SURE: Shizuoka University REpository
http://ir.lib.shizuoka.ac.jp/
Title
Author(s)
伝熱現象から見た熱可塑性樹脂製品の設計条件最適化に
関する研究
奥泉, 了
Citation
Issue Date
URL
Version
2012-01
http://hdl.handle.net/10297/7482
ETD
Rights
This document is downloaded at: 2015-01-31T21:50:37Z
静 岡大 学 博 士論 文
伝熱現象 か ら見 た熱可塑性樹脂 製 品
の設計条件 最適化 に関す る研究
2012年 1月
大 学院 自然 科学系教 育部
環境・エネル ギーシステム専攻
奥泉 了
The study of the optimization of design parameters for the
thermoplastic resin products with heat transfer
Ryo Okuizumi
Department of Environment and Energt Systems, Shizuoka University
3-5-l, Johoku, Naka-ku, Hamamatsu, 432-8561, Japan
Summary
Recently, plastic materials are widely applied to electronic components and
automotive chassis. Designing with engineering plastic is shongly demanded from the
view point of environment control through light weight, long life and high efficiency.
Especially Polyoxymethylene (POM) and Polybutyleneterephthalate (PBT) are widely
applied to mechanical components such as gear, bearing and housing. For a practical
product design of engineering plastics such as POM and PBT, it is important to reduce.
the number of trial production. However, there are a lot of parameters affecting the
optimizing of the design conditions;
it is very difficult to know which property is
dominant for optimizing the design parameters. Also it is impossible to change only one
parameter in an actual experiment.
From these points of view, this study has carried out a numerical simulation on
heat transfer and experimental study for investigating the optimization of the design
parameters such as the sliding conditions for POM and welding conditions for PBT.
Chapter 1 shows background, previous research, and purpose ofthis study.
Chapter 2 shows that a numerical simulation was carried out to evaluate the sliding
surface temperature of POM for optimization of sliding conditions. By using the
developed simulation code for determination of the sliding surface temperature, it was
found that the effect of natural convection of ambient air on sliding surface temperature
could be ignored since the induced convection is weak. On the othet hand, the forced
convection due to rotation was significant for the temperature. In addition, from the
tfuee-dimensional numerical simulations of heat transfer with intermittent sliding
geometry, although the sliding surface temperature of continuous sliding part was
constant at any time, that
of
intermittent sliding part dropped instantareously by
ambient air. Finally, we concluded that we could successflrlly predict the limited sliding
velocity \Mith various small surface areas by using numerical simulation.
shows the presumed result of the welding domain by using the
developed simulation code for optimization of the welding conditions in PBT. Moreover,
the new index which is expressed the laser welding strength was studied, and the
Chapter
technique
3
of presuming laser welding efficiency with suffrcient accuracy was also
developed. From the result of the welding domain by using developed simulation code,
it
was found that the laser energy was decreased sharply until laser reaches the
absorption side material. It was observed that the welding behavior is very sensitive to
iaser power, and high power laser irradiation easily induces polymer decomposition.
Therefore, an accurate prediction of laser efficiency is essential for optimizing the laser
welding process. In addition, it was found that the laser efficiency on crystalline
polymer welding can be easily estimated with rearranging the experimental results by
using the newly defined absorption energy parametel.
Chapter 4 shows the conclusion in this paper.
伝熱現象から見た熱可塑性樹脂製 品の設計条件最適化 に関する研究
奥泉 了
エネルギーシステム専攻
静岡大学大学院 自然科学系教育部 環境 。
静岡県浜松市中区城北3-5-1
概要
近年、プラスチックは電子 部材や 自動車用部品として広く用いられている。その 中
でエンジニアリングプラスチックは金 属 と比較 し、比重が小さい、長寿命 である、耐腐
性能を持っている事から環境 への負荷 が少ないために、
食性 に優れているなどの高しヽ
新規部品への採用要求が非常に強くなって来ている。特 にポリアセタール(POM)樹 脂
とポリブチレンテレフタレート(PBD樹 脂 は、歯車、軸受け、ハ ウジングなどの機構部品
用の材料として広く適用されている。POM樹 脂や PBT樹 脂を用いて部品を試作設計
する段階では、試作回数を如何 に少なくするかが重要な課題である。しかしながら、設
計条件を最適化させるためには、複数 の条件 が複雑 に影響 しあつているため、最適化
に支配的な条件を求める事は非常に困難である。更に、現状の実験的手法では 1つ
の設計条件 の影響だけを検討しているため、複数の条件最適化 には限界がある。
このような問題を解決するために、本研究では、POM樹 脂を用いた設計における摺
動条件の最適化について、また PBT樹 脂を用 いた設計 における溶着条件 の最適化
について、開発 した数値解析 コー ドによる熱移動現象 の解 明と実験 により、設計条件
の最適化に及ぼす影響を明らかにし、纏 めたものである。
第 1章 では、研究の背景、既往研究、目的について述べている。
第 2章 では、POM樹 脂部品設計において、摺動条件 の最適化を行うために、数値
解析 にて摺動面温度 の評価を行つた。開発 した解析コードによる検討 の結果、空気 の
自然対流は、摺動面温度にほとんど影響を及ぼしていない事が分かった。一方 、実際
のモデル における熱移動は、樹脂 の回転によつて発達する層流 の強制対流伝熱 の考
慮が必要である事が明らかになった。カロ
えて、片側間欠摺動形態における3次 元数値
解析 の結果より、連続摺動側 では摩擦 に伴う熱 が保持される一方で、間欠摺動側 に
与えられた熱量は空気との接触により瞬時に空気 中に逃げる。そのために、間欠摺動
側では温度 の急低下が起こり、間欠摺動側 の部品は連続摺動側 よりも材料 の溶融流
出が遅れる事が明らかになつた。本研究にて作成 した 3次 元解析コードを用いる事で、
これまで実験における限界滑り速度を材料の溶融を目視 により確認 した際の速度で決
定していたが、小さい摺動部材 でも正確な限界滑り速度 の算 出が可能である事が分
かった。
第 3章 では、PBT樹 脂 における溶着条件 の最適化 において、伝熱解析 による溶着
領域 の推定を行つた。更に、レーザー溶着強度を表す新たな指標 についての検討 を
行 い、レーザー溶着効率を精度良く推定する手法 の開発を行 った。開発 した数値解
析 コードを用いて溶着領域を計算 した結果、レーザー光 が吸収側材料に到 達し吸収
されるまでの段 階で、レーザー光のエネルギー は大幅 に減衰する事が明らか になった。
溶着実験の結果より、成形品の溶着状態はレーザー 出力 が大きく影響し、高いレーザ
ー 出力 により樹脂 が容易に分解する挙動 を確認する事 ができ、レーザー溶着条件 の
最適化 おいて、溶着効率を正確 に把握する必要がある事が分かつた。加えて、新たに
定義 した吸収エネルギーを用 い実験結果を再評価する事で、結晶性樹脂材料のレー
ザー溶着効率が容易 に推定出来る事 が分かつた。
第4章 では以上の知見をまとめ、本論文における結論を記 した。
lV
目次
第 1章
11 背景 ………………………………………………………………………………1
1.1.1熱 可塑性樹脂 の展望 …………………………………………………… 1
1.1.2エ ンジニアリングプラスチックの位置づけ.… ……………………………・
2
1.1.3熱 可塑性樹脂 の摺動.… …………………………………………………6
1.1.4熱 可塑性樹脂 の溶着 .… …………………………………………………
32
12 研 究 目的 …… . … … ………
・ ……¨……・…………… ¨…… …… … … ……46
.…
13使 用記 号 … … …… …… ……… …… ………… ……… ……… ……… ……… …50
ミ,
第 2章 ポリアセタール樹脂 の摺動条件最適化 に関する検討
21 はじめに.… ¨………………………………………………¨……………………………………¨…・52
2.2摺 動面温度に関する数値解析 ………………………………………………・53
2.21数 値解析法.… ………………………………………………………… 53
2.211数 値解析モデル.… ……………………………………………53
2212解 析基礎式 。境界条件 ………………………………………55
2.2.1.3解 析物性値 .… ……………………………………………… 59
2.214計 算アルゴリズム ………………………………………………62
2.2.2結 果及 び考察 ………………………………………………………….64
2.2.2.1摺 動面温度 に及ぼす樹脂周囲の熱移動の影響.… …………64
2.2.2.2摺 動面温度についての実験値との比較 ……………………67
2223限 界 PV値 の評価 ……………………………………………・70
2.2.2.4限 界 PV値 に及ぼす摺動接触幅の影響 …………………… 71
2.2250N-OFF操 作 における摺動面温度 の評価 …………………・73
23片 側間欠摺動形態における樹脂摺動面温度の予測 ………………………¨76
2.31数 値解析法 …………………………………………………………… 76
2.311数 値解析モデル.… ……………………………………………76
2.3.1.2解 析基礎式・境界条件 ………………………………………78
2.3.1.3解 析物性値 ……………………………………………………
81
ゴ
23.1.4計 算アル リズム ………………………………………………83
23.2結 果及び考察.… ……………………………………………………… 85
2.321限 界滑り速度の決定 …………………………………………85
2.3.22摺 動面における熱移動 ………………………………………87
23.23接 触面積 と限界すべ り速度 の関係 .… ……………………… 90
24ま とめ ……………………………¨…………………………………………………………………………92
25使 用記号 ………………………………………………………………………94
¨¨
¨¨
¨¨
¨¨¨
・・・・・¨
・
・
・・・・ ¨
・・
・・・ ¨¨¨¨
・
・
・
・
・
・¨
・
・・・¨96
・・・
第 3章 ポリブチレンテレフタレート樹脂 のレーザー溶着条件最適化に関する検討 97
3.1 はじめに.… ……………………………………………………………………¨
97
3.2レ ーザー溶着における溶融領域予測 …………………………………………98
2 6 Appcndix.. .... ..・
3.21数 値解析法 …………………………………二…………………………98
3.2.1.1数 値解析モデル ………………………………………………98
3.2.1.2解 析基礎式 。
境界条件 .… ……………………………………100
3.2.1.3解 析物性値 .… ……………………………………………… 103
3.214計 算アルゴリズム.… …………………………………………105
322結 果及 び考察 …………………………………………………………107
3221部 品内部の伝熱現象 ……………………………………… 107
3.2.22透 過材内部での光拡散現象 による影響.… …………………112
33レ ーザー溶着 における溶着効率測定手法 の開発 ………………………… 114
331実 験的手法.… ………………………………………………………… H4
3.3.1.1材 料.… ………………………………………………………・114
3.3.1.2試 験片 ……………………………………………………… 115
3.3.1.3透 過率測定 ………………………………………………… 116
3.3.14レ ーザー溶着.… …………………………………………… 116
3315溶 着強度の測定 …………………………………………… ■8
3.32結 果及び考察 …………………………………………………………H9
3.3.2.1透 過率の試料厚み依存性 .… ………………………………・119
3.3.2.2溶 着強度のレーザー 出力依存性.… ……………………… 121
3.323溶着強度の供給エネルギー依存性 …………………………123
332.4新 たな供給エネルギー式の導入 ……………………………124
3.3.2.5拡 散項と吸収エネルギーの計算 ……………………………128
3.3.26溶 着強度の吸収エネルギー依存性 …………………………130
3327平 板切削品を用いた検証.… …………………………………131
3.3.2.8溶 着効率測定手法 の開発 .… ………………………………・132
3.4ま とめ.… ….… ……
・………¨…
・
・135
……………………………………………………………
…………
3.5使 用記号.… ……………………………………………………………………137
第 4章
第 5章 31用 文献.… ………………………………………………………………… 141
第 6章 謝辞.… ………¨……………………¨¨……………………………………¨…… 148
Appendix本 研究の統 .… ………………………………………………………… 149
V■
第 1章 序論
1。
1背 景
1.1。
1熱
可 塑 性 樹 脂 の展 望
プ ラスチ ックは 、現代社 会 にお い て最も身 近 な素材 の一 つ である。プ ラスチ ックは 、
主 に石 油を原 料 とす る非 常 に大きな分子 量を持 つた有機 化 合 物 を主 体 とす る人 工 材
料 群 の 総 称 であり、金 属 と比 較 す ると、比 重 が 軽 い 、腐食 性 に強 い 、絶縁性 が 高 い 、
成形や加 工が容易 であるなどの長 所 を持 っている。特 に熱 可塑性樹脂 は 、加熱 により
繰 返 し溶 融 が 可能 なため 、一 度 成 形 品として使 用 された後 でも回収 、リサイクル が容
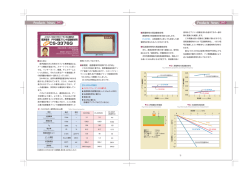
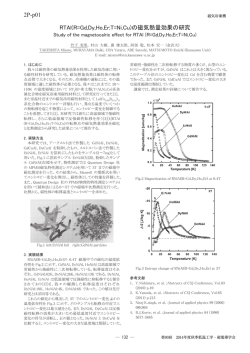
易 であることから、今後 、よリー 層 需要 が増す と考 えられる。Fig。 1-1は 日本 にお ける汎
用 エ ンジエアリングプラスチックの 生産 量推 移 を表 している。エ ンジニアリングプラスチ
ックは工 業 用部材 、機 構 部 品など、これまで金 属材 料 でしか 設 計 されなか った部 品 の
代替 に多く用 い られる事 か ら、年 々需要 が増 加 する傾 向 が認 められる[1]。
様 々 な種 類 の熱 可塑性 樹脂製 品 が数 多くある中で 、各 用途 に応 じた最適設 計 は重
要 であり、特 に長 期信 頼 性 を必要 とするエ ンジエアリングプラスチックの設 計 にお い て 、
材 質 、形 状 、スペ ック、などの 条件 を事 前 に最 適化 す ることは 、今 後 、自動 車 のエ ンジ
ン部 品や ブ レー キ部 品 、シー トベ ル ト部 品など、重 要保 安部 品 の樹脂 化 を進 める上で
必 須 の課題 となってい る。
ト
(千 ン
)
1.200
口 〇引↓oづ弓〇︼。 ︺〇 >や引↓口 “づ σ
Э00
PBT
in‐
800
PPE
POM
600
PA
400
PC
200
0
1995 1996 1997 1998 1999 2000 200t 2002 2003
2004 (F)
Fig.l-l The quantity of production about the engineering plastics in Japan.[l|
1。
1.2エ ンジ ニ アリングプ ラスチ ックの位 置 づ け
プラスチックの種類 と分類
プラスチックとは、非常 に大きな分子量を有する有機化合物を主体 とした材料群 の
総称 である。一般的 にプラスチックは、金属やセラミックスに比べて、以下 に示すような
特長を持っている。
(1)比 重が小さく、機械的性質 に優れている。
(2)腐 食性 が無い。
工が容易である。
(3)成 形・力口
また、プラスチックは熱や圧力 を与えると流動化 が起こるため、異種ポリマー との重
合や強化繊維 の添加 により、性質を改良することが可能 である。このため、材料 の混
合状態や 比 率を変更することにより、プラスチック材料 の使用範囲は無 限 に拡大させ
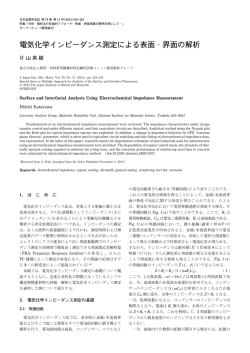
ることができる。このように、プラスチックには様 々な種類 があるが、Fig。 1‐ 2に 表すよう
に、一般的 に熱可塑性 と熱硬化性 の二群 に大別される。特 に熱可塑性 プラスチックは、
用途によつて汎用プラスチックとエンジエアリングプラスチック(エ ンプラ)に 分類す るこ
とができる[2]。
plastlc.1[thermosi l:.
_thermop
Fig.l-2 Classification of plastic.
熙mvttEhmostabilけ
]
熱可塑性プラスチック
熱可塑性 プラスチックは、加熱 により融 点を上回れば常に溶融し、冷去,し 融点を下
回れば固化する。また、熱可塑性 プラスチックは一次成形 では加温し流動化したとこ
・固化 させて最終製品とする射出成形加 工、二次成形では
ろを金型に流し込み、冷去口
対象 の接触面を溶融させ 、冷却・固化 により接合する溶着加 工など、加 工が容易であ
るために広 く利用されている。プラスチック国内総生産量の 80%以 上が熱可塑性プラ
スチックである。
・ 汎用プラスチック
家庭用品や電気製 品の外箱、雨樋や 窓のサッシといった建 築資材、フィルムや
クッションなどの梱包資材に使用される。
例 :ポ リエチレン、ポリプロピレン、ポリスチレン
・ エンジニアリングプラスチック
汎用プラスチックと比べ融′
点が高く、家電製 品の歯車や軸受 け、CD・ DVDな ど
の記憶媒体、自動車用センサー部品、水道蛇 口部品など、強度、寿命設計 が要
求される部品に使用される。耐熱性は 100℃ 以上あり、強度が 50MPa以 上、曲げ
弾性率が 2.4GPa以 上あるプラスチックをエンジニアリングプラスチックとし、汎用プ
ラスチックと区別している。耐熱温度がさらに高く、150℃ 以上の温度でも長期間使
用できるものをスーパーエンプラとしている。
例 :ポ リアミド、ポリアセタール 、ポリブチレンテレフタレート、ポリカーボネート
ポリアセタール (POM)樹 脂
POM樹 脂は、化学名 であるポリオキシメチレン(P。 lyOttmethDlene)の 諸略した呼称
で、一般的にはポリアセタール 、アセタール樹月
旨と呼ばれている代表的なエンジニアリ
ングプラスチックである。POMに はホルムアルデヒドの結合 で作 られたポリオキシメチ
レンの分子鎖からできているホモポリマー と、ホルムアル デヒドの三量体であるトリオキ
サンにエチレンオキサイドなどを結合 して作られたコポリマーがある。主として歯車、軸
受けなど摺動性を必 要とする工業部材 の多くに採用されており、AV機 器、OA機 器、
家庭用電気機器 自動車部品の多くに採用されている[3]。 長時間、広い範囲の温度で
様 々な機械的特性をバランスよく保 つており、特に摺動特性、耐疲労性、耐クリープ性
から、長期信頼設計が必要な部品への採用が期待されている。
[4‐ 6]に 優れ ていること
ポリブチレンテレフタレート(PBT)樹 脂
PBT樹 脂は主鎖にエステル結合を持つ直鎖状の熱可塑性飽和ポリエステルで、化
学名 の P01ubutylene Tercphthdtteを 省略した名称である。高い融点と結晶化度を持ち、
吸水率や熱膨張係数 が低いため、優れた寸法安定性を示す樹脂 である。また電気絶
縁性 にも優れ、吸湿 による電気特性 の変化 が小さく、絶縁破壊電圧が高いという特徴
・ケー
を持っている[7]。 主として電子部品、OA用 機能部品、電気 。
電子部品用のフタ
ス用材料への採用 がされている。特 に 自動車用 ECUケ ースなどへの適用が期待され
ており、寸法精度 向上に関する研究例 [8,9]や 疲労特性 に関する研究 [10]が されてい
る。
熱硬化性プラスチック
加熱 により3次 元架橋構造を形成 しながら硬化するため、その後 はカロ
熱 しても流動
しない。そのため、熱や溶剤 に強く、電化製 品や家具 の表面処理、焼付け塗料などに
使用される。
例 :フ ェノール樹脂、ユリア樹脂、メラミン樹脂
熱可塑性樹脂 の成形法 と問題点
上記 の熱可塑性 プラスチックを成形するために用いられる最も一般的な樹脂成形法
のひとつである射 出成形 は、以下の三つの基本段 階を経て達成される。
① ②
加熱または加圧により、プラスチックの原材料 を溶融状態 にする。
流動化 した樹脂 を製 品形状 に沿つた空 間(キ ャビテイ)を 持つ金型 に高圧 で充填す
る。
・固化 させて、製 品を金型から取り出す。
③ 冷去口
原材料 にガラス繊維 やカーボン繊維などの強化繊維を添加する場合、② の充填過
程 で生じる流動起因の繊維配 向は、③ の冷去口
段階において樹脂 の収縮率に影 響 を
及 ぼすため、思い通りの製 品形状や性質を得ることは非常 に困難 となる。このため、成
形品を大量生産するための安定したプロセス条件 が得 られるまでには、多数 の金型を
選定を行わなければならない。そこで、製 品開発 期間の
用意し、何度も材料 の試作 。
短縮や成形不良原因の検討 を目的として、射 出成形 における繊維配 向に関するいく
つかの研究 がなされている[11-19]。 また、樹脂流動過程 において、溶融樹脂 がキャビ
ティ内で会合する箇所をウエル ドと呼んでいるが、このウエル ドラインによる物性低下
が製品性能、外観 に大きく影響 を及ぼす事が知られている[20]。
一方、射出成形されたエンプラ部品は 10年 以上、場合 によつては 30年 以上という
長期 間連続使用されることを前提として設計されるようになり、疲労・クリープといった
長期力学的課題 に対する検誂 されている[21,22]。
以 上のように、プラスチックは多種多様な性質をもつため、製 品の用途に応じた材
料 と最適な設計を行う必要がある。上記 の分類からも、これらの判断 において材料と熱
との関係 は重要な要素である。そこで本研究では、金属の代替 として使用頻度 の高い
エンジエアリングプラスチックを材料 とする製 品の設計 において、部品同士を溶着する
際にその条件を最適化するための2つ の課題 に着 目した。
1ポ リアセタール(POM)樹 脂 の摺動条件最適化
2ポ リプチレンテレフタレート(PBT)樹 脂 の溶着条件最適化
前者 は、実用段階において、製 品の摩擦や摩耗 による劣化が使用環境 によりどの
程度影響されるかをあらかじめ予測して設計を行う際 に必要な要素である。またスピン
溶着、超音波溶着 、振動溶着 のように製 品同士を摺動させ溶着する加 工法において、
摺動部材 の設計における限界滑り速度 の決定は 日視での判断 に頼っているが、摺動
における影響因子を明らかにし条件最適することは、小さく複雑な部品同士の摺動で
あつても最適な溶着強度を得るために必要である。
また後者は、電気・電子部品のフタとケースを溶着させる場合、全体を加振させる工
法では内部部品へ のダメージが大きいため適用 が難 しいが、レーザー溶着 であれば、
接合部分にレーザー光 を集 中的に照射 し溶着させる接合法であるため、内部部品ヘ
の影響 が少ない。このレーザー溶着 にお いて、各 々の移動現象が溶融領域に与える
影響について検討 し、レーザー溶着効率を精度良く推定する方法を開発 する事 は、
設計どおりの外観や強度を得るために必要である。
1。 1。
3熱 可 塑 性 樹 脂 の 摺 動
熱可塑性樹脂 の摺動部材 へ適用
熱可塑性樹脂 の機構部 品へ の応用は金属代替から始 まり、ポリアセタール 、ポリブ
チレンテレフタレー ト、ポリアミド等多くの樹脂 が採用されてきた。現在 では独 自の発展
を見せ 、数十種類 の結晶性樹脂 が、おのおのの特長をいかした用途に使用されてい
る。その中でも、とりわけポリアセタール樹脂 はバランスの取れた良好な長短期機械物
性、易成形性 を併せ 持 つため、一種 の個体潤滑剤 としての性能を持った射 出成形用
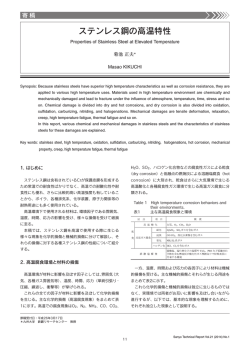
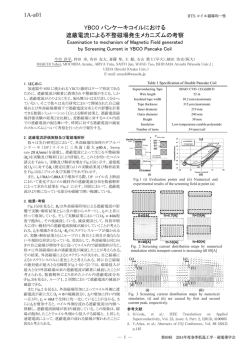
機能部材 として軸受、歯車、カム機構等 に多く用 いられてきた。Fig。 1-3に は樹脂別 し
ゅう動材料 の 日本国内需要量推移を示 した。ポリアセタール需要の量 、伸 びが非常 に
大きいことが分かる[23]。
0
0
0
0
0
0
0
0
0 0 0 0
0 5 0 5
2 1 1
PttS
1998
PA
PAR
PHENOL
The dolllestic delmand of sliding plastics in Japan.[23]
一 一
一
PP
畿 PPS
1997
一 一
一
1996
Fig。 1‐ 3
一
一
r
0
Q¨肩層喘 ︺
oづ口“日①∩
増ぢ“劇
日 の
J
2000
POM
PttEK
PttFE
樹脂摩耗 に関する研究 は比較的新 しく戦後 のポリテトラフルオロエチレン(PTFE)の
登場以降から徐 々 に研究が盛んになつてきている。それ以前の研究は金属に関する
ものがほとんどであるが、金属の摩耗 についてもその機構 は複雑であり、信頼性 のある
定量的な法則はまだない。樹脂は温度 に対して敏感 であるため、その機構 はさらに複
雑である。
最近では樹脂 の摩耗 に関する多くの研究があるが、大別すると以下のようになる。
1) 特 にゴムなどにおけるアブレーションパターンと摩耗 の関係 に関するもの
2)
3)
4)
5)
6)
7)
[24,25]
摩擦係数 、硬さ、引張強さ、破壊伸びなどのバルクな物性とアブレッシブ摩
耗を関連付けることを試みたもの[26,27]
凝着摩耗において、摩耗と粘弾性を関連付けることを試みたもの[28]
材料移着 と摩耗 の関係 に関するもの[29,301
しゅう動面温度と摩耗を関連付けることを試みたもの[31‐ 33]
摩耗に及ぼす試験方式やしゅう動形態の影響 に関するもの[34]
比摩耗量ついて、すべり速度の影響を調べたもの[35]
それぞれの文献において詳細な検討 が行なわれているが、市場 の種 々部品の摩
耗設計 に応用できるほど体系化された知見は未だなく、更なる研究が必要 である。ま
たアブレッシブ摩耗 ではバルクな物性としゅう動面温度を広 い温度範囲に渡つて関連
付ける検討例 [26]は みられるが、市場でもつとも多い凝着摩耗では緻密な裏付けを行
つた例は少なく、むしろ現象 が複雑 でバル クな物性とは相関づ けられないとする意見
が大勢である[36,37]。
摺動素材と摺動形態
摺動部 材 として用 い られるプラスチ ックの代表例 としては 、ポリアセタール 樹脂
ラフルオロエチレン(PTFE)な どが挙げられる。Fig.1-4に 示すように、こ
(POM)、 ポリテト
れらのプラスチックの化学構造は、非常に単純であるが故 に優れた摺動特性を持つて
おり、軸受や歯車など多くの機械的要素部品に適用されている[38,39]。
Chemical structure of(→
一
Fig.1‐ 4
6)
POM and(b)PTFE.
F I C I F
F I C I F
O
一
H I CI H
(D
『 両連続摺動形態』、
摺動部品は Fig。 1-5に 示すとおり、部品同士の接触形態 により
『 両間欠摺動形態』の 3種 に大別できる[40]。
『 片側間欠摺動形態』、
両連続摺動形態
両連続摺動形態は軸受けや平板摩擦 クラッチのような摺動 の接触面が面同士であ
り、互いの摺動面全体が常 に摺動接触 している形態を指す。
片側間欠摺動形態
片側 間欠摺動形態 はカム・スライダ機構 が該 当し、片方 の部品の全接触面は常 に
相手側部 品と摺動接触 しているが、もう一方の部品は摺動する部分 が時間と共に移動
し、摺動面全体 は相手部 品と同時に摺動接触 をすることがない形態である。
両間欠摺動形態
両間欠摺動形態とは、互いの部品の摺動接触する部位 が時間と共に移動 し、双方
の摺動面全体が同時 には摺動接触 しない。代表例 としては歯車などがこれに該 当す
る[41]。
ソ
continuous
continuous
intermittent
&
&
&
continuous
intermittent
intermittent
Fig.l-S Classification of sliding geometry.
