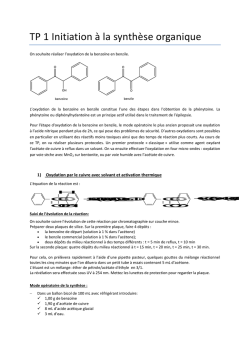
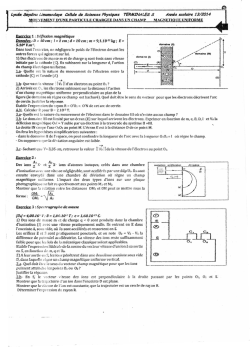
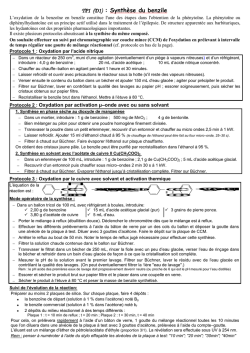
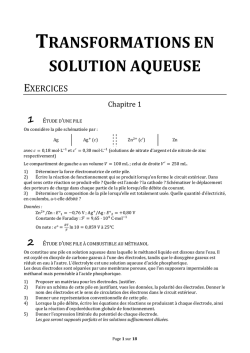
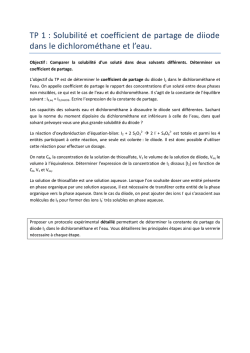
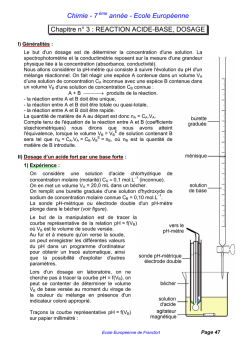
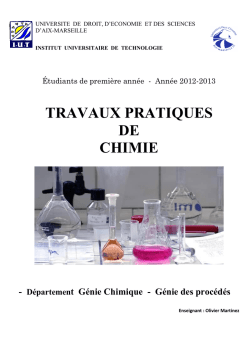
Traitements chimiques et physico-chimiques des déchets par Jacques BOURGOIS Docteur ès sciences Professeur Bruno DEBRAY Docteur Chargé de recherche et Valérie LAFOREST Docteur Ingénieur de recherche École nationale supérieure des mines de Saint-Étienne 1. 1.1 1.2 1.3 Considérations préalables ..................................................................... Objectifs........................................................................................................ Gisement des déchets concernés............................................................... Choix et mise en œuvre d’un procédé de traitement ............................... 2. 2.1 2.2 Traitements chimiques ........................................................................... Oxydoréduction ........................................................................................... Mise à pH/neutralisation. Précipitation. Décantation............................... — — — 3 3 7 3. 3.1 3.2 3.3 3.4 3.5 3.6 3.7 Traitements physico-chimiques ........................................................... Procédés à membrane ................................................................................ Utilisation des résines échangeuses d’ions .............................................. Adsorption.................................................................................................... Méthodes électrochimiques ....................................................................... Extraction par solvant ................................................................................. Évaporation sous vide................................................................................. Distillation .................................................................................................... — — — — — — — — 9 9 11 13 14 15 17 18 4. Conclusion ................................................................................................. — 19 Pour en savoir plus........................................................................................... G 2 070 - 2 — 2 — 2 — 2 Doc. G 2 070 L es filières de traitement des déchets visent différents objectifs. Il peut s’agir : — de permettre leur recyclage total ou partiel, parfois au sein même du procédé qui leur a donné naissance ou bien encore de faciliter leur valorisation matière ou énergétique ; — de permettre également leur retour « écocompatible » dans l’environnement après détoxication ou stabilisation-solidification ; — enfin, de les décomposer, plus ou moins complètement, en espèces chimiques « inoffensives ». Toutes ces filières de traitement nécessitent la mise en œuvre de techniques très variées qui relèvent de la thermique, de la mécanique, de la physique, de la chimie, de la physico-chimie ou de la biologie. Le présent article est relatif Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Environnement G 2 070 − 1 TRAITEMENTS CHIMIQUES ET PHYSICO-CHIMIQUES DES DÉCHETS ______________________________________________________________________________ aux techniques chimiques et physico-chimiques. Pour l’essentiel, ces techniques jouent un rôle prépondérant dans les opérations d’élimination et de valorisation des déchets car elles permettent de séparer différentes fractions du déchet, de les concentrer ou d’en modifier l’état physique ou chimique. Nous nous attacherons, plus particulièrement ici, au cas des déchets spéciaux liquides. 1. Considérations préalables 1.1 Objectifs ■ Dans le cas d’une stratégie d’élimination, on cherchera à transformer un déchet de composition complexe en deux flux séparés : — un effluent dépollué qui peut être rejeté dans l’environnement ; — une fraction minérale de préférence, très peu soluble, qui peut être acceptée en centre d’enfouissement technique. Exemple : pour un déchet aqueux, on peut oxyder la fraction organique, séparer la fraction minérale sous forme solide concentrée et stabiliser cette fraction avec un liant hydraulique avant de l’entreposer dans un centre d’enfouissement technique de classe I. Tous ces traitements font appel à des réactions chimiques d’oxydation, de réduction, de précipitation, de neutralisation et de stabilisation chimique. ■ Dans le cas d’une stratégie de valorisation, différents objectifs peuvent être visés. On peut obtenir un produit ayant les mêmes caractéristiques que le produit neuf (régénération) ou bien encore extraire une ou plusieurs matières premières minérales ou organiques ou aboutir à des matériaux plus complexes mais valorisables. La diversité des techniques chimiques envisageables va de pair avec l’extrême diversité des déchets concernés. Contrairement aux procédés d’élimination, dont le champ d’application est large et la mise en œuvre peu contraignante, les opérations de valorisation sont beaucoup plus sensibles aux variations de composition des déchets et doivent être adaptées au cas par cas. 1.2 Gisement des déchets concernés Les traitements chimiques et physico-chimiques concernent une grande variété de déchets, pour l’essentiel issus du secteur industriel. Ces déchets sont le plus souvent liquides, boueux ou pâteux : bains de traitement de surface, solvants « usés », effluents de procédés de l’industrie de synthèse, boues de traitement physico-chimique des effluents industriels, fluides de coupe, etc. Différents déchets solides sont également concernés comme les résines échangeuses d’ions, les charbons actifs, les piles et accumulateurs, les sous-produits de l’épuration des fumées d’incinération, etc. La mise en œuvre de ces traitements relève de stratégies très diverses. Elle peut être intégrée à une unité de production au sein même de l’établissement industriel. Elle peut également constituer des centres collectifs de traitement, qui reçoivent les déchets d’origine diverse et au sein desquels une panoplie d’opérations complémentaires assure la valorisation ou l’élimination de tout ou partie de ces déchets. On peut observer que les procédés existants sont souvent très proches, voire identiques, à ceux qui sont généralement décrits dans les filières de traitements physico-chimique et chimique des G 2 070 − 2 eaux usées. S’agissant des déchets industriels, la différence principale tient à la nature du gisement (le plus souvent des « lots » de déchets et non pas des effluents), à sa variabilité de composition et à de plus fortes concentrations en éléments « dangereux » dans les déchets. Il faut enfin noter que, dans cet article, nous n’aborderons pas : — la conception et le fonctionnement des centres collectifs de traitement des déchets industriels qui font l’objet d’une présentation séparée ; — les techniques de stabilisation-solidification des déchets. Ces techniques, issues pour l’essentiel du savoir-faire acquis en matière de déchets nucléaires, connaissent un fort développement et ne se limitent pas au seul aspect chimique et physico-chimique, puisqu’elles englobent les traitements thermiques (vitrification) ou l’enrobage (matières plastiques et bitumes). Elles feront, elles aussi, l’objet d’une présentation spécifique. Notons enfin que, si les principes chimiques ou physicochimiques mis en œuvre couvrent très largement le champ des connaissances actuelles dans ces disciplines, les procédés industriels sont en constante évolution. Ces évolutions concernent principalement les matériaux comme les membranes, les résines ou les réactifs ainsi que les assemblages de procédés à l’intérieur d’une chaîne de traitement. Ce constat nous a incité à privilégier l’exposé des principes au détriment, parfois, de la description exhaustive des procédés existants. 