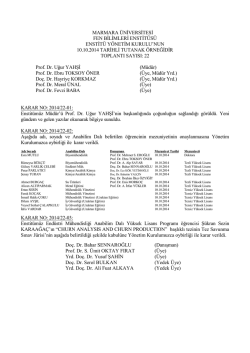
OTEKON’14 7. Otomotiv Teknolojileri Kongresi 26 – 27 Mayıs 2014, BURSA ILIK DERİN ÇEKME ÜNİTESİNİN KURULUMU VE AA5754-O ALAŞIMININ ILIK ŞEKİLLENDİRME DAVRANIŞININ İNCELENMESİ M. Hüseyin Çetin*, Mustafa Öncül*, Osman Yiğit**, Hasan Gökkaya*, Erol Arcaklıoğlu* * ** Karabük Üniversitesi, Mühendislik Fakültesi, Makine Müh. Böl., Karabük Yıldırım Beyazıt Üniversitesi, Mühendislik Fakültesi, Makine Müh. Böl., Ankara ÖZET Ilık derin çekme prosesi, şekillendirilebilme oranlarının arttırılabilmesi için, alüminyum ve magnezyum alaşımlarının yeniden kristalleşme sıcaklığına kadar (0,3*T e ) ısıtılarak şekillendirildiği plastik şekil verme yönetimidir. Bu çalışmada ılık derin çekme prosesi için şekillendirme ünitesinin kurulumu ve AA5754-O malzemenin ılık şekillendirme davranışı incelenmiştir. Proses için kullanılan çift etkili pres üzerine entegre edilen ısıtma sistemi, yalıtım tabakası ve soğutma sistemi, ünitenin endüstriyel olarak kullanılabilirliğini sağlayacak şekilde değerlendirilmiştir. Şekillendirme ünitesinin kararlılığının analizi için AA5754-O malzeme ile farklı derin çekme oranlarında ılık derin çekme deneyleri yapılmıştır. 1.8, 2.0 ve 2.3 derin çekme oranlarında yapılan deneylerde kusur oluşmadan sıcaklık etkisiyle şekillendirme yapılabilmiştir. Anahtar kelimeler: Ilık derin çekme, şekillendirme ünitesi tasarımı, AA5754-O alaşımı CONFIGURATION OF THE WARM DEEP DRAWING UNIT AND INVESTIGATION OF WARM DEEP DRAWING BEHAVIOUR OF AA5754-O ALLOY ABSTRACT Warm deep drawing process is type of plastic forming method in which aluminum and magnesium alloys are formed by heating till recrystallization temperature (0,3*T m ) for increasing forming ratio limits. In this study, configuration of forming unit for warm deep drawing process and warm forming behavior of AA5754-O material was investigated. Heating system, insulation layer and cooling system which were integrated to double action press used for proses was evaluated by considering usability of unit industrially. For stability analysis of forming unit, deep drawing experiments were conducted with AA5754-O material in different deep drawing ratios. Forming was conducted without failure by temperature effect in experiments done at drawing ratios of 1.8, 2.0 and 2.3. Keywords: Warm deep drawing, designing forming unit, AA574-O alloy emisyonlarının azaltılması amacıyla alüminyum ve magnezyum alaşımları kullanılarak daha hafif araçların üretilmesi ılık şekillendirme prosesinin gelişimine bağlıdır (2). 