Fig。
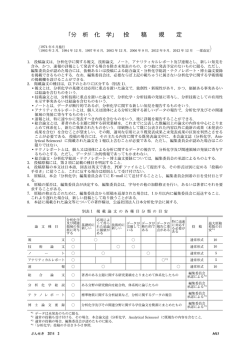
1‐
6に ポリアセタール 同 士の摩耗 に 関 して 、両連続 しゅう動 形態 と片側 間欠 しゅ
う動形 態 の 比 摩 耗 量 の デ ー タを示 した [42]。 摩耗 量 は 、しゅう動 形 態 の影 響 を受 けや
す い。したがって単 一 の しゅう動形態 で得 られた結果 に基 づ き、他 のしゅう動形態 の摩
耗 計算 を行 うことや材 料選 定を行 うことは 困難 であり、数 多くの試 験 方 法 が散在 してい
るの が 実情 である[43-45]。
POM combination
Upper sleeve
Lower sleeve
Upper cylinder
(Continuous)
Lower sleeve
(intermittent)
200
400
600
800
1000
Specific rate of wear
3mm3/(N・ km))
(x10‐
Fig.l-6 Influence of the sliding condition against the amount of wear.
エ ンジエアリングプラスチ ックなどの 可塑性材 料 を用 い た摺動 にお ける限界 条件 の
指標 としては 以 下 に示 す
PV値 という経験則 か らなる値 が用 い られ ている。
PVvducLg/cm2.m/司 =ね ccPressureLg/cm2卜 vdocttylm/司
Eq。 (1‐
1)で 示す
(1…
1)
PV値 は 見 か けの接触 面 当たりの加 重 と滑 り速度 の積 で表 される値 で
あり、材 料 物性 や 摺 動 形 態 により固有 の値 をもつ 。この値 にお い て 、材 料 が溶 融 し部
PV値 と称す。この面圧 、滑 り速度 という要
素 は摩擦 熱 の影 響 因子 である。つ まり PV値 が 指標 となるということは 、プ ラスチ ック摺
品 が溶 出や変形 を起 こす 直前 の値 を限 界
動 部 品 にお い て 、熱 移 動 とい う現象 は摩 擦 0磨 耗 現 象 にお い て最も支 配 的な現 象 で
あるとい える。
摩耗特性の評価
一般的に、摩耗量は同種類 の部材 であっても摩耗試験方式や接触形態 によつて異
なる。このため、摩耗予測の一環 として、幾つかの試験方式や接触形態 における摩耗
特性 に関する研究が報告されている[46-48]。
Bin― Bin Jiaら 149]は phOn_disc試 験機により
潤滑剤 の有無および操作条件 におけ
る摩耗量の変化 について検討 し、荷重、滑り速度、潤滑剤 の有無 といつた条件ごとに
Eq(1-2)よ 嚇 耗率を算出した。
勧一
蹄
〓
K
Bin― Bin
(1-2)
Jiaら は実験結果より、
潤滑剤 のない状況下で摩耗率は PV値 に比例すると結
論付けている。
Q Zhangら [50]は ポリエーテルエーテルケトン(PEEり をコーティングした摩耗試験
機を使用し、摩耗率と滑り速度および摩耗率と荷重 の関係 について検討 した。使用 し
た摩耗率は Eq。 (1-3)で 算出されている。
ヨ
″
=作 =#レ ち
3Ⅳ
(1-3)
]
重の下では滑り速度の増加 に伴
各加重 における摩耗量と滑り速度の関係 から、低カロ
い、摩耗量は比例するが、高加重、高滑り速度 の状態では摩耗量が低下する結果を
重、高滑り速度 の結果の SEM解 析 より、摩耗量の低下がガラス転移 温度
得た。高カロ
到達による粘性 の変化 であると推測され、摩耗と摺動面温度 との関係 が示唆された。
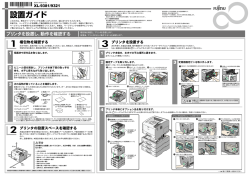
M Kadaと M.Ishikawa[51-53]は 、Fig l-7に 示す、連続間欠摺動形態を持つ試験方
式について、ポリアセタール樹脂 の摩耗 に及 ぼす影響 を検討 している。ここで、連続
間欠摺動形態とは、組み合 わされる片方 の部品(連 続側)の 摺動面 は常に摺動接触 し
ているが、もう一方 の部品(間 欠側)は 、摺動接 触する部位 が時間と共に変化する形態
である。
10
ylinder specimen
(Continuously sliding)
Sliding surface
Sleeve specimen
(Intermittently sliding)
Φ 100
(の
(b)
Fig.1-7 Schematic diagram of wear testing. [51]
(a) The dimension of the sleeve specimen (Intermittentty sliding)
(b) The dimension of the cylinder specimen (Continuously sliding)
上記の試験方式について、比摩耗量の線速度(す べ り速度)依 存性を測定した結果、
連続側 の比摩耗量は間欠側と比較 して極めて少ないという特徴を示 した(Fig.1-8)。 彼
らは、連続側 の摩耗 が抑制される理 由を検証するため、連続側 と黒着色した間欠側 の
試験片を組み合わせ 、摩耗粉 の移着を観察している。Fig l‐ 9は 、摺動開始後 lmin,
3min,lh後 の摺動面の観察結果を示しており、いずれの時間においても黒色の摩耗
粉が連続側摺動面を覆うように移着していることが示された。また、この摩耗粉を lmin
または 5min毎 に除去しながら摩耗試験を行つた場合には、Fig l‐ 10に 示すように、連
続側 の比摩耗 量が増加 することを示した。
以上の結果から、間欠側摺動面に対して連続側摺動面の比摩耗量が少ない理 由
は、発生した摩耗粉 のほとんどが物理 的に連続側によってかき寄せられる摩耗粉の選
択的移着効果によるものであると説明している(Fig l‐ ■ また、彼らは、Fig l‐ 12に 示
すように、比摩耗量に及ぼす連続側 の接触面形状の影響 についても検討 した結果、
)。
連続間欠摺動形態ではその接触面形状 に関わらず、摩耗粉 の選択移着効果 による
連続側 の摩耗 の抑制 が起こると結論付けている。
11
ι
ワ
[IsI° 3111pIIs lo再 ιS001辱 Ins SIIIPIIs oЧ 工 6-I・ 811
ulu18° Z
dlsnonurluoc
Eurprls uorurcods
dllu4lrruralur
Eurpqs uaurrcads
ロ
奮
ЧI
■
IIIⅡ 8
モIIl■II
[IsI° SOItt10010A 3Ⅱ IPIIS
SIIIIЭ
gτ
Oτ
Ч070'7017Л 1702櫨 ЭIJ100dS OЧ 工 8口 I・ 811
`KIT0010A 3UIPIIS
SI
OT
S
0
0
Zヨ
¨
〓t ヽ
コ“ 00“ユ コ匡〇〓∽一
∽〓Q一
マ・
00τ
009
008
一
︵
一
∽〓Q一
”m 一
”一
のコロ
ロ一
のコ一
マ・
”
ヽ
ヨ ヨ Zヨ
0
00シ
Oτ
"
o8
→
0001
.
﹁ゴの∽o00〓‘
一
0´
tO”呵“
.
”一
のO﹁∽ものの〓ヨ一
0コ
弓
0
OI
罵
虫
0
鷹
腎
0
】 0シ
00τ I
(9_oI× )
Without
removing wear
debris
Removing wear
debris every
5 min
Removing wear
debris every
I rnin
10
20
40
30
(* l0-6)
The specitic wear rate, mrn3,'Nm
Fig.l-l0 The specific wear rate of the specimen slid continuously when removing
the wear debris. [5U
Wear debris
sfer layer
Fig.l-11 Selective transfer effect.
[511.
Sleeve
Sleeve
J
■
1
Ч
Sleeve rvith cutting lack by 90o
Sleeve
Sleeve r,vith cutting lack bv 270o
Sleeve
I∃
4
〕
個
4
│
│
ー
Plate in 3.2mrn thickness
Sleeve
∃
■
ヨく
Ч
Cylinder
:一
Sleeve
200
400
600
800
rear rate,IIun3,T(lm
The speciflc、 、
Fig.l-l2 The specific wear rate of each sliding geometry. [5U.
14
■
1000 (,< l0'6)
YJo Merglerら [54]は 、摺 動 部材 を水 平 に設 置 したスライダオ ンシー ト型摩耗 試 験
(Fig。 1-13(a))と 垂 直 に設 置 した ピンオ ンデ ィスク型 摩 耗試 験 (Fig。 1-13(b))に 関 して 、
走査 型 電子 顕微 鏡 (SEM)を 用 い て摺動 面 に生 じる摩耗 粉 の移 着 を観 察 した。この 結
果 、スライダオ ンシー ト型摩 耗試 験機 では 、Fig。 1-14に 示すように、試 験 の経過 に伴 い 、
ポリアセタール 樹脂 の摩耗 粉 が 固 定側 のステ ンレス鋼 の摺動 面 に付 着 し、最終 的 にス
テンレス鋼 の 摺動 面 にはポリアセタール 樹脂 の移 着層 が形成 されることが示された。こ
れ に対 し、ピンオ ンデ ィスク型摩耗試 験機 は 、固定側 および摺動側 の部材 が共 に垂 直
に設 置 されているため 、ポ リアセタール 樹脂 の摩耗粉 はステンレス鋼 のデ ィスク上 にほ
とんど留 まらず 、摩耗試 験 が十分 に経過 した後 にお いても摩耗 粉 の移 着層 を形 成 して
いないことが観 察結果 より示 されてい る(Fig。 1-15)。
1可
為
(b)
Fig.l-l3 (a) Slider-on-sheet set-up and (b) pin-on-disc configuration.
[541
(a)
(b)
(C)
Fig.l-l4 Various
in material transfer of POM to stainless steel.
(a) Loose debris is pressed into valleys.
(b) Excess material is smeared across the surface.
(c) Higher lying areas are covered with polymer
Fig。 1‐ 15
stages
[541
POM surface after 20 sliding against stainless steel in a pin‐
on‐ disc
experiment.[54]
上記 の研究は、ポリアセタール樹脂 の摩耗特性 に関する研究 のごく一部であるが、
摺動部材 の種類・摺動条件 について多様 な組み合わせが存在 していることが分かる。
また、摩耗過程 における摩耗粉 の移着 は、摩耗メカニズムを複雑化する要因であり、
試行錯誤実験による摩耗 量の予測は、多大な労力 を要すると考えられる。
16
摩耗解析
摩耗特性 に関する研究は数多く行 われているが、報告されている研究のほとんどは、
実験により摩耗量を直接的に測定し、摩耗特性 の傾 向を検討 しており、画期的な摩耗
量の予測方法は依然 として確 立されていない。このため、近年 では、数値解析 を用 い
た直接的な摩耗評価に関する研究が報告されている。
N.Laraqiら [55]は 摺動時の熱移動 に着 目し、金属同士の pin‐ on‐ discモ デルを対象
として解析解 を算出した。彼らはそれぞれの支配方程式(Eq(1-4)、 Eq。 (1‐ 5))を Fourier
変換や Hankel変 換 により、Eq。 (1-6)お よび Eq.(1-7)の 温度と投入熱量の関数の形にし
た。そして、双方の式からEq.(1‐ 8)に より熱量の分配率を求め、摩擦熱 の挙動を検討 し
た。
Ⅸ
頷
+争 ―作=0
;多 [等 )+ナ 》
芳
R・
=0
ター
みら
(1‐ 4)
(1-5)
Disc:To.* = Roqo
(1-6)
Pin:T 0,,, = RrQ,
(1‐
ρ
′=芳 =≡ ヤ
ザ
lg=`υ
+`´
)
(1‐
=『
7)
8)
得 られた結果 は disc側 の分配係数 のペクレ数(Pc)に 対する依存性にまとめられ、disc
の回転速度 の増加 に伴 い、disc側 への摩擦熱 の移動 が増加する結果 が得 られた。ま
た、disc側 のビオ数 (Bぅ に対する依存性も検討 し、双方 の結果より摩擦熱 の分配は境
膜伝熱係数 が支配的であるとの知見を得た。
17
K Mao[56]は プラスチック製歯車 (両 間欠摺動形態 )お ける閃光温度算 出のための
解析コードの開発を行つた。対象 となる閃光温度 とは歯車の歯 が噛み合う時に瞬間的
2
ツ
・
・一
︲
・
﹂一
〓
1 一E
上Q
〓
らπE
l 一G
=
/1 1 1 1 ヽ
.4FG
α
上q
に上昇する温度 のことである。Maoは 歯車の歯 が噛み合った瞬 間の状態 を想定し、
Eq(1‐ 9)の 円筒 同士の接触 に対するヘルツ接触 の法則より
接触面積を算出し、その領
域を解析対象 とてモデリングを行った。
(1‐
9)
支配方程式には熱拡散方程式を使用 し、有限差分法 により計算を行つた。解析 により
得られた温度分布は既存の解析解 と比較が行われ、より良好な一致 が得 られた。また、
歯同士の接触面の始めと終わりにおいて解析解 と 20%の 差 が現れており、位置 により
既存解析解 に不正確 さが現れるという知見も得 ている。
H.Benabdallahと D.01endcr[57]は 、Fig.1-16oに 示すスチールの回転ディスクと
ポリアセタール樹脂 のピンを採用 し、ピンオンディスク型摩耗試験機を想定した解析 を
実施 した。解析モデルは、Fig.1‐ 16o)に 示す 2D平 面モデルであり、有限要素法パッ
ケージソフトANSYS6 1を 用いて解析 を行つた。彼らの解析では、Fig.1-17に 示すよう
ディスク間の接触面の圧力分布を決定し、Archardの
に、あるサイクル数 におけるピンー
摩耗式(Eq。 (1‐ 10))を 利用 してそれぞれのノード(要 素点)に おける摩耗分布を評価 して
いる。新 しい摩擦表面のノード位置 は、垂直に連結されたノード亀″を用いて表 され、
Eq(1-11)を 用いて更新される。
λ=KOPS
″′
+1,夕
(1‐
10)
″ノ
+1,,1+0カ
(1-11)
″ブ
+1,2=″ ブ
+1,1+° カ
″ノ
+1,1=″ ′
+1,0+″ Oλ
上記 の方法を用いて、各サイクル における摩耗分布 を評価 した結果、サイクル が経
過するとともに、摩擦力を受けたピンの接触面が傾く性質を表現できることが示された
Fig.1-19に 示すように、解析結果 の妥当性を検証するため、
cig l‐ 18)。 また、彼らは、
3回 の摩耗分布 の評価実験の結果 と比較を行つている。この結果 、摩擦面の平均傾
斜 は約 1° となり、実験結果 と同様 の摩耗 の傾 向が得 られていることを示した。ただし、
彼らの研究を含 め、Archardの 摩耗モデルを用いた研究 [58‐ 60]は 、2D解 析 への簡略
化 が行 われており、計算 コストの面から摺動部材 のうち一方 のみ の摩耗量を決定して
18
いる研 究 がほとんどである。また 、摺動 面 の形状 を更 新す るため の 再メッシュ構 築 方法
が確 立 されてい ない とい う問題 点を抱 えてい る。
A
Dbmnd― 測utt
Phlml
\ w"r. l,l",n"nr.
J (i'nr,'r t;t,.r
(:('nt.lct li!clllcnt、
多
l)isc lilcrncnts
(a)
(b)
Fig.1-16 (a) Pin-on-disc contact zone for simulation and (b) pin meshing. [571
8
7
6
5
4
3
T a〓︼2 3002 Q ぢ
……………… Cyde 2
1
co0
2
,
・・・・・・・ Cyde 3
Cyde 4
-―
-・ ―・ ― Cyde
20
0
0.5
1
1.5
2
Length along pin diameter [mmJ
Fig。
1-17 Simulated contact pressure distribution as function
cycles。 [57]
19
of the number of
Oτ
[l9l 'selc.&;o reqrunu eqt qg,t{ algo-rd rue,rl, eIIl Jo uol}nloaf, 8I-I'8ld
o8円 8明 ‖8J■ ‐:■ O140
o8P38u!p● o■ ‐!Э IЭ 〈Э
‐Ca:● κЭ
8u!:!● l■
8u!p● ol‐ c al● κЭ
8u!:!口 ■ ‐s o10κ Э
8u!『 口yl‐ Sa:● パ
Э
│ョ
stp3
``
turpss'l'
88p38u!│!口 上
0.1
.
0.09
Simulalion
Experimenaal
0.08
冒旦 i 8 想 お
-" "
--
0.07
I
Experimental 2
Experimental 3
0,06
0.05
0.04
0.03
0.02
0.0r
0
0.5
r
r.5
2
2.5
Distance along the pin diameter [mm]
Fig.l-l9 Equilibrium wear profile obtained experimentally and predicted by
simulation. [57]
the
り‘
V Hegadckattcら [61,62]は 、Archardの 摩耗モデル により摩耗量を解析する際に、弾
性体基礎理論 に基 いて算 出した平均接触圧力を用 いる GIWM(Globtt hcrcmcntd
Wcar Modcl)を 適用 している。この弾性体基礎理論 では、 摺動接触 におけるせん断
変形を無視 し、局所的な圧力分布 を計算せ ずに Hettzの 接触式を用いて平均接触圧
力を決定するため、計算負荷 を減少させることができる。彼らは、ピンオンディスク型摩
耗試験 において、Fig.1-20o,o)に 示す解析 手順を踏 むことにより、摩耗深さの更新を
行つた。
GIWMで は、Eq(1-12)で 与えられる Archardの 摩耗式 中の摩耗係数 ら は、ある垂
直荷重下における全体変位 の実験値とのフィッティングにより決定される。また、ここで
フィッティングされた摩耗係数 は、他 の荷重条件 においても適用される。
生 =ち ら
(1-12)
S
‐0
t・ =0,■
暉ら ― ●│‐
17
イ‐
裁
=暑
島
J..l‐
■+“
Sf.l‐
貯鳥
SI+2『
4=げ +21´r屁
叫
"
4.‐ lr+島 嘔
4‐ イ+ち PIN
■.‐ r十 島H"
gl.l=ぃ、 _端
ュ
= F「
ぼ ■
イ=瓦 圭再
イ==針
“
・
4=J需
0
(a)
Fig.1-20 Flow charts
for the
global
for computing (a) pin and (b) disc wear. [61]
22
incremental
wear
model (GIWM)
Fig。
1-21は 、荷 重
20N下 で の 実 験 との フィッティングにより決 定 した 摩 耗 係 数
H mm3/Nmmを 用 いた
ち=21× 10‐
際 の摩耗 痕跡 の分布 を示 している。この荷重 20Nに
お い て決 定された摩耗係 数 を用 い ることにより、荷 重 40Nに お ける摩耗 分布 は Jo Jiang
ら[63]に よって行 われた 実験結 果 との一 致を示 していることか ら、GIWMを 用 いた解析
にお いて 、摩耗 量 が 予測 可能 であることが示 された。ただし、彼 らの解 析 は 、垂 直荷 重
が 大きい 条件 にお ける摩耗 量 の予測 に限定されるため 、GIWMの さらなる改 良 が必 要
になると考 えられる。
Jiang and Amell(1998)
0
¨
0
・
一
GIWM
0
・
300
350
400
450
GIWM
■ =40N
.
-08
500
300
350
400
450
500
Wear Track Width[μ m]
Wear Track Width[μ m]
(a)
Fig.1‐ 21(Comparison
0 0 0
・
・
・
[
日 ュ]g Qo∩ 〓oに﹄い L“0≧
0
・
[
E i]f Qo∩ 〓o“﹄卜 ﹄“どメ
――――Jiang and Amell(1998)
―
―
(b)
of the cross section proflle of the wear track for(a)20 N and
(b)40N.[611
23
J.Dingら [64‐ 66]は 、摩擦面が接線方向に微 少振動した際 に生じるフレッティング摩
耗 に及 ぼす摩耗粉 の影響 について、汎用有限要素解析プログラム ABAQUSを 用い
て解析 を行 っている。従来 の摩耗解析 において摩耗粉 の影響 は無視 されていたが、
彼らの研究では、摩耗粉の形成・取り込み・除去を含 む下連 のフレッティング摩耗過程
のためのモデルが提案 されている。フレッティング摩耗過程 で形成された摩耗粉 は、
Fig。 1¨ 22(a)に 示されるよう
に、初期段 階では摩擦面を移動 できる状態(Loose debris)
であり、摺動 の経過とともに摩擦面から排除される摩耗粉(Escaped debris)と 摩擦面に
留まり強固な移着層を形成する摩耗粉 (CompaCted debris)に 分かれる。解析 では、摺
動側 の摩耗粉はすぐに除去されると仮定し、Fig。 1-22(a)の Q31と Q33の 摩耗粉 のみが
考慮されている(Fig。 1-22(b))。
Normal load
H 1
Direction of movement
i
/).
ut
Qr
Qz: contacting bodies
Q3: the debris layer
Se deb百 s)
Q33(l° °
(b)
(a)
Fig.l-22 (a) Schematic representation of a fretting contact with presence of wear
debris. (b) The simplified fretting wear contact model with a debris layer. [641
24
、摩耗粉 の考慮 の有無 における摩耗表面分布 の解析結果を示し
ている。この結果、摩耗粉を考慮した場合、平面の試験片表面の摩耗痕跡幅は小さく
なっているが、最大摩耗深さはわずかに増加していることが示された。また、摩耗粉を
考慮 した場合 の円筒試験片においても、最大摩耗深さはわずかに増加 する傾 向が示
されている。しかしながら、18000サ イクル後の上記 の解析結果 について実験結果との
比較を行うと、摩耗粉を考慮した場合 の摩耗量は、摩耗粉を考慮 していない場合の摩
耗量に比べさらに摩耗量が過小評価されてしまっていることが分かる(Tablel-1)。 この
原因として、彼らは、解析 で用いられた摩耗係数を一定の値 で与えており、局所的な
値 が必要であるとしているが、これに対する詳細な検証 は、現段 階では報告 されてい
ない。
Fig.1‐ 23(al― (d)は
‐
01
︵
E こ 5 ヨ8 ■ 8 ■S
含 F こ E●褥 悛一ュ ■●P3
│
,
:││││li
Ho市
Hor鮨 ●ntal口 o8“ :● n{mm)
"ntal p●
(al
(b)
に言 タ
中
‐
o2
0 1
HO“ 2●ntal
o
o l
p● ●
o2
3
佃叫¨¨一〇
〇
︵
目 百 ヨー
官 こ c8 一
8 ■ ●虐tS
03
●bn{mm}
“
03
HOr120n● l poslto● (mm,
ion lmm)
“
(0
(C)
Fig.l-23 Comparison of predicted worn surface profrles for (a) the flat body
without effects of debris, (b) the flat body with effects of debris, (c) the cylindrical
body without effects of debris and (d) the cylindrical body with effects of debris.
164l
25
Table 1-1 Comparison of FE predictions and experimental results for a wear scar
on the flat specimen after 180000 wear cycle. [64]
an
Predmm vlth ttefFec● ofebns
,
m
c!
riE effe.ls of dekis
2
4
We{ i0luoB tmd/udt
i{itlurt
噺
nillh Imm)
0
厠 0 ∞
Scar
Mtrt- *eordepb (pml
Prediction
酬和m
Expelmental em
hq$l
前述 したように、摺動接触部では、凝着部分 のせん断 により内部破壊された粒子 が
集合堆積する摩耗粉の形成や、摺動を繰 り返すことによる摩擦熱 の発生といつた、接
触形状や操作条件 によつて変化する付加 的な現象 が起こる。ここで示された数値解
析 を用いた摩耗 に関する研究 はまだ発展段 階 にあり、複雑な摩耗 の実現象を正確 に
模擬するには至っていない。
26
摩耗 と摺動面温度 の関係
上記 に述べた摩耗解析 の複雑性 を懸念して、摩耗量を予測するための因子 として
摩耗量と摺動面温度の関係 を評価する研究がなされている。
M Kadaと
ポリアセタール樹脂 の摩耗と摺動面温度
M Ishika、 va[40][67-69]に より、
の関係性 に着 目した研究が報告されている。彼 らは、ポリアセタール樹脂 の円筒試験
片についてスラストシリンダ型摩耗試験機を用いて、比摩耗量に及 ぼす線速度 と雰囲
気温度 の影響を評価 した。また、比摩耗量は、Eq。 (1-13)を 用いて計算されている。
Specific wear amount [mm3/ (N/km)]= V
/(px F x S)
(1‐
13)
線速度 および雰囲気温度を変更した際の比摩耗 量を Figs l‐ 24,1‐ 25に それぞれ
示している。結果 として、線速度を変更した場合 には 50-60cttsに おいて、雰囲気温
度を変更した場合 には約 90℃ において、比摩耗量の極大値 に達する S字 曲線を描く
ことが示された。彼 らの実験では、上記 の摺動条件 の変更 による比摩耗量を予測する
ための因子 として、摺動面温度 について検討 している。ここで、摺動面温度 の測定は、
試験片の固定側 に約 5mmの 切欠きを設け、放射温度計 によつて行われた(Fig.1‐ 26)。
各摺動条件 における摺動面温度を評価することにより、Figs l-24,1‐ 25に 示した比摩
耗量 に対する線速度および雰囲気温度 の依存性は、Fig.1-27に 示す比摩耗量に対
する摺動面温度の依存性 として関連付けることが出来る。すなわち、Fig l‐ 27の S字 由
線を用いることにより、摺動条件 に関わらず摺動面温度から比摩耗量をほぼ決定する
ことが出来ると結論 づけている。
ただし、彼らの研究における摺動面温度の測定では、ポリアセタール樹脂に切欠きを
設ける必要があるということ、また、放射温度計 のレーザースポットの直径 が 12mmで
あることから、試験片形状によつては温度測定が非常 に困難 になると考えられる。
27
2 1 1
剛 綱 鰤 師 枷 0
︽1導そ E マ︶
■
ヽ
冒85塁〓 ●
一
颯1ぉ
2040080100
割Hhtt
耐め
V● 1● ●
"(●
X'ig.1-24 The specific wear amount dependency on sliding velocity. [67]
0mⅧ畑Ш。
獅0
05
0
6
︽口
睾こ電目 Ъ T︶
言 暑 331募
一
0
50
Amo日由
""m脚
100
雌
口●
)
“
X'ig.1-25 The specilic wear amount dependency on atmospheric temperature' [67]
28
Radiation thcrmometer
Fixed side
Rotation side
Fig.1-26 Measurement of sliding surface temperature. [67]
珈
Dcpcndcnsy on atrno$phere temp€EturE
全聖
… ……
1
△
"CndCWOll JllingVe191り
暇
鋼
︽巌 ζ 嗜 f oこ
日5日8 ●33 ●G︼
R二∽
督
2 1 1
側
r
。
‐
2o
0
20
40
60
80
100
120
140
160
SIMin3 SurFaccttmpcmulrc rC)
Fig,l-21 The specific wear amount dependency on sliding surface temperature.
167l
29
Hookcら [70]は 、ポリアセタール樹脂lPONり に対して、20v7tO/0の ポリテトラフル
オロエチレン(PTFDを 充填した場合と充填しない場合 について、摩耗量と最高摺動面
温度の関係 を評価している(Fig.1-28)。 この結果、POMに PTFEを 添加した場合、摺動
面温度 が 100℃ を超えると摩耗量は急速に増加することが示された。しかし、Fig l-29
は、POMの 摩擦係数の減 /hを もたらすため、全体の摩耗
に示すように、PTFEの 添カロ
しない場合 に比べ小さくなるという結果が得られている。
量は PTFEを 添力日
彼 らの研究では、樹脂本体の温度(バ ルク温度,ら)と 突起接触部の局所的な温度
摺動面温度 ムを評価している(Eq。 (1-14))。
(閃 光温度,っ の和から、
C.」
/」
氏=鳥 +ろ
(1-14)
また、バルク温度 島 は、Eq(1-15)∼ Eq。 (1-17)で 表される対流・伝導・輻射 により散逸
熱 と摩擦による生成熱 のバランス式(Eq。 (1-18))を 計算することにより決定されている。
閃光温度 ル は、Eq。 (1-19)を 用いて算出されている。
ρac′ vα /ω Q― ■)
2翻ッ=2V5鰤 ″
2磁 =ha/4)に
2〃
写
(1-15)
)
(1-16)
4_.4)
=泌 ε
″仁
(1-17)
′鷲/=2磁 ッ+g翻 ′+2及 ″
乃=
(1-18)
t.tuF,lJi-Jkl
ν
BV為ズ
〕
″
(1-19)
ただし、上記 の計算式を用 いて算出された摺動面温度 は、定常状態 における平均
温度であり、対流伝熱 の補 正係数を得 るために実験を行う必要がある。このため、摺
えて定
動と停 止操作 が含 まれるような非定常での温度計算 は不可能 であり、また、カロ
常状態 であつても、異なる摺動条件下では新たに対流伝熱量を得るための補正係数
を実験により評価 しなければならない。
以上に紹介 したように、報告されている摺動 に関する既往 の研究 の多くが、摩耗試
験を中心とした実験的な研究であり、摩耗 のメカニズムについて理論的 に記述 されて
いる研究は非常 に少ない。このため、摩耗 の予測因子 のひとつ として摺動面温度が挙
げられているものの、実験 における摺動面温度 の決定は、試験片形状により非常 に困
難 になるという問題 点を抱 えている。また、摺動面温度を決定する計算式についても
紹介 したが、多様 な摺動条件 に適するモデル式は提案されていない。
30
¨ 呻 呻呻 呻 呻
●■、
ミE3 E ﹄3タ
,
0
25
50
75
100 125
160
175 200
Max.sttrface tump.(° C)
Fig.1-28 Validation of nlaximulll temperature with wear rate for□
‐
unilled
POM
and■ ‐fllled POM.[70]
﹄
脚
●o3 一
“
〓 3 ●■ τ 〓L
,
‘一
2 ■
鵬
¨
官 E ︶し●o● 〓磐oト
瑯
帥
mm
100E+06
200● ●00
300E406
400E■ 06
Running du面 on{● yclel
Fig.1‐ 29 Friction,メ
[701
and Weaち ″,cuⅣ es of unfllled POM,l and POM with PTFE,2.
