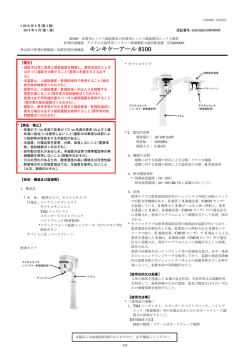
オペレーション部門賞 TMJ ●受賞企業レポート IE手法で苦手作業を洗い出し 「Low」から「High」へ生産性を向上 製造業のクライアント企業から 処理に手間取る。研修が実 務に 不良品の交換受付と修理の受付 即していない」などの声が、 “効率 対応業務を請け負った T M Jの札 が悪く、経験が長い”組からは「処 幌コールセンターは、 「正確かつ 理に苦手意識があるが、何が苦手 迅速な対応」をミッションに掲げ かわからない」などの声が出た。 て改善活動に着手した。正確 性 この結果から全員の作業時間 については継続的な改善の成果 を計 測し、個々の苦手 作業の特 で高いレベルを維 持していたた 定が必要と判断。同時に、各工程 段階に分類し、そのうえで 77 工程 め、 「とくに迅速性、効率性の向 におけるボトルネックを抽出し、き に細かく分 解、それぞれに標準 上が大きな課題」 (第 1 事業本部 め細かい改善が大切だと考えた。 作業時間を設定した。次に業務の 第 5B U の尾崎 達也 氏)となって これらの分析は従来の手法で 様 子をビデオ撮影して実際の作 いた。 は困難だ。そこで製造業の改善活 業時間を計測。撮影映像をディス 具体的な改善点を明確にする 動で用いられる「 I E(Industrial プレイと P C 2台で分析し、全工 ため、業務ごとの処理時間を調べ Engineering)手法」を採用し、① 程 40 回以上を記 録する。その結 たところ、 「不良品の代替品手配」 工程の分析(現状の把握)、②ビ 果を標準作業時間と比較したとこ に最も時間を要していることが判 デオ撮影による稼働分析(計測)、 ろ、12 工程で標準時間より150% 明。その処理時間を短縮し、処理 ③標準作業時間との比較 ─の 以上かかっていた。 件数を約 30%アップさせることを 手順に沿って、オペレータの苦手 さらに計測結果を分析すると、 目標に改善活動を開始した。 分野や時間がかかっている作業 オペレータごとの苦手な工程や 達成に向けた第1段階として現 の洗い出しに着手する。 作業の理解不足の分野が明確に 場の状況を分析。業 務 効率が悪 い“ローパフォーマー”は社 歴や 経 験に関係なく存 在することが 1時間あたり処理件数40%アップ 育成スピードは30∼50%向上 第1事業本部第5BU の宗川真悟氏(左) 、尾崎 達也氏 (右) なってきた。改善に向けて、 「苦手 分野のピンポイント指導」や「研 修カリキュラムの見直し」、 「ツール わかった。該当者にヒアリングす 具体 的には、まず業 務フロー の改善」などを即座に実施。業務 ると、 “効率が悪く、経験が浅い” をIE 手法に基づき、 「入力」 「調べ のアサイン回数によって、処理ス 組からは「わからないことが多く、 る」 「チェック」 「運搬」 「停滞」の5 ピードに差があったことから、業 務アサイン率の最適化も図った。 図 IE 手法の TMJ への転用 IE 手法の種類 工程分析 (現状の把握) 稼動分析 (計測) 重点の発見 用いる IE 手法を 整理 IE 手法の手順 TMJ への転用 工程を分解する 標準作業時間を設定 「業務フロー」を「作業工程」に 分解、標準作業時間を設定 計測 全工程、40 回以上の 計測を自動記録 作業工程を 定量的に把握 標準作業時間と比較し 改善の狙い目を絞る 定めた IE 種類から ビデオ撮影による 具体的な手順に 落とし込み 結果、1時間あたりの処理件 数 が 1.72 件 から 2.42 件 へ上 昇。 処 理 効 率 30 %の目標 に 対して 40%を達成した。研修の見直しな どにより育成スピードも30∼50% もアップしたという。 Computer TELEPHONY 2014.11 67
© Copyright 2026 Paperzz