1.3 Choix et mise en œuvre d’un procédé de traitement Le choix d’un procédé de traitement chimique ou physicochimique répond à une démarche rationnelle dont les principales étapes sont décrites dans la figure 1. Les traitements physico-chimiques trouvent leur application aussi bien au sein de l’entreprise productrice du déchet que dans des centres collectifs. Dans le cas de l’élimination en centre collectif, des chaînes polyvalentes sont prévues pour pouvoir s’adapter à des déchets de nature et de composition variées. Les désignations des filières correspondantes sont données dans le tableau 1. Les centres de traitement proposent également des filières de valorisation concernant des déchets plus spécifiques telles que : — régénération de résines échangeuses d’ions ; — régénération d’huiles usagées claires ; — régénération d’huiles usagées noires ; — régénération de solvants usagés ; — récupération de métal dissous pour valorisation ; — valorisation des métaux par voie pyrométallurgique ; — traitement des emballages pollués ; — traitement spécifique des déchets mercuriels. Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Environnement _____________________________________________________________________________ TRAITEMENTS CHIMIQUES ET PHYSICO-CHIMIQUES DES DÉCHETS Valorisation Objectifs envisageables Élimination Réglementation (arrêté d'exploitation) Liste des polluants Seuils de rejet Caractéristiques des déchets admissibles Seuils de lixiviation Liste des contaminants Teneurs limites en contaminants Caractéristiques des matières valorisables Milieu naturel (effluent) Détermination des contraintes des milieux récepteurs Centre de stockage (déchet ultime) Unité fonctionnelle (matière valorisable) Cahier des charges Caractéristiques physico-chimiques Caractérisation du déchet Matière valorisable Situation des composants par rapport à la destination finale Composition Contaminants/polluants État physique Identification des opérations de base Composants "neutres" Composé admissible dans l'environnement Composé admissible en décharge Composé utilisable dans une unité fonctionnelle de production Transformation du contaminant Séparation des composés formés Coût, facilité de mise en œuvre, maintenance Chimiques : oxydoréduction, précipitation Électrochimiques Procédé de transformation Choix du procédé Procédés à membranes Résines Distillation Adsorption Extraction par solvant Procédé de séparation Figure 1 – Démarche en vue du choix d’un procédé de traitement d’un déchet Tableau 1 – Filières physico-chimiques proposées par les centres collectifs de traitement Code (1) Libellé de la filière 01 Déchromatation 02 Décyanuration 04 Neutralisation 06 Régénération de résines 07 Déshydratation mécanique 08 Solidification 09 Séparation de phase des émulsions 12 Traitement spécial des solutions aqueuses organiques (1) Les numéros de code sont ceux adoptés par les agences de l’Eau pour les aides aux traitements des déchets industriels ; figurent dans ce tableau uniquement les filières physico-chimiques. 2. Traitements chimiques 2.1 Oxydoréduction L’objectif poursuivi lors du traitement des déchets par oxydoréduction est la transformation des polluants : — soit en une forme moins nocive pour l’environnement et qui peut être rejetée dans le milieu naturel ; c’est le cas, par exemple : • lorsque l’on oxyde des cyanures ou des molécules organiques : les ions cyanure CN– sont ainsi oxydés en ions cyanate CNO– moins dangereux : CN – + ClO – → Cl – + CNO – • lorsque l’on réduit les ions hypochlorite ClO– en ions chlorure Cl– : ClO – + SO2 + H2O → H2SO4 + Cl – • lorsque l’on réduit un excès d’oxydant : H2O2 + 2 Fe2+ + 2 H + → 2 Fe3+ + 2 H2O — soit en une forme dont l’extraction et la stabilisation sont facilitées, comme lorsque l’on réduit le chrome hexavalent en Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Environnement G 2 070 − 3 TRAITEMENTS CHIMIQUES ET PHYSICO-CHIMIQUES DES DÉCHETS ______________________________________________________________________________ chrome trivalent, qui précipite ensuite facilement sous forme d’hydroxyde, par exemple : 2– – Cr 2 O 7 + 3 HSO 3 + 5 H + → 2 Cr 3+ 2– + 3 SO 4 + 4 H 2 O 2.1.1 Principe Les réactions chimiques d’oxydoréduction sont des réactions d’échange d’électrons. Comme toutes les réactions chimiques, les réactions d’oxydoréduction sont équilibrées. Une constante d’équilibre élevée conduit à une réaction quasi quantitative. 2.1.2.1 Dérivés oxygénés ■ Air et oxygène gazeux (O2) L’air est l’oxydant le plus simple. Il agit par simple dissolution dans la solution à traiter. Cette technique est efficace pour réagir avec les réducteurs forts comme les eaux chargées en ferII par exemple. Elle a également l’avantage de chasser les gaz dissous en excès tels que H2S ou CO2 . Dans le cas où la demande en oxygène serait plus importante, il convient de remplacer l’air par de l’oxygène gazeux, technique bien plus onéreuse. ■ Ozone (O3) oxydant 1 + n 1 e – Réduction £ £ réducteur 1 Oxydation réducteur 2 oxydant 2 + n 2 e – --------------------------------------------------------------------------------------------------------------------------------------------------------------n2 oxydant 1 £ n 1 réducteur 1 Oxydoréduction + n 2 oxydant 2 + n 1 réducteur 2 Le potentiel d’oxydoréduction, qui indique l’état d’avancement de la réaction, est mesuré par un couple d’électrodes constitué par une électrode indicatrice de type redox (fil de platine, d’or...) et une électrode de référence (en général au calomel ou au chlorure d’argent). On appelle E o le potentiel normal du couple redox ([forme oxydée] = [forme réduite]). Les potentiels normaux sont fournis par des tables. Le tableau 2 indique quelques valeurs de E o. L’ozone est un oxydant très puissant qui peut réagir sur les réducteurs selon deux mécanismes différents : — par réaction directe : ce type d’oxydation est très sélectif. C’est le cas, par exemple, de l’oxydation par cycloaddition des alcènes suivie d’une destruction de l’hétérocycle produit en composés carbonylés ; R1R2C -CR3R4 + O3 + H2O → R1R2C - O + R3R4C-O + H2O2 — par l’intermédiaire de radicaux OH• après réaction sur l’eau : O3 + H2O → 2 OH• + O2 Les oxydations par l’intermédiaire de radicaux OH• sont peu sélectives car la réaction est du type radicalaire. ■ Peroxyde d’hydrogène (eau oxygénée H2O2) Tableau 2 – Potentiels normaux E o pour différents couples redox Potentiel redox Couple redox O3 + 2H+ + 2e– H2O2 + 2H+ + 2e– Cl2 + 2e– Br2 + 2e– ClO– + H2O + 2e– I2 + 2e– 2 H3O+ + 2e– Fe2+ + 2e– Zn2+ + 2e– £ £ £ £ £ £ £ £ £ (V) O2 + H 2 O + 2,07 2 H2O + 1,76 2 Cl – + 1,36 Br – + 1, 09 2 Cl – + 2 OH – + 0,90 2I – + 0,54 H2 + H 2 O 0,00 Fe – 0,44 Zn – 0,76 L’eau oxygénée (H2O2) est un oxydant fort (H2O2 /H2O, E