1.1.4熱 可塑 性 樹 脂 の溶着
溶着方法の種類と分類
製品の製造工程 には、押出し成形や射出成形などの材料を金型により成形する一
次加 工と、それにより成形された物に切削や変形などの加 工を加えることで付加価値
エの一つであり、接合手段としては機械的
を持たせる二次加 工がある。接合は二次カロ
接合、化学的接合、溶融接合がある[71]。
機械的接合
ネジ、リベット、スナップなどの部品により対象を接合する方法で対象の材料を選ば
ず、耐衝撃性 が高い。また、局所的な強度を持ち、強度の調整も可能である。一方で
ネジ使用時には穴あけが必要など、接合のために対象に加工を行う必要があり、局所
的な接合方法であるがために気密性にも乏しい。
化学的接合
接着剤や溶剤などにより対象を接合する方法で気密性 が高く、接合対象の表面構
造の影響を受けにくい長所がある[72]。 また、加 工のために必要なものが少なく簡単で
あるために、活用の幅が広い。一方で、化学反応 に時間を要する場合 があり、使用す
る化学物質 による安全性や環境への影響も懸念される。
溶融接合
・固化
接合対象そのものにエネルギーを与えることにより、接合面を溶融させ 、冷去口
させることで接合する方法で強度、気密性共 に高い。接合 に他 の物質を使用しないた
め、リサイクルが行いやすい点から選択されることもある。欠点としては接合対象 にエ
ネルギーを与えるために装置が必要なことである。
32
レー ザ ー 溶 着 の特徴
溶 融接 合 は接 合 対象 にエ ネル ギー を与 える手段 により、熱板 溶着 [73‐ 77]、 スピン溶
着 [78]、 超 音波溶 着 [79]、 振 動溶 着 [80… 84]、 レー ザ ー 溶着 [85… 98]な どに大 別 される。
レー ザ ー 溶 着 は 、半 導 体 レー ザ ー の信 頼 性 、エ ネ ル ギ ー 効 率 が 飛 躍 的 に発 展 した
1990年 代 中盤 以 降 に確 立された溶 着 方 法 である。半導体 レー ザ ー は近赤 外線 の波
長 を持 つ ため 、有 色 の プ ラスチ ックで あってもレー ザ ー の透過性 を持 つ もの が 存在 す
る。このようなレー ザ ー 波長 の透過性 をもつ プ ラスチ ックを使 用 した溶 着 手法 をレー ザ
ー 溶 着 と呼 ぶ (Fig。 1-30)。
Laser
Welding area
Transmission side
-- Absorption side
Fig。
1‐
30 Laser welding.
レー ザ ー 溶 着 は
Fig。
1…
30に 表す ようにレー ザ ー 波長 を透 過 するプラスチ ック(透 過
材 )と 吸収するプ ラスチ ック(吸 収材 )に 対 して 、透 過材 側 から透過 させ たレー ザ ー によ
り吸収材 を発 熱 させ 、そ の熱 により双 方 を溶 着 させ る方 法 である。主な特 徴 を以 下 に
挙 げる。
メリット
・ レー ザ ーの操作や マスキングにより選 択 的な溶着 が 可能である。
・ 相溶性 が 高けれ ば 、堅 さの異 なる材 料 同 士も容 易 に接合 が 可能 である。
O複 雑 な形 状 にも対応 可能 であり、製 品 の設 計 自由度 が 高 い。
0溶 融樹脂 の流動 が発 生せ ず 、外観 が 良 い。
デメリット
・ レーザー発生までのトータルのエネルギーが高く、熱効率 は低い。
・ 異種材料間の溶着は相溶性に左右されるため、材料を限定される。
・ 吸収材は一次成形において染料を加えることで材料 に係わらず作製可能 である
一方、透過材に材料を選ぶ。
上記 の特徴から高付加価 値 の製 品に対する加 工に用 いられる。とりわけ長所 を最 大
限に利用するためには、溶融領域 の正確な把握 が必要である。
レーザー溶着において、レーザー光 は反射、透過、吸収、拡散 の 4つ の現象を引き
起こし、溶着 が行われる。これら4つ 現象 は輸送現象 という視点から大別すると以下の
2種 の輸送現象と区別することができる。
・ 光としての輸送IEx象 :エ ネルギーが材料 に到達するまで (反 射、透過)
。 熱 としての輸送現象 :エ ネルギーが材料 に吸収された後 (吸 収、拡散)
ゆえにレーザー溶着 の現象理解 のためには光学的要素 と熱力学的要素の解 明が
必要である。そして、これら要素を解 明し適切な熱量を部品に与えなければならない。
M.Yamakawaら [99‐ 101]は 、各種 の熱 可塑性樹脂 を用 いてレーザ ー溶着 に関す る
様 々な検討を行 い、特 にレーザー強度 と接合強度 の関係 について幅広 く検討 してい
る。その結果、レーザー強度 の増加とともに接合部が広がり、接合強度 は大きくなるが、
ある限界レーザー強度を超 えると界面が凹凸 になり、さらに空洞が出現して接合強度
が減少することを見出している。このように熱可塑性樹脂 には熱分解温度 が存在 し、
も考慮する要素である。し
Fig.1‐ 31で 表す溶着可能 な熱量 の領域 が限られていること
かし、レーザー溶着では Fig l-32の ようにレーザーの特性を含 めた数多くの因子が複
雑 に影響し合つており、現状では試行錯誤 に頼る所も多い[102]。
=
目
Degradation of interface
Foaming / Garbonization
や
ロ
0
■
増
目
角
H
possible domain of welding
impossible to weld
Laser power [WJ
Fig.1-31 Process map for laser welding'[102]
34
Laser Iap
welding
\
velocity
atmosphere
absorption
\
geometry
power
composition
thickness
dmメ h耐
ンⅣ
藩d山
r軍
Optics
Beam
Fig.l-32 Influence factors for quality of laser welding.
35
Quality
レー ザ ー 溶 着 の加 工 条件 による影 響
レー ザ ー ラップ 溶 着 は比 較 的最 近 に加 工 手段 として確 立したため 、Fig。 1… 32に 示 し
た影 響 因子 に対 す る研 究 は近 年 のもの が 多 い。ビー ム特性 、加 工 条件 、加 工 材 料 、
光学 素子 と大別 されるこれ ら因子 にお い て 、ビーム特性 と光学 素子 は溶 着 装置 そ のも
の に依 存 す る因子 であるため 、加 工 条件 と加 工 材 料 に焦 点を当てた研 究 が広 く行 わ
れ てい る。加 工 条件 に大別 させ る因子 としては 、レー ザ ーの 出力 や操 作速 度 、雰 囲気
温度 などが挙 げられる。
Bappaら [103]は 波長
809。
40nmの ダイオ ー ドレー ザ ー によるポリメタクリル 酸 メチル
(PMMA)製 試 験 片 の レー ザ ー ラップ 溶 着 を行 い 、応 答 曲面法 により溶 着 強度 に 関す
る関係
(lap‐
Eq。 (1‐ 20)と 溶 着 幅 に 関す る Eq。 (1… 21)を 得 た。
shear strength)illL:iili・
:1子Q;:;11:iljII][:::llilili:fry
(1-20)
(weld-seam width) -2.50+ 0.13H -0.26v, +0.26Y +0.022P, -0.057Hv,,
実験値 との 比 較 は
0.034 HY
Fig。
1‐
-
0.065v *Y
*
0.03 8Y2
-
(1…
21)
o.o3O P,2
33で 表 され 、関係 式 が 実験を良好な に再現 していうることが
確 認 された。加 えて 関係 式 の4つ のパ ラメー ター の変 更す ることにより、それぞれ の影
響 力 が検討 され 、溶 着 強度 はクランプ 圧 の増 大 に伴 い増 加 す るものの 、影 響 は小 さく、
溶着 幅 には操 作速 度 とレー ザ ーの試 験 片まで の 距離 の影 響 が 強 い との 知 見を得 た。
Eミ Z.
■目
〓‘ υ
f i コ七 こ
Fig.1-33 Plot of actual vs. predicted response of (a) tap-shear strength results and
(b) weld-seam width results. [103]
36
M Yamaka、 vaら [99]は
PMMAと ポリカーボネート(PC)を 用い、透明樹脂同士の溶着
を行つた。透明樹脂 の溶着 にあたつて溶着面にサンドブラスト処理を施すことにより凹
凸を持たせることでレーザー光の吸収率を方法(Fig l‐ 34)が 用いられた。Fig l-35よ り
表面処理により吸収率の上昇 が確認 できる。この手法を用 い、彼らはレーザー 出力 と
溶着強度の関係を検討 し、Fig l-36お よび Fig,1‐ 37の 結果を得た。結果よリレーザー
出力 の増加 に伴 い溶着強度は増加するが、一定量を超 えると気泡 の発 生により強度
が低下すると結論付けている。また、試料 の押え圧と強度 の関係も検討され、Fig.1-38
の結果を得ている。ここでは 0 15MPa以 上の加圧 により試料間の隙間の減少 と溶融樹
脂 の膨張による浮き上がりが抑制 されることで、溶着強度 が増加すると結論 を述 べて
いる。
Laser bealln
Wcid●
・d
Fig.1-34 Laser welding of transparent thermoplastic resin plates. [991
。
7
口 PMMA
■ PC
J
。
5
0
4
0
2
0
1
脚
0
・
¨
¨
曜
¨
﹂
0
3
鯛
・
0
6
ご写つ・型■E+卜一5 ぃぉЙコく
雪凸 ゝ
,
#180
■220
Grain s12e Of Sandblasting
Fig.l-35 Absorptivity + renect市 i"Oftransparent PMMA and PC.1991
37
,
0 0
2 1
︻僣L暉Д ] 〓J軸 〓0 ﹄一輌 拗 目 一﹁ 一●5
.Normal
oSpla.shed
′
彊
L6
01
24
lB
Las町
■
uence
Fノ 剛向
Fig.1-36 Relation between laser power and welding strength for PMMA.[99]
“〓0﹄
●
“
輌”目一
[
ヨ
■一
5
﹂
︺
呂︼〓ヨ
,
Laser fluence
[#ilnz]
Fig.l-37 Relation between laser power and welding strength for PMMA. [99]
38
。
4
m
。
2
0
1
官﹂〓 ︺〓範 c〓 雷 哺c¨
コ む聾
憂
亜 I
亜
亜
憂
●
(ケ
ーー可アーー群 面市― ザ
Retaining pressure M Pal
「
I
F'ig.1-38 Relation between retaining pressure and welding strength, [991
39
T Hasegawaら [104-106]は 溶着時のレーザー 出力の依存性 に焦点を当て研究を行
つた。Fig。 1‐ 39は ポリプロピレンcP)、 PMMA、 アクリロニトリルブタジエンスチレン
cABS)そ れぞれを対象 としたレーザー 出力と溶着強度の関係であり、全ての物性 にお
いて出力臨界点が存在する特徴的な曲線を得た。また、Fig.1‐ 40に および Fig l-41に
おけるPMMAの
接合限界 におけるエネルギー流東とスキャンスピードの関係から、以下の近似式を得
た。
‐
°
7
b.cr=0.65τ
(1-22)
`の
uppCr=1.40τ
9α り
‐
07
(1-23)
この 2式 の比をとると2.15と いう値 を得た。一方で PMMAの 初期温度からガラス遷移
点までの温度差 の比は 2.22であり、このことか
点温度までの温度差と初期温度から融 ′
らPⅣⅣLヽ のレーザーラップ接合の限界値はガラス遷移温度 と融 点に関連性 があること
が推測 された。
40.0
30.0
25.0
―
PP
PMMA
―
ABS
―
ノ ´
ヽ
20.0
15.0
10.0
i
も
5.0
´
′
︱占 r︱
ご日日≫﹄嘔“目出場 “〓諸o〓∽
35.0
¥ゝ
/
′
0
0.0
0.0 0.5 1.0 1.5 2.0 2.5 3.0 35
Laserfluence uirnm2l
Fig.l-39 Relation between shearing strength and laser flounce for lap welding of
transparent and opaque thermoplastic plates (PP, PMMA' and ABS). [104]
40
18
O
e
16
d=0.8mm
d=16mm
d=24 mm
d=32 mm
d=40mm
▲
14
▲
口
12
E10
●
△ ● 0
0
0
0 ,
●
●
● 0 0 ,
A
ロ
2
▲ △ 0
4
‘ △ ● 0 ,
□ ▲
6
口 ▲ △ 0
8
口 ‘ △
ξ
0
4
6
8
10
12
U〔 mm〆 S]
Fig.1-40 Minimum laser power for PMMA (transparent)/PMMA (opaque) lap
welding with different traverse velocities and spot diameters. [105]
18
O
16
d=0.8 mnl
d=16 mm
d=2.4mm
d=32 mm
d=40mm
●
△
i4
▲
12
口
△
≧ 10
8
6
4
●
●
△
0・
●
● 0
2
0
▲ △ ●
ξ
口 ▲ △
●
● ‘ △ 0 0
X
0
0
2
4
6
8
10
12
U imttS]
Fig.1-41 Maximum laser power for PMMA (transparent)/PMMA (opaque) lap
welding with different traverse velocities and spot diameters. [105]
41
加 工 材 料 による影 響
加 工 材 料 の 因子 としは融 点 、熱 伝 導 率 、波長 に対 す る吸収 率や成 分組 成 といった
物 性 に 関す るもの と厚 みや 形 状 など対 象 の 寸 法 に 関す るもの に大 別 す ることができ
る。
M.Chen[107]ら は レー ザ ー を透 過 させ る材 料 の物 性 を対 象 に研 究 を行 つた。それ
ぞれ にカー ボンブ ラックを配合 した 、ナイロン6(PA6)、 ガラス繊維 を含 む PA6(PA6GF)、
PPを
Fig。
1…
42の 計測 装置 により透過 率を検討 し、Figs。 1… 43,44,45に まとめた。得 られ
・ベ ー ル の法則
た直線 の傾 きや切 片 と、ランベ ル ト
Eq。 (1-24)を
変形 した
Eq。 (1-25)に よ
り各材 料 の 見 か けの透過 率お よび 吸収係 数 を算 出 した。
鳥″
=写
凡
=鳥
〔
一
RrXl一
ln乃 =lnlll_Rr,Xl一
η)exp(一 И l五リ
(1-24)
η
lD
)]一 И
(1-25)
鐸 lnll― Rr― η)一 ИlD
¨
・
m
﹄m
Mctul
lfuic
I
tulstal plarc 3
L碑 ,い ●m_
‐」
・
Ch*s mpporr
ヽ
t・
ll・
ll四
Bcum frorn ors dkxlc nltcr
txtrsirU tlro.ugh prn
Fig.l-4l Setup for the laser transmission measurements.
42
[107]
I
part:hickness pi mm
00
10
05
15
20
‐
10
25
30
y=Ю _3250蹴・ 0_142
R`=1
占E
‐
2.0
y=
・ 30
''1 3867x - C. 142
R2=09989
-40
-5,0
x
0116
y = -3.0871x .O.142
CE
b
● 00125%CB
● 005%CB
R'
= o990S
・ 60
Fig.l-43 lnIl vs. D and CB level for PA6 with 0, 0.0125, and 0.05 wt.Vo CB.
Error bars represent one standard deviation. [L07]
Partthlckness p.mm
OD
00
05
10
1.5
20
30
25
・0_5
y=
‐1.0
{.4337xR3 =
‐
O.31OA
0.9824
1 5
占ニ
-20
y=‐ 0,9773x‐ 0,311
■5
-■ 0
‐
■6
-40
L5
Rz =
y=4031x‐ Ц311
0,9t88
y=崚 28転・ 0011
R2=09903
xO%CB
●0 00417591 CB
ソ=‐ 3■ 002x‐ 0.311
R2=00093
o10167鴨 CB
● 00劉
B
●00668鴨
't ●
C3
“
44 1nη r Vs. D and CB level for PA`GF with O, 0.041775, 0.0167,
and O.0334 wt.%CB.[1071
Fig。
1‐
43
Part l■ ●knttE
0_0
0.0
l,0
0_5
15
20
D,mm
25
8.5
・
・・0_0104x・ 0,1077
ソ
-10
■
0
ッ=‐ 11219x・ ●l1677
占E
Er = 0.8983
■
0
y='t
x・
0!677
‐
40
り=‐ 45530■ ‐■ 1677
xO wl.%EB
● 0 0125 wIヽ
‐5.0
●● D5witt
● ● l WL鴨
CB
CB
GB
‐
00
Fig.l-45
lnlr
vs.
D and CB level for PA6 with 0' 0.0125' and 0.05 wt.7o CB.
44
[1071
K.S誠 o[108]ら は肉眼には有色不透明な近赤外線 レーザー透過性を示す顔料 をレ
ーザーを透過 させ る PSに 添加 し、光学特性 の影響 に関して検討 した。透過率と溶着
強度 の関係 (Fig l‐ 46)よ り、透過率が 25%を 上回ると溶着が達成される傾 向を確認し
た。また、同条件 において溶着の有無が現れるのは透過しない光が反射されるか吸収
されるかの違いが原因であると推測 している。
30
0 0
2 1
c
巳ち﹁
〇
マLコ﹄Cu
一
︼
>
,reldcd
・
J.--a.;3!
ご■
`
ヽ
`
、
bざ
_■ ″
●
ρ
轟孵
1鴨
beamdlameF :20m
龍 出咤 Speed:30-5
glanplng
: 0.lMFa
0
廿郡 面 山 暉 こ 1・/01
Fig.1‐ 46
1nfluence of absorptance oftop、 ″orkpiece on、 velding strength.[108]
45
1.2研 究 目的
多種多様 な熱可塑性樹脂 が開発され 、自動車エンジン廻り部品やブレーキ、クラッ
チなどの重要保安部 品など、これまで不可能 とされてきた過酷な環境下での樹脂部品
の設計が求められて来ている。更にエンジエアリングプラスチックを用いた設計 におい
ては、長期 間の使用を想定した最適設計が求められている。既往 の研究を検討 した
結果、エンジニアリングプラスチックの物性、長期特性 、成形加 工 に関す る研究 が数
多く行 われている。しかし、摺動、溶着 と言 つた実用段階での最適化 に関しては研究
例 が少なく、実際 には、試行錯誤実験 に頼 らざるを得 ないのが現状 である。そこで本
研究では、熱可塑性樹脂製 品の設計に関わる以下の 2つ の課題 に着 目した。
1.ポ リアセタール樹脂 の摺動条件最適化 に関する検討
2
ポリブチレンテレフタレート樹脂 の溶着条件最適化 に関する検討
上記 の研究の位置づ けを Table l‐ 2に 示す。プラスチック製 品の設計は、試 作段 階、
量産段階、実用段階 に分類する事 ができる。ポリアセタール 樹脂製 品の量産段 階 に
おいて、スピン溶着 などの摺動を伴う溶着では、摺動面温度を正確 に予測する必要が
ある。また、ポリアセタール樹脂 は摺動特性 に優れている事から、実用段階でも最適
設計が求められ、摩擦や摩耗などの使用環境 によつて起こる問題 について、どの程度
の使用条件 でどの程度 の摩耗 が起こるのかを予測 しておく必要がある。これまでの研
究によつて、磨耗 量は摺動面温度 に依存することが分かっており、磨耗量を予測する
手段 として摺動面温度の予測 が必要である。一方、ポリブチレンテレフタレート樹脂 の
量産段階において、摺動 を伴 わない溶着方法 としてレーザー溶着 が今後普及すると
予想 しているが、溶着強度 とレーザー 出力、操作速度、試料厚みなどの諸因子 との関
連について検討 し、溶着条件を最適化する必要がある。また溶着強度 に大きく影響す
る溶着効率を精度良く推定する方法 について検討する。
46
Tahle 1-2 Research for the optimum design of plastic products.
Trial oroduction staqe
(Dependent on the design and
. Simulation (Virtual trial
+
)
Mass-production staqe
Practical use staqe
(Dependent on the production conditions)
(Dependent on the environment)
. Primary processing (Molding)
Structural analysis
-+ lnjection pressure
+ Deformation analysis
+ Creep analysis
+ Flow analysis
+ Fiber orientation an
+
+
Electrical property
+
Mechanical property
+
Ghemical property
+
weathering property
*Material
Mold temperature
rcTypes of sliding oonditions
+
with sliding) spin welding,
vibration
+ Warpage analysis
. Trial and evaluation
+
lnjection speed
Sliding (Friction / Wear)
+ Evaluation of the wear
characteristic
"+Relations betwoen wear and factors
*
Speed, Pressure
* Speed,
*
Ambient temperature
*
Ambient temperature
*
Temperature of sliding surface
* Temperature of
sliding surface
ng without sliding) laser weldi
+
'+
Wear analysis
Evaluation of processing
conditions
* Material
* Influence of a surface state
* Beam property
Relations between welding strength
and factors
* Laser power
* Scanning speed
* Samplc thickness
47
Pressure
本研究では、摺動 に関する研究 (第 2章 )と 溶着 に関する研究 (第 3章 )に 区別し、
それぞれ に対する工学的問題を解決することを目指 し、具体的に以下の検討 を行つ
た。
(ポ リアセタール樹脂 の摺動条件最適化 に関する検討 )
ポリアセタール樹脂 の摺動面温度に関する数値解析
摩耗試験 に用いられる中空 円筒 のポリアセタール樹脂 の摺動 について、樹脂周囲
で起こる熱移動 について検討 し、その結果から、実際のモデルの熱移動 の支配的因
子を明らかにすることによつて、摺動面温度 を決定するための解析 コードの開発 を行
った。
1
樹脂周囲における熱移動
摩耗試験 の条件 下 において、中空 円筒 の樹脂周囲 には、金属シャフト、内部空
気 が存在す ることから、摺動面で発生 した摩 擦熱 の熱移動現象 について数値解
析 を行 い、金 属シャフトヘ の熱伝導および内部 空気 の 自然対流 が摺動面温度 に
及 ぼす影響を検討した。
2
解析コードの妥 当性 の検証
摺動面温度について実験 との比較を行うことで、解析コードの妥当性 を検討 した。
また、半径方 向における摺動面温度分布 について、最高温度を評価することによ
り、樹脂 の溶融 が起こらない限界す べ り速度を明らかにした。そして、この限界す
べり速度を用 いて理論的な限界 PV値 を算出した。また、解析コードの汎用性を
検討するため、実際の製 品で起こる ON-OFF操 作 における摺動面温度について
も、実験との比較を行つた。
摺動部品内部の伝熱解析
磨耗 量は摺動面温度 に依存することが分かっており、磨耗 量を予測する手段として
摺動面温度を正確 に予測する必要がある。ポリアセタール製摺動部 品の片側 間欠摺
動形態 における磨耗試験を対象として、連続側 の形状が半周 中空円筒、18tプ レート、
64tプ レート、32tプ レートの際の片側間欠摺動形態に対する 3次 元の解析コードを
作成し、摺動面で発 生した摩擦熱 の熱移動現象を検討 した。
1.摩 耗 量と摺動形態 の関係
既存の研究[51]よ り片側間欠摺動形態 では、連続側 の溶融 が始まると思われる限
界滑り速度においても、間欠側 は連続側に比較 し摺動面温度 が低いことが報告さ
れている。この現象 に対して連続側 および間欠側 の伝熱現象 を検討することで熱
力学的説明を試みた。
48
2.摺 動面積と限界滑り速度 の関係およびコード妥当性 の検証
各間欠側形状における限界滑り速度を算出し、接触面積 と限界滑り速度との関係
を求め、間欠側形状 の変化 に対する操作条件 の依存性について検討 した。得 ら
れた接触面積 と限界滑り速度 との関係を実験結果 と比較し、解析コー ドの妥 当性
を検討 した。
ブチレンテレフタレート樹脂 の溶着条件最適化 に関する検討)
(ポ リ
レーザー溶着における溶融領域予測
レーザーラップ溶着 における溶融領域 に影 響 を及ぼす因子の解 明を目指 し、平板
試験片溶着時に対する 3次 元の熱伝導解析コードを作成した。解析コードを用いて、
各 々の移動現象 が溶融領域に与える影響を検討 した。
1
部品内部の伝熱現象
材料溶融に直接影 響を及ぼす投入 エネルギー量に着 目し、使用するレーザーの
出力を変更することで、溶融領域に与える影響 を検討 した。得 られた解析結果 と、
実験により得 られた溶着幅とを比較することにより本来到達すると予測される熱量
を推測 した。
2.透 過側材料内部 の光伝播現象
レーザーの熱量に対する透過側材料内における光拡散 の影響を検討するため、
モンテカルロシミュレーションにより光伝播解析を行つた。得 られた結果と伝熱解
析により予測した結果を比較することで光拡散 の影響力を検討 した。
レーザー溶着における溶着効率測定手法 の開発
レーザー溶着強度を表す新たな指標 の導入を試み、溶着条件 の中で最も強く影響
を及ぼす因子であるレーザー溶着効率を、精度良く推定する方法について検討 した。
1
レーザー溶着強度発現機構
レーザー溶着条件 であるスキャンスピード、透過側厚み、試験片形状によらず、溶
着強度発現機構を表現できる式について検討 し、溶着強度に影響する要因を検
討 した。
2.レ ーザー溶着効率測定手法の検討
レーザー溶着強度を正確 に表現できる式を用 いて、レーザー溶着効率を求める
手法の開発を試みた。また、溶着効率を決める要因についての検討 を行つた。
49
●″ ο ノ
粥
ー α И И И ι B 島 ‘ ら グ D E / F 助 G λ 〆 〆 〃 女 κ ん ち ′ Z ″ ″ P 為 鳥 乳 ‘
使 用記 号
弾性変位 による接触半径
ディスクの輻射散逸表面の面積
[m]
断面積
レーザー光の吸収係数
[m3]
歯幅
ディスク面の幅
ビオ数(=江 /λ )
各ノードの初期高さの割合
,ヒ 葬
燕
[ml
[rn2]
1]
lm‐
lm]
[‐ ]
[‐ ]
[J/α g・
接触面積
試料厚み
b2]
弾性率
摩擦係数
[Pal
0]
lml
[― ]
荷重
垂直荷重
接触幅
熱伝達率
弾性変位
最新の摩耗深 さ
レーザー 出力
摩耗深 さ
実験的に得 られた補正係数
平均比摩耗量
摩耗係数
代表長 さ
EN]
N]
[ml
[W/ぱ Ю]
lm]
lml
[W]
[ml
[‐ ]
[m30。 → ]
[m3/Nml
[m]
円形軌跡 の周囲長
損失質量
ノードの位置
lml
lmg]
[ml
接触圧力
クランプ圧力
ペクレ数(=ρ ら 口 /′ )
供給エネルギー
[Pal
EMPal
[‐ ]
[Wl
[Wl
摩擦熱
エネルギー流速
[」・sl・
50
mm‐ 2]
″
θ R ん 々 S L 乃 ■ び ツ 均 ん/ b
″
r,
残りのノードの割合
ディスクの内径
ディスクの外径
[1
熱抵抗
ピンの曲率半径
[K/Ⅵ
[m]
[m]
[m]
反射率
摺動距離
周囲温度
ディスクの本体温度
シャフト温度
[‐ ]
[m]
[K]
[Kl
[K]
″ 場y ら 物 ηλ τ ツ ω ρ ル σ
代表速度
ディスクの回転速度
ディスクの速度
[耐 S]
操作速度
速度
磨耗体積
磨耗率
ヘルツの接触幅
試験片までの距離
熱拡散係数
ディスクの放射率
[m/S]
[m/S]
[m/S]
[m/S]
[m3]
[mm3N lm l]
[■ 1]
[m]
[m2/sl
[-1
表面反射率
熱伝導率
レーザー照射時間
ポアソン比
‖
[W(mKl]
[S]
.[‐
回転速度
密度
空気 の密度
S“ fan‐ Boltzmarm定 数
・[ad/司
[kg/m3]
[kg/m3]
2.K4月
[wぃ
o添 え字
f
e
w岬
o
′グ︲
2
node番 号 1
node招 靡 2
pin側
]
=ナ
diskイ 則
e
レーザー強度 の下限界
レーザー強度 の上 限界
51
第 2章 ポリアセタール 樹脂 の摺動条件最 適 化 に
関する検討
2.1は じめに
ポリアセタール樹脂 の摺動 に関しては温度、材料 の物性、摺動形態、摺動面の状態、
摺動条件などのパラメータが摺動界面だけでなく、界面で発 生した摩擦熱が摺動部
材本体 に熱移動 し材料 の物性値 が変化するため、樹脂 同士の摺動は複雑な現象 とな
っている。ポリアセタール樹脂 は歯車、軸受けなど摺動性 を必要とする工業部材 の多
くに採用されており、その摩擦磨耗現象 に影響する因子 に関して多くの知見が得 られ
ている。加 田ら[67]は ポリアセタール樹脂 の摩耗と摺動面温度 の関係性 に着 日した研
究を行 い、摺動条件 に関わらず摺動面温度から比摩耗 量を決定することができること
を見出している。
本研究では、基本的な摺動形態である連続摺動において、まず周囲空気 の温度差
による自然対流と金属シャフトヘ の熱伝導 のみを考慮 した解析 を行 い、これらの熱移
動 が摺動面温度に及 ぼす影響を評価 した。また、樹脂周囲の熱移動 の支配的因子を
明らかにした後、解析コードの信頼性を検証するため、摩耗試験 が可能な限界の摺動
条件である限界 PV条 件 および実製 品の使用環境で起こり得る ON-OFF操 作条件 に
設定し解析を行つた。
次 にポリアセタール製摺動部 品の片側間欠摺動形態における磨耗試験を対象 とし
て、連続側 の形状が半月 中空円筒、18nlmプ レート、6.4-プ レート、3.2-プ レート
の際の片側間欠摺動形態に対する 3次 元の解析コードを作成し、摺動面で発生した
摩擦熱 の熱移動現象 について検討 した。
52
2。
2摺 動面温度に関する数値解析
2。 2。
2。 2。
1数 値解析法
1.1解 析モデル
実際 の摩耗試 験機 とそ の 断面 図を Fig。 2-1に 示す 。2つ の 中空 円筒 のポリアセター
ル 樹 脂 は 、それぞれ金 属 シャフトおよび 回転 部 である中間軸 に 固定 され てお り、中間
軸 に 固定されている下側 の樹脂 の み が 、一 定 のす べ り速度 で 回転 する。この 回転 によ
り、摺動 面 で摩擦 熱 が生 じる。また 、炭 素鋼製 のスペ ー サ ー は 、金 属 シャフトヘ の樹脂
の 差込 の長 さを調節 するために設 けられ ている。Fig。 2-2に
2次 元解析 モ デ ル 図を示
す。樹脂 周 囲 の熱 移 動 の 支 配 的 因子 を明らか にす るために 、固 定側 (上 部 )の 樹脂・
金 属 シャフト。内部 空気 の 3領 域を解析領 域
し、周 囲空気 の温度 差 による 自然対
(A)と
流 と金 属 シャフトヘ の熱伝 導 の みを考慮 した解 析 を行 った。また 、解析 領域 (A)の 解析
により、熱 移 動 の 支 配 的 因子 を明らか にした後 、この 支配 的 因子 を樹 脂 …
周 囲空気 間
の境 界 条件 にお い て考慮 す るため 、固定側 の樹 脂 の みを含 む 解 析 領 域 (B)を 用 い て
摺動 面温度 の決 定を行 つた。
コ
E Metallic shaft
E Spacer
E Polyacetal (POM)
E Intermediate shaft
Sliding surface
:コ タ
(a)
Rotation
6)
Fig.2-1 (a) Wear testing machine and (b) cross-section diagram.