1. GİRİŞ Hafif metal alaşımlarının şekillendirilebilirliklerini sıcaklık etkisiyle arttırmak amacıyla ilk çalışmalar 1970’li yıllarda başlamıştır (1). Ilık derin çekme olarak adlandırılan proses, oda sıcaklığında şekillendirilebilirlikleri düşük olan veya mümkün olmayan alüminyum ve magnezyum alaşımlarının sıcaklık etkisiyle şekillendirilebilirliklerinin arttırıldığı plastik şekil verme yöntemidir. Özellikle otomotiv endüstrisinde, yakıt tüketiminin düşürülmesi ve egzoz Ilık derin çekme prosesinde pres harici bir ünitede veya prese entegre ısıtma sistemi ile malzemeyi yüksek sıcaklıklara çıkarabilmek mümkündür. Fakat pres harici ısıtma sisteminde istenilen sıcaklık değerlerinde ve malzemenin istenilen bölgelerinde sıcaklık oluşumu ile şekillendirmenin zor olması sebebiyle prese entegre 1 edilebilen ısıtma sistemlerinin tasarlanması ve imalatı gerekmektedir. Derin çekme işleminin mekaniği, çekilen kap duvarının sağlam, flanş bölgesinin ise kolayca deforme olabilir olmasını gerektirmektedir. Ilık derin çekmede, flanş bölgesinde oluşan sıcaklık deformasyonu kolaylaştırmakta fakat metalik malzemelerin yüksek iletkenlik özellikleri nedeniyle sıcaklık kap duvarı ve ıstampa radyüsü bölgesine yayılmaktadır. Bu bölgeye sıcaklığın etkimesi pekliği düşüreceği için malzemede boyunlaşma ve yırtılma oluşması kaçınılmaz hale gelir (3). Bu sebeple flanş bölgesi deformasyonun kolaylaştırılması amacıyla ısıtılırken, kap duvarı ve ıstampa radyüsü bölgesi de malzemede pekliğin düşmemesi için soğutulmalıdır (4). Hem ısıtma hem de soğutma işlemlerini içeren ılık derin çekme prosesi için pres konstrüksiyonuna ısıtıcı ünite ile beraber kalıp içi soğutma kanallarının ve soğutucu bir ünitenin entegre edilmesi derin çekilebilirlik oranının arttırılması ve hatasız parça üretimi için önemlidir (5-7). sahiptir. Hidrolik basınçla, kalıpta oluşan şekillendirme kuvveti arasındaki ilişki Şekil 2’ de verilmiştir. Merkez silindirin ve baskı levhalarını tahrik eden yan silindirlerin basınç ayarı için ünitede hat tipi basınç regülatörü bulunmaktadır. Mekanik olarak kontrol edilebilen basınç değerleri ünite üzerindeki manometrelerden okunabilmektedir. Şekillendirme hızının ılık şekillendirme prosesine etki eden bir parametre olması sebebiyle hız kontrolü için ünite üzerine 3 yollu hat tipi kısıcı eklenmiş bu sayede mekanik olarak merkez silindirin hızı kontrol edilebilir duruma gelmiştir. Bu çalışmada, ülkemizde teknolojisi mevcut olmayan ve etkin kullanılabilirliği bilimsel altyapı gerektiren ısıtma ve soğutma sistemi entegreli ılık derin çekme ünitesi endüstriyel olarak kullanılabilirliği sağlanacak şekilde değerlendirilmiş ve global sektörler için büyük önem taşıyan AA5754-O alaşımının ılık derin çekme kabiliyeti, sistem kararlığının belirlenmesi amacıyla, farklı derin çekme oranlarında araştırılmıştır. 2. ILIK DERİN ÇEKME ÜNİTESİNİN KURULUMU Ilık derin çekme ünitesinin kurulumunda prosesin; ünitenin rijit elemanlardan oluşması, sisteme sıcaklık ve kuvvet akışı gibi iki önemli fiziksel büyüklüğün etki etmesi, baskı levhası yükü, kalıp geometrisi, şekil değiştirme hızı ve yağlayıcı türü parametrelerinin sistem üzerinde etkisinin bulunması sebebiyle, kompleks bir proses olduğu belirlenmiştir. Şekil 1’ de ılık derin çekme prosesinin şematik görünümü verilmiştir. Ilık şekillendirme ünitesi tasarımında, şekillendirilecek malzemenin üzerinde istenilen sıcaklık dağılımını sağlayabilecek