o = 1,76 V). Elle peut remplacer avantageusement les oxydants chlorés. Ses principaux inconvénients sont d’être relativement instable (elle doit être conservée en cuve d’acier inoxydable) et chère, mais elle est beaucoup plus efficace et ne conduit pas à la formation de dérivés halogénés. Elle est également susceptible d’oxyder certains complexes. L’eau oxygénée peut être utilisée en combinaison avec l’ozone pour former un radical OH• selon la réaction : 2 O3 + H2 O2 £ 2 OH • + 3 O 2 ■ Acide persulfurique (acide de Caro H2SO5) et persulfate d’ammonium ((NH4)2S2O8) Ces oxydants sont des oxydants forts qui ne sont utilisés que lorsque les oxydants plus communs sont inefficaces. C’est le cas, notamment, lors de la destruction de complexes cyanures stables (comme les ferri ou ferrocyanures, les cyanures complexes de nickel, de zinc, de cuivre... ou les sulfocyanures) : SCN – + 4 H2SO5 + H2O → CNO – + 5 H2SO4 Plus la valeur E o est importante et plus l’oxydant est fort et, inversement, plus la valeur de E o est faible, plus le réducteur est fort. Il convient de noter que l’acide de Caro est stabilisé par des sels ammoniacaux et peut conduire, lors d’une oxydation directe, à la formation de complexes ammoniacaux très stables comme ceux du nickel, ce qui est un inconvénient. 2.1.2 Principaux oxydants Les oxydants sont en général des composés oxygénés ou chlorés (tableau 3). Tableau 3 – Principaux oxydants Air Dérivés oxygénés Dérivés chlorés G 2 070 − 4 O3 H2 O2 Cl2 H2SO5 2– O2 S2 O8 ClO2 NaClO NHmCln 2.1.2.2 Dérivés chlorés ■ Chlore gazeux (Cl2) Le chlore gazeux est le réactif le plus utilisé dans la destruction par oxydation des micro-organismes vivants. Il réagit partiellement avec l’eau pour donner de l’acide hypochloreux HClO, acide faible en équilibre avec son anion hypochlorite : Cl 2 + H 2 O HClO £ 2HClO ( acide hypochloreux ) + – £ H + ClO ( ion hypochlorite ) Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Environnement _____________________________________________________________________________ TRAITEMENTS CHIMIQUES ET PHYSICO-CHIMIQUES DES DÉCHETS ■ Dioxyde de chlore (ClO2) Le dioxyde de chlore ClO2 est un liquide à pouvoir oxydant élevé. Il est toujours produit sur le site d’utilisation, par action du chlorite de sodium sur le chlore ou l’acide chlorhydrique. Il réagit selon la réaction : – o ClO 2 + e – £ ClO 2 ( E = 0,95 V ) 5 Effluent cyanuré 3 4 Ce composé est surtout utilisé pour la désinfection des eaux potables à cause de son pouvoir rémanent élevé. ■ Hypochlorite de sodium (eau de Javel NaClO) M rH pH 2 L’hypochlorite de sodium se dissocie dans l’eau selon la réaction de dissociation : NaClO → ClO – + Na+ Effluent traité 1 C’est le couple redox ClO– /Cl– (E o = 0,90 V) qui interviendra lors des réactions redox sur les composés à éliminer. Il convient de noter que la réaction d’oxydation mettant en jeu des ions OH–, le pH aura une grande influence sur la réaction d’oxydoréduction. ■ Chloramines (NH2Cl , NHCl2 , NCl3) Les chloramines sont produites par action du chlore sur l’ion ammonium. Leur pouvoir oxydant est moins important que celui des composés cités précédemment, mais leur avantage est d’être plus stables donc d’avoir un effet rémanent important. Il faut toutefois noter que la formation des chloramines à partir du chlore est un inconvénient dans le cas de la désinfection des eaux potables. 2.1.2.3 Efficacité des oxydants L’oxygène et l’eau oxygénée sont les oxydants les moins efficaces ; ils sont surtout utilisés dans des phases de préoxydation. Les composés chlorés ont une action efficace en désinfection et sur les composés réducteurs. L’ozone, un des meilleurs oxydants, peut être utilisé pratiquement dans tous les domaines ; son seul inconvénient réside dans la nécessité de le fabriquer sur le site, dans son coût élevé et dans sa non-rémanence. L’acide de Caro, bien qu’il soit très efficace, est d’une manipulation délicate et son coût reste élevé. 2.1.3 Principaux réducteurs Les principaux réducteurs sont le bisulfite de sodium (NaHSO3) et le fer ferreux (Fe2+). ■ Bisulfite de sodium (NaHSO3) Le bisulfite de sodium est plus utilisé que le sulfite de sodium, bien que plus onéreux, car son emploi est plus simple et son pou– 2– voir tampon plus important. Le couple redox est HSO3 /SO 4 . Le pH joue un rôle important, notamment dans le cas de la réduction du CrVI en CrIII. ■ Fer ferreux (Fe2+) Le couple redox est FeII / FeIII. Son emploi est facile mais son principal inconvénient est la production importante de boue d’hydroxyde au stade de la neutralisation finale. 2.1.4 Mise en œuvre de l’oxydoréduction La mise en œuvre de l’oxydoréduction a lieu dans des réacteurs parfaitement agités munis d’un couple d’électrodes de mesure. La réaction peut être réalisée en « batch » ou en continu. Dans le premier cas, la fin de la réaction sera fonction de sa cinétique et de son potentiel électrochimique final ; dans le second, le potentiel déterminera la fin de la réaction. La cinétique et le débit sont les principales données utilisées pour le calcul du volume du réacteur. Il conviendra de prendre un soin particulier au couple d’électrodes afin que la réaction d’oxydoréduction se fasse dans les meilleures conditions. 1 réacteur de décyanuration 2 stockage des effluents à traiter 3 soude 4 oxydant en solution 5 pompes à débit contrôlé M moteur d'agitation En général, le dimensionnement du réacteur se fait pour une durée de séjour voisin de 45 min. Son volume est donné par la relation suivante, avec Q débit : V (m3) = 0,75 Q (m3/h) Figure 2 – Schéma d’une installation de décyanuration 2.1.5 Exemples d’application Les réactions d’oxydoréduction sont très utilisées dans le domaine des déchets liquides aqueux. Nous étudions ci-après quelques cas typiques. 2.1.5.1 Oxydation des solutions cyanurées issues du traitement de surface Les ions cyanure ne peuvent être rejetés dans l’environnement car ils sont très toxiques et ne peuvent coexister avec un milieu acide (dégagement d’acide cyanhydrique mortel) ; ils doivent donc subir un traitement visant à les oxyder sous forme de cyanate, dans un premier temps, et, si la réaction est menée à son terme, sous forme de gaz carbonique et d’azote. Cette réaction peut être réalisée à l’aide des réactifs suivants d’après le schéma de procédé de la figure 2. ■ Hypochlorite de sodium (eau de Javel) C’est l’oxydant le plus utilisé pour oxyder les ions cyanure. Le pH doit être supérieur à 12 afin que la vitesse réactionnelle soit suffisante et pour favoriser l’hydrolyse du chlorure de cyanogène CNCI intermédiaire réactionnel : CN – + ClO– → CNO– + Cl – ■ Eau oxygénée L’eau oxygénée détruit les ions cyanure par oxydation avec formation d’eau. La réaction doit obligatoirement être catalysée par du cuivre, surtout lorsque les solutions à traiter sont diluées : CN – + H2O2 → CNO – + H2O Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Environnement G 2 070 − 5 TRAITEMENTS CHIMIQUES ET PHYSICO-CHIMIQUES DES DÉCHETS ______________________________________________________________________________ ■ Ozone L’oxydation par l’ozone est réalisée dans une tour de contact. Il est nécessaire de traiter les rejets gazeux afin d’éliminer l’ozone résiduel : CN– + O3 → CNO – + O2 5 Effluent ferreux 3 4 ■ Acide de Caro ou acide monopersulfurique (H2SO5) pH Cet oxydant fort est principalement utilisé dans le cas où les ions cyanure sont complexés : 2 4– Fe ( CN ) 6 + 6 ,5 H 2 SO 5 + 0 ,5 H 2 O → – 3 6 CNO + Fe + 6 ,5 H 2 SO 4 + OH Effluent traité – 1 Dans tous les cas, il est possible de poursuivre l’oxydation, à l’aide d’un excès d’oxydant, jusqu’au stade de l’azote gazeux. 