Contact width
L●
■■●●■
:
:
:
:
□ Metallic shaft
15.Omm
ロ
=
菫I
(A)
Fig.2-2 Schematic diagram of 2-D analysis .regions.
54
□ Polyacetal(POM)
2.2.1.2解 析 基礎 式 0境 界条件
本研究で取り扱う解析基礎式及び境界条件を以下に示す。解析は 2次 元軸対象と
し、ブジネスク近似が成り立つと仮定し、熱膨張による密度変化に比べて膨張圧縮に
よる密度変化が無視できる非圧縮性流体とした。
【
解析基礎式】
<固 体部 (ポ リアセタール樹脂 。
金属シャフト)>
熱伝導方程式
ppc′
fIL=ぇ
;
′
│;:)(″
等 )+:)(等 )│
(2-1)
4
フ
ン ー
﹁ ︱
リ
ヽ ︱ ︱ ︱ ノ
+
丁
∂一
υ
鴫
一υ
ヽ ︱ ︱ ノ
∂
一′
l
′
/1 11 ヽ
l
∫
〓
ム
銭丁
ρ
C
(2-2)
<気 体部 (内 部空気)>
連続式
;
::り:l1/2)+:;;=0
(2-3)
Na宙 er‐ Stolces式
;
′方 向
子争%=― 子α′
+″
+ン
+ν
:与
{;多 (等)+:夕
:}
(2-4)
z方 向
:;+″ :;+ν :》
=―
エネルギー方程式
paCa(1;│+″
α
ザ
:等
子・
+ン
{::)r(:;)+:り }+gβ
1-島 )
(2‐ 5)
;
α
i;│+ツ 1;│)=え {:f)″ (1;│)+夕 }
55
2-6)
本解析では、ポリアセタールの熱拡散率 α′を用いて無次元化を行つた。基準長さに
は、樹脂の高さ Z=15× 103m、 基準温度には、現=162℃ (融 点 助=23℃ (室 温)を 用い
)、
ており、この温度差を△r=L― Lと した。無次元化した基礎式を以下に示す。
無次元数
び iノ , R=士 , z=ぅ τ
=/チ
=¥,P=ノ 等
ら
,
=り /f生
=η /考
,
0つ
く固体部 (ポ リアセタール樹脂・金属シャフト)>
熱伝導方程式
;
22と =l:[(R♀
芦
象
)+ル (1%声
等「
=洗
L)+遅
{ig[(R8給
(2‐ 8)
)
7(aり
L)}
(2‐
9)
<気 体部 (内 部 空気 )>
連続 式
士 :卜
;
は び)+:多
Navier-Stokes
Rfifi
=0
9‐
10)
*;
4!+u{+vou --oP *v. {tZlUl-.Ayl
Ar'- 0R AZ AR a,lRAR \AR) AZ')
(2-u)
zhfi
L*uL*v{=-Y.v-{+!o(%\.*).o,,t
tu - 0R 02 AZ a,lRAR \0R) AZ')
56
e-tz)
エネルギー方程式
;
争 争+ウ =芳 腸R(等 )+争 │
+び
いり
境界条件】
【
以下に本解析で用いた境界条件を示す。
有次元
摺動面
;
9
fIEL=::7,
ぇ
夕=′ θ
′
(2‐ 14)
`力
樹脂 /外 部 空気
;
_ぇ £1lL=ヵ _rO)
(「
′
樹 脂 /内 部 空気
%=ツ
(2-15)
;
=0
解 析領 域 (A)の 場合
え
=λ α
′生
(2-16)
i5,笙
i;デ
解析領域(B)の 場合
―え′ ι=Й lr-7Ъ )
:`デ
樹脂豚 ペ ーサー
『
(2-17)
;
p=7Ъ
(2‐
樹脂/金 属シャフト
解析領域体)の 場合
18)
;
2・ 9
ち十
=え s争
解析領域(B)の 場合
う=rO
(2-20)
内部空知 金 属 シャフト
;
%=ツ
=0
57
国師
ん
等=ム 等
(2‐
21)
∂θ
.′ _上 望生
∂Z
2え △r
外 部 空気
樹脂 ノ
(2-22)
;
=;:〔 み ―θ。)
―
弊
2-23)
樹 脂 /内 部 空気 ;
び =/=0
解 析領 域 (A)の 場 合
λ
pfI;:生 =λaf:;:笙
(2‐ 24)
解析領域(B)の 場合
_些生_二 c_a)
樹脂/ス ペーサー
(2‐
2o
;
ら =θ 0
2-26)
,′
金属シャフト
樹脂ノ
解析領域仏)の 場合
;
L=ジ ι
菫
ぇ
s争
′を
2_27)
`と
解析領域lB)の 場合
2‐
ら =ら
,′
28)
内部空知 金属シャフト
び =/=0
ぇ
α
f:ち
1生
=ぇsf:ち
IL
(2-29)
58
2.2.1.3解 析 物 性 値
Table 2-1に 、本解析において用いた操作条件とポリアセタール樹脂の熱物性値を
示す。操作条件は、安定した摩耗試験が可能な条件に設定した。
Table 2‐ 1 0perating conditions alld themophysical pЮ perties of POM.140]
19・ 6N
Load cり
Face pressure c)
0.25NIPa
Sliding velocity(D
O.091ゴ
Roomtemperature(7D
23° C
Melting pomt(1%)
162・ c
Density(ρ )
S
1410 kg/m3
°
1378J/(kg・ C)
Speciflc heat(ら )
■ emd conducdvity 6) 0・ 370W/(m℃ )
Therrnd dffus市 ity(%)
1・ 904X10″ 認 s
解析領域(aの 場合
周囲空気の温度差による自然対流と金属シャフトヘの熱伝導のみを考慮した解析
を行うため、Eq 2-23)に おける熱伝達係数 力は、円管外面の 自然対流伝熱 に関する
相関式cq.(2‐ 30))か ら、外部空気の 自然対流による熱伝達の度合いを表す Ⅳレ数を
Eq(2-30)に
33))に 代入することによつて算出した。ここで、
求め、ハリ数の定義式cqθ ‐
おける 0数 は、温度差による自然対流の強さを表しておりEq2‐ 31)で 定義される。こ
こで、Eq.(2-30)お よび Eqθ -33)の 代表長さZは 、樹脂の高さ0015mに 相当する。P/
数は流体の物性値であり、本解析では空気の P′ 数としてル罰 .72を 用いている。
59
円管外面の自然対流伝熱口091;
ハウ=0.53(G′ ・P01/4
(2-30)
0=♂ Q― り 」
12-31)
ンα
P/=ど
=
o‐
32)
ιVα
N″ 数の定義式11091;
助
=二
(2-33)
九
解析領域(B)の 場合
内部空気と外部空気 を解析領域 に含 んでいないため、Eq2-23)お よび Eq(2-25)に
おける熱伝達係数 みについては、層流 の強制対流伝熱 に関する相関式(Eq 2-34))か
ら、樹脂 の回転 によつて発達した層流 の強制対流による熱伝達の度合いを表す N″ 数
を求め、N″ 数 の定義式lEq(2-33))に 代入す ることによつて算出した。ここで、Eq 2-34)
を用いた。
における R`数 は、樹脂 のすべり速度 /に より算 出される回転 Rι 数、R′ ′
“
ここで、Eq(2-34)お よび Eq 2-35)の 代表長 さ4五 は、それぞれ樹脂 の内径 001m、 樹
脂 の高さ0015mに 相 当する。
層流の強制対流伝熱 に関する相関式 11091;
助 =1.86
Re蒻
Re_ν
3Prソ 3●
/zソ
β
ソ
1/z/μ )0“
=些
(2-34)
(2‐
35)
1/α
また、解析領域cAlお よび解析領域(B)の 解析 において用いた物性値をTablc 2-2に
示す。
60
Table 2-2 Physical properties of the air and metallic shaft, [40,1091
Air
Thermal expansion coefficient ( B ) 3403X10‐ 31/K
Viscosity at the wall temp. ( g ,)* 2133X10‐ SPas
l.532X105m2/s
Kinetic viscosity ( tz ,)
Density (p ,)
S pecific heat (C")
1.006J/(kg° C)
Thermal conductivity ( ,1. ,)
2594X102w(m° C)
l 193 kg/m3
2161X10‐ 5m2/s
Thermal diffusivity ( o,)
M etallic shaft
Density (p ,)
S pecific heat (C,)
7840 kg/m3
Thermal conductivity ( ,1. ,)
Thermal diffusivity ( a,)
53.60W/(m° C)
5020」 /(kg° C)
1.362X10‐ 5m2/s
+Side wall lemp. T, of POM was assumed at90 "C.
61
2。 2。 1。
4計 算 アル ゴリズム
2-3に 解析フローチヤートを示す。各解析基礎 式は、有限体積 法 により離散化を
行 い、SIMPLE法 [110]を 用いて解析 した。また、本解析 は非定常計算であることから、
∠庁1秒 とし、摺動面温度 が安 定するまでの 900秒 間の摺動時間 について計算を行つ
Fig。
2に なつた時点で収
た。各時間 における速度、温度 の反復計算後、残差(ε R)が <1× 10‐
束したとみなした。残差の定義は 2.6 Append破 に示す。
発 生する摩擦熱 は、摩擦係数 /を 用いて表
Eq。 (2-14)で 与えられる樹脂 の摺動 により
される。ここで、実験 により測定されたポリアセタール樹脂 の摩擦係数 /を Fig。 2-4に 示
す。ポリアセタール樹脂 の摩擦係数 は、樹脂 の配向がそろうことによつて摩擦係数 が
小さくなり、時間の経過 に伴う接触面積 の増加 によつて、摩擦係数 が大きくなるという
特徴を有する。このため、本解析 では、Fig。 2-4に 示した摩擦係数 の近似式 に従い、タ
イムステップごとに摩擦係数 の更新を行 つた。また、解析領 域(A)に おけるメッシュ数 は、
樹 脂 部 で (R,a=(40× 80)、 金 属 シ ャフ ト部 で (R,a=(40× 40)、 内 部 空 気 領 域 で
はメッシュ数
一
(R,Z)=(40× 40)で あり、等 間隔格 子を適用 した。 方 、解析領域 (B)で
シ フ
(R,a=(40× 80)に 設定し、Fig。 2‐ 5に 示すように、樹脂領域 の未挿入代(金 属 ャ トを
挿入 していない部分)に のみ不等間隔格 子を適用 し、それ以外 は等間隔格子 に設定
した。
Set
initial condition
T:T*Ar
ting friction coefficient
Solve R-momentum
Solve temperature
Solve Z-momentum
Convergel
Pressure correlation
Finish
Fig.2-3 Flow chart of solution procedure.
62
〓 ヨo︼
o
8 8 電一
頃o
こ
0.6
│
0。
5
0.4
0.3
0。
2
0。 1
0
0
200
400
600
800
1000
Tin■ c[sec]
Fig.2-4 Approximation of the friction coefficient.
40
/
/
/
□ Met」 Hc
―
/
18
Inserted part
sha■
□ Poヶ acctal(POM)
Unlnserted part
(B)
ヽ
22
ヽ
\
\
ヽ
\
ヽ
\
Fig.2-5 Mesh number of the analysis region (B).
63
2.2.2結 果及 び 考察
2.2.2.1摺 動面温度に及ぼす樹脂周囲の熱移動の影響
Fig.2‐
6に 、解析領域oに おける温度分布及び空気 の速度分布を示す。この結果、
金属シャフト内の温度分布 は、ほとんど均一 であった。一方、内部空気領域 では、摺
動面付近 の空気が高温であるのに対し、金 属シャフト付近 の空気は低温であることか
ら、温度差 による自然対流が生じていることが分かる。しかし、空気 の 自然対流は、最
大速度 が 0.002m/sと 非常に弱い対流 となっているため、摺動面温度 にほとんど影響を
及 ぼさないと考えられる。
Fig.2‐ 7に 、
本解析 の摺動面温度について実験値 と比較を行 つた結果を示す。ここ
で、摺動面温度は摺動面の 中心で定義されている。この結果、解析値 は実験値 よりも
約 23.8℃ 高くなつていることが分かる。これは、Fig.2-6に 示したように、金属シャフトヘ
の熱伝導および空気の 自然対流 が無視 できるほど小さく、これらの値 を用 いて摺動面
温度を求めていることが原因であると考 えられる。そこで、実際の樹脂周囲で起こる熱
移動 は、樹脂 の回転 による強制対流伝熱が支配的な因子であるということを仮定し、こ
れ以降は、解析領域o)に おいて解析 を行 い、樹脂 の回転 による強制対流伝熱 を考
慮するため、Eq.(2‐ 34)よ り算出された熱伝達係数 力=1494W/(m2.oc)を 適用 した。
64
tr Metallic shaft
f
Polvacetal (POM)
23。 5
118。 7
Telmneranlre「 Ocl
Vmax=0。 0021n/s
r
Fig.2-6 Temperature profile and velocity distribution of air.
65
Measurement pourt
E Metallic
!
shaft
0 0 0 0 0 0 0 0
4 2 0 8 6 4 2
;
百髯8綱ヨ∽
コ焉bQ
[
P]o
■
23
「
400
Polyacelal (POM)
600
Time [Sec]
Fig.2-7 Comparison of the sliding surface temperature with experimental result.
66
101
2.2.2.2摺 動 面 温 度 に つ い ての 実 験 値 との 比 較
Fig 2‐
8に 、摺動面温度 についての実験値 との比較を示す。樹脂 の回転 による強制
対流を考慮した熱伝達係数 力=1494W/(m2.℃ )を 適用することによつて、実験結果と
良好な一致を示すことが分かる。この結果 より、金 属シャフトヘ の熱伝導および空気 の
自然対流より、むしろ強制対流の影響 が支配的であることが分かった。
上記の条件で、すべり速度を 008∼ 0.10ゴ sに 設定した場合 における、半径方向に
対する摺動面温度分布を Fig 2-9に 示す。Eq(2-14)よ り、摩擦熱 が樹脂 の半径 に比例
することから、樹脂摺動面 の温度は外径側 に進むほど高くなり、また、側 面では対流
伝熱 により摺動面温度 は下がることが示された。このため、摺動面 の最高温度は、中
心よりやや外側に位置することが分かり、この部分から樹脂 が溶融 し始めると推測でき
る。また、Eq.(2‐ 14)に おいて、摩擦熱 はす べ り速度 に対 しても比例するため、速度 の
とともに摺動面の最高温度も上昇することが示された。
増カロ
67
Measurement ooint
tr Metallic shaft
E Polvacetal (POM)
“︼
oQ日8 8 ど彗 ∽
[
0﹄ 〓づ↓
120
Simulation
100
80
Lxperllnent
60
FF>
40
20
0
0
200
400
600
Tittle「 Rec]
Fig.2-8 Approximation of the surface temperature.
68
800
1000
tr Metallic shaft
tr Polvacetal (POM)
1
1
6 2 8 4 0 6
0 0 9 9 9 8
o
日髯o
[
撼おQ
ご彗∽
0﹂出づ
10.0
=0。 101m/
=0。 09n1/s
=0:08m/s
1
12。 0
1.0
Distance from central axis
Fig.2-9 Sliding surface temperature in radial direction.
69
13。 0
2。 2。
2.3限 界 PV値 の 評 価
摩耗試験 において、ある限界 の摺動条件を超 えた場合、摺動面からの樹脂 の溶融
が起こる。この樹脂 の溶融 が起こらない限界の摺動条件 は、限界 PV値 と呼 ばれ 、実
製 品としての適用可能性 を知るための重要な指標 となる。しかし、実験 にお ける限界
PV値 は、摺動条件を変更しながら、樹脂摺動面を観察するという方法により評価され
ている。そこで、本研究では、摺動面半径方向の最高温度 が、融点 162℃ に到達しな
い限界 の摺動条件 を限界 PV値 として評価を行つた。Fig。 2-10に 、すべ り速度 の増加と
ともに摺動面の最高温度をプロットした図を示す。この結果、樹脂 の融点 162℃ に到達
しない限界すべ り速度 は、0。 184耐 sと なり、このときの限界 PV値 は、限界すべ り速度
184耐 sと 一定面圧 0.25MPaの 積 によって、4.6× 10 2MPa・ m/sと なることが分かった。
ここで算出された限界 PV値 は、実験で評価された限界 PV値 4.5× 10 2MPa° m/sと 非
0。
常 に近い値 になることが示された。
●∽
oQ日8 ooご﹄
[
0﹄ 〓・罵﹄
180
160
140
120
100
80
60
40
20
0
0.00
0.05
0.10
0。
Sliding velocity [nn/S]
Fig.2-10 Evaluation of the limiting sliding velocity.
70
15
0。
20
2。 2.2。
4限
界
PV値 に 及 ぼ す 摺 動 接 触 幅 の 影 響
摺動接触 幅 を変 更す ると、接触 面積 が変化 す るため、摩擦熱 に影響 を及 ぼす と考 え
られる。そ こで 、内径 を一 定 とし外径 を変 えて 、摺動接 触 幅 を変 更 した 際 の 限界す べ り
速度 を評 価 した。また 、各接触 幅 における限界 PV値 につい て実験 との 比 較 を行 った。
Fig。 2…
Hに 接触 幅 を変 更 した際 の 限界す べ り速度 を示す。また 、Fig。 2-12で はこのとき
の 限界
Fig。
PV値 について実験 との比 較 を行 つている。
2-11か ら、接 触 幅 を増 加 させ ると、す べ り速 度 の増 加 に伴 い摺動 面温度 が急激
に上 昇 す ることが 分 かる。これ は 、接 触 幅 の 増 加 により、接 触 面積 が 大きくなり、摩 擦
による発 熱 量 が増 加 したためである。一 方 、接触 幅 を減 少 させ た場合 、接 触 幅 の減 少
により摩 擦 熱 が減 少 す るため 、す べ り速 度 の 増 加 に伴 う摺動 面 温度 の 上 昇 は 緩 や か
になってい る。この 結 果 、各接 触 幅 にお ける限界 す べ り速 度 と一 定面圧 の積 によつて
得 られる限界 PV値 は 、Fig。 2-12の ように 、実験値 と良好 な一 致 を示 した。Table2… 3に
各接 触 幅 にお ける限界 す べ り速 度 、熱伝 達係 数 をまとめてい る。この 結 果 、接触 幅 が
小さくなると、限界 す べ り速度 が大きくなり、熱 伝 達係 数も増 加 してい ることが示 されて
い る。今 回 、この す べ り速 度 に依 存 す る熱 伝 達係 数 は 、実 際 のモ デ ル の熱移 動 をよく
再現 でき、摺動 面温度 を決 定する上で非 常 に重 要 な因子 である。また 、摺動 面 温度 を
決 定することにより、理 論 的 に限 界 PV値 を評価 できることが分 か った。
w.:10.5 x l0-3m
◆
w":2.80 x
■ ▲
0.00
Melling point 9f POML162
●
[
0 ]o︼づ撼 ︼oO日 8 oo綱 ︼●∽
。
180
160
140
120
100
80
60
40
20
0
w^:1.50 x 10-rm
w^:0.75 x
0.10
0。
20
0。
30
0.40
Sliding velocity[m/s]
Fig.2-1l Evaluation of the lilniting sliding velocity with various contact widthe
71
1o-3m
10-3m
7 0。 10
甲
ヒ 0。 09
菫 ::::
τ O。 06
運 0.05
Ц simulatiOn
一 一
こ::::02
ピ 0。
E
Experiment
::::
0.0
4.0
2.0
6。
0
8。
0
10.0
Contact width I x 10-3m]
Fig.2-12 Comparison of limiting PV value with experimental result.
Table 2-3 Heat transfer coefficient at each contact width.
W. [t10-'*]
0.75
Vmm■ [m/s]
0。
hui. [W /(^'
375
24.05
1。
50
0.255
21.15
2。
80
0.184
18.97
10.5
0。
098
15。
72
37
"C)l
12.0
2.2.2.50N-OFF操 作 にお ける摺 動 面 温 度 の 評 価
ここでは、解析コードの信頼性を確認するため、実際の製品で起こる ON― OFF操 作
を行つた。電子機器や 自動車用の摺動部材 には、常に摺動 が起こるわけではなく、起
動 と停止が繰 り返し起こつている製 品が多くみられる。そこで、本研究では、30秒 ごと
に摺動(ON)と 停 止(OFF)を 繰り消す、簡単な ON-OFF操 作を行つた。Fig 2-13(al,(b)
に、ON-OFF操 作 における摺動面温度 と摩擦係数 をそれぞれ示す。この結果、ONの
ときには発熱 による温度上昇、OFFの ときには放熱 による温度低下がみられ、実験値
を十分に再現できていることが分かる。しかし、150秒 から450秒 の間に、摺動面温度
にわずかな実験との差異 が見られた。これは、Fig 2-13(b)に 示すように、ポリアセター
ルの摩擦係数 の解析値 が連続摺動 のときの値 を用いているためである。ON― OFFに
おける実験の摩擦係数は、OFF時 に摺動 が停 止するため、安定した摩擦係数をとるま
でに時 間を要する。このため、摩擦係数 が安定す るまでの摺動初期 で実験値とのず
れが生じている。そこで、Fig 2-14(al,(b)に 、ON― OFF操 作 において実験で測定された
摩擦係数の近似式を適用 した際の摺動面温度と摩擦係数をそれぞれ示す。この結果、
ON-OFFの 実験値 との差異がほとんど見られない良好な一致が得 られた。
以上から、本解析 で作成 した解析コードの十分な信頼性 を得ることができた。今後、
この解析 コードを基盤とすることにより、異なる摺動形態での摺動面温度 の評価 が可
能となる。
73
Q日髯 8ご彗∽
彗↓
“
︼
o
[
]o
Oo
100
Simulation
80
60
40
20
0
200
400
600
800
1000
Time Isec]
8 8電︼
〓 ヨ選 頃o
占
0.6
0。
5
0。
4
0。
3
0。
2
i Experiment
Simulation
0。 1
0。
0
200
400
600
800 1000
Tilne [scc]
Fig.2-13 (a) Sliding surface temperature and (b) friction coefficient
operation every 30 seconds.
74
in ON-OFF
Q日髯 8編澤∽
[
]〓三“
︼
o
Oo
80
70
60
50
40
30
20
Experiment
Simulation
10
0
200
400
600
800
1000
Time Isec]
B■■
LL
R
L
L R
J■
▲
Simulation
』ALJA凸
■11日
︱IE■■
0.4
Experiment
贔= =
0.5
1日E■
0.3
■■■■■
lil
■口■口■
0.1
■■■■■
0.2
■■口■■
︲
O
00倒〇■0
[
]一
口0
︼
⊇鋼Ч
︼
﹄
︼
0.6
0.0
200
400 600 800 1000
Time [sec]
Fig.2-14 (a) Sliding surface temperature and (b) correlated friction coefficient in
ON-OFF operation every 30 seconds.