ısıtma sisteminin entegrasyonu büyük önem taşımaktadır. Bu sebeple ünitenin tasarımında kalıp matrisi, erkek kalıp, sıcaklık ölçüm ve kontrol ünitesi gibi temel sistem elemanları tamamen ısıtma sistemine odaklı olarak tasarlanmalıdır. Ilık şekillendirme ünitesinin tasarımı pres tasarımı ve kalıpbaskı plakası ve ısıtma sistemlerinin montajı olmak üzere 2 temel adımda gerçekleştirilmiştir. Şekil 1. Ilık şekillendirme prosesinin şematik görünümü Ilık şekillendirme prosesinde etkili olan diğer bir faktörde baskı levhası kuvvetidir. Hidrolik basınçla, baskı levhasında oluşan şekillendirme kuvveti arasındaki ilişki Şekil 2’de verilmiştir. Baskı levhası silindirleri 40 mm çalışma alanına sahip olup 300 bar basınçta 7.5 ton yük uygulayabilme kapasitesine sahiptir. Baskı levhası kuvvetinin sabit bir değerde kalabilmesi için ünite üzerine hat tipi basınç kilidi monte edilmiştir. Ayrıca kalıpların hareketi esnasında merkezleme problemi oluşmaması için pres şasesi üzerine kılavuz mil ile yataklama yapılmıştır. Sac şekillendirme prosesi için Karabük Üniversitesi laboratuvarlarında mevcut bulunan 30 tonluk hidrolik atölye presi kullanılmıştır. Hidrolik güç ünitesinde 6,5 litre kapasiteli dişli pompa ve pompayı tahrik etmek üzere 3 kW’ lık (4 Beygir) bir elektrik motoru mevcuttur. Hidrolik silindir 135 mm çalışma alanına sahip olup 300 bar basınçta 49 ton yük uygulayabilme kapasitesine 2 Seramik kelepçe rezistans taş yünü malzeme ile, yaprak rezistans ise mika malzeme ile yalıtılmıştır. Pres gövdesi ve silindirlerin yalıtımı ise 3 mm kalınlıkta amyant malzeme ve 6 mm kalınlıkta MDF (kompozit ahşap malzeme) malzeme ile sağlanmıştır. Şekil 2. Silindirler ile kalıpta ve baskı levhasında oluşturulan kuvvet değerlerinin basınca bağlı olarak değişimi Ilık şekillendirme deneylerini gerçekleştirebilmek için alt kalıp ve üst kalıp plakalarına ısıtıcı rezistanslar yerleştirilmiştir. Baskı plakasına 2400 W gücünde seramik kelepçe rezistans, alt kalıba ise 1100 W gücünde yaprak rezistans ısıtıcı monte edilmiştir (Şekil 3). Isıtma elemanlarının pres gövdesine baskı plakası ve kalıp matrisi ile birlikte montajı Şekil 4’ te detaylı olarak verilmiştir. Soğutma sistemi için erkek kalıplara soğutma kanalları açılmış, kapalı sistem soğutma ünitesi ile kanallarda su dolaşımı sağlanmıştır (Şekil 5). Şekil 5. Soğutma kanalı açılmış ıstampa görüntüsü 3.AA5754-O ALAŞIMININ ILIK ŞEKİLLENDİRME DAVRANIŞININ İNCELENMESİ Ilık derin çekme prosesinin önemli bir bileşeni de şekillendirilecek malzemenin karakteristiğidir. Alüminyumun düşük yoğunluğu (2643 kg/m3) ve yüksek mukavemet özelliği otomotiv, elektronik ve savunma gibi hafif konstrüksiyon odaklı endüstrilerde ilgi uyandırmaktadır [6]. Bu sebeple geliştirilen ılık derin çekme prosesinde iş parçası olarak AA 5754 alüminyum alaşımı kullanılmış, çeşitli sıcaklık koşullarında yırtılma, marullaşma vb. üretim kusurları esas alınarak malzemenin derin çekilebilirliğinin arttırılması hedeflenmiştir. Şekil 3. Kalıba