2.1.5.2 Oxydation des eaux d’exhaure minier Les eaux d’exhaure minier sont en général riches en fer à cause de la dissolution de sulfure ferreux. Lorsque ces eaux sont rejetées dans l’environnement, il y a formation d’un précipité rouge d’hydroxyde de fer après oxydation par l’oxygène dissous et dilution. ■ À l’air C’est l’oxygène de l’air qui oxyde le fer ferreux en fer ferrique. Deux méthodes peuvent être utilisées : — par ruissellement : la solution est aérée au contact de l’air (hauteur de la chute d’eau de 1 m à 1,5 m) ; — dans un réacteur d’oxydation où a lieu une circulation d’air [débit d’air : 50 à 100 (m3/h)/m2] (figure 3). Les réactions d’oxydation sont les suivantes selon la nature du milieu : 4 Fe 2+ + O2 + 4 H + → 4 Fe3+ + 2 H2O 4 Fe 2+ + O2 + 8 OH – + 2 H2O → 4 Fe(OH)3 La cinétique de la réaction est maximale pour une valeur de pH comprise entre 6,5 et 7. La mise à pH précipite l’hydroxyde ferrique Fe(OH)3. Les réactions d’oxydation et de précipitation peuvent être réalisées en même temps pour des valeurs de pH comprises entre 6 et 9. Air comprimé 1 réacteur d'aération 2 cuve de stockage des effluents ferreux 3 acide 4 base Le temps de séjour dans le réacteur de la solution à traiter est compris entre 45 et 60 min. Le dimensionnement du réacteur est donné par la formule suivante, avec Q débit : V (m3) = 0,75 à 1 x Q (m3/h) Figure 3 – Schéma d’une installation d’oxydation du fer ferreux en fer ferrique par aération ■ Traitement par réduction Les réducteurs les plus utilisés sont le bisulfite de sodium (NaHSO3) et l’acide sulfamique (NH2SO3H). Les réactions mises en jeu sont les suivantes : – – 2 NO 2 + 3 HSO 3 + 2 H + – → N 2 + 3 HSO 4 + H 2 O ( pH = 2 ) – – NO 2 + NH 2 SO 3 H → N 2 + HSO 4 + H 2 O ( pH = 4 ) ■ Avec l’hypochlorite de sodium Dans ce cas, la réaction se fait dans un réacteur régulé par le potentiel électrochimique, analogue à celui de la figure 2. 2 Fe2+ + ClO – + 2 H+ → 2 Fe3+ + Cl – + H2O L’avantage de la réduction des nitrites par rapport à l’oxydation est qu’il n’y a pas formation d’ions nitrate ; par contre, lors du traitement par le bisulfite, la régulation du pH à une valeur très acide est délicate et, dans le second cas, le coût de l’acide sulfamique est élevé. 2.1.5.3 Traitement des eaux nitritées issues de la galvanoplastie Le schéma des procédés utilisés est analogue à celui de la figure 2 où le réducteur est introduit dans le réacteur 4. Les nitrites présents dans les effluents issus de la galvanoplastie, ne peuvent être rejetés directement dans l’environnement ; ils doivent être oxydés au préalable en nitrates ou réduits en azote gazeux. 2.1.5.4 Réduction du chrome hexavalent ■ Traitement par oxydation La solution la moins onéreuse consiste à utiliser l’eau de Javel comme oxydant dans un réacteur potentiellement régulé analogue à celui de la figure 2 (la réaction d’oxydation doit être conduite à un pH de 6) : – – – – ClO + NO 2 → Cl + NO 3 Notons qu’il est également possible d’utiliser l’acide de Caro comme oxydant, mais son coût est plus élevé. Le chrome hexavalent est très soluble et très toxique pour l’environnement, il est nécessaire de le réduire en chrome trivalent pratiquement insoluble et moins toxique. Ce procédé peut être aussi bien utilisé pour les rejets aqueux que pour les sols pollués riches en CrVI. ■ Réduction par le bisulfite de sodium 2– – Cr 2 O 7 + 3 HSO 3 + 8 H + → 2 Cr 3+ – + 3 HSO4 + 4 H 2 O NO 2 + H 2 SO 5 → NO 3 + H 2 SO 4 Cette réaction est pratiquement instantanée pour des valeurs du pH inférieures à 2,5. Au-delà de 3,5, la cinétique n’est plus favorable. Les autres oxydants (Cl2 , H2O2 , O3...) sont économiquement peu compétitifs par rapport aux précédents. Le CrIII est ensuite précipité sous forme d’hydroxyde par augmentation du pH. – G 2 070 − 6 – Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Environnement _____________________________________________________________________________ Notons que, lorsqu’un grand excès de bisulfite est utilisé, il se produit un dégagement de gaz sulfureux d’odeur piquante. Le schéma de l’installation de déchromatation est identique à celui de la figure 2, les effluents d’entrée étant de nature chromique (le réacteur 1 est le réacteur de déchromatation ; la cuve 3 est, en général une réserve d’acide sulfurique ; la cuve 4 est une réserve de bisulfite, en général). Le dimensionnement du réacteur correspond à un temps de séjour de 20 à 30 min. Son volume est donné par la relation suivante : V (m3) = 0,33 à 0,5 × Q (m3 /h) ■ Réduction par le fer ferreux Cette réaction de réduction peut être réalisée à pH acide (> 2,5) : 2– Cr 2 O 7 + 6 Fe 2+ + 14 H + → 2 Cr 3+ + 6 Fe 3+ 2– Cr 2 O 7 + 6 Fe 2+ Tableau 4 – pH de précipitation des métaux en solution aqueuse (1) Ion Début de précipitation à pH Fe3+ 2,8 Sn2+ 3,9 Al3+ 4,3 Cr3+ + 7 H2 O Cu2+ ou basique (> 8,5) : – + 10 OH + 7 H 2 O → 2 Cr ( OH ) 3 + 6 Fe ( OH ) 3 Son inconvénient majeur est la production importante de boues d’hydroxyde après neutralisation (3 à 4 fois plus importante que lors de l’emploi du bisulfite de sodium). Le schéma de principe de ce procédé est analogue à celui de la figure 2. ■ Réduction par d’autres composés du soufre On peut aussi utiliser comme réducteur : — l’anhydride sulfureux gazeux (SO2) ; — le sulfite de sodium (Na2SO3) ; — le pyrosulfite de sodium (Na2S2O5) ; — le dithionite de sodium (Na2S2O4). 2.2 Mise à pH/neutralisation. Précipitation. Décantation TRAITEMENTS CHIMIQUES ET PHYSICO-CHIMIQUES DES DÉCHETS Zn2+ Ni2+ Pb2+ Cd2+ Ag2+ Précipitation quantitative à pH Redissolution à pH Précipitant (2) 3,5 – NKS Colloïdal 10,6 N 4,8 8,5 NKS 5,5 6,3 à 6,5 9,2 NS 5,5 6,3 à 6,5 – K 5,8 7,5 – NK 5,8 8,5 – S 7,6 8,3 > 11 N 7,6 8,3 – K 7,4 7,9 > 11 S 7,8 9,3 – NKS 7,0 9,5 – NK 5,5 6,5 9,0 colloïdal S 9,1 9,5 à 9,8 – NK 7,0 7,2 – S 9,5 Colloïdal Colloïdal N 9,25 Colloïdal Colloïdal S (1) D’après L. Hartenger. — Wasser-u. Abwasserforschung, no 1, 30 (1998) cité par Weiner (cf. bibliographie en [Doc G 2 070]). (2) N : soude caustique K : chaux S : carbonate de sodium. 2.2.1 Principe La mise à pH (neutralisation) des eaux résiduaires a deux objectifs : ramener les effluents acides et basiques dans une zone de pH compatible avec les conditions de rejet dans le milieu récepteur, puis transformer les ions métalliques en solution en composés insolubles, ce qui permet alors leur séparation ultérieure après décantation et filtration. La neutralisation des eaux provoque toujours la précipitation des ions métalliques sous forme de composés peu solubles (souvent des hydroxydes) lorsqu’ils ne sont pas présents sous forme d’ions complexes. Dans ce cas, il est nécessaire, avant neutralisation, de détruire les complexes métalliques par oxydation. La précipitation des métaux présents dans les effluents acides est effectuée le plus souvent à l’aide de chaux ou de soude : Me n+ + n OH – £ Me ( OH ) n La précipitation des hydroxydes se produit dans une fourchette de pH qui varie selon le métal considéré. Une valeur de pH située dans l’intervalle 6,5 à 9 permet une élimination correcte de la plupart des ions métalliques contenus dans un effluent industriel. Après décantation, la concentration résiduelle de métal dans l’effluent est de 1 à 3 mg /L. Les principales zones de pH de précipitation sont reportées dans le tableau 4. Les conditions de précipitation sont quelquefois plus favorables lorsqu’il y a mélange de plusieurs métaux dans l’effluent à traiter. Exemple : le nickel seul précipite à un pH de 9,5 alors que, en présence d’une quantité égale de chrome, il précipite à un pH de 8,5. La qualité de l’eau influe sur les courbes de solubilité (effet de sel). 2.2.2 Différents types de précipitant D’après le tableau 4, la présence simultanée de certains métaux nécessiterait des précipitations sélectives. En réalité, le mélange de certains ions permet de diminuer le pH de solubilité. Mais le choix des précipitants (tableau 5) permet aussi de résoudre ces difficultés. Les opérations de neutralisation et de précipitation s’intègrent dans la ligne de traitement classique des effluents avant floculation et décantation. 2.2.3 Réacteur ■ Remarques Le réacteur de précipitation est généralement le même que le réacteur de neutralisation (figure 4, page 9). La solution doit être modérément agitée pour favoriser la formation de flocs. Le réacteur et le temps de séjour varient suivant le type de traitement (tableau 6). L’aluminium, le zinc et le chrome donnent des complexes solubles en milieu fortement alcalin (pH >10) et leurs hydroxydes peuvent se redissoudre dans les zones de pH choisies pour la précipitation d’autres métaux. Après neutralisation et précipitation, les métaux initialement en solution se retrouvent sous forme insoluble. Ces composés insolubles forment des « boues » qui sont séparées après décantation par filtration (figure 5, page 9). Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Environnement G 2 070 − 7 TRAITEMENTS CHIMIQUES ET PHYSICO-CHIMIQUES DES DÉCHETS ______________________________________________________________________________ Tableau 5 – Liste non exhaustive des précipitants Précipitants Propriétés Hydroxyde de sodium (soude) NaOH • • Précipitant le plus utilisé Provoque la précipitation des métaux sous forme d’hydroxydes métalliques • • Action similaire à celle de la soude Permet la précipitation des 2– — sulfates : SO 4 + Ca 2+ + 2 H 2 O → CaSO 4 ⋅ 2 H2 O — fluorures auxquels il faut ajouter du chlorure de calcium (CaCl2) afin d’obtenir une faible quantité de fluorure résiduel : 2 F – + Ca2+ → CaF2 Chaux Ca(OH)2 3– — phosphates : 2 PO 4 + 3 Ca Carbonate de sodium Na2CO3 Chlorure de fer ferrique FeCl3 Composés soufrés Borohydrure de sodium NaBH4 Insolubilisants organiques 2+ → 3 Ca 3 ( PO 4 ) 2 • La précipitation du chrome et du zinc présente l’avantage de réduire très fortement le risque de redissolution de l’hydroxyde par suite de la formation de zincates ou de chromites • • • Utilisé pour la précipitation du cadmium et du plomb La solubilité des précipités est supérieure à celle des hydroxydes correspondants Le traitement est moins coûteux qu’à la soude mais la précipitation est généralement incomplète exemple : CaSO4 + Na2CO3 → Na2SO4 + CaCO3 • Précipitation des phosphates : 3– PO 4 + Fe 3+ → FePO 4 si la concentration en phosphore est inférieure à 10 mg/L, la précipitation est améliorée en combinant du calcium au fer • • Très peu solubles Permettent une précipitation des métaux faiblement chélatants • Efficace sur divers ions métalliques et notamment le cuivre 8 Cu2+ + 2 NaBH4 + 4 H2O → 2 NaBO2 + 16 H+ + 8 Cu • • • • Composés généralement cycliques comportant des radicaux soufrés Réaction avec les métaux lourds sauf les trivalents Formation de précipités moins solubles que les hydroxydes métalliques correspondants La concentration en métal obtenue est inférieure à 1 mg/L Tableau 6 – Propriété du réacteur et temps de séjour dans le réacteur en fonction du type de traitement Type de traitement Insolubilisants classiques Propriétés du réacteur NaOH Ca(OH)2 Na2CO3 NaBH4 Insolubilisants spécifiques Composés organiques Phosphates Insolubilisation d’anions Sulfates Fluorures G 2 070 − 8 Temps de séjour (min) Réacteur de neutralisation 20 Si présence de matières oxydantes : préréduction au bisulfite de sodium 20 Soit injectés lors de la neutralisation : même réacteur 20 Soit après décantation et avant neutralisation finale : réacteur spécifique Réacteur de neutralisation Réacteur de germination avec recirculation des boues Réacteur de neutralisation Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Environnement > 15 20 > 30 20 _____________________________________________________________________________ TRAITEMENTS CHIMIQUES ET PHYSICO-CHIMIQUES DES DÉCHETS 3.1.1 Techniques Eaux usées Précipitants : Soude Chaux Carbonate de sodium etc. ∞ Les différents procédés utilisant des membranes sont les suivants : Techniques électromembranaires Techniques membranaires Figure 4 – Schéma d’un réacteur de neutralisation-précipitation Eau claire : vers exutoire Filtration Électrodialyse Osmose inverse Électrolyse à membrane Pervaporation Électrodésionisation Perméation Décanteur ∞ Filtre - presse Mise à pH Neutralisation Boues Vers décharge agréée ou centre de traitement Figure 5 – Schéma simplifié d’une station de traitement physico-chimique 3. Traitements physico-chimiques Pour de plus amples renseignements sur ces opérations, le lecteur pourra se reporter à la rubrique « Opérations unitaires » du traité Génie des procédés des Techniques de l’Ingénieur (référence bibliographique [5]). La séparation par les procédés à membrane présente différents avantages par rapport aux techniques traditionnelles (évaporation, distillation, cristallisation...) : elle peut être employée à température ambiante ou proche de l’ambiante, en général sans changement de phase. Le procédé fonctionne en continu, est facilement automatisable et de maintenance faible. Il ne nécessite pas de réactifs chimiques. 3.1.2 Nature des membranes La structure des membranes peut être de deux types : isotrope (uniforme dans l’épaisseur) ou anisotrope (composite). Les membranes anisotropes sont plus fines, donc de productivité plus élevée. Les membranes peuvent être de nature organique (acétate de cellulose, polysulfones, polyamides...) ou minérale (céramiques, métalliques, verres). Les membranes organiques sont encore les plus utilisées, mais les membranes minérales se développent largement aujourd’hui car elles peuvent être utilisées dans des conditions sévères (pH, température...). Il existe également des membranes échangeuses d’ions fonctionnant par électroattraction et électrorépulsion : elles peuvent ainsi interdire le passage des anions ou des cations selon le cas. Elles sont mises en œuvre dans différents types de modules : plans, spirales, tubulaires, à fibres creuses... 3.1 Procédés à membrane Une membrane est une barrière mince (de quelques nanomètres à quelques millimètres) qui autorise ou interdit le passage de certaines entités chimiques sous l’effet d’une force de transfert (gradient de pression, de concentration, de température, de potentiel électrique...). 