75
2.3片 側 間欠摺動形態 にお ける樹脂摺動面温度 の予測
2.3.1数 値解析 法
2.3。
1.1解 析モデル
摩耗試験 に使用する試験機およびその概略図を Fig 2‐ 15に 示す。この試験機は試
験片を上下 に設置し、台座側 の試験片を一定の滑り速度で回転させることで試験片
接触面 において摩耗を引き起こす。一方 、装置 上部 に固定されている試験片 には装
えられ摩耗条件を操作できる設計 になっている。間欠的に摺動
置より任意の荷重がカロ
を行う中空円筒形の下側試験片 と、連続側となる上側試験片として、下側 で使用する
中空 円筒 の円周を半分除去した半月 中空円筒、それぞれ厚さの異なる 18nlmプ レー
ト、6 4nlmプ レート、3 2nlmプ レートを用いた計 4つ の組み合 わせ の解析モデルを
Fig 2-161こ え
ヽ
ヽ。
「
3種 の上側試験片は、既存 の研究結果 [68]か ら摩擦表面から8 nlm以 上上方で固
定されていると仮定し、固定領域 を無視 した。また、2種 のプレートに関しては、プレー
トの中心で下側試験片と接触 していると仮定し、非接触面の長 さを 10 nlmと 統一した。
加えて、Fig 2-17に 示すように、プレートに置ける下側試験片との接触領域 を本来の
接触面積 と同じ面積をもつ矩形領域として与えた。一方、下側試験片 においては、試
験片全体 を解析領域 とし、金属シャフトとの接触 を境界条件 として考慮 している。また、
周囲空気 の境界条件 は、前節 の結果 より自然対流 の影
双方の試験片 における樹脂―
響 を無視 し、回転 による強制対流の影響 のみを考慮する。更に前節 では上側と下側
の試験片形状 が同一である事から2次 元解析を行つたが、本節では上側 の形状を変
化 させている事から3次 元解析を実施 した。
76
==L
== 劃
shaft
E
E
Polyacetal (POM)
Intermediate shaft
,.' Upper part
一
一
¨
¨
晒
⇒ I
E Metallic
E Spacer
…
…
…
│―
垂
ご
Rotation
Fig.2-15 Wear testing machine and cross-section diagram.
:12.8mm
22.8nlrll
:10.Omm
2.8m
18mm
Or
6.4mm
Or
3.2mm
18.Omm
18.Omm
Half
i10.Omm_
18.Omm
15.Omm
■
Z
cylinder
:12.8mm
18t or 6.4t or 3.2t plate
Hollow cylinder
(n; tower part
(a) Upper parts
Fig.2-16 Numerical models of each sliding specimen.
日
□
aml霞
卜蒻 動
Fig.2-17 Transformation of contact area on plate part.
77
2.3.1.2解 析 基礎 式・境界条 件
本解析で取り扱う解析基礎式及び境界条件を以下に示す。
【
解析基礎式】
<上 側試験片 (半周 円筒・プレート)>
熱伝導方程式
ρ
ρ
;
CtttL=λ
{):)(rf;│)十
:与 :i'卜
+1;'L}
(2-36)
c`翌 LL=ぇ
{1:'│+1:'│+1;,│}
(2-37)
<下 側試験片 >
エネルギー方程式
〆
{1;│+;金
(″
;
鳥
ll=え
{;:)(″ :;│)十
与
ず
争髪
}
+:〃
2‐
38)
本解析 では、ポリアセタールの熱拡散率 αを用いて無次元化 を行つた。基準長さに
は、間欠しゅう動部 の高さZ=15X103m、 基準温度 には、し =162℃ (融 点)、 rOつ3℃
町 を用いており、この温度差を∠r=為 一%と した。無次元化 した基礎 式を以下に
(室 γ
示す。
無次元数
L (2-39)
″
=ブ ,R=:,χ =:,y=誉 ,Z=`,τ =/子 ,ら =亀 チ
者
<上 側試験片 (半周 円筒・プレート)>
∂L=l:[(Rfξ 生 生
橋)+11(空 )+争
:メ
:ン
78
2-40)
争 =争 +争 +り
(2-41)
<下 側試験片 >
争+l場 にD=士 会
等)+十 (等)+争
い
(2‐
42)
境界条件】
【
以下に本解析で用いた境界条件を示す。
え
等 等=ら
え
等 等=ら
+え
,=′
+え
?=′
ψ
ψ
(2‐ 43)
(2‐
44)
樹脂/空 気 (垂 直部);
―力
争
=―
チ慾
=ち (Ъ
―
え
Q島
等 “
=力
_ぇ
―
(2-45)
)
・
2‐ 46)
)
笠==ち Q_島 )
(2‐
47)
樹脂/空 気 (水 平部);
―え =み 〔
鶴―鳥)
等
_ぇ 笠L=み
ヶ
Q_.)
(2-48)
,多
(2-49)
上側試験片上辺 、下側試験片底面 、樹脂/金 属シャフト
;
ろ =Ъ =几 =島
(2‐
79
50)
しゅう動面
∂ら
+些 生 =望 生
;
(2‐ 51)
,″
∂Z
∂Z
λ△r
∂
ら +些生
=重 生
y
,″
(2‐ 52)
Z
∂
λ△
『
空気 (垂 直部 );
樹 脂ノ
∂
―
め
と
等 =-1等 考 C″ ―
―
―
め
と
参 考 傷″
―
D
争 =等 し 生
(2‐ 53)
(2‐ 54)
(2‐ 55)
,一
空気 (水 平部);
樹脂ノ
―
―
D
″
乞
字寺 し
―
め
と
り=午 Cヵ ―
(2‐ 56)
(2-57)
金属シャフト
上側試験片上辺、下側試験片底面、樹脂ノ
;
ら =ら
,″
,″
=ら =ら
,ら
(2-58)
,0
80
2.3.1.3解 析 物 性 値
操作条件 とポリアセタール樹脂および装置周 囲空気 の熱物性値 は、前節 22.1.3
(Tablc2-1,2‐ 2)と 同様 の条件、物性値を用いた。操作条件は、
安定した摩耗試験 が可
能な条件に設定した。なお 、Eq(2‐ 43)お よび Eq(2‐ 44)で 与えられる、摺動 に起 因する
摩擦熱を求める際に用 いられる面圧 Pは 装置からの一定カロ
重と試験片同士の接触面
積からEq.(2-59)と して、一方で回転速度 のはすべ り速度と中心半径 4=11.4mmを
用いて Eq(2-60)と して与える。
PIN/m2]=
ω日 =
Contact arealm2
=
196N
)- Contact or"ol^'l
(2-59)
(2‐
60)
樹脂/空 気 (垂 直部)に おける境界条件
試験片の垂直方向の面αッ,yフ ,″ ‐
Z,Z― θ平面)の 境界条件であるEq(2‐ 53)∼ (2‐ 55)
中の境膜伝熱係数 力は、垂直平板 に発 生する自然対流による対流伝熱 に関する相関
式(Eq。 (2-61)∼ Eq(2-63))か ら、対流 による熱伝達の度合いを表す ノ
V″ 数 を求め、
プ
V″
数の定義式(Eq.(2-66))に 代入することで算出した。ここで、Eq 2‐ 61)に おける Gン 数 に
は代表長 さとして、上側試験片の高さら=0.8mlnを 与え、Eq(2‐ 63)に 対しては下側試
験片の高さ ん=15mmを 用いた。
垂 直に直立する平板上に発 生する自然対流に関する相関式 [111]
Nu“ =0 5551Gr・
Pr)V4,Gr=
g.p.LT
ツ
Nub=0 5551Gr・ Prソ
, Pr=12
(2‐
61)
ιとα
θ
△
rち 3,Pr=生
4,Gr=gβ ・
(2-62)
ツ
N″
.l-3
α
α
数 の定義式 μ091
′
α
Null年 ,Nち =年 ,` u"=年 ,Nち =等
81
(2-63)
樹脂/空 気 (水 平部)に おける境界条件
試験片の水平方向の面∈ z,″ θ平面)の 境界条件 であるEq(2-56)お よび Eqθ -57)
のうち、Eq 2-56)は プレート型 の上側試験片 の底面 における非接触領域 での条件を
表 す。この面 では 下側 試 験 片 の 回転 による強制 対流 の影 響 を受 けると仮 定 し、
Eq 2-56)に おける熱伝 達係数 力は、水平平板 上 に発生する強制対流 に関す る相 関
ハリ数 の定義式 Eq σ-63)に 代入することで算出した。
V″ 数 を求 め、
式cq2-64))力 も ノ
ここで、Eq。 (2-64)に おける Rι 数 中の速度 には樹脂 の回転速度 ω と中心半径 場 =
11.4nlmか ら算出される値 を、代表長 さには各プレートの厚 さを用いた。
水平平板上に発生する強制対流 に関する相関式 μ12]
Nu,, =9.664P"v2
nrY', X"=d"'1'l*
va
, Pr=?
da
2‐ 64)
一方、Eq(2-57)は 下側試験片の上面 における非接触領域での条件を表す。Eqθ -57)
における熱伝達係数 力は、水平 に置かれた回転す る円板 上 に発生する強制対流伝
熱 に関する相関式(2165)式 )か ら、N″ 数 の定義式(Eq。 (2-64))に 代入することで算出し
た。また 、Eq.12-65)に お ける Rι 数 中の値 には樹脂 の 回転 速 度 ω と中心 半径
グ
用いた。
`=11 4nlmを
無限円筒側面 に発生する乱流 における強制対流 に関する相 関式 [1131
Nuu, =6.399q.r'z
Pr.4r, g"=d"l
''
va
"
pr=!^:
da
82
(2-65)
2。 3.1。
4計 算 アル ゴ リズム
2-18に 解析 フローチャー トを示す。支配方程式は有限体積 法で離散化 し、ハイ
ブリッド法 [110]と TDMA法 [110]を 用 いて計算を行った。本解析プログラムは∠′=0.ls
とした非定常計算であり、計算時間は摺動面温度が安定するまでの 900秒 間とした。
2に なった時点で収束したと見なした
。
各試験片 内の温度を計算後、残差(敬 )が <1× 10‐
残差の定義は前節と同様 である(2.6 Append破 参照)。
摩擦係数 /を 用
Eq。 (2-43)お よび Eq。 (2… 44)で 与えられる摺動 に起 因する摩擦熱 は、
いて表 される。本章 においては、ポリアセタール樹脂 の摩擦係数 に、実験より得 られた
上側試験片ごとの定数を用いる。Table 2… 4に 各解析モデル に用いた摩擦係数及 び 、
メッシュ数 を示す。なお 、Fig。 2‐ 19に 示すように、円筒型試験片の 0方 向、Z方 向にお
ける樹脂領域 の未挿入代 (金 属シャフトを挿入 していない部分)の 一部、およびプレー
ト型試験片の X方 向の非接触部とY方 向に対 して不等間隔格子を適用し、その他 の
Fig。
領域 においては等間隔格子を適用 した。
Set
initial condition
t
- t*lt
Solve Top-tem
Solve Bottom-tem
Converge?
Finish
Fig.2-18 Flow chart of solution procedure.
83
Table 2-4 Dynamic friction coefficients and mesh for each shape oftop part. [40]
Shape
Dynamic friction coeffi cient
of
f
top part
Mesh
(R2,0) or (X/,,2)
Top
Bottom part
part
Half cylinder
0.22
(12,58,32)
(12,72,66)
18t phtc
0.20
(24,58,22)
(12,72,66)
6 4t platc
0.36
(24,58,22)
(12,72,66)
3.2t platc
0.40
(24,58,20)
(12,72“ 6)
5.Omm
10.Omm
I
一
一
一
丁
m.
m
.
.
3 5
0 0
(C)Platc Oftop part
Fig。 2‐ 19
Ⅳlesh number of unequally‐ spaced grid.
84
。
5
一
・
(b) Cylinder oftop part
6
・
10.0mm 2.8mm 10.0mm
・
I
¨
*i-
■1 ■ ︱ ︱ 二
I
m
.
.
m 0
.
3
﹃
﹄
→
immr J
2。
3.2結 果及 び 考察
2.3。 2。
1限
界 滑 り速 度 の 決 定
本研 究 にお い ても既 存 の研 究 [68]と 同様 に 、樹脂 の溶融 が起こらない 限界 の摺動 条
件 の指標 となる、部 品 へ の 面圧 と滑 り速度 の積 で表 される限界 PV値 を、摺動 面 の最
高 温度 がポリアセタール の融 点 162℃ に到 達 しない 限界 の 条件 にお ける値 とす る。本
章 にお ける面圧 は 、前途 Table2-1に 記載 された一 定 の荷 重 から算 出されるため 、限界
PV値 に対す る滑 り速度 を限界 滑 り速度 とす る。
2-20に 上 側試 験 片 の形状 が 半周 円筒 であるモ デ ル にお ける速度 変化 に伴う接
触 面 の最 大温度 の経 時変化 を示す。Fig.2-20の どの速度 の 条件 にお いても、600秒 を
Fig。
超 えると温度 上 昇 が 落 ち着 いてお り、以 降 定常状 態 になると判 断す る。このことか ら、
本解析 にお い て解析 を 900秒 間行 うことにした。
それぞれ のモ デ ル にお ける限界 滑 り速 度 の 際 の 接 触 面 の 最 大温 度 の 経 時変 化 と
そ の結果 を重 ね 合 わせ たものを Fig。 2‐ 21に 示す 。どの結果 にお いても600秒 の近辺 に
お い てポリアセタール の 融 点 である 162℃ 未満 の 温度 で定 常状態 となることが確認 で
きる。重 ね 合 わせ の結 果 か らも各 モ デ ル の 経 時変化 がほぼ同様 の 変化 をしてい ること
が確 認 され るが 、接 触 面積 の小 さいモ デ ル ほど定 常状態 の 温度 に至るまで の 時 間 が
遅れ ることが判 断 できる。この結果 よりそれぞれ のモ デ ル にお ける限界 滑 り速度 を、半
周 円筒 で 59.6cm/s、 18mmプ レー トで 61.6cm/s、 6。 4mmプ レー トで 22.2cm/s、 そ して
3.2mmプ レー トで
15。
8 cnム と決 定 した。
0 0
9 7
0 0
0 0 0
5 3 1 9 7
0 0
5 3
o
に
お旨 ︼
ヨ一
[
卜益 Σ
p ]o
300
600
Tinne [s]
Fig.2-20 Temperature profile of sliding surface on half cylinder model.
900
Oo』
n阜 7■
98
odШ ol oolJIns BIIIPIIS J0 00110pIIodop ouIIェ
s,Iセ d
Iτ
‐
・BII
τ
dottJo odセ Чs Чo7■ (0)
[S]OLLII』 L
008
009
09
08
001
0乙
L
[
』7d dolJo o171d早 81 (q)
阜
ざ]
〓巽 日①
韓c8 [
ヨ﹁﹃
[S]Э llII」 L
009
006
008
シ 9 8 0 乙 シ 9 8
0 0 0 0 0 0 0 0
e1u1d
l?'9 (r)
009
[S]Э IIIIIェ
008
oシ
09
l*sr\
)
ぼ
X
卜
J
088
o,:il"^?J:r
r'
001窮
)
I蹂
0シ
lュ
0乙
091ユ
081ざ
1rud dol yo .rapq1f,c JIBH (B)
O
o
ざ]
〓巽 日①
け
”
cぉ [
ヨ窮■
6
009
[S]Э ILIIェ
000
l
F
I
I
s/r,u3 9'69
l
r
,{1rco1e,t Surprls
ト
ー
pЭ llltll可
L
I
上
甲
L
シ 9 8 0 乙 シ 9 8
0 0 0 0 0 0 0 0
r
ノ
シ 9 8 0 乙 シ 9 8
0 0 0 0 0 0 0 0
000
°
τττ
Eurprls /
pЭ llluI■
δ]
〓巽 日①
稗嘔ぉ [
ヨo①
︻
[s] eurtl
009
ざ]
〓巽 弓8do
ご8 [
︻
”
006
0シ
ЭWId lτ・ε◆
ЭWId lシ ゛
9◆
OWId 181
JopuHκo J12H
Oシ
091
08「
Лιd dolJo o'71d ttτ °
阜
C(p)
006
uud do1;o
006
S/111Э
,(1rco1en
・
ШШク
ヽ
2。
3.2.2摺 動 面 に お け る熱 移 動
既 存 の研 究 [51]で 示 され てい る通 り、片側 間欠 摺動形 態 では材 料 の 磨耗 は連 続 摺
動 側 から起 こり、この 現 象 は連 続 摺動 側 が 間欠 摺動 側 よりも温度 が 高 い ためであると
報 告 され てい る。Fig。 2-22に 間欠 摺 動試 験 の結 果 を示 す。連続 摺 動側 である上 部試
験 片 だ けが 磨耗 してい る事 が 分 かる。しかしながら、Fig。 2-23に お ける各 モ デ ル の 限
界す べ り速 度 にお ける定常状 態 時 の 温度分布 では 、どのモ デ ル にお い ても上 下双 方
の 摺 動 面 温度 は 同 じ融 点 の 値 を示 してお り、摺動 面 か らの 温度 分布 にも大 きな違 い
は見られない。
ここで 間欠 摺動 の 効果 を検討 す るため、上 側 試 験 片 の形 状 が 半周 円筒 のモ デ ル に
お ける摺動 面 の周方 向 の 温度 分布 を Fig。 2… 24に 示す 。この 図 にお いて 、間欠摺動 側
である下側試 験 片 の 温度 分 布 では摺動 面 と非摺動 面 との 間 で 大きな温度 差 が現 れ て
お り、下側試 験 片 は回転 していることから摺動 面 に移 動 した 瞬 間 に急激 な温度低 下 が
起 こることが読 み取れる。このことから、摺動 面 温度 が融 点を満 たす 状 態 であるとき、連
続側 である上側試 験 片 ではそ の熱 量 により溶 融 が 引き起 こされる一 方 、間欠側 である
下側試 験 片 の摺動 面 では潜熱 を満 たす より先 に熱 量 が 外部 へ 流 れ溶 融 が起 こらない
と推測 できる。
以 上 のことから、間欠 摺動側 よりも、常 に融 点 の 温度 を維 持 す る連続 摺動側 が 先 に
材 料 の溶 融 が 起 こる、間欠 摺動 の効 果 を説 明す ることができる。なお 、既 存 の研 究結
果 [51]に お い て 、放 射 温度 計 は この 急激 な冷却 効 果 の 後 の値 を読 み取 つたと推 測 で
きる。
Continuous side
Intermittent side
(b) after testing
(a)Initial stttus
Fig. 2‐ 22
Pictures of the result about wear testing with intermittent sliding
condition.
87
Half cylinder
on CYlinder
13ビ plnte
6.4t Plate
on Cflinder
on rylinder
∞∞
│
2コ
Temperature t"cl
Fig.2-23 Temperature distribution of each model.
111‐
哺由││││││││
■●2
3.2t Plate
on qlinder
Lower
1
楓
158
│
Temperature t'Cl
162
(a) Temperature distribution of sliding surface
冒L o﹂コ焉﹂
oQEoト
163
162
161
160
159
158
157
156
011さ「
Lower
r「
90
180
270
Circumferential angle [deg.]
360
(b) Temperature distribution along circumferential direction
Fig.2-24 Distribution of temperature for half on cylinder.
89
2.3.2。
3接 触 面 積 と限 界 す べ り速 度 の 関係
2.3.2.1で 決定した各モデルに対する限界滑 り速度 において、接触面積 との関係 を
持つて妥 当性を検証する。比較対象 となる実験 における上側試験片 の形状ごとの限
界滑り速度の結果 を Table 2‐ 5に 示し、解析結果 と併せて、接触面積 と限界滑り速度と
の関係 をFig.2‐ 25に 示す。解析結果 における接触面積 200-2の 限界滑り速度 の値
は、前節 の二次元解析より算出された 38.7∽ム の値を使用している。Fig.2‐ 25よ り、解
析結果 と実験結果 はピークをもつ 曲線を描 いており、双方 の傾 向は概ね一致している。
双方 の結果 の誤差 の大きな原因として、実験 における限界滑り速度を材料 の溶融 を
目視により確認 した際の速度で決定していることが挙 げられる。そのため、実験では正
確な限界滑 り速度 が計測されているとは言い切れず、実験による日視 での判断 には
限界がある。一方、本解析で作成 した二次元解析コードにより本来の現象 が正確 に再
現されており、確実な限界滑り速度 の値 の算出が行 われたと判断する。従つて本解析
手法を用いる事で、どのような小さい top partで も正確な限界滑り速度を算出すること
が可能である。
Tabte 2-5 Experimental data. [40]
shape
1 6t phtc
3 2t phte
●Z
つ4
つ4
つ4
Lhicd sld咤
vcbc●
にゴ Sl
100cyh“ r
90
6 4t platc
24
18t phtc
Half cvttdcr
55
cylinder
46
つ一
︻
o
●︻
●
卜朝日電︼
鋼■二 む︼
﹁﹁●
〓日︼
d
0.7
0.6
0.5
0.4
0.3
0。
2
イト
Numerical silnulation
圏 ]Experimental datar2
0.1
0
50
100
Contact area lmm21
Fig.2-25 Contact area vs. Limited sliding velocity.
150
2.4ま とめ
摺動面温度に関する数値解析
ポリアセタール樹脂 の摩耗量予測に必要 となる、摺動面温度を決定す るための解
析 コードの開発 を最終 日標 とし、樹脂周 囲で起こる熱移動 における支配的因子 の探
索や、実験 との比較 による解析コードの信頼性 の評価 を行つた。解析 の結果、次の知
見を得た。
1
樹脂周囲における熱移動
金属 シャフトヘ の熱伝導 および空気 の 自然対流 は、摺動面温度 にほとんど影響
を及ばしていないことから、無視できるほど小さいということが分かつた。また、この
ことから、実際のモデル における熱移動 は、樹脂 の回転 によつて発達する層流 の
強制対流伝熱 の考慮 が必要となることが明らかになつた。
2
解析コード妥当性 の検証
樹脂 の回転 によつて発達する層流 の強制対流伝熱 を考慮することにより、摺動面
温度 について実験結果 との一致 が得られた。また、摺動面の最高温度を評価す
ることにより、実験と一致する、理論的な限界 PV値 を決定することが可能となつた。
また、実際の製 品の摺動条件 となるON-OFF操 作 において、本解析 における摺動
面温度は、実験結果 を再現することができており、解析 コードの信頼性を評価す
ることができた。
片側間欠摺動形態 における樹脂摺動面温度 の予測
片側間欠摺動形態における幾何学的因子の影響 の検討 および、実験 との比較 によ
る二次元解析コードの信頼性 の評価を行つた。解析 の結果、次 の知見を得た。
1.片 側間欠摺動形態 における幾何学的要素の効果
間欠摺動側および連続摺動側 の双方 の摺動面の温度分布 の比較 により、連続
摺動側 では摩擦 に伴う熱 が保持される一方 で、間欠摺動側 に与えられた熱量は
空気との接触 により瞬時に空気 中に逃げる。そのために、間欠摺動側 では温度 の
急低下が発 生し、材料溶融のための熱量を失う。以上のことから、間欠摺動側より
も、常に融点 の温度を維持する連続摺動側 が先 に材料 の溶融が起こる、間欠摺
動 の効果 を説明することができた。
92
2.接 触面積 の変化 による操作条件への影響
4種 類 の異なる形状の連続摺動側試験片を用 いた片側間欠摺動形態 の解析 に
より、接触面積 と限界滑り速度 の関係 を求めた。得 られた関係 に対して解析結果
と実験結果との比較 の結果、良好な依存関係 の一致を得ることができ、解析コー
ドの信頼性を評価することができた。これまで実験における限界滑 り速度を材料
の溶融を目視 により確認 した際の速度 で決定していたが、本研究 にて作成 した
二次元解析コードを用いる事でどのような小さい top partで も正確な限界滑り速
度を算出することが可能である。
以上のことから本研究 により、摺動部 品の形状変更 に対応しうる、磨耗予測 のため
の摺動面温度を見積もるための解析コードの開発 に成功した。
nフ
2.5使 用記 号
ら グ /
g
比熱
[J/α g・
樹脂 内径
摩擦係数
重力加速度
[m]
[‐
°
C)]
]
[m/s2]
r
e
グラスホフ数 (=gFArZ3/α
2)
Й z Ⅳ 馬
′ P ル
‘ ″ R ル
r r
熱伝達係数
代表長 さ(樹 脂高さ)
荷重
ヌッセルト数
空気 の圧力
面圧、無次元圧力
プラントル数
摩擦熱
r軸 座標
無次元 r軸 座標
レイノルズ数
[―
]
[w/(m2.oc)]
[m]
[N]
[‐
]
[Pa]
[Pa]
[―
]
[=│は,9]
[m]
Ъ
為 乃
時間
温度
ポリアセタール樹脂 の融点
″ υ
壁面温度
室温
r方 向速度
[‐
]
[―
]
[S]
[°
[°
[°
[°
ν /
″ ″
x χ
ツ y
無次元 R方 向速度
z方 向速度
すべり速度、無次元 Z方 向速度
すべ り速度
無次元すべり速度
x軸 座標
無次元 x軸 座標
y軸 座標
無次元 y軸 座標
z軸 座標
94
C]
C]
C]
C]
[ゴ S]
[ゴ S]
[nyS]
[m/S]
[nyS]
[―
]
[m]
[―
]
[m]
[―
]
[m]
z αβ 〃 θ の λ μ ん ツ ρ τ ω
無次元 z軸 座標
熱拡散率
体膨張係数
温度差
[‐
]
[m2/sI
C]
[° C]
[1/°
周方向座標
無次元温度
熱伝導率
粘度
為 における空気 の粘度
[―
]
[‐
]
°
[W/(m・ C)]
[Pa・ S]
[Pa・ S]
動粘度
密度
無次元時間
角速度
[m2/s]
[kg/m3]
[―
]
[rad/S]
αら レ ι ′ s滋 ″ ″励
●添え字
空気
下側試験片 (間 欠摺動側)
下側試験片上面
円筒 中心半径
ポリアセタール
金属シャフト
半周 円筒試験片
プレート試験片
上側試験片 (連 続摺動側)
上側試験片底面
95
2.6 Appendix
2.2.1.4計 算 アル ゴリズムにお ける残 差 の 定義 は以 下 の通 りで ある。
各 時刻 にお けるエネル ギー 方程 式 は格 子 点 P(I,J,つ にお い て、以 下 のような代数 方
程 式 で書 き表 せ る。
AP(I,」 ,K)■ T(I,J,9=AW(I,J,K)■ T(I-1,J,9+AE(I,J,K)■
T(I+1,J,D
+AS(I,J,約
・ T(I,J‐ 1,oIANc,J,9・ T(I,卜 1,D
+AB(I,J,K)*T(I,J,K‐ 1)IAT(I,J,K)■ Tc,J,K+1)
+SU(I,J,K)
(2‐
66)
ここで 、Tは 温 度 、AWoAE・ AS・ AN・ AB・ ATは 点 Pを 中 心 として係 数 行 列 の
Northω・EastKE)・ South(S)・ BOttomc)。 TOp(T)方 向 のそれぞれ の値 、APは 点 Pで の
係 数 行列値 、SUは 生 成 項 を示 している。反復 計 算 では 1回 の反復 で Eq(2-66)を 満 た
全体の残差が十分小さ
67)で 定義される残差 Rを 各反復で計算し、
さないため、Eqθ ‐
な値(く lX102)に なつた時点で解が収束したと判断する。
R=‐ APc,J,D*T(I,J,つ
IAW(I,」 ,9・ T(I‐ 1,J,91AE(I,J,0*T(I+1,J,D
IAS(I,」 ,0*T(I,J‐ 1,つ IANc,J,9*T(I,J■ 1,Kl
+ABII,」 ,K)■ T(I,J,K-1)IAT(I,J,K)■ T(I,J,K+1)
+SU(I,J,K)
2-67)
96
第 3章 ポリブチ レンテレフタレー ト樹脂 のレー ザー
溶着条件最適化 に関する検討
3.1 はじめに
摺動部材 の設計 における限界滑り速度の決定は、これまで摺動実験 による目視 で
の判断に頼つていたが、前章 にて開発 した二次元解析コードを用いる事で、どのよう
な小さい部品同士の摺動であっても、正確な限界滑り速度を算出することが可能とな
つた。この開発 した技術は、スピン溶着、超音波溶着、振動溶着 のように製品同士を
摺動させ溶着する加工法における条件 の最適化に適用可能である。一方、電気 。
電
子部品のフタとケースを溶着させる場合、全体を加振させる工法では内部部品へのダ
メージが大きいため適用 が難 しいが、レーザー溶着であれば、接合部分 にレーザー
光を集 中的に照射 し溶着させる接合法であるため、内部部品への影響 が少ない。しか
し、このレーザー溶着はレーザー照射による発熱量を制御する事 が難 しく、溶着条件
を最適化させる必要があるため、過去に種 々の検討 がなされている[86]。 これまで溶
着条件から供給エネルギーを求める計算式が提案されているが、充分な信頼性 を持
つていなかった。
本研究では、レーザー溶着 における溶融領域 に影響を及ぼす因子の解明を目指し、
平板試験片溶着時に対する3次 元の熱伝導解析コードを作成 した。この解析コードを
用いて、各 々の移動現象 が溶融領域に与える影響について検討 した。次に、レーザ
ー溶着強度を表す新たな指標 の導入を試み、溶着条件 の中で最も強く影響を及ぼす
因子であるレーザー溶着効率を、精度良く推定する方法について検討 した。
97
3。
2レ ーザー溶着 にお ける溶融領域 予測
3。
2.1数 値解 析 法
3。 2。 1。
1解 析モデル
溶 着 強度試 験 用 のダ ンベ ル 型試 験 片 および概 略 図 を Fig.3-1に 示す 。試 験 片 は互 い
に同じ寸法 のもの を使 用する。なお 、実験 時 は上側試 験片 の 上 にガラス板 を乗 せ 試
験 片を固定 し、溶 着 を行 う。レー ザ ー 操 作位 置 は上側試 験 片 のレー ザ ー 光透 過材
(透 過材 )と 下側試 験片 の レー ザ ー 光 吸収材 (吸 収材 )の 接触領 域 中央 を概 略 図 の y
軸方 向 に 5。 5mmと り、レー ザ ースポ ット径 は 1.2mmと す る。
まず 、熱 的移動 現象 に焦 点を置くため 、固定 用 のガラスおよび透過材 内を透過 した
後 の レー ザ ー による熱 量を試 験片境 界 に与 えるとして解析 を行 う。解析 は試 験 片接触
領 域 を取 り、そ の解 析領 域 を Fig。 3‐ 2に 示す 。続 い て透過材 中 のレー ザ ーの伝播 に焦
点を置 き、Fig。 3… 3の モ デ ル を用 い て解 析 を行 う。
Welding
apparatus
Test specimens
日H︶
E
Transmission side
I
I
absorption side
Laser runnin g area
3.6
5.51
異←1.2
[mm]
Z
Fig.3-1 Laser welding machine and schematic diagram.
98
/
□
Trttslnlsslon slde
ll Albsorption sidc
3.6/
ll Laserrunnlng area
乙
│:
Fig. 3-2 Numerical domain of specimens.
□ ■
/
ぎ
Transmission side
Laser spot
7z
1↓
24
Fig. 3-3 Numerical model for laser diffusion.
99
3.2.1.2解 析基礎 式・境界条件
材 料 内伝熱解 析
本解析で取り扱う解析基礎式及び境界条件を以下に示す。
【
解析基礎式儒転導方程式;エ ンタルピー法[1lq)】
<鋼 >
1オ
ρ
″
♀撃
:│=ジ {liFI+1:,│+1;'こ } (ぼ
″■
=C″
+Z)
(3-1)
く吸収材 >
ρぁ2型 LL=λ蒟
争+`:多
{1ま
―
=Cぁ 7L+Z)
(3-2)
} lFrぁ
'L+`:テ
本解析 では、吸収材 の固体時の熱拡散率 αを用いて無次元化を行つた。基準長さ
には、レーザー操作方向(モ デル 図 ノ軸方向)の 長 さZ=127× 103m、 基準温度に Ъ
=(材 料融点)、 70=23℃ (室 γ
助 を用いており、この温度差を∠r=Ъ ―Ъ とした。無次
元化 した基礎式を以下に示す。
無次元数
χ
=:,y=子 ,Z=:,年
,ら =Y
/み
争=号 {争 +争 +ツ}
争=摯 陛 +争 +ツ}
100
O⊃
00
ω
【
境界条件】
以下に本解析 で用いた境界条件を示す。前述のとおリレーザー光 により与えられる
熱量は試験片同士の境界条件 にて考慮する。
4等 +為 等=`
(3-6)
樹脂/空 気 ;
」
生
―λ
"撃=― 為
為
場
丁
_ム )
=Й 鮮
丁
=み 鶴
(3‐ 7)
島)
8)
(3‐
透過材/ガ ラス(透 過材上面)、 透過材ノ
金属台座 (吸 収材底面);
%=ち
=rO
1"ι
(3-9)
ン
ト
オ
;
_2rr坐 生+∂ ら
,あ
為 ″
樹脂/空 気
露
=φ△
(3-10)
ち『
;
―
D
字 ―争 =等 し 生
,一
―
字
(3-11)
=-12::チ L=`1:Llr,ぁ _θり
,0)
(3-12)
透過材/ガ ラス(透 過材上面)、 透過材ノ
金属台座 (吸 収材底面);
ら″=ら ,ぁ =ら
(3‐
,。
101
13)
材 料 内光伝 播 解 析
本解析ではモンテカルロ法を用いることによつて、レーザー光を多数の粒子と考え、
伝播現象を解析する。伝播モデルをFig。 3-4に 示す。
v
Fig.3-4 Model of photon propagation.
【
解析基礎式】
<飛 行距離 >
′
α=一
(3-14)
甲
<天 頂角 >
ψ=COS lll-2R2)
(3-15)
<方 位角 >
θ =2ポ 3
(3‐
102
16)
3.2.1.3解 析 物 性 値
本研究の対象とするポリブチレンテレフタレート(PBT)の 熱物性を Table 3‐ 1に まとめ
る。なお、表中の透過側材料のレーザー光透過率は本解析対象の厚さ l nlmの 際の
実測値であり、吸収材は材料表面にてレーザー光を完全に吸収すると仮定する。レー
ザー特性としては、操作速度 5 mtts、 出力 6.6Wの 値を使用し、解析 においては出
力に透過率を掛けた値を到達熱量として与える。
Table 3-1 Thermophysical properties of PBT.[115]
Transmission side
Density(p)[kg/m3]
Absorption side
liquid
solid
liquid
solid
1490
1320
1430
1230
20000
20000
MeHng point(ろ )[° C]
228
228
Room tcmperature c)FCl
23
23
Latcnt hcat¢ )lJ/kg]
Spcciic hcat(の [J/6g° C)]
1140
1810
1010
1720
Thcrlnal conduct市 ity(D[W/On° C)]
0.34
0.26
032
024
Transmiss市 ity[¨ ]
0.409
0
樹脂/空 気における境界条件
試験片と空気との境界条件 である Eq(3-11)お よび Eq(3‐ 12)中 の境膜伝熱係数 カ
は、第 2章 の「樹脂/空 気 (垂 直部)に おける境界条件」と同様に垂直平板 に発生する
自然対流による対流伝熱 に関する相 関式 (3.5使 用記号を参照)に て、対流 による熱
伝達の度合いを表す N“ 数を求め、N″ 数 の定義式 (3.5使 用記号を参照)に 代入す
ることで算出した。なお、相関式 中の O数 における代表長 さにはそれぞれの試験片
の厚 さを使用している。
103
レー ザ ー 光 の熱 量 分布
レー ザ ー 光吸収 による発熱 の境 界条件 である Eq。 (3… 6)中 の発熱 量 7は Eq。 (3-17)の
理想 的な分布 とい われるガウス分布 の形 をとると仮 定す る。この 関数 は レー ザ ー 光 半
径 ′の位 置 で 最 大 値 の 1/θ の値 を取 り、半径 外 にも熱 量を与 える (Fig。 3-5参 照 )。 そ の
ため 、半径領 域 の み では相熱 量 の 6割 程 しか 投入 されないことか ら、本解 析 では 半径
領 域 に限定 せ ず接触 面全領 域 に Eq。 (3‐ 6)式 を使 用 した。
9=チ
eXp[―
(3‐
γ
17)
]
11
09
08
0
0.6
0.5
04
0
02
01
│十
Fig.3‐ 5
亨甲亭
Gaussian beanl distribution.
レー ザ ー 光 の熱 量 分 布
モ ン テ カ ル ロ法 に て 粒 子 の 飛 行 距 離 を 導 く
Bcer― Lambe■
Eq。 (3-15)中
の吸収係 数
Kは
の法則 (Eq。 (3-18))に Table 3-1中 の透 過 率 0.409を 代入す ることで算 出
し、K=8。 9× 10 4の 値 を使 用 した。
⇔
J
一
〓
″ 一凌
二=exp← α)
(3-18)
104
3。 2。
1.4計 算アルゴリズム
3-6に 伝熱解析におけるフローチャートを示す。本研究では、単層(固 相)か ら複
層 (固 相 +液 相 )へ の変化 の表現と解析 コー ド製作 の容易さの観 点から、潜熱 の考慮
のため支配方程式にエンタルピー法[114]を 導入 している。この手法は、前進差分 によ
り∠t秒 後のエンタルピーを求め、Eq。 (3-19)に より温度へ変換するという手順を踏 むた
め、計算 は陽解法 で行 われる。支配方程式は有限差分法 により離散化 を行 い、陽解
法 にて計算を行つた。
Fig。
L
C
>
+ >
助 〃
耽 助 〃
βⅥ + >
> ち ろ
〃 C ⊆
rlllく︱︱︱に
⇒7=(〃 ―五
α
ン
Cノ
⇒ r=L
⇒
r=″
(3‐
19)
Cs
解析 は非 定常計 算 で行 われてお り、計算 時 間 は レー ザ ー 光 が 目的距離 を移 動する
までの 1.1秒 (Eq。 (3-20))と し、時 間刻 み は ∠t=2.2× 10‐ 5sと した。各 モ デ ル は(x9y9Z)=
(190,170,35)の メッシュ数 で 分割 してお り、レー ザ ー 光 吸収領 域周 辺 にメッシュが 細 か
く分配 されるよう不等 間隔格 子を適用 している
(Fig。 3-7)。
(running distance : 5.5 mm/(running velocity : 5mmfs) =
1. 1s
(3-20)
Set initial condition
t: t*lt
Solve Transmission side - enthal
Solve Boundary Condition
Estimate Trans. side - temperature
Is laser running
Solve Absorption side - enthal
finished?
Estimate Absorp. Side Finlsh
Fig.3-6 FIow chart of solution procedure.
105
4
2
m
i
︰
10.811111n
10.8 1111un
i
3.6mm
10
5.5mm
150
3.6mm
10
1
1
v
L,
11001
45
!
(a) x-y directions
z
L,
5.5mm
3.6mm i
3.6mm i
│
│
::I:Ξ :3
(b)
/-z directions for transmission side
5.5mm
3.6mm i
3.6mm:
│
│
│
::Ξ :Ξ
(c)
y-z directions for absorption side
Fig.3-7 Mesh number of unequally-spaced grid.
106
73
3.2.2結 果 および考 察
3.2.2,1部 品内部の伝熱現象
物性値 として固相状態時の値を使用した結果をFig.3‐ 8に 、液相状態時の値を使用
した結果をFig.3-9に 示す。実現象では局所的に液相が発生するため、固相 の物性 に
よる結果に近い値 が観測されると推測する。双方 の結果を比較すると、最大温度 に差
があるが、溶着領域 の幅 の値 はどちらも 160 mmで あり、溶着領域の幅 に対 して、物
性値 の温度による変化 の影響 はほぼないと判断できる。
双方 の結果 における最大温度は 600℃ を超える温度が観沢1さ れており、PBTの 熱
分解温度 375℃ をはるかに上回つた結果を得た。材料 が熱分解温度を上回ると、溶融
領域で気 泡 が生成され 、溶着強度 が低下する現象 が起こる。解析 に使用した条件 に
よる実験結果では溶着強度 が最大を観測 しており、このことから本来の最 大温度は熱
分解 温度未満 の値であることが推測される。また、溶着領域の幅の最大値 は 1.60 mm
を得たが、実験では 1.52 nlmと 本来の値より大きい。また深さ方向においても、実験で
は 0 1 nlm程 度であるのに対 し、解析では 0.2∼ 0 3nlmと 遥かに大きな値 が得 られてい
る。以上の結果より、実際に境界にて吸収 される熱量 は現行の出力に透過率を掛けた
値 よりも小さく、レーザー投射時のガウス分布 の形を取つていないと判断する。
107
▼
日
4
6
439
231
Temperature t'C]
(a) Temperature distribution
1.60 mm
+i r<lJf
I
2zB-375"C,
I
I
375^.,f
(b) Welding region
Fig.3-8 Temperature profile on contact boundary
108
(l = 1.1s, property: solid).
▼
233
443
Temperature t"Cl
23
,日
653
(a) Temperature distribution
■
228∼ 375℃ ,■ 375∼ ℃
(b) Welding region
Fig.3-9 Temperature profile on contact bound^ry Q = 1.1s, property: Iiquid).
109
そこでレーザー 出力を変動させ 、最大温度 が熱分解温度を下回る条件 の出力 なら
びに溶着幅 が実験値 と一致する条件 の出力をそれぞれ逆算することで、実際に材料
へと吸収されると思われる熱量分布を表した。Fig.3‐ 10に それぞれの条件 に一致した
際の熱量分布 の断面図を示す。最大温度 が熱分解温度を上 回る条件 における最大
点での熱量を B、 溶着幅の点までの距
熱量を A、 溶着幅の一致する出力 の溶着幅の′
離をCと してガウス分布cq。 (3-17))に 代入 し、変形することで (Eq.(3‐ 21))吸 収された熱
量の理想的な分布 の半径を求めると、固相物性 の条件で 0.67 nlm、 液相物性 の条件
で 0.69 nlmを 得た。また、最大熱量とEq。 (3-17)の 関係からそれぞれの到達熱量 202
W、 1.88Wを 得た。以上より、実際に境界 にて吸収される熱量は、投入熱量に比べ 7
割 ほど減衰し、レーザー半径 が 1割 ほど増加した Fig.3-11の ような分布を持つと推測
する。
(3‐ 21)
hOИ )
実際にどの程度 のエネルギーが溶着強度に対して有効 に使われているか (レ ーザ
ー溶着効率)に ついて考察する。Fig.3-9の 解析結果より、固相物性 の条件での最大
温度は 647℃ 、液相物性 の条件での最大温度 は 653℃ である。PBTの 溶融温度は
228℃ 、分解温度 は 375℃ であり、解析 で求められた温度を溶融温度とした場合 のレ
ーザー溶着効率は 0.35と なる。また解析 で求 められた温度を分解 温度 とした場合 のレ
ーザー溶着効率は 0.57と なる。解析 に使用 した条件 において溶着強度 の最大値を測
定している事から、解析から求められるレーザー溶着効率は、035∼ 0.57の 範囲 にあ
ると考えられる。解析から求められるレーザー溶着効率には 0.22の 幅があり、レーザー
溶着条件を精度 良く最適化させるためには、更 にこのレーザー溶着効率を精度 良く
求める必要がある。
110
― Match wtth width(solid)
一 Match with width(liquid)
― Match with Maxo Temp.(S01id)
― Mttch wih Max.Temp.(liquid)
5
F 日 登≧ 〓 ︼、∞﹄●目国
1
0
0.0
-1
Direction [mml
Fig.3-10 Profile of energy distribution with each matching condition.
1.6
Property: solid
Property: liquid
1.4
昌国
F日ヽ
卜Σ ︼酷﹄
1.2
1.0
0.8
0.6
0.4
0.2
0.0
-1
-0.6
0.0
Direction [mm]
Fig.3-11 Profile of ideal energy distribution.
3.2.2.2透 過 材 内 部 で の 光 拡 散 現 象 による影 響
前述 のとおり、吸収材 の境界 にて吸収 される熱量は大幅 に減少 し、レーザー投入
時のガウス分布 の形を取 らない。そこで透過材 内部 の光拡散現象 により境界到達まで
にどれほど減衰するかを検討 した。Fig.3-12に 投入時および境界到達時の熱量分布
断面図を示す。結果より、到達エネルギーは投入エネルギーの 40%に 相 当する熱量
となり、光拡散 により熱量 の減衰 が確認された。レーザー光の透過率を実際 に測定し
た結果、試験片厚みが lnlmに おけるレーザー光の透過率 は 41%で あつた。解析値 と
実験値 の両者 はほぼ一致していることから、モンテカル ロ法を用 いた本解析手法 は、
PBT樹 脂 における透過材 内部での減衰挙動を推察する有効な手法 と考 える。一方、
到達エネルギーのガウス分布径 は投入時と同じく 1.2 nlmであり、熱量分布への影響
はないことが示唆された。しかし、実験結果より、溶着幅は透過側 PBT樹 脂 の厚みが
すると、溶着幅も大きくなる事 がわかつており[Table 3‐ 4参 照]、 レーザー光が PBT
増カロ
材を透過する過程 で、分布幅が拡大していると推察される。
前述 の理想的な到達熱 量(Fig.3‐ 11)と Fig.3-12を 比較 した結果を Fig 3-13に 示す。
双方を比較すると、到達エネルギーが投入エネルギーから3.2MW少 ない値であるの
に対し、理想的な吸収エネルギー は到達エネルギーより更 におよそ 1.O MW少 ない。
以 上より、溶着界面 に到達したエネルギー は、透過側、吸収側 のそれぞれ の材料 内
部 に伝播する過程 で、更に透過、散乱などの影響 によリエネルギー散逸していると推
察される。
112
t
7.0
Input energy
r
N
a
E
I
F
a0
b
-
30
Q
-h
4.0
%
・
ゴ
l-t
z
Reached energy
F
I
t.l
ゝ
2.0
1.0
0.0
-1 .20
-0.60
0.60
0.00
1.20
Direction [mml
Fig.3-12 Profile of energy distribution.
Input energy
Reached energy (MC)
Ideal distribution (solid)
Ideal distribution (liquid)
ゝ
ず
m
﹄
o
目目
F日二≧Σ︼、
,
Q
^H︶ ハH︶ ^HV ^H︶ ^HV ^H︶ ^H︶ ハHV .
7 6 5 4 3 2 1 0
I
I
-
F
a
O
a
■
.20
-0.60
0.00
Direction [mml
Fig.3-13 Comparison result for ideal distributions.
0.60
3.3レ ーザー溶着 における溶着効率測定手法の開発
3.3.1実 験 的手法
3.3.1.1材 料
レー ザ ー 溶 着 の評 価 には、ポ リブチ レンテレフタレー トeBT)(ポ リプ ラスチックス株
゛
式会社 製 ジュラネックス )を 用 い た。Tablc 3-2に は 、各材 料 の物性値 を示 した。透過
側 にはグレー に着 色 した材 料 (PBT‐ の を用 い た。また吸 収側 には黒 に着 色 した材 料
(PBT‐ B)を 用 い た。
Table 3‐ 2Ⅳ【
aten■ ls in this study.[115]
Sample
Character
PBT― A
PBT‐ B
GF-reinforced
Color:Grav
GF-reinforced
Color:Black
1490
1430
1140
1010
0,34
0.32
2
0.22
Density
「kg.nf31
Heat capaclty
「J・ kgl・ K ll
Thema condu償 市ity
「W・ nTl・ (11
The....al dilmsiviり
「耐 ・ 11
0。
s‐
114
3。 3。 1。
2試 験片
14に 示 す 。キャップ (PBT― A:グ レー 色 )と ケ
ース(PBT― B:黒 色 )の 組 み 合 せ とした。試 験 片 は FANAC ROBOSHOT alpha-100iAに
溶 着 評 価 に用 い た試 験 の 形 状 を
Fig。 3‐
て射 出成 形 を行 つた。成 形 過 程 にお いて 、シ リンダ ー 及 び ノズル の 温 度 は 260℃ とし
た 。また 、金 型 温 度 は 80℃ 一 定 とした 。射 出 過 程 に お け る条 件 は 、射 出 容 量
17.3cm3/s、 射 出圧 力 67MPa、 冷 却 時 間 15秒 とした。実 験 には 3水 準 の 厚 み (1.Omm、
1.5mm、
2.Omm)の 試 験 片 を用 い た。試 験 片 の 寸 法 を Fig。 3-15に 示 した。
﹁1∠
r k
―
ヽ =‐
Fig.3-14 Shape of the test specimen.
1.0,1。 5,2.0コ nコ n
製
(PBT“ A)
case
(PBT― B)
Fig. 3-15 Test-piece shape (Cross section).
3。 3。 1。
3透 過 率 測 定
JASCO Corporttion tt V-570 型 UV spectrometerを 用 いて透過 率 の測 定を行 つ
た。
3。 3.1。
4レ ーザー溶着
レーザー溶着 は、ライスター社製 レーザー溶接システム Novolas Cを 用いて行なつ
た。レーザー波長 は 94伽皿、焦点径 は 90。 6mmで ある。レーザー 出力 5∼ 60W、 スキャ
ンスピー ド 5∼ 50mm/sと した。溶着部位 は試験片 の 943∼ 948mmの 間とした。Fig
3-16に 本研究 に用 いたレーザー溶着機 を示した。また溶着 の状態を Fig 3-17に 示し
た。レーザー光源 にはダイオードタイプを用 いており、レーザー光の波長 は 94伽血 で
ある。またレーザースポット径は 90.6mm一 定とした。
Fig.3-16 Photograph of laser welding apparatus.
116
laser head
absorption side
air cylinder
Fig.3-17 Schematic illustration of welding.
117
3。 3。 1。
5溶 着強度の測定
ORIENTEC社 製
Universal tester UTA50KN型 を用 い て測 定 した。
Fig 3-18に 強度 測 定 の概 要を示 した。レー ザ ー 溶 着後 の試 験 片 は 23℃ 、50%相 対湿
度 に保 たれた状 態 で 48時 間以 上 保持 した。溶 着 強度 の測 定 は 23℃ 、50%相 対湿度
溶 着 強度 は
に保 たれた空調 室 にて実施 した。試 験速度 は 5mm/min一 定 とした。
deformation
Punching tool
Welded test-piece
€
Fixing tool
Fig.3-18 Schematic illustration of welding strength measurement.
118
3.3.2結 果及 び 考察
3.3.2.1透 過率の試料厚み依存性
厚みが 1.5mmの ポリブチレンテレフタレート樹脂製平板(PBTA)を 用いて、透過率
の測定を行つた結果を Fig3‐ 19に 示す。透過率 はレーザー光の波長 に大きく依存して
おり、本研究 に用いたレーザー溶着機 の波長 940nlnで の透過率 は 274%で あった。
可視光領域である 380∼ 600nlnで の透過率は 5%以 下であり、結晶領域での光散乱
の影響 と考 えるが、材料 の透 明性は殆ど無い。一方、各厚み に於ける透過率の測定
結果をTable 3… 3に 示したが、透過率は厚みに強く依存している。大島ら[86]は PBT樹
脂を用いてレーザー溶着強度 の厚み依存性について検討 しており、透過率が 15%以
上であれば、十分な溶着強度 が得 られる事を報告している。本検討 における試験片の
厚みは、透過率が 15%以 上となる20mm以 下の範囲で検討を行つた。
︻
日の
目国自
ぷ ︼む︼
2協︼
35
30
25
20
15
10
5
0
400
600
800
1000
Wavelength lnln]
Fig.3-19 Result of transmissivity
120
(t) against laser wavelength for PBT-A polymer.
Thickness of specimen was 1.5 mm,
119
Tabte 3-3 Results of transmissivity of transmission side PBT-A at )"=940 nm.
Thickness
Transmissivity
Inrn]
[-]
1.0
0.4D
1.5
0.274
2.0
0.193
120
3.3。
2.2溶 着 強 度 の レー ザ ー 出力 依 存 性
Fig 3‐
20に 溶着強度 のレーザー 出力依存性 を示す。各スキャンスピードにおける曲
線 の形 は凡そ 一 致 している。溶 着 面 の状 態 を金 属 顕微 鏡 にて観 察 した結果 を
Fig.3-21∼ 3-23に 示した。Fig 3-21は 溶着強度 が低い領域 (Region I)の 状態を示して
いるが、この領域ではレーザー 出力は小 さく、非常 に狭 い幅でしか溶融 が起つておら
ず、未溶融 の領域 が確認 できる。一方、溶着強度 が最大ピークを越えた領域 (Region
気泡が発
III)の 観察結果を Fig.3-23に 示 した。この領域ではレーザー 出力 は大きく、
生した痕跡が確認 できる。このレーザー 出力領域では樹脂 が分解 していると考えられ
る。レーザー強度 が最大を示した領域 (Rcgion II)の 観察結果をFig 3‐ 22に 示したが、
溶着幅全体 が綺麗 に溶着されている事が確認 できる。
Fig.3‐ 20の 結果 より
、レーザー溶着強度 のピーク位置 はスキャンスピードに依存して
いる事が分かる。この原因として、総供給エネルギー は、スキャンスピードが速 い条件
(20mtts)に 比べ、スキャンスピードが遅い条件(5mtts)の 方が大きい為である。即ち、
スキャンスピードに依存 して総供給エネル ギーが決定され、この総供給エネルギーの
違いがピーク位置の差に現れていると考える。
1800
9r ﹂o ︻
oお∽
[
■製︻
Z□ “目︻
●︻
1600
-
j
-
-€
-
-
-
l>
1400
1200
1000
800
600
o iYs:5 mm s-1
a 'v = 1o mm'sf
400
"
200
L'.v^=20mms-1
0
20
30
40
50
Laser output pOWer 卜v]
Fig.3-20 Effect of laser output power, P, on strength of welding. Thickness of
specimen was 1.5 mm.
う4
lRegion
I
not melted
Fig.3-21 Photograph of laser welding surface in region I.
灘事li「
誓篭
Fig.3-22 Photograph of laser welding surface in region
II.
Fig.3-23 Photograph of laser welding surface in region
III.
122
3。 3.2。
3溶 着 強 度 の 供 給 エ ネ ル ギ ー 依 存 性
前節 3.3.2.2で は、溶着強度のピーク位置 はスキャンスピードに依存することが分か
った。この結果 に対 してスキャンスピー ドの影響 を排除する目的で、溶着強度 の供給
エネルギー依存性 について検討 を行つた。供給エネルギーは Eq。 (3-22)で 示される。
Pτ
鳥=
(3-22)
ムグ
ここで、EJま 供給エネルギー 、Pは レーザー 出力、τは透過率 (Table 3-3に 示した
値 )、 ッ
」まスキャンスピード、グは照射径であり本実験では 0。 6mmで ある。
Fig。 3-24は 溶着強度 の供給 エネル ギー 依存性 を示す。
溶着強度 を供給エネルギ
ー との関係 で表 したにも係わらず、各スキャンスピードにおけるピーク位置 は一致 して
いない。また各試料厚みにおけるピーク位置も一致しないことが分かった。これらの結
果より、異なるスキャンスピー ド、異なる試 料厚みであつても、溶着強度 を正確 に表す
事の出来る、新たなパラメータを導入する必要があることが判る。
o t:2.0mm,5mm/s
r
t:2.0mm,7.Smm/s
A F2.0mm,l0mm/s
∞口0
[
0
な″
︼
∽
一
フ﹄∞口︼
0﹁
嘔〇〓一
25
t
Fl.5mm,5mm/sec
r Fl.5mm,l0mm/sec
A t:l.5mm,20mm/sec
o t:l.0mm,20mm/sec
I t:l.0mm,30mm/sec
A t:l.0mm,50mm/sec
2
100
500
0
0。
0
0。
5
1。 0
1.5
2。 0
2。 5
3。
0
supply energy[JOmm-2]
Fig.3¨ 24
Relations between strength of welding and supply energy。
123
3。
5
3.3。 2。
4新 たな供給 エネル ギー 式 の導 入
前節(3.3.2.2及 び 3.3.2.4)で の検討 において、レーザー 出力 および供給エネルギー
と溶着強度 との関係 について検討 したが、レーザー 出力および供給エネルギー は、溶
着強度 の発現機 構を正確 に表現出来ていないと判断された。そこで、以下のようなモ
デル(Fig。 3‐ 25)を 考 え、材料 内部 へ の熱 の拡散 (拡 散項 )を 考慮 して、溶着強度 の吸
収エネルギー依存性を評価する。
※Each rate is an assumplon value
■ Energy{heatり
lightl
Dissipates
lnputEnergyl::::::::
{32) ■■■■■■■■
uη
會
■■■■■■■■
Supply Energy
■■■■■■■■
■■■■■■■■
Ihe energy loss
under penetration
(16)
{16)
absorption
Energy (4)
(Material)
(Material)
Fig。 3-25「rhe
image aboutthe absorption energy.
これまでの考察 において、供給エネル ギー に含 まれるレーザー 出力 は設定値をそ
のまま使用しているが、実際はエネルギー流束 2の (W/mm2)と して、Eq。 (3-23)で 表現
される Gaussian型 の分布 を示す [106]。
7(r)=矛 exp(一 いう夕i)
(3-23)
ここで、Pは レーザー出力(W)、 グはビ ム 径である。
124
2に
ビーム径 グは ,(d/2)と ビーム中心のエネルギー流東 ,(0)と の比
e‐
`(do//o(0)が
ーム径 がどの程
なるところとして定義されている(Fig.3-26)。 透過側材料を通過後 のビ
度広がっているかは測定 が困難 であるため、溶着後 のサンプルの観察結果から得 ら
れる溶着幅を溶着界面におけるビーム径 ′とした。さらに、Eq.(3‐ 23)で 示されるエネル
ギー流東分布では取り扱 いが煩雑 となるため、ビーム径 グの範囲で平均化 した値をエ
ネルギー流東として Eq。 (3-24)を 用いて求めた。
ld t2
7'=
Jn 2w'{r)dr
(3-24)
ス′(d12)2
ここで、9'は 平均化したエネルギー流速を示す。
flux distribution of Gaussian tlpe
: Energy flux distribution of leveled tlpe
: Energy
X'ig.3-26 The image about leveling the enerry
flux.
う乙
ここで 、レー ザ ー 出力 を平均化 エネル ギー 流 東 に変換 す る係 数 の透 過側 材 料 厚 み
依 存性 を Table
3‐ 4に 示 す。
Table 3¨ 4 Welding width and conversion facto■
Thickness ofcaps [mrrJ
1.0
1.5
2.0
Welding wttth lmml
0.77
143
2.43
Conversion factor "d'
1857
0538
0186
以上より、ビーム径 の広がりを考慮し、新 たに定義 した供給エネルギー は Eq(3-25)
で示される。
E"r=
Pxaxrxd
(3‐
25)
ここで42は 新たに定義 した供給エネルギー 、αは変換係数、グはビーム径比を表す。
透過率の透過側材料厚み依存性 の値 は Table 3‐ 3に 示す値 を用いた。
Eq(3-25)に おいて、"ビ ーム径比"を かける理 由は、ビーム径が広 がっているほど、
ビームが単位 面積を通過する時間が長くなるためである。[ビ ーム径比(mm9/mm9)]は
以下の Fig 3-27に 示すように、スキャンスピードが同じ場合、ビーム径が広いほど単位
したものである。従って、
面積 にビームの照射 される時間が長くなることを考慮して付カロ
ビーム径 に比例する値 であれば良く、本研究では溶着幅をそのまま用い、"無 次元 の
係数"と して扱う。
Large bcam diallneter KwidC Width ofweldinJ
■cpm
of〔 )ヽ alwayS haditted during∠ t.
Smdi bealn diameter● arrOW Width ofwelding)
ThepartofOiSnotalways irradttedduring∠
tO
Fig。 3‐ 27
t。 +z」 t
Relation be● Feen beam diameter and irradiated time.
126
t.
溶着 強度 と新 たに定 義 した供 給 エネル ギー との 関係 を Fig。 3-28に 示 した。何れ の試
料厚 み にお い ても、溶 着 強度 の値 はほぼ 一 定 値 (約 4W/mm2)と なってい る。このこと
か ら、新 たに導入 した供 給 エ ネル ギー (鳥 ′
)は 、溶 着 強度 にお ける試 料 の厚 み 依 存性
を表す ことが 出来ると考 える。しかしながら各試 料厚 み にお い て 、スキャンスピー ドが違
う場合 の 強度 ピー ク位 置 は 、新 たに導入 した供 給 エネル ギー を用 い ても僅 か な差 異 が
見 られる。従 って 、異なるスキャンスピー ドであつても、溶 着 強度 を正 しく表 現す る新 た
なパ ラメー タの導入 が必 要 である。
◆t=2.01mm,51mm/scc
■t=2.01mm,7.5mn1/scc
2500
[
Z ]∞口響 ぢ卜 ︺o 〓協 口o︼
場
▲t=2.01mm,10mn1/scc
◆t=1.5mm95mm/sec
2000
■t=1.5mm,10mm/scc
▲t=1。 51mm,20mm/sec
1500
◆t=1。 01mm9201mm/sec
■t=1。 01mm,30mn1/sec
1000
▲t=1。 01mm,501mm/sec
500
0
0
10
15
20
25
30
supplied energy, Err [W'mp-21
Fig.3-28 Effect of newly defined supplied energy,
127
E51,
on strength of welding.
3。 3。 2。
5拡 散 項 と吸収 エネル ギ ー の 計 算
溶着強度のスキャンスピード依存性を正しく表現する式の導入 について検討 した。
Fig。 3-29に は、
溶着時における熱拡散のイメージ図を示した。レーザーの照射 により吸
収側の表面において発熱が起る。供給エネルギーは溶着界面に到達するエネルギー
であり、そこから吸収側材料内部と輻射を介して透過側及び吸収側材料内部へと熱の
拡散が起こる。この時、熱拡散の深さはスキャンスピードに依存すると考えられる。
Laser
Transmlsslon
side
1。
2。
Fig.3‐ 29
吟
Heat generation on the surface of absorption side
Heat diffusion to both transIIlission and absorption side
Schematic of heat diffusion.
Fourierの 第
2法 則 によれ ば 、平板 状 試 験 片 の表 面 に熱源 を接 したとき、ある時 間 ′
に吸収 される熱 量 は Eq。 (3… 26)で 表 される[H6]。
﹁︱︱︱IJ
2一π
4 一′
〓
(フ (′ )
免
(3-26)
ここで 、2浄 ノはある時刻 ′にお ける吸収熱 量 、2∞ は十 分 に長 い 時 間経過 後 の (平
衡 )吸 収熱 量 、′は板 の厚 み 、Dは 拡散係 数 をそれぞれ示 す。Eq。 (3… 26)よ り吸収熱 量
θ5に
比 例 す ることが 分 か る。Eq。 (3-26)を 参 考 に Eq。 (3-25)と 組 み 合 わ せ て 、
は ′
エ ネル ギー
Eq。 (3‐ 27)の ように 吸収 エ ネ ル ギ ー を新 た に定 義 した 。本 検 討 では 、吸収
当りに吸収 される熱 量 (J/mm3)"と して定義 し直 し、
実際 に樹脂 を昇 温するエ ネル ギー をダイレクトに表 現す ることとした。
(鳥 )を
Eq。 (3-27)の ように"単 位 体積
′
:島
。
簡
128
(3-27)
Eq.(3-27)は "単 位 面積、単位 時間あたりの供給エネルギー(W/mm2)"に "単 位面積
あたりの照射時間 (s)"を 掛けて、"浸 透厚み(mm)"で 割ることで、単位体積 当りに吸収
されるエネルギー(J/-3)と して表現した。
ここで、単位長さは lmmに 設定しており、ルート内の (単 位長 さ/ス キャンスピード)
の部分は lnlm長 さをレーザー光が走査する時間を示 している。最初 の 12は 溶着界
面から、吸収側と透過側 へ均等 に熱 が拡散すると仮定していることによる。また、拡散
係数 Dは
PBIAと
PBT‐ Bの 平均値 0211(mm2/s)と した。
129
3.3.2.6溶 着 強度 の 吸収 エ ネル ギ ー 依 存 性
Fig3-30に は、フタ厚みが異なる試験片における溶着強度 の吸収エネルギーcα)
依存性を示す。フタ厚み に依存して若千のピーク位置の差異 はあるが、現 =0.95∼
1.35J/mm3の 範囲でピーク強度を迎えている。従つて、レーザー出力や供給エネルギ
ーの場合とは異なり、吸収エネルギー場 はフタ厚み、スキャンスピードにも依存せず、
溶着強度発現機構を正確に表現していると考える。
o 1.0mmt,20mm/s
︻Z ]m日 づも お ﹃o 〓↓m目0お ∽
。
tr l.0mmtr 30mm/s
a l.0mmtr 50mm/s
o l.Smmt, 5mm/s
I 1.5mmt, L0mm/s
A 1.5mmi 20mm/s
1500
y2.0mmt,5mm/s
x 2.0mmt, 7.5mm/s
◇2.Ommt.10mm/s
1000
500
0
0.0
1.0
2.0
3.0
absorption energy,Ea[J・ mm 3]
Fig.3-30 Effect of absorption enerry on strength.
130
4.0
5.0
3。 3。 2。
7平
板 切 削 品 を用 い た 検 証
3-31に 厚 み が異なる平板 切 削 品 にお ける溶 着 強度 の吸収 エネル ギー 依 存性 を
示す 。ここで 、ビーム径 (設 定 値 )は 91.2mmと なるの で 、レー ザ ー 出力 から平均化 エネ
Fig。
ル ギー 流東 へ の変換係 数 は Table
3… 5の 値 を用 いた。溶 着 強度 のピー ク位 置 は 、溶着
評価 型 と同様 に吸収 エ ネル ギー鳥 =0.95∼ 1.35J/mm3の 範 囲 にある。従 つて、吸収 エ
ネル ギー鳥 は試 験 片形 状 にも依 存 せ ず 、本研 究 にて新 たに導 入 した吸収 エネル ギー
式
Eq。 (3-27)は 溶着 強度発 現機構 を表 現 していると考 える。
Table 3-5 Welding width and conversion factor about plate sample.
つ ″
Thickness of caps [mm]
1.5
Welding width [mm]
0。
77
1。
1.857
Conversion factor "a"
43
2.43
0.538
0。
186
蜘
0
0
佃
硼
0
5
劉
2
1
︻
Z︼oE 璽 ①≧ ﹄o 5 oc2 ち
◆1.Ommt,5mnブ s
■1.Omml,10耐 s
▲1.Omml,30mnブ s
◆1.5mmt,5耐 s
田1.5mmt,10mnブ s
▲1.5mml,30mnブ s
◆2.0-l,5mms
∞
■2.0-l,10耐 s
▲2.Omml,30耐 s
0.0
0.5
1.0
absorption eneЮ y,Ea F・
Fig。 3‐ 31
1.5
2.0
m‐ 詢
Effect of absorption energy on strength for plate sample.
3.3.2.8溶 着 効 率 測 定 手 法 の 開発
レーザー効 率を正確 に求める事がレーザー溶着条件 の最適化を行う上で非常 に重
要 である。溶着評価 型 および 平板切 削品共 に、吸収 土ネルギー島 が 0.95∼ 1.35
J/_3の 範囲で溶着強度 のピークを迎えることが分かつたが、このとき、試験片はどの
程度昇温するのか について検討する必要がある。前節 3221に おける伝熱解析 の結
果より、溶着強度 が高い領域 における計算 上の最高温度 は 653℃ であつた。PBT樹 脂
の溶解温度 は 228℃ 、分解温度は 375℃ であるので、レーザー効率 は融点を用いれ
ば 0.35、 分解 点を用いれば 057と 計算 され、両者 には大きな差が見られた。
一方、レーザー溶着過程 を正確 に予測するためには、新たに定義 した吸収 エネル
ギー 、L、 を用いる必要がある。上昇する温度 ∠rは 以下の Eq_(3-28)に より見積もる事
ができる。
△7=
鳥
ρ*%
(3-28)
ここで βは PBT樹 脂 の密度、の は比熱を表す。
Fig 3-32に は、Eq(3-28)を 用いた上昇温度と溶着強度 との関係 を示した。ピーク温
度 は 842℃ であるが、キャップとケース試験片を使つた溶着実験後 の断面観察結果よ
り、このピーク温度付近のレーザー 出力条件 では、良好な溶着が行われている事を確
認 している。従つて、Eq(3-28)に より求められた上昇温度 ∠rは 実際の温度に比べ 、非
常に高いことが示唆され、この結果 は、前節での伝熱解析 の結果 と一致している。
Fig 3-32に おいて、ピーク位置 の温度を分解 温度と仮定すれ ば、レーザー効 率は
0.45と 見積もられる。また強度 がゼロになる温度を融点と仮定すれ ば、レーザー効率
は 046と なり、両者 はほぼ一致 した。この結果 より、溶着界面 に供給される熱量の約
55%が 散逸し、約 45%が 溶着強度発現 に有効 に熱変換されている事 が分かつた。上
記方法を用いれば、レーザー効率を簡便に求める事 が可能であり、試料厚みやスキヤ
ン速度などの溶着条件 が異なる場合 であつても、正確 にレーザニ効率を求める事 が
可能である。
132
^
0 0 0
0 0 0
5 0 5
ワ雪ヽご8毬∞〓コo
お
tr
vs:5rnrr/sec
vs:l
omm,/sec
o vs=2orffnlsec
I Av 842℃
0
500
1000
1500
heating temperature[℃
Fig.3‐ 32
2000
2500
]
Effect oftemperature on、 ″elding strength.
上記結果より、溶着界面に供給される熱量の約 55%が 散逸 していると考えられたが、
この散逸するエネルギーの原因について検討 した。Fig 3-33に は、吸収側 PBT樹 脂
におけるレーザー光の吸収係数 の測定結果を示したが、溶着界面から100μ mの 範囲
でレーザー光は透過 している。長谷川らは PMⅣ眈 樹脂を用いて吸収側 の黒着色樹
脂 での透過率を測定し、溶着界面から 10011mの 範囲では約 80%程 度 のレーザー光
が吸収側樹脂 内部に透過している事を報告している[106]。 PMMAの 様な非結晶性
樹脂 の場合は、結晶性樹脂 に比ベレーザー光 の散乱 が起こり難く、黒着色された透
過側材料であつても、ある程度 の範囲でレーザー光が透過する事 が予想される。一方、
Fig.3‐ 33の 結果 より
、結晶性であるPBT樹 脂であつても、溶着界面から内部に 100μ m
程度 レーザー光 は透過、散逸しており、この事がレーザー効率低下要因の一 と考 えら
tる 。
オ
,
つ
,-,, 100
s
-J
>l
80
:E
a 60
'E 40
a
Ezo
F
v)
y=100e 33316x
Rz = 0.8361
\
\.
)*_
0
0.0E+00 5.0E-05 1.0E-04
1.5E-04
Thicness of specimen [m]
Fig.3-33 Result of transmissivity
polymer.
(t)
against thickness
134
of
specimen
for
PBT-B
3.4ま とめ
レーザー溶着における溶融領域予測
レーザー溶着における最適溶着条件 の提案 のための溶融領域を算出する解析コ
ー ドの開発を最終 日標とし、部 品内部における伝熱現象 の検討 および 、光伝播解析
による光拡散現象 の検討 を行つた。解析 の結果、次の知見を得た。
1.吸 収 した熱量の部品内への熱移動
部品内部を対象とした伝熱解析 により、溶融領域 の予測を行なつた。各状態での
物性値を使用した結果 より、物性 の温度 による変化 の溶着幅へ の影響 は殆どな
いと判断する。解析結果 との実際の材料の熱分解温度 との比較から、レーザー光
が吸収側材料 に到達 し吸収されるまでの段 階で熱量が大幅 に減衰することが推
測される。これより、実際に発生しうる温度 と実験結果による溶融幅を満たす理想
的な熱量分布を算 出したところ、本解析対象 においては、レーザー熱量の 6∼ 7
割 ほどの減衰と、レーザー半径 の 1割 ほどの増加が起きている。よつて、レーザー
溶着においてレーザ ー光 の伝播過程 での熱量 の変化 が強く影響す ると判断す
る。
2
部品内部透過 に伴うレーザー熱量の変化
透過側部品内部を対象としたモンテカル ロシミュレーションにより、透過時の光拡
散 によるレーザーの散乱について検討 した。得られた結果より総熱量の減衰を確
認することが出来たが、分布 の変化は見られず、理想的な分布 を満たすためには
反射・屈折などの他 の光学因子を考慮する必要がある。
レーザー溶着における溶着効率測定手法 の開発
溶着条件 の 中で最も強く影響 を及ぼす因子 であるレーザー溶着効率を、精度 良く
推定する方法の開発を最終 日標 とし、レーザー溶着強度を表す新たな指標 の検討 を
行つた。解析 の結果、次 の知見を得た。
1.溶 着試 験後 における試料断面観察の結果、溶着過程 における過大なレーザー照
射 により樹脂は容易に分解する事から、溶着条件を最適化するためには、レーザ
ー効率を正確 に求める必要がある。
2
拡散項を考慮した「吸収エネルギー」を用 いることで、スキャンスピード、透過側厚
み、試験片形状 によらず、溶着強度発現機構を表現できる事が分かつた。
135
3.レ ーザー溶着強度を表す新たな指標 である「吸収エネルギー」を用 いてレーザー
溶着効率を求めた結果、PBT樹 脂 の溶融温度から求めた溶着効率と分解温度か
ら求 めた溶着効率 は一致し、その値 は約 045で あつた。
4
吸収側樹脂 におけるレーザー光の吸収係数を測定した結果、溶着界面から内部
に 10011m程 度 レーザー光は透過されており、この事がレーザー効率低下要因の
一つと考えられる。
136
3.5使 用記 号
α
エネル ギー 変換係 数
t-l
ら
比熱
I J/(kg'"c) ]
グ
ビーム径
Inm]
D
1mm2. s-r I
島
熱 拡 散係 数
吸収 エ ネル ギー
I J'mm-31
島
供 給 エ ネル ギー
1l'mm-21
新 規 に定 義 した供 給 エネル ギー
I J. s-t.mm-2]
カ
熱伝 達係 数
t
′
厚み
Imm]
ち
飛 行 距離
Z
代表長 さ
lml
lml
Zα
P
潜熱
レー ザ ー 出力
Pr
プラントル 数
,
発熱 量
エネルギー 流 束
t
吸収熱 量
レー ザ ー 光 半径
trl
R
S
乱数
t-I
溶着 強度
tNl
′
時間
lsl
r
温度
乃
室温 ←
t"c l
t"c l
Es′
9の
2
w(-'."C) l
I J/ke ]
twl
t-l
J/(-'.0l
I J' s-t' mm-2 ]
lml
C)
"°
材 料融 点
△r
温度 差
rcl
t'cl
k
スキャン速度
Imm's
″
溶着幅
Imm]
x軸 座 標
無次 元 x軸 座標
y軸 座標
無次 元 y軸 座 標
z軸 座 標
無 次元 z軸 座 標
[-]
χ χ
Ъ
ツ /
t-l
lml
z Z
t-l
lml
t-l
137
I
α
[-'a]
['c']
β
熱拡散率
熱膨張係数
方位角
吸収係数
熱伝導率
動粘度
円周率
密度
透過率
天頂角
θ
Irad]
κ
λ
[-"']
lw(m"c)l
ν
π
[-'a]
t-1
ρ
lkg/m3
l
τ
t-l
¢
lradl
o添 え字
α
αb
S
″
空気
レーザー光吸収側試験片 (吸 収材)
固体物性
レーザー光透過411試 験片 (透 過材 )
垂直に直立する平板上に発生する自然対流に関する相関式】
【
Nu″
=0.5550 Prソ
4,Gr=ザ ,Pr=芳
Nu,, = 0.555(Gr'Pr)v4,
3,Pr=L
・△r・ ちら
β
Gr=g・
α 。
1/α
N″ 数の定義式】
【
Nu″
年,Nuぁ =7
吸収された熱量の理想的分布 における半径】
【
β
熱分解温度 における熱量
溶着幅が一致する条件 での熱量
tMW/m'zl
tMW/m'zl
C
溶着幅
lmml
И
138
第 4章 結論
様 々な種類 の熱可塑性樹脂製 品が数多くある中で、各用途に応 じて最適な設計を
行わなければならない。ポリアセタール (POM)樹 脂は歯車、軸受けなど摺動性を必要
とす る工業部材 の多くに採用されており、実用段階 において摩擦や摩耗などの使用
環境 によつて起こる問題 について、理論的にその現象を予測 し、摺動条件 を最適化
することが重要である。またポリブチレンテレフタレー ト(PBT)樹 脂は高い耐熱温度や
電子部品用 のフタ・ケース用材料 として採用さ
優れた電気特性を持 つことから、電気 。
れており、レーザー溶着過程 において、レーザー照射 による発熱量を制御し、溶着条
件 を最適化 させる必要 がある。本論文では上記熱可塑性樹脂 の最適化 を目的とした
数値解析コードの開発を行い、POM樹 脂 については、摺動面で発生した摩擦熱 の熱
移動現象 について検討 した。また、PBT樹 脂 については、各 々の移動現象 が溶融領
域 に与える影響 について検討 した。これらの検討の結果、以下のことが分かった。
POM樹 脂 における摺動条件 の最適化
1.摺 動面温度に関す る数値解析 の結果より、金属シャフトヘの熱伝導および空気 の
自然対流は、摺動面温度にほとんど影響 を及ぼしていないことから、無視できるほ
ど小さいということが分かつた。また、このことから、実際のモデルにおける熱移動
は、樹脂 の回転 によつて発達す る層流 の強制対流伝熱 が支配的であることが分
2
3
かった。
片側間欠摺動形態 における数値解析 の結果より、連続摺動側 では摩擦 に伴う熱
が保持される一方で、間欠摺動側 に与えられた熱量は空気との接触 により瞬時に
空気 中に逃げる。そのために、間欠摺動側 では温度の急低下が起こり、間欠摺動
側 の部品は連続摺動側 よりも材料 の溶融流出が遅れることが明らかになつた。
これまで実験における限界滑り速度を材料 の溶融を目視 により確認 した際の速度
で決定していたが、本研究 にて作成 した二次元解析コードを用いる事でどのよう
な小さい top partで も正確な限界滑り速度を算出することが可能となつた。
PBT樹 脂における溶着 条件 の最適化
1.解 析結果 との実際の材料 の熱分解 温度との比較から、レーザー光が吸収側材料
に到達し吸収されるまでの段階で熱量が大幅に減衰する。また、透過側部 品内部
を対象としたレーザーの散乱を検討 した結果、総熱量の減衰 を確認す ることが出
来たが、分布 の変化 は見られず、理想的な分布を満たすためには反射・屈折など
の他 の光学因子を考慮する必要がある。
139
2.拡 散項を考慮した「吸収エネルギー」を用いることで、スキャンスピード、透過側厚
み、試験片形状 によらず、溶着強度発現機構 を表現できる事が分 かった。この
「吸収エネルギー」を用いてレーザー溶着効率を求 めた結果、PBT樹 脂 の溶融温
度 から求 めた溶 着効率 と分解 温度から求めた溶着効率は一 致 し、その値 は約
0.45で あつた。吸収側樹脂 においてレーザー光 は樹脂内部に 10帥 血 程度透過 し
ており、この事がレーザー効率低下要因の一つ と考えることができる。
本論文で得 られた知 見を指標とすることで、より精度の高い熱可塑性樹脂部品の設
計開発 ができることが確認 された。一方、摺動 に関する今後の課題 としては、歯車など
の両間欠摺動形態における放熱 の影響 を明らかにする事で、更に広い範囲の摺動部
品が設計段階で予測可能 となる。また溶着 に関しては、レーザーが伝播する過程での
レーザー光径 の変化 が溶着幅 に大きな影響 を及ぼす事から、透過過程 におけるレー
ザーの散乱、反射 などの影響 について知 見を得 ることによつて、更なる溶着時のメカ
ニズム解明が可能となる。
140
第 5章 ヲ1用 文献
1
2
3
4
エンジニアリングポリマー"(化 学 工業 日報社 )(2006)
“
エンプラの本 第4版 ",(エ ンプラ技術連合会 )(2004)
“
永井雅之,“ ポリアセタール樹脂 の 自動車用途 へ の応用",月 刊トライポロジー,200910
Y Ta」 ima,and T Itoh,“ Creep Rupturc Propcrtics of Homopoけ met cOpolymet and
Tcrpolン mcr
5
田島義 久
Bascd on poMOvmcthylcnc)",J物 ムPο ″″
肋 j,116,3242-3248(2010)
,大 沼 宏 ,“ ポ リア セ タ ー ル の クリー プ 破 壊 特 性 ",高 分 子 論 文 集 ,61,No n,
567-572(2004)
6
坂井建宣,上 野宗一郎 ,山 田幸市 ,宗 官詮 ,“ ポリアセタールの結晶状態を考慮 したクリ
ープ解析 t実 験力学,9,No4,383-394(2009).
7
ヽこRowlcs,``Cclancx the....oplasic poけ cstCr(PBD'',コ ン%″ ′
αお &Dの な ,7,Issuc 2,89-94
(1986)
8
大塚弘 巳,望 月智仁 ,大 須賀晴信 ,“ そり変形解析 によるリブ変形 の予測精度",成 形加
]1,13(2),102-105(2001)
9
三輪勝 正,“ PBT二 重成形 の密着信頼性 ",成 形加 工,16(2),104-108(2004)
10
岡秀樹 ,成 田量一,秋 庭義 明,田 中啓介,“ ガラス短 繊維 強化
PBT樹 脂材料 の疲労強
度 に及ぼす平均応力 の影響 ",材 料 ,55,No 10,951-957(2006)
1l
F Folgar・ and C L Tuckct``Oricntation behavior offlbers in concentrated suspcnsions'',J
Rι げ
′腸 ∴ ″ り3,98-119(1984)
`ο
12 G B Jcmcり し“ThC
Sο σ ιο
″滅 Sο z
13
motion of ellipsoidal pa■ iclcs immcrscd h a宙 scous iuid",PЮ c R9ソ
И ,102,161‐ 179(1922)
S (■ Advani, and C L Tuckeち ``ne usc of tcnsors to dcscribc and prcdict flbcr
orientation h shOrt flber composites'',JR力
14
J.S.Cintra,and C L Tucket“ Orthotropic closure approxirnation for flow― hduccd flbcr
orientation'',J」 骸
`ο
15
′οl,31,751-784(1987)
ι,39,1095-1122(1995)
E J Hinch,and L G Leal,``The efbct Of Bro■ llian motion on the rheological propcrtics
ofa suspcnsion ofnon― spheHcal particlcs'',J FJ2,グ ル″σた,52,683-712(1972)
16
E J Hinch,and L G Leal,“
Constltutl■
c equatiOns in suspcnsion mcchanics P祀
.
Approxhate forlns for a suspension Of rigid particles amcctcd by Brownian rotations'LJ
FJ4/jグ
ル物οみ,76,187-208(1976)
17 V Verlqye,and F Duprcti``PrCdiCtion ofthe flber Oricntation in complcx ijcclon molded
parts'',Proι
/Sル E'9,″ ワ
″た′И″′″
α′ル43,175,139-163(1993)
18 D H Chung,and T H Kwon,`Improvcd model of or■ Otroplc closure approximation for
flow induced flber oricntation'',Pο 夕
“
Cο η
141
οS,22,636‐ 649(2001)
19
青木 現 ,“ 薄 肉製 品 にお ける LCP充 填 挙 動 の検 討 ',成 形加 エシンポジア,5-6(2006)
20 K Yamadι and K.Tomari,`電 valuation
of Mechallical Propc■ ics of Attacent Flow
Weldlhぴ ',fbryaル g,′ .,45(8),H80‐ 1186(2005)
21
高 野 英 吾 ,熊 谷 宏 ,姫 木 浩 明 ,“ 樹脂 部 品 の疲 労解 析 ",自 動 車 技術 会秋 季 学術 講 演
会 前刷 集 ,No 121-07o007)
22.奥 泉 了 ,青 木 現 ,“ 樹 脂 部 品 に対 す る C俎
118‐
23
の 活 用 と課 題 ",日 本 ゴム協 会 誌 ,77(4),
123(2004)
有 限会社 テクノリサ ー チ編 、調 査 結 果
24 A Scha1lЯ mach,``Strcss wavcs in a slmhg contact Part l:Exp血 elltal
stuげ
',ラ
た銑
17,
301-312(1971)
25
Y Fukallori,and H Yamazaki,``Mechanism of rubbcr abrasion Part I:Abrasion pattem
fonnation in namal mbber vulcanizatc",形 ar,171,195‐ 202(1994)
26.
L K Lanca"oち
`■
VLchanism of rubbcr abrasion:Pan 2 Gcncral rulc in abrasion patcrn
fol...aim in rubbcr like mate五 als'',陽 ″ ,14,223-239(1969)
27 P.H Shipway,and N K Nago,“ Microscalc abraslve wear ofpolymttc matc山1ゞ ',殴 ″
255,742-750(2003)
ma
28.Y Uchサ Я
and K Tallaka,`η Vcar laws for polytetra■ uorocthylenet形
″,58,223-235
(1980)
29. YJ.Merglcr・ R P Schaakc and A.J.Huis h't Vcld,`lⅥ a"五 altransfcr ofPOM h slidhg
7,256,294-301(2004)
contact'',″ 夕α
30 S Odi― Owei,and D J SchⅢ
Cr;“ THbologlca
bchaviour ofunfllled and compositc
polyop■ ethylcnc'',″ υ6%148,363-376(1991)
31
渡 辺真 ,山 口春 千代 ,“ 熱可塑性樹脂 の磨耗 に対する摩擦条件 の影響 ",日 本潤滑学
会通常総会研 究発表予稿集 ,29,193-196(1985)
32
田中久一 郎 ,“ プラスチック材料 における温度 上昇 と潤滑性能
(ト
における熱
ライボロジー
の諸問題 く特集>)",潤 滑,27(11),807‐ 8H(1982)
33
34
田島義久,“ アセタール 樹脂 の摺動機構解析",成 形加 工,15(12),811-814(2003).
遠藤 吉郎 ,岩 井 善郎 ,“ 鋼 の摩耗 に及 ぼす試 験方式 の影 響 ",潤 滑 ,25(7),473-480
(1980)
35
曾 田範宗,森 正 緑,“ 10-1耐 sか ら 102耐 sに わたる広範 囲速度下の炭素鋼 の摩耗 の基
冽ヽ牛争セ主キ場‖争'',31(4),245-251(1986)
36.市 毛弘宣,“ 高分子 の摩擦磨耗特性 ",出 光技報,33(3),335-340(1990)
37
各種 プラスチック材料 のアブレー
内山吉隆,“ プラスチック材料 の摩擦・摩耗特性 Ⅳ
シブ摩耗特性 ",プ ラスチックエージ,31(10),145-152(1985)
38 P Samyn,and P De Bacts,`THction and wcar of acctal:A mattcr of scJo'',Й たのら259,
697-702(2005)
142
39 R Samyn,P Bacts,G Schoukens,and J Quintelieち “
Wear ianstions and"abillty of
polPxン mc」けlCnc homopollncr h highし
40
loadCd applcations comparcd to sman― scale
testing,"ル プ
bο ;oす み た 醐jO″ 440,819-833(2007)
“
加 田雅博 ,“ 樹脂 しゅう動部品の摩耗予測技術 の確 立",平 成 18年 度 山形大学博 士論
5こ (2007)
41
加 田雅博 ,“ エンジニアリングプラスチック歯車 の技術動向"、 月間トライボロジー2006年 6
月号 (2006)
42
加 田雅博 ,“ 摩耗粉 の移着を利用 した低摩耗設計 の検討",プ ラスチック成形加 工学会、
発表予稿集 2006年 5月 (2006)
43
野 呂瀬 進 ,“ 磨耗現象と磨耗試験法",日 本機械学会創 立 loo周 年記念講演会機素潤
44
滑設計部門講演会講演論文集 ,156‐ 157(1997)
山 口章二 郎,“ プラスチック材料 の潤滑性 -6-す べ り摩耗特性 についてt工 業材料 ,28(3),
103-113(1980)
45
46
47
市橋俊彦 ,“ 摩擦・摩耗 の評価試験方法",ト ライボロジー入 門講座教材 33rd,71(2002)
加 田雅博 ,“ プラスチックの摩擦・摩耗 の評価方法影響 ",成 形加 工 2006年 4月 ,(2006).
加 田雅博 ,“ ポリアセタールの限界 PV値 に及ぼすしゅう動接触幅 の影響",プ ラスチック
成形カロエ学会発表予稿集 2007年 5月 (2007)
48 M Yamane,T A Stolarski,and S Tobc,``Iniuence of counter material on friction and
wcar perfo....ance of PTFE― mctal bim呼 ooatings",r7・ め0′ ον れた″ α″ο″グ ,41,269-281
(2008)
49.
J. Bin― Bh et al, ``TribO10gical bchaviors of se"ral poけ mC■ poけ mCr sliding
combinations undcr dり
friction and Oil‐ lubricatcd cond■ ions'',
″υ
″,262, 1353-1359
(2007)
50 G Zhang ct al,``On dγ sliding friction and wcar bchaviour ofPEEK and PEE●
SiC
composite coatings'',″ υα′
,260,594-600(2006)
51
M Kada, and M Ishin、 va, “The influcncc of the sliding geometry on thc
polFcctal― Selccti“
廿ansfer
effect Of wcar dcbHs",ノ
、
vear of
′
ο
J,お ,51,
ク″ 肋οr7・ めο
147-154(2006)
52
加 田雅博 ,“ ポリオキシメチレン樹脂 の摩耗 における摩擦形態 因子 の影響",
プラスチック成形加 工学会発表予稿集 2005年 5月 (2005)
53.加 田雅 博 ,“ ポリアセタール樹脂 の限界 PV値 に与える摺動形態 の影響"成 形加 工,20,
No7,237-240(2008)
54
Y J Mcrglct R P Schaakc,and A J Huis h't1/eld,``Matcrial transfcr ofPOM in sliding
cont"r',″ υα′,256,294-301(2004)
55 N Laraqi ct al,``Tempcrature and divisiOn ofhcat in a pin‐
analytical sollltbn",形 ″ ,266,765-770(2009)
143
on‐ disc■ ictional dcvicc―
Exlct
56 K.Mao,`A nulncrical method for polylner composie gcar nash tcmperame prcdcti。 ピ
',
7そ り%262,1321-1329(2007)
57
H Benabdallah, alld D. Olclldcr2 ``Finltc clcmcnt simulation of the near of
polyoxymcthylclle in pin― on― disc coflMation",″
Zar.261,1213-1224(2006)
58 R Podra,and S Andcrsson,``Simulaing slidtt wcar n■ th flnic clcmcllt mcthoど
',
″α′ ″432,71-81(1999)
ルめο:osク た″
'ο
59 C.Gonzalcz.AM翻
`ヽ 千
umcrical
血 ,J
Llorct M A Garrido,M I Gomez,A Lcoand」 Rodrigucz,
analysis of ph on disc tcsts on Al■ 1/SiC composi“ s'',″ υar.259,609-612
(2005)
60 D―C_Ko,DI Kh alldB― M
Kim,``Fhltc clcmcnt a■ alysis forthc wcar ofTIN coated
punch h thc picrchg process'',ラ 物 αろ 252,859-869(2002)
61
ヽl Hcgadcka■e,N Hubcrand O Krat,``Modelhg alld simulation ofwcarin a pin on disc
。ν z′ 能 rs,24,51-60(2006)
伍 bomctcr",rr7ι ο′
62
V Hcgadekattc,S Kurzenhauset N Hubcrand O Kra■
,`7ゝ
prcdict市 c lnodcllng scheme
Jο ″
for wcarin dbomctcrs",rr7ろ ο′
ρク ル た α′
こ 41,1020-1031(2008)
63
“
J Jiang,and R_D Amcll,``On the nlnning― in bchaviour of dialllond-lkc carbon coaings
under thc ball― on disc contact gcometプ
64
',た ″,217,190-199(1998)
」 Ding,I R McColl,S B Lecn alld P H Shipway・
`ち
ヽfmltc clcmcnt bascd approach to
sllnulatmg■ e ettccts ofdebris on tteJttE wcar',″υα″,263,481-491(2007)
65 J_D範
,IR.McColl and S B Leen,``]Lc applicaion of ictttg wcar modcling to a
splme coupling",形 α′,262,1205-1216(2007)
66 1 R McColl,」
Dhg a■ d S B Lccn,``Finic clcmcnt simulation and cxpenlnental
validation of■ ettillg wcaF',″ 夕a%256,1114-1127(2004)
67 M_Kad■ and M Isttwa,``Study on■
poly∞mcthylene",J ttTι 乃 み″
68 M Kadち
`Ъ 』ucnce
SC・
e predi“on tcchnique of the wear amount of
ソ,100,4212-4218(2006)
ofsldlng nidth on thc mting PV value ofpolyacctal'',J″
Sο ο
“
ysrs,52,223-228● 007)
ο′
ρ
加 田雅博 ,“ ポリアセタール 樹脂 の摩耗を支配す る諸因子 の関係 ",プ ラスチック成形加
rr7ら
69
工学会発表 予稿集 2004年
H月
(2004)
70 M Rao,C J Hooke,S N Kukurcka,P Liao and■ l K Chen,``Thc cffcct ofPTFE on dle
sliang COntact'',POレ ″ L3SC・ ′,38,
■iciolll and wcar bchavior of polymcrs h rolli唱 ―
1946-1958(1998)
71 V K Stokes,`Ъ hing Mc■ ods
E′g Sc′
for Plぉ ics alld Pla並 c
Composics An wcrvim´
“
,29,No 19,1310-1324(1989)
72 J.R VLso■ ,`つ khcs市 e
',Pο レ
Bondhg of Polymcr Composie'',Pο ぃ 、町
1325-1331(1989)
144
SCJ,29,No 19,
73 M J 01ive■a,C A Bemardoand D.A Hcmslcy9``Morphology and Mcchanical Behavior
ofPol理 rOpylCnc hot plate Welds",Pο ″
E″
g駒 ′,41,No H,1913-1922(2001)
“
74 M.Gchdc,L Bevan,and G W Ehrenstein,7malysis of deforlnation of Poサ
Hot― Tod
prOpylCnc
Butt ttHs",Pο み物 勧 g&′ ,32,No9,586-592(1992)
75
M N Watson, and M G Murch, ``Receit Developments in Hot Pla“
76
″″ E″ g SC・ j,29,No 19,1382‐ 1386(1989)
邸建輝 ,高 畑宏樹 ,黄 玉東 ,播 裕柏 ,“ 結 晶性高分子材料 の熱板溶着 における界面構
Wcldhg of
Thcrlnoplastics'',Pο
造と溶着強度 の 関係 ",高 分子論文集 ,65,No3,235-341(2008)
77
高畑宏樹 ,邸 建輝 ,熊 沢鉄雄帯,工 藤素,鎌 田悟 ,"PPの 熱板溶着強度 に及ぼす溶 着
条件 の影響",日 本機械学会東北支部秋季講演会講演論文集 ,No 2007‐ 2(2007)
78 P Tappc,and H Potcntc,`Ne、 v Results on thc Spin V輌oldhg ofPlastics'',PO夕 働写 肋 J,
“
29,No 23,1655‐ 1660(1989)
79 A Benttar2 R V Eswaran and S K Nり
ar・
“Uitrasonic Wdding ofThel...oplastに s h thc
Near‐ Ficld",Pο ヶ″E等 &′
,29,No 23,1689-1698(1989)
80 V K Stokes,and S Y Hobbs,“ Sttcngth and Bonding Mcchanisms in Ⅵbr面 on― Welded
PolycarbOnatc to Poサ ethCrhidc JOilats'',PO夕 ″
81 V K Stokes,``Thickncss Emccts h the
肋 ブ,29,No
82
H
E写 &j,29,No 23,1667-1676(1989)
Ⅵ bratiOn Wclding of Polycarbonatげ ちPο ″〃 Eη g
23,1683-1688(1989)
Potente, and H
Kaiset ``Proccss Data Acquisltion in ヽ4bration 、
vcldhg of
ThcnnOpla"ic",3ο ″
“
E″ g&′
,29,No 23,1661-1666(1989)
83 V K Stokes,``Fatiguc Strength ofヽ lbration VVclded Thermoplastic Blltt Joints'',Pο ″
E″ g
“
Scj,32,No9,593-599(1992)
84 A K Schlarb,alld G W Ehrenstch,“ Thc lmpact Strcngth of Blltt Wclded
Wclds Rclated to Microstructure and Wclding Histoげ
',Pο レ″
Ⅵ bratbn
39&′ ,29,No
23,
1677-1682(1989)
85 W W Dulcン ち``C02
Lascr Weldhg Of POけ mCrs'',Pο レ″ 勿
SC・
′,32,No9,582-585
(1992)
86.大 島昌直,“ エンジニアリングプラスチックのレーザー溶着加 工 について",成 形加 工,18,
No6,385-390(2006)
87
古藤祥 司,佐 藤 公俊 ,田 原敬洋,“ 異種材接合 における界面分析 とシミュレーション",
成形加 工,19,No4,222-227(2007)
88
中村秀生 ,寺 田真神樹 ,“ 半導体 レー ザによる樹脂溶着 ",溶 着学会誌 ,72(3),29-32
(2003)
89
片 山聖 二,川 人洋介 ,丹 羽悠介 ,丹 下章男 ,久 保 田修 司,“ ステンレス鋼 と非結晶性 ポ
リアミド樹脂とのレーザ 直接接合 ",溶 着学会論文集 ,25(2)316-322(2007)
′十
90
官下幸雄 ,中 川幾太郎,許 金泉,武 藤睦治,赤 堀匡俊,奥 村勇人,“ 非定常熱伝導
境界法を援用したレーザによる異材接合手法 の提案",溶 着学会論 文集 ,23(1)16-24
●005)
91
佐藤公俊,斉 藤卓志,黒 崎晏夫,“ 半導体 レーザによる多 自由プラスチック溶着",
ZEノ ル切
E4125,No.2,200-205(2005)
“
92
畑瀬芳輝 ,“ レーザ透過溶着用 の黒色色素開発 ",プ ラスチックス,54,No.964-68(2003).
93.長 谷川達 也 ,“ レー ザ溶着 による熱 可塑性樹脂 の2次 加 工",プ ラスチックス,57,No7
67-73(2006).
94
塩澤肇,“ プラスチックレーザ溶着とその効果",プ ラスチックス,55,No.871-74(2004).
おE昭
95 J P Coelho ctal,“ High― spccd laser welding ofplastic flhns'',ρ レ Z♂ ι
,
Vo1 34,No4/6,385-395(2000).
96 S ntγ at
and Y ttlⅥ 価 0,`■かけ dhctjohhgofmctalandPLtti",Sar″
`α
ttliα lrol.59,Issuc 12,1247-12502008)
物妬σ
97 M■ ic,ct al,`つ iodc
laser welditt ofABS:Expcrhcnts alld proccss mOdelhピ ',(ン lZの ″
2cレ ο′,Vol.41,No5,608-6149009)
由ヽα
″1シ ι
98 Y Kurosaki,“ Radiat市 c heat mnsfcr h plastお wcldhg proccss",JO″ α
4ψ らV0193,No.1/3,2541c2005)
助 ″α′ルα
99 M Yamakawa.ct al,``Study on Laser Welding ofTranspttnt Therllloplattc rcsh Plates'',
Tras“ 力 ″sグ ル
`Jar“
肋 οたク グ 滋
た″ 勲
`力 “
(2008).
鋼 ,Sttes C,74(744),149-153
"′
100 M Yamakawa7 d d,“ Relttbn Bcneen Rcsidual St・ ess andWeldtt Strcnd h Lascr
sゲ ″セ J″ 肋οた夕 げ
Wclding of■ crmoplastic Resin Platcs",rrals“ ヵ″
“
ル脅ο物
101
α′耽
215(2008).
加
``rs,Scncs C,74(748),210‐
M.Yamakawa ct al,``Simul麗 ons Obscrv前 oll of Tcmperanc and PhOtoelastic Fringes
"た
h Lascr Weldhg of Thcrn■ oplastic Rcsh PIttcs",多 切 S“ ″0″ sゲ 滋
擁 ι力α″た″ 耽
102
加
`′
お,SCrics C,75(750),243-247(2009)
幅 Saο たヶ グ
'増
塩澤肇,“ 技術解説 プラスチックレーザ溶着 とその効果 ",プ ラスチックス,55(9),71‐ 74
(2004)
103
A.Bappa d d,“ Prediction fo wcld strenght and seam wldth for laser transmission
WCld● 3 0f thcrlnoplastic ushg rcsponse sCace mcthodoloが
■″″ο咽 ,41,956‐ 967(2009)
104
■
Hascgawa∝
物
105
§∝ Jの
al,`Ъ ascr
9F」 嘘
jο
',(ン 虚
&Z“ ″
Lap Weld範 of ThCrlllopla"お Pl激 es",}“s“″0ぉ グ ″
α′E″gJ″ ιι4s,SdesC,67(661),249-253(2001).
`λ`確
■ Hasegawa ct al,`Ъ ascr Lap Wcldhg of「 Lcnnoplastお Plates(2nd Rcport,Rclation
bdweell Encrgy Flux and hadidion Thc tt Limis of Weldh9",ル 劉 ″ 力 ″Sげ ″′
″
“
ル gttι ars,Scmes C,67(661),254-257(2001)
睦ο
物″滋′
肋ο
たクげ」
146
106. T Hascgawa ct al,``Lascr Lap Wclding of Thc....oplastic Platcs(3rd Report,DiscussiOns
on Wclding Condtions by Means of Numcrical Simlation)'',卜無 S″ ″ο″sο ′励ι工ηα″
肋ο
セクグ レ
CЙ
“
たグE4gれ ぉ,Scrics C,68(673),240-245(2002)
`ι
107 M Chen ctal,``Ered of carbon black on light transmission in lascr wolding of
thel...oplasucs'',ぁ
108.
″″グ qル И夕
′
ο
ガα′
sP″ 0′ ∬加g2ο Й″οlo9,211,43-47(2011)
K Sato et al,``Comprehens市
cN、lding
ofThermoplastic by a Diode Laser'',IE〃
ル α″s
E● 125,pp 200-205(2005)
109
110
化 学 工 学会 ,新 版 化 学 工 学 解 説 と演 習 ,(朝 倉 書 店),pp 73(1999)
荒川 忠 ― ,数 値 流 体 工 学 ,(東 京 大学 出版 会 ),pp 48-53(1994)
lH J.P Holman,“ Hcat
Transfcr 8・ Ed■ ion",McGra、 v― Hill,pp 363(1997)
112 Welty ct al,“Fundalnentals ofMomentum,Hcat,and Mass Transfcr 4・
Edition",Wiley,
pp.297(2000)
113 L A Dorfman,“ H,drOdl■ lalnに
Rcsistancc and thc Hett Loss ofRotating So■ ds",
01市 er and BOyd(1963)
114
大 中逸雄 ,“ コンピュータ 伝熱・凝 固解析入門 ―鋳造 プロセスヘ の応用コ',(丸 善),
pp 196‐ 208(1985)
115
ポリプラスチ ックス株 式 会 社 ,実 験 結 果 ,未 公 開
116 WR.Ⅵ cth,``Difhsion
ln and Through Poサ
147
merS'L HANSER(1991)
第 6章 謝辞
本研究の遂行および本論文の作成 にあたり、懇切なる御指導と格別なる御配慮を賜り
ました大阪大学大学院基礎 工学研究科 岡野泰則教授、静岡大学創造科学技術大学
院 須藤雅夫教授 に篤く感謝の意を表し、深く御礼申し上げます。
本論文をまとめる過程で有益な御指導と貴重な御助言を頂きました、静岡大学創造科
学技術大学院 中山顕教授、金原和秀教授、刊
│1泰 弘教授 に深く
感謝致します。
研究上の諸事 に対して御協力を頂きました伊藤雅美秘書 に篤く御礼 申し上げます。
また本研究を遂行するにあたり、親切なる御指導、御助言を頂きました大阪大学大学院
基礎 工学研究科 高木洋平助教、トヨタテクニカルディベロップメント株式会社 森智子
様、住友化学株式会社 曾根聡大様 に篤く御礼 申し上げます。
ポリプラスチックス株式会社 の日島義久所長、加 田雅博氏、廣田晋一氏、平田邦紘氏、
には終始親切なる御指導を頂き、深く感謝致します。
本研究期間中、多大なる御協力を頂いた岡野研究室 (静 岡大学、大阪大学)の 方 々、
須藤研 究室の方 々、ポリプラスチックス株 式会社テクニカルソリューションセンターの
方 々に深く感謝致します。
最後 に本論文をまとめる期間、辛抱強く私を支えてくれた家族 に心より感謝致します。
148
Append破 本研究の業績
学会誌等 における誌 上発表
1
Y.Takagi,T.MoH,Y Okano,M.Kada,S.HhtL R Okuizumi,Y Tttima,“
A
Nttcal Shulaion forthc Sliding SCace Tempcrame Of P01yoxン methylene't
Tdbology Online,5(3),1232010)
R Okuizlm,S.Hirota Y Takagi,M.Sudoh,Y Olcano,``Process analysis of laser
welding mcthod with polybutyleneterephthalatc cBT)",Advanccd Matenals
Research,222,150(2011)
3.
Y.Takagi,A.Sone,K.Mizoguchi,Y Okano,R Okuizlmi,M.KadL S.Hirota,Y
Taiima, `T輛 囲erical inve並 g“ on of the limiting sliding condi■ on of
polyoxyme■ylenc wi■ various sliding geomew'',Advanccd Matedals Rescarch,
222,247(2011)
プロシーディング
1
森智子,平 田邦紘 ,岡 野泰則 ,加 田雅博 ,奥 泉了,田 島義久,“ ポリアセタール
樹脂 の摺動 面温度 に関す る数値解 析 ",化 学 工 学会第 73年 会講演論 文集
(2008年 3月
17‐ 19日
、静岡大学)
T.Mori,K.Hirata,Y.Okallo,M Kada,R.Okuizllmi,Y Tttima,`NumeHcal
simulation for the sliding suacc temperamc of p01yOXymethylenc'', The
proceeding of thc 19th lntemational Sン mposium on Transport Phenomena(IS羽 P)
(ICeland,August 17‐ 212008),in CD―
ROM 70
3.曾 根聡大,高 木洋平,岡 野泰則,加 田雅博,廣 田晋―,奥 泉了,日 島義久,“ ポ
リアセタール樹脂 のしゅう動面温度 におよぼす接触面積 の影響",化 学工学会第
41回 秋季大会講演論文集 (2009年 9月 16‐ 18日 、広 島大学)
149
4.
Y Takagi,A Sone,T.Mo五 ,Y.Okano,R.Okuizullli,M.KadL S.Hirota,Y
Taim亀 `Numerical prcdiction of the surface temperature of polyoxymethylcne
with various slidng geomew'',The proceeding Of CHEMECA 2009 cAustralia,
Septcmber 27‐ 302009)in CD‐ ROM
5.
285
A Sone,T MoH,Y.Takagi,Y Okano,R.Om別 mi,M.Kadち S.Hirot Y
on the SCacc
Temperame of POlyoxymethylme",■ e procccttg ofthe Nm Sympodutn on
Taiimち `NumeHcal Study for thc Effect of Sliding Geometり
Computational Heat Transfer and Fluid Flow(ASCHT09)(KorcL October 20‐ 23
2009)ASCHT2009‐ abs055
6
廣 田晋 一 ,奥 泉 了 ,“ レー ザ ー 溶 着 法 にお ける適 切 な条 件 の 予 測 ",成 形 加 工 学
会 第 21回 年 次 大 会 講 演 論 文 集 (2010年 6月 1-2日 、東 京 )
7.
R.Ohizl― ,S.Hirottt Y.Takagi,A Tanaka,M.Sudoh,Y.Okano,“
¶に study of
the thc■ nal d]Lsion in a lascr、 vcl(五 ng ofthe....oplastic polymer',Thc prOceeding
ofthc 21th htcmational Syη
叩osiuln on Transport Phenomena cS]P)(Kaohsiung
City,Tatwan,November 2-52010)in CD‐
ROM
R. Okuizumi, S. Hirota, M. Sudoh, Y. Okano, "Development of a measurement
system of laser efficiency in the crystalline polymer welding process", The
proceeding of the Inter-Academia 2011 (Sucevita, Romani4 September 26-28
2011).
9.奥 泉了,廣 田晋一,須 藤雅夫,岡 野泰則,“ 結晶性高分子材料 のレーザー溶着
における溶着効率測 定手法 の開発 ",日 本機械学会熱 工学コンファレンス20H
講演論文集 (2011年 10月 29‐ 30日 、静岡大学)
150
学会 における日頭発表
国 際会 議
1 0T Mori,K Hirata,Y Okano,M Kada,R Okuizumi,Y Taima,`Nwncrical
simulation for the sliding surface tempcraturc of polyoxymc■
ylcnc",The 19th
lntemational Symposium on Transport Phenomena(ISTP)(2008 August 17‐
21,
Iceland)
2 0R Okuizllmi,A.Sone,T.Mori,Y Okano,M Kada,S.Hirota,Y Tttima,
`Nulnedcal and cxperimental stuけ ofthe emect of sliding geometり on the surfacc
tcmpcrature of polyoxymethylene", Thc 20th lntemational Symposiuln on
Transport Phenomena(ISTP)(2009 July 7‐ 10,Canadの
3. OY.Takagi,A.Sone,T MoH,Y.Okano,R.Okuizumi,M ua,S Hirota,Y
Tttim■ `Nulnerical prediction of the surfacc tcmperame of p01yOxymethylene
with various sliding geometり '', CHEMECA 2009(2009 September 27-30,
Australial
4
0A.Sonc,T MoH,Y.Tよ agi,Y Okano,R.Ok」 zumi,M Kada,S Hirota,Y.
Taima,`NulneHcal Study fOr the Effect of Sliding Geometry on the Surface
Tempcrature of Polyoxン methylenc",The Asian Symposiuln on Computational
Heat Transfcr and Fluid Flowぃ SCHT09)(2009 0ctober 20-23,Koreal
5 0Y Takagi,T.MOri,Y Okano,M Kada,S,Hirota,R Okuizulni,Y Taima,“
A
Nulnerical SimulatiOn for the Sliding Surfacc Tcmperature of Polyoxyme■ ylenc",
Intcr― Academia
2010,(2010 Aug。 9-12,Riga Lat宙
al
6 0R.Okuizulni,S.Hirota,Y Takagi,M.SudOh,Y Okano,“
Process analysis of
laser welding method with polybutylencterephthalttc(PBT)'',Inter‐ Academia
2010,9010 Aug.9-12,Riga Latvial
7 0R.Okuizulni,SH■ ota,Y.Tよagi,A.Tanaka,M SudOh,Y Okano,“
The studD7
of the therrnal difhsion in a laser、 velding of thermoplastic polymer',Thc 21th
lntcmational SympOsium On TranspOrt Phenomcna(ISTP)(2010 November 2-5,
Kaohsiung Ciサ ,TaiNS
8 0R.Okizulni,S Hirota,M.Sudoh,Y Okano,`■ )cvelopment of a measurement
system of lascr cfEcicncy in the crystallinc polン Tncr welding process'',
Intcr―
Academia 20H,(20■ Scp 26-28,Suc"ita Romanial
国内会議
1.○ 森智子,平 田邦紘 ,岡 野泰則 ,カ ロ田雅博 ,奥 泉了,日 島義久,“ ポリアセター
ル 樹脂 の摺動面温度 に関する数値解析 ",化 学 工学会第 73年 会 (2008年 3月
17-19日 、静岡大学)
2 0曾 根聡 大,高 木洋平,岡 野泰則 ,カ ロ田雅博 ,廣 田晋一,奥 泉了,田 島義久
,
ポリアセタール 樹脂 のしゅう動面温度 におよばす接触面積 の影響",化 学 工学
“
会第41回 秋季大会 (2009年 9月 16-18日 、広島大学)
3 0廣 田晋一,奥 泉了,“ レーザー溶着法における適切な条件の予測",成 形力日工
学会第21回 年次大会 (2010年 6月
1日 -2日
、東京)
4 0奥 泉了,廣 田晋一,須 藤雅夫,岡 野泰則 ,“ 結晶性高分子材料 のレーザー溶
着 における溶 着効率測定手法 の 開発 ",日 本機械 学会熱 工 学 コンファレンス
2011(20H年 10月 29-30日 、静岡大学)
受賞
1.
Young Researchers Prize
"Process analysis of laser welding method with polybutyleneterephthalate @BT)",
Inter-Academia 2010, (2010 Aug. 9-12, Riga Latvia)
2.
Young Researchers Prize
"Development
of a
measurement system
of
laser efficiency
polymer welding process",
Inter-Academia 2011, (2011 Sep.26-28, Sucevita Romania)
152
in the
crystalline
© Copyright 2026 Paperzz