monte edilen ısıtıcı rezistansların görüntüsü Alüminyum alaşımlarını içerdikleri alaşım elementleri nedeniyle oda sıcaklığında yüksek çekilebilirlik oranlarında şekillendirmek mümkün değildir. Alüminyum alaşımlarının şekillendirilebilirlik özelliklerinin arttırılması, malzeme içindeki kayma bantlarının sıcaklık etkisiyle aktif hale getirilmesiyle sağlanabilir (8). Faz yapısını değiştirmeden şekillendirilebilirliği arttırabilecek olan flanş bölgesinde ki sıcaklık derecesi, yeniden kristalleşme sıcaklığına kadar olan ~200°C ile ~400°C (malzemeye bağımlı olarak 0.3*Tm) sıcaklık aralığıdır (9, 10). Bu sayede Şekil 4. Ilık derin çekme işlemi için tasarlanan ünitenin montaj resmi görüntüsü 3 oranları ve şekillendirme hızları Tablo 1’de verilmiştir. Tablo 1’e göre 2.1 limit çekme oranında, oda sıcaklığında, 50 mm/sn ıstampa hızı değerinde malzemede herhangi bir kusur oluşmadan malzeme derin çekilebilmiştir. malzemenin gerilmeye maruz bölgeleri kuvvet veya basınç altında daha akıcı hale gelir, malzemenin şekillendirilebilmesi için gereken enerji de azalır. Çalışmada kullanılan Al 5754 malzeme H22 temperi halinde temin edilmiştir. H22 temperi deformasyonla yarı sertleştirilmiş durumda olan malzemeyi ifade eder. Çalışmada Al 5754-H22 malzemesi 380°’de 4 saat tavlandıktan sonra oda sıcaklığında havada soğutulmuştur. Böylece deformasyonun etkisi giderilerek malzemenin sünekliği arttırılmıştır ve malzeme AA5754O konumuna getirilmiştir (11). Al 5754-0 malzemenin şekillendirme koşullarının araştırılmasında birincil amaç ılık şekillendirme ünitesinin güvenilirliğinin test edilmesi, ikincil amaç ise şekillendirilebilirlik parametrelerinin araştırılmasıdır. Güvenilirlik çalışmaları için elde edilen deneysel sonuçlar literatürle kıyaslanmış, elde edilen verilerin literatür verileriyle uyumlu olduğu görülmüştür (4). Ayrıca şekillendirilecek malzemenin sıcaklığının belirlenebilmesi içinde bir çalışma gerçekleştirilmiştir. Mevcut literatürde şekillendirme sıcaklığı kalıp sıcaklığına bağlı olarak belirlenmektedir. Bu çalışmada ise iş parçasından sıcaklık ölçümü için özel tasarlanmış bir endeks malzeme kullanılmıştır. Bu malzeme sayesinde şekillendirme sıcaklığı kalıba göre değil de iş parçasına göre belirlenebilmektedir. Şekillendirme ünitesinin çalışma prensibi Şekil 6’ da detaylı olarak anlatılmıştır. Şekil 6’da görüldüğü gibi ilk işlem olarak 150 mm çapındaki iş parçası dişi matris üzerine konulmuştur. Dişi matris çapı ≈150+0.2 mm çapında olacak şekilde işlenmiştir. Bu sayede malzemenin erkek kalıba göre merkezlenmesi kolayca sağlanmaktadır. İkinci adımda, baskı levhası, istenilen basınç değerinde malzemenin flanş bölgesine etki edecek şekilde iş parçasına kuvvet uygulamaktadır. Bu aşama hem baskı levhası kuvvetinin sağlandığı aşama hem de malzemenin ısıtılması aşamasıdır. Baskı levhasına bağlı kelepçe rezistans ve dişi matrise bağlı yaprak rezistanslar devreye girerek malzemeyi istenilen şekillendirme sıcaklığına çıkarmaktadırlar. Sıcaklık kontrolü erkek ve dişi kalıpların üzerine monte edilmiş termokupullarla gerçekleştirilmiştir. Son aşamada şekillendirme aşamasıdır. İstenilen şekillendirme hızına ayarlanan erkek kalıp malzeme yüzeyine temas ederek malzemenin kalıbın içine doğru akmasını sağlamaktadır. Şekil 6. Ilık şekillendirme prosesi Deneysel çalışmamızda ilk olarak Al 5754-0 malzeme için oda sıcaklığı koşullarında derin çekilebilirlik araştırılmıştır. Literatür referans alınarak (4) 1.8 ve 2.0 çekme oranlarında (DR - Drawing ratio) oda sıcaklığında deneyler gerçekleştirilmiştir. 1.8 ve 2.0 DR değerlerinde malzemelerde görsel olarak herhangi bir kusura rastlanmamıştır. 1.8 ve 2.0 DR deneylerinde pres tezgahının maksimum hızı olan 7.6 mm/sn zımba hızında çalışılmıştır. Maksimum zımba hızında malzemelerde herhangi bir kusur oluşmadığı için şekillendirme hızı sabit parametre olarak belirlenerek deneylere devam edilmiştir. AA 5754-0 malzeme 1.8 ve 2.0 DR değerlerinde soğuk şekillenebilmesine rağmen, bu değerlerde ılık şekillendirme deneyleri de gerçekleştirilmiştir. Deney setinin güvenilirliğinin belirlenmesi, yapılacak çalışmalar açısından önem taşımaktadır. Güvenilirlik kriteri, literatürdeki benzer çalışmalardan elde edilen verilerin elde edilmesi şeklinde belirlenmiştir. Kaya ve arkadaşları (4) yaptıkları çalışmada Al 5754-0 ve Mg AZ31-0 malzemenin ılık derin çekilebilirliğini araştırmışlardır. Deneylerde yağlayıcı olarak PTFE (teflon) yağlayıcı kullanmışlardır. Al 5754-0 malzeme için sıcaklığa bağlı olarak ulaşabildikleri derin çekme Oda sıcaklığı ve ılık çekme koşulları arasındaki farkların belirlenebilmesi için teorik kap yükseklik değerleri ile deneysel çalışmalardan elde edilen kap 4 yükseklik değerleri kıyaslanmış, bu değerlerden malzeme kalınlığında oluşan incelme oranlarına göre analiz yapılmıştır (Tablo 2). Teorik kap yüksekliği değeri Denklem 1’de verilmiştir. Denklem 1’de d t malzeme taslak çapını, d z ıstampa çapını, h maks maksimum kap yükseklik değerini ifade etmektedir. Şekil 7. Şekillendirilmiş malzeme resimleri (a. 1.8 DR Oda sıcaklığında, b. 2.0 DR Oda sıcaklığında, c. 2.3 DR Ilık şekillendirme koşullarında) (1) Tablo 1. Al 5754-0 malzeme için şekillendirilebilirlik değerleri (4) 5. SONUÇ Ülkemizde ılık şekillendirme kalıplarının imalatı ve tasarımı konusunda yeterli akademik çalışma bulunmamaktadır. Bu çalışmada ılık sac şekillendirme prosesi için pres, kalıp, ısıtma ve soğutma ünitesi tasarımı ve imalatı değerlendirilmiş, AA5754-O malzemenin farklı çekme oranlarında şekillendirilmesi ile şekillendirme ünitesinin güvenilirliği test edilmiştir. Bu çalışma ülkemiz de ılık sac şekillendirme konusunda çalışacak akademisyen ve sanayiciler için bilgi ve tecrübe sağlayabilecek niteliktedir. KAYNAKLAR 1. Shehata, F., Painter, M. J., Pearce, R., 1978, “Warm forming of aluminium/magnesium alloy sheet”, Journal of Mechanical Working Technology, Vol. 2, pp. 279-290. 2. Greene, D.L., DiCicco, J., 2000, “Engineeringeconomic Analyses of Automotive Fuel Economy Potential in the United States”, ORNL/TM2000/26, Oak Ridge National Laboratory, Oak Ridge, TN. 3. Zhang, S. H., Zhang, K., Xu, Y. C., Wang, Z. T., Xu, Y., Wang, Z. G., 2007, “Deep-drawing of magnesium alloy sheets at warm temperatures”, Journal of Materials Processing Technology, Vol. 185, pp. 147-151. 4. Kaya, S., Spampinato, G., Altan, T., 2008, “An experimental study on nonisothermal deep drawing process using aluminum and magnesium alloys”, Journal of Manufacturing Science and Engineering, Vol. 130/ 061001. 5. Doege, E., and Dröder K., 2001, “Sheet metal forming of magnesium wrought alloys – Formability on a process technology”, Journal of Materials Processing Technology, Vol. 115, pp. 1419. 6. Toros, S., Ozturk, F., Kacar, I., 2008, “Review of warm forming of aluminum-magnesium alloys” ”, Journal of Materials Processing Technology, Vol. 207, pp. 1-12. 7. Li, D., Ghosh, A. K., 2004, “Biaxial warm forming behaviour of aluminium sheet alloys”, Vol. 145, Tablo 2. Maksimum çekme derinliği değerleri Mevcut deneysel çalışmamızda 2.0 değerine kadar malzemeler oda sıcaklığında çekilmiş, bu limit çekme oranından sonra malzemeler de ıstampa radyüsü bölgesinden yırtılmıştır. Bu sebeple 2.3 derin çekme oranında ılık şekillendirme prosesine geçilmiş, Al 5754 malzeme için ılık şekillendirme parametreleri araştırılmıştır. 2.3 şekillendirme oranında sıcaklıkla beraber yağlayıcının proses üzerinde yüksek etkisi olduğu görülmüştür. Şekil 7’ de oda sıcaklığında 1.8, 2.0 ve ılık şekillendirme koşullarında 2.3 oranında çekilmiş malzeme resimleri görülmektedir. Elde edilen sonuçlar ile literatürde elde edilen sonuçlar benzerlik göstermektedir (4, 12, 13). Bu sonuçlar deney tezgâhının güvenilir sonuçlar verdiğini kanıtlamaktadır. 5 8. 9. 10. 11. 12. 13. pp. 281-293. Mahabunphachai, S., Koç, M., 2010, “Investigation on forming of aluminum 5052 and 6061 sheet alloys at warm temperatures”, Materials and Design, Vol. 31, pp. 2422-2434. Takata, K., Ohwue, T., Saga, M., Kikuchi, M., 2000, “Formability of Al–Mg alloy at warm temperature”, Mat. Sci. Forum, 331–337, 631–636. Van den Boogaard, A.H., Bolt, P.J., Werkhoven, R.J., 2001, “Aluminum sheet forming at elevated Temperatures”, In: Mori, K.-I. (Ed.), Simulation of Materials Processing: Theory, Methods and Applications. A.A. Balkema, Lisse, pp. 819–824. Türköz, M., 2009, “Al 2024 ve Al 5754 Alaşımlı Alüminyum Sacların Şekillendirilebilme Kabiliyetinin Araştırılması” , Yüksek Lisans Tezi, Selçuk Üniversitesi, Konya, Türkiye. Moon, Y. H., Kang, Y. K., Park, J. W., Gong, S. R., 2001, “Tool temperature control to increase the deep drawability of aluminum 1050 sheet”, Journal of Machine Tools and Manufacture, Vol. 41/1283-1294. Naka, T., Yoshida, F., 1999, “Deep drawability of type 5083 aluminum-magnesium alloy sheet under various conditions of temperature and forming speed”, Journal of Materials Processing Technology, Vol. 89-90, pp. 19-23. 6
© Copyright 2026 Paperzz