3.1.3 Méthodes de séparation On distingue trois techniques de séparations en fonction des mécanismes mis en jeu (tableau 7) [1]. Tableau 7 – Différents types de procédés à membrane Technique Procédé Mécanisme Techniques de filtration Microfiltration Ultrafiltration Nanofiltration Osmose inverse Dans ces cas, il y a séparation de deux liquides par perméation à travers des membranes permsélectives. La différence entre les procédés tient au diamètre des pores qui passe du micromètre pour la microfiltration au nanomètre pour l’osmose inverse. Techniques mettant en jeu des gaz Pervaporation Perméation Ici, les membranes utilisées sont denses et non poreuses. Elles font intervenir des échanges d’ions. La force motrice est ici le courant électrique. Techniques électromembranaires Électrodialyse Électroélectrodialyse Dialyse à membrane dipolaire Électrodésionisation Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Environnement G 2 070 − 9 TRAITEMENTS CHIMIQUES ET PHYSICO-CHIMIQUES DES DÉCHETS ______________________________________________________________________________ Tableau 8 – Domaines d’application des procédés de filtration à membrane Conditions opératoires Microfiltration Ultrafiltration Nanofiltration Osmose inverse 0,1 à 10 µm 1 à 100 nm 1 nm 0,5 nm Pressions................................... (bar) 0,2 à 3 2 à 10 10 à 40 30 à 80 Débits .......................... (L · h–1 · m–2) 100 à 1 500 40 à 200 50 à 100 10 à 60 Molécules de masse molaire > 300 g/mol Ions Diamètre des pores Espèces retenues Particules colloïdes Macromolécules colloïdes ■ Procédés de filtration Condenseur Le tableau 8 présente les domaines d’application des différentes techniques en fonction du diamètre des pores de la membrane et des pressions appliquées. Dans le but d’éviter l’encrassement de la membrane, la filtration est généralement de type tangentiel. Pompe à vide ■ Pervaporation et perméation gazeuse Ils constituent des alternatives à la distillation puisqu’ils fournissent un effluent gazeux sous faible pression. Les fluides entrants sont liquides pour la pervaporation (figure 6) et gazeux pour la perméation. Réchauffeur Échangeur ■ Procédés électriques Ce sont ceux mentionnés dans le tableau 7. ● Électrodialyse et électroélectrodialyse (figure 7) Les membranes perméables aux cations ou aux anions sont disposées alternativement dans un réacteur, ce qui permet d’obtenir d’une part une solution appauvrie dans un compartiment et d’autre part une solution enrichie dans l’autre, la force motrice étant créée par électrolyse. Rétentat Fluide à traiter Figure 6 – Schéma de principe d’une unité de pervaporation L’électroélectrodialyse se distingue de l’électrodialyse par le fait qu’il se produit des réactions redox aux électrodes. ● Électrodialyse à membrane dipolaire (figure 8) Dans ce procédé, les membranes sont constituées d’une face perméable aux anions et d’une face perméable aux cations. À la jonction entre ces deux couches, la dissociation de l’eau se produit sous champ électrique et fournit des protons du côté cathodique et des ions OH– du côté anodique. L’association d’une telle membrane avec une membrane cationique constitue un compartiment où sont générées des espèces basiques. En association avec une membrane anionique, ce sont des espèces acides qui sont générées. On transforme ainsi un sel en un acide d’une part et en une base d’autre part. ● Électrodésionisation Dans ce cas, l’électrodialyse est associée à des résines échangeuses d’ions. Cela permet d’éliminer la phase de régénération des résines lorsqu’elles sont utilisées seules. Perméat Pervaporation Ces procédés sont utilisés pour la séparation de mélanges de solvants organiques, de mélanges azéotropiques, de mélange gazeux O2 /N2 , le traitement des gaz de purge... Solution enrichie Solution appauvrie + CN-Cu2+ ....... ....... -- Solution de cyanure de cuivre Figure 7 – Schéma de principe de l’électrodialyse Acide Base 3.1.4 Exemples d’applications industrielles ■ Traitement des fluides de coupe Les fluides de coupe sont des mélanges aqueux très utilisés dans l’industrie mécanique pour les opérations d’usinage. Ils peuvent être de différentes natures : émulsions ou solutions vraies. Leur durée de vie est limitée soit par la prolifération bactérienne, soit par une perte en principes actifs, soit encore par une pollution par des huiles étrangères... On peut augmenter la durée de vie de ces fluides en utilisant des techniques de filtration membranaire (figure 9). La microfiltration permet de retenir les particules fines en suspension, l’ultrafiltration servira, quant à elle, à éliminer la majeure partie des polluants de la phase aqueuse qui doit être rejetée ultérieurement. G 2 070 − 10 M+ Cathode Anode + X-OH-- H Eau Sel Eau Figure 8 – Schéma de principe de l’électrodialyse à membrane dipolaire (3 compartiments) pour la production d’acide et de base Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Environnement _____________________________________________________________________________ TRAITEMENTS CHIMIQUES ET PHYSICO-CHIMIQUES DES DÉCHETS métalliques par électrodialyse (cf. figure 7) et de les réintroduire dans la solution de dépôt. T P Vanne de contre-pression Pompe d'alimentation Décolmatage D D Perméat Rétentat Alimentation Bac de lancement Ultrafiltration Résistance Échangeur de chaleur D : débit V : vitesse P : pression T : température Boucle de circulation P Mesures : 3.2 Utilisation des résines échangeuses d’ions V V Pompe volumétrique Pompe de circulation D Figure 9 – Schéma de la filtration membranaire des fluides de coupe L’échange d’ions est une technique de purification dans laquelle les ions présents dans une solution sont éliminés par adsorption sur un matériau solide (résine) et remplacés par une quantité équivalente d’un autre ion de même charge électrique émis par le solide. Lorsque les ions échangés sont de charge positive, la résine sera appelée cationique, et anionique dans le cas contraire. ■ Structure des résines La matrice solide est généralement un composé de type copolymère réticulé, en général à base de polystyrène ou de polyacrylate, mis en œuvre sous forme de billes de diamètre compris entre 0,3 et 1,2 mm. La matrice est insoluble dans l’eau, sa structure contient des ions et sa porosité doit être suffisante pour permettre la diffusion des ions dans sa masse. Il existe deux types de matrice : les résines microporeuses et les résines macroporeuses. Ces dernières possèdent une porosité supérieure provenant de l’addition d’une substance porogène créant des canaux de large diamètre, ce qui permet l’adsorption d’ions de grosse taille. ■ Différents types de résines Bain de dégraissage Les copolymères de base sont activés chimiquement par greffage – – de radicaux sulfonique —SO 3 ou carboxylique ( — CO 2 ) pour les + + + échangeurs de cations, azotés (—NR2 , —NR 3 , —NR2R’ , —NRH 2) ou soufré (—SH) pour les échangeurs d’anions. Un contre-ion X+ est toujours présent dans l’eau d’hydratation de la résine et c’est lui qui sera échangé suivant la réaction : Prétraitement Rétentat Filtration sur membrane Figure 10 – Schéma d’installation de régénération de bain de dégraissage Il convient de noter que : — la DCO (demande chimique en oxygène) de la phase aqueuse produite (perméat) reste encore importante. Un traitement ultérieur est alors nécessaire avant rejet dans l’environnement ; — un traitement de déshuilage préalable est souvent nécessaire pour éliminer les huiles étrangères surnageantes. ■ Régénération des bains de dégraissage Les entreprises de traitement de surface doivent toujours faire subir aux pièces, avant tout traitement ultérieur, une opération de dégraissage chimique (acide ou basique) avant tout autre traitement. Les bains résultants, chargés en huiles et graisses, peuvent être traités par ultrafiltration en continu (figure 10) afin de conserver leur efficacité. Le rétentat produit, riche en huile, est ensuite éliminé par des méthodes classiques. ■ Récupération des métaux Après une opération de dépôt métallique (Ni, Cu, Ag, Cd...) lors d’un traitement de surface, les eaux de rinçage des pièces traitées sont polluées par les ions métalliques de la solution de dépôt. Plutôt que de dépolluer cette phase aqueuse par voie chimique en produisant des boues d’hydroxyde, il est possible de récupérer les ions + R—SO 3– ,X + Y + £ + RSO 3– ,Y + X + Il est d’usage de classer les résines en quatre catégories (tableau 9) : — type 1 : les résines fortement acides, obtenues par greffage de radicaux sulfoniques, fixent la totalité des cations en solution ; — type 2 : les résines faiblement acides, obtenues par greffage de radicaux carboxyliques, fixent de préférence les cations di ou trivalent ; — type 3 : les résines fortement basiques, obtenues par greffage d’ammonium quaternaire, neutralisent les acides forts et transforment les sels neutres en bases correspondantes ; — type 4 : les résines faiblement basiques, obtenues par greffage d’amines primaires, secondaires ou tertiaires, neutralisent les acides forts. Il existe des tables donnant la sélectivité relative des ions par rapport à H+ ou OH – (tableau 10). Les résines sont placées dans des réacteurs à lit fixe ou à lit mobile. ■ Mécanisme des échanges d’ions La réaction chimique d’échange ionique est une réaction équilibrée qui est régie par la loi d’action de masse. La réaction inverse est appelée réaction de régénération [2]. La capacité totale d’échange est proportionnelle au volume d’eau percolée et au nombre d’équivalents échangés. La capacité utile représente la différence entre la capacité en début de cycle et la capacité disponible en fin de cycle. Elle est fonction de la nature et de la concentration des ions à traiter, de la température, du débit de percolation, de la hauteur du lit de résine, etc. Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Environnement G 2 070 − 11 TRAITEMENTS CHIMIQUES ET PHYSICO-CHIMIQUES DES DÉCHETS ______________________________________________________________________________ Tableau 9 – Différents types de résines échangeuses d’ions Catégorie Formule Réaction – Ca ( HCO 3 ) 2 Type 1 Fortement acide – + 2 R —SO 3 H → 2 RSO 3 , Ca MgSO 4 + 2 R —SO 3 H → 2 R—SO3H NaCl + R— SO 3 H → – RSO 3 , – RSO 3 Mg ++ , Na+ + HCl – MgSO 4 + 2 R—CO 2 H R—CO2H NaCl + R—CO 2 H → + 2 H 2 O + 2 CO 2 + H 2 SO 4 Ca ( HCO 3 ) 2 + 2 R—CO 2 H → 2 RCO 2 , Ca Type 2 Faiblement acide ++ – ++ → 2 RCO 2 , Mg – + RCO 2 , Na + HCl Type 3 Fortement basique R—NH3OH HCl + R—NH3OH → R—NH3Cl + H2O Type 4 Faiblement basique R—NH2 HCl + R—NH2 → R—NH3Cl ++ + 2 H 2 O + 2 CO 2 + H 2 SO 4 Tableau 10 – Sélectivité relative des ions par rapport à H+ pour une résine sulfonique de taux de réticulation 8 % H+ 1 Li+ Na+ K+ + NH 4 Cs+ Cu+ Ag+ 0,85 1,5 1,95 2,5 2,7 5,3 7,6 Mn++ Mg++ Fe++ Zn++ Cu++ Cd++ Ni++ Ca++ Hg++ Pb++ Ba++ 2,3 2,5 2,6 2,7 2,9 3,0 3,0 3,9 7,2 7,5 8,7 Tableau 11 – Exemple de traitement d’une eau polluée par différents ions (1) Type de résine Contre-ion Espèces en solution après traitement Ions captés par la résine Anionique forte Cl– HCO 3 , SO 4 Ca2+, Mg2+, Na+, Cl–, CH3CO2H Cationique forte Na+ Ca2+, Mg2+ HCO 3 , SO 4 , CH3CO2H, Na+, Cl– Cationique faible H+ Cationique forte H+ Ca2+, Mg2+, Na+, HCO 3 Cationique forte + anionique faible H+ Amine Ca2+, Mg2+, Na+, HCO 3 , Cl–, SO 4 Cationique forte + anionique forte H+ OH– – 2– – Ca2+ 2– – HCO 3 (qui réagit avec H+ pour donner CO2 et H2O) – – Mg2+, Na+, Cl–, SO 4 , CH3CO2H, CO2 2– SO 4 , CH3CO2H, CO2 – 2– – 2– Ca2+, Mg2+, Na+, HCO 3 , Cl–, SO 4 , CH3CO2H (dissocié en CH3 CO 2 et H+) – 2– CH3CO2H, CO2 H2 O 2– (1) Composition de l’eau brute : Ca2+, Mg2+, Na+, HCO 3 , Cl–, SO 4 , CH3CO2H ■ Régénération Lorsque la résine est saturée, donc en équilibre avec la solution entrante, il est possible de la régénérer, c’est-à-dire d’effectuer la réaction inverse de celle d’échange au moyen d’une solution concentrée en contre-ion d’origine. Cette étape peut se réaliser dans le même sens que la saturation (à cocourant) ou en sens inverse (à G 2 070 − 12 contre-courant). La régénération à contre-courant nécessite un volume de solution régénérante nettement inférieur à celui requis pour une régénération à cocourant. ■ Dysfonctionnements Les résines échangeuses d’ions constituent un moyen simple et efficace de traiter les eaux peu chargées en polluants. Contraire- Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Environnement _____________________________________________________________________________ TRAITEMENTS CHIMIQUES ET PHYSICO-CHIMIQUES DES DÉCHETS rétention des polluants organiques en phase aqueuse ou le captage de polluants minéraux ou organiques dans les gaz. Effluent à traiter ■ Principe L’adsorption repose sur une rétention surfacique qui entraîne une variation de la composition du mélange solvant-soluté à la surface de l’adsorbant. Un bon pouvoir d’extraction est donc obtenu avec des matériaux présentant une grande surface spécifique. Les plus utilisés sont les charbons actifs, mais on emploie aussi de l’alumine, des argiles, des gels de silice ou des résines spécifiques. Circuit de régénération Résine La relation entre la quantité de composé adsorbée et sa concentration peut être représentée par diverses formules parmi lesquelles les plus utilisées sont les isothermes de Langmuir et de Freundlich : q m bC q = ----------------- (isotherme de Langmuir) 1 + bC Eau traitée Figure 11 – Schéma de principe d’une installation d’échange d’ions q = kC avec ment à de nombreux procédés, elles ne nécessitent que peu d’interventions. Cependant, une dégradation des effluents peut être observée, notamment dans le cas de régénération imparfaite, de débit mal adapté au réacteur, d’empoisonnement (chimique ou microbien) ou de dégradation de la résine échangeuse, de présence de silice ou autre contaminant dans la résine, de problèmes mécaniques : fuites, perte de résine... q b, n et k C qm 1/ n (isotherme de Freundlich) quantité de composé adsorbé, constantes, concentration du composé dans la solution, quantité maximale de composé adsorbable. La relation de Freundlich, bien que fondée sur une approche empirique, donne les meilleurs résultats dans le domaine du traitement des eaux. La capacité de rétention d’un adsorbant et ses propriétés d’utilisation varient en fonction de sa surface d’adsorption, de sa granulométrie et de sa porosité. ■ Récapitulatif Exemples : — le tableau 11, page 12 résume le traitement d’une eau polluée – 2– par différents ions (Ca++, Mg++, Na+, HCO 3 , Cl–, SO 4 , CH3CO2H) ; — les eaux de rinçage en galvanoplastie contiennent divers cations métalliques comme Cr3+, Fe3+, Ni2+, Pb3+..., ainsi que des anions 2– 4– 2– 2– comme CrO 4 , Fe ( CN ) 6 , Ni ( CN ) 4 , SO 4 , des citrates, des acétates, des tartrates... Après filtration de cet effluent, un passage sur résine cationique forte élimine les cations. Les impuretés anioniques sont ensuite fixées par une résine anionique faible et une résine anionique forte (pour les anions provenant d’acides faibles). Lorsqu’elles sont saturées, les résines sont régénérées par de l’acide chlorhydrique ou de la soude. La figure 11 présente le schéma d’un réacteur à résine échangeuse d’ions. ■ Substances adsorbables Toutes les substances ne sont pas adsorbables au même titre. La capacité de rétention d’un polluant par un adsorbant est donnée par le rapport entre la masse de produit adsorbé et la masse d’adsorbant. Pour une même surface d’adsorption, la capacité de rétention peut varier de moins de 1 % (très faible rétention) à plus de 30 % (forte rétention) en fonction de l’énergie de liaison de la substance à adsorber, de sa structure moléculaire, de sa solubilité, de sa concentration et de l’acidité du milieu. Des tables permettent de situer différents polluants en fonction de leur susceptibilité à l’adsorption. Exemple : sur un charbon actif, le benzène présente une forte capacité de rétention (de 25 à 30 %) alors que l’acétylène ou le méthane ne sont retenus que faiblement (capacité de rétention inférieure à 1 %). ■ Mise en œuvre des adsorbants 3.3 Adsorption L’adsorption est un phénomène physique de fixation de molécules à la surface d’un solide par des forces d’interaction faibles de type Van der Waals. Elle permet d’extraire un soluté d’un solvant liquide ou gazeux. L’adsorption est généralement utilisée pour la Le charbon actif, forme microporeuse de carbone, est l’adsorbant le plus utilisé. Il est obtenu par activation thermique ou chimique d’un charbon obtenu par carbonisation de matériaux divers tels que la tourbe, la houille bitumineuse, le lignite, le charbon de bois et la coque de noix de coco. Il se présente sous plusieurs formes décrites dans le tableau 12. Tableau 12 – Différents types de charbons actifs couramment utilisés Forme Aspect Utilisation Régénération Poudre (cf. figure 12) Particules de diamètre compris entre 1 et 100 µm Introduit directement dans l’effluent puis filtré Grains (cf. figure 13) Particules de 0,5 à 10 mm Mis en œuvre sous forme de lits parcourus par le fluide Possible à traiter Tissé Fibres tissées Limitée à la dépollution des effluents gazeux faiblement pollués Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Environnement G 2 070 − 13 TRAITEMENTS CHIMIQUES ET PHYSICO-CHIMIQUES DES DÉCHETS ______________________________________________________________________________ + Anode ∞ -- Cathode Cuve avec agitateur Red → Ox + n e-- ← -- + → Ox + n e-- → Red Filtre-presse Liquide purifié Figure 14 – Principe de fonctionnement d’un électrolyseur Adsorbant usé Figure 12 – Exemple de mise en œuvre de charbons actifs en poudre Elle a été employée très tôt pour la récupération des métaux nobles tels que l’or et l’argent dans certains déchets industriels. Pour ces métaux, le recours à cette technique était parfaitement justifié du point de vue économique. Charge liquide Charbon actif granulaire L’électrolyse est un procédé ancien et maîtrisé, utilisé de manière industrielle depuis plus d’un siècle pour le revêtement des pièces métalliques. Son utilisation pour le traitement et la valorisation des déchets est également ancienne. L’application de l’électrolyse à la récupération d’autres métaux est plus récente. Elle se heurte à des difficultés d’ordre économique qui sont liées aux performances des électrolyseurs pour les solutions de faibles concentrations. On observe en effet une chute de rendement due principalement à la réduction des transferts d’ions dans la solution et, éventuellement, à la prédominance de réactions parasites (dégagement d’hydrogène dû à la réduction des ions H+, par exemple). Unité en cours de régénération Enfin, l’électrolyse est aussi utilisée dans le cadre de l’élimination des déchets, pour l’oxydation ou la réduction de polluants particuliers avant rejet de la phase aqueuse. Liquide purifié Figure 13 – Exemple de mise en œuvre de charbon actif granulaire en montage parallèle ■ Régénération des charbons actifs La régénération du charbon actif consiste en une libération des pores de la surface adsorbante par destruction ou entraînement de la substance adsorbée. Cette régénération peut être thermique, chimique, biologique ou par solvant. La régénération thermique, la plus courante, combine des étapes de vaporisation et d’oxydation de la substance adsorbée. Cette activation est réalisée sous atmosphère contrôlée : vapeur d’eau ou gaz inerte. 3.4 Méthodes électrochimiques 3.4.1 Principe de l’électrolyse L’électrolyse consiste à imposer un courant entre deux électrodes plongées dans un électrolyte. Il se produit alors des phénomènes : — d’oxydation à l’anode et de réduction à la cathode ; — de réaction chimique entre les espèces présentes dans l’électrolyte et les espèces formées ; — de transport (migration sous l’effet du champ électrique, diffusion). La figure 14 décrit le principe de fonctionnement d’un électrolyseur. G 2 070 − 14 Exemple : on peut utiliser l’électrolyse pour la décyanuration partielle d’un effluent. 3.4.2 Paramètres de fonctionnement La détermination a priori des réactions électrochimiques qui peuvent se produire aux électrodes fait appel à des considérations thermodynamiques et cinétiques. Les outils théoriques utilisés sont : — les diagrammes potentiel-pH, qui permettent de déterminer la nature des espèces théoriquement prédominantes en fonction des conditions de tension aux électrodes et du pH de l’électrolyte ; — les courbes intensité-potentiel (ou de polarisation), qui rendent compte des aspects cinétiques des réactions mises en jeu. L’application principale de l’électrolyse est la récupération de métaux dans les bains usés de traitement de surface. La liste des métaux susceptibles d’être électrodéposés résulte de ces considérations thermodynamiques et cinétiques. En pratique, il s’agit des métaux qui sont couramment utilisés en traitement de surfaces (Zn, Ni, Cr, Cu, Cd, Sn, Ag, Au, pour les plus courants). Leur récupération ne pose donc pas de problème sur le plan purement thermodynamique. En revanche, sur le plan cinétique, la diminution de la concentration du métal dans la solution à traiter entraîne une chute de rendement importante due principalement aux phénomènes de polarisation (appauvrissement de la solution aux abords de la cathode, accumulation d’anions autour de l’anode) et à la prédominance éventuelle de réactions parasites dues notamment à la présence d’éléments tels que le fer ou le chrome, qui réagissent en même temps à l’anode et à la cathode et mobilisent ainsi l’essentiel de l’énergie électrique. Le développement de techniques d’électrolyse à compartiments séparés permet cependant de compenser ces phénomènes. Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Environnement _____________________________________________________________________________ TRAITEMENTS CHIMIQUES ET PHYSICO-CHIMIQUES DES DÉCHETS Tableau 13 – Exemples de dispositifs d’électrolyse applicables au traitement des déchets liquides Type d’électrolyseur Configuration d’électrode Avantages • Manutention simple • Permet de réduire au maximum l’écart entre deux électrodes (5 mm) • Grande surface d’électrode Type « filtre-presse » avec cathode en mousse Cathodes en mousse métallique métallique Électrolyