarak hakkıyla imal edilen yatların yıllar boyunca tamamı ile tatmin edici bir performans göstermesi mümkündür. Jelkotta kabarcıkların oluşmasının bir çok nedeni vardır. Nedenler ve katkıda bulunan etkenler incelenmiş ve hakkıyla anlaşılmıştır. Ozmos ile ilgili neredeyse tüm sorunlar laminatta su bulunmasından kaynaklanmaktadır. Su da bir çok kaynaktan ortaya çıkabilir: Reçinede bir katışık olarak mevcut olabilir. Zamanla jelkota nüfuz etmiş olabilir. Sintineden çekilmiş olabilir. Bir çok vakada, su laminattaki emülsiyon yapıştırıcıları ya da diğer katışıklarla reaksiyona girerek basınç oluşturacak ve kabarcıklaşmaya neden olacaktır. Gelshield sistemi ozmosa karşı korunma ve bakımda kapsamlı bir yaklaşım sunmaktadır. Hasarlı bir yatın jelkotu kaldırılırsa ve karina tamamen kurumaya bırakılırsa, karinanın Gelshield Plus ile kaplanması her halükarda karinanın kullanım ömrünü birkaç yıl uzatacaktır. Benzer şekilde hasarsız bir karinaya koruma katının uygulanması, tüm GRP/FRP teknelerin ozmosa maruz kalmadan geçirecekleri süreyi uzatırken ciddi vakalarda Epiglass epoksi reçinesi karinayı eskisinden daha dayanıklı hale getirebilir. Tekzip Bu kitapçıkta ürün(ler) ile ilgili bütün sunumlar ve ifadeler bilgilerimiz dahilinde doğrudur. Bu kitapçıktaki ifadeler sadece tavsiye niteliğindedirler ve herhangi bir ürün, ürün kombinasyonu hakkında kesin tavsiyeler ya da garantiler olması veyahut herhangi bir amaç için uygunluk belirtmesi amaçlanmamaktadır. Kanunların müsaade ettiği ölçüde, hangi amaçla olursa olsun bu kitapçığın içerdiği yöntem ve bilgilerin kullanımından veya bu bilgilere itimat edilmesinden dolayı herhangi bir insana gelebilecek (doğrudan ya da dolaylı) zarar veya hasarın sorumluluğunu kabul etmiyoruz. Aksi yazılı bir şekilde kabul edilmedikçe, tedarik edilen tüm ürünler ve teknik öneriler veya salıklar, tavsiye niteliğinde verilmiştir ve tedarikçi şirketimizin Satış Koşullarına tabidir. Şayet mevcut ise verilen garantiler işbu standart Satış Koşullarında ihtiva edilmektedir ve sizlere sattığımız ürünler, verdiğimiz tavsiye ve önerilere dair yegane garantilerdir. ® , International ® ve bahsi geçen tüm ürünler Akzo Nobel’in markalarıdır veya lisansları Akzo Nobel’e aittir. © Akzo Nobel, 2003 International Coatings Limited, Stoneygate Lane, Felling, Gateshead NE10 0JY. Tel: +44 (0) 191 469 6111 Fax: +44 (0) 191 438 3711 LB/GEL01/04 S 25 of 27 Önlemler - Sağlık & Güvenlik Gelshield Plus kaplama sisteminde kullanılmak üzere International tarafından satılan tüm ürünler uygun emniyet teçhizatı olmadan kullanan kişilerin sağlığına zarar verebilecek kimyasal bileşimler içermektedir. Herhangi bir üründen yeterli bir şekilde korunma gerek ağız, gerekse akciğerler, cilt ya da mukozalı zarlar yoluyla olsun bu kimyasalların ingestion unun engellenmesi ile mümkündür. En açık kurallardan biri bu ürünleri asla, gerek sertleşmiş halde gerek sertleşmemiş halde olsun yememek veya içmemektir. BU ÜRÜNLER SADECE PROFESYONEL KULLANIM İÇİNDİR ÇOCUKLARIN ERİŞEBİLECEĞİ YERLERDEN UZAK TUTUN Cilt yoluyla soğurmaya karşı korunmak için, bu ürünlere maruz kalınan her zaman, tek kullanımlık, kapşonlu boya kıyafetleri giyin, ellerinize ve yüzünüze uygun bir koruyucu krem sürün, eldiven ve maske takın. Zehirli boya veya epoksiyi cildinizden asla solventler ile silmeyin. Piyasada bir çok mükemmel el temizleyici mevcuttur. Bu ürünlerin kullanılması sırasında veya hemen sonrasında baş dönmesi, mide bulantısı, dullness, uyuşukluk, zehirlenme hissi duyarsanız veyahut solunum güçlüğü çekerseniz derhal bir doktora başvurun ve mümkünse maruz kaldığınız ürünün MEVT’i gösterin. Malzeme Emniyet Veri Tablolarını bölgenizdeki International Teknik Temsilcinizi arayarak edinebilirsiniz. Bu kullanım kılavuzunda sıralanan malzemeler alev ya da kıvılcım ile parlayıcı, yanıcı veya patlayıcı solventler içermektedirler. Açık ya da kapalı bir boya kutusunun yanında asla sigara içmeyin. LB/GEL01/04 S 26 of 27 Veriler - Gelshield Plus ve Beraber Kullanılan Ürünler Gelshield Plus Gelshield 200 Interprotect Interfill 830 (standart ve çabuk sertleşen versiyonlar) Interfill 833 (standart ve çabuk sertleşen versiyonlar) Epiglass HT9000 ( yavaş, standart ve çabuk sertleşen versiyonlar) Micron 66 LB/GEL01/04 S 27 of 27
© Copyright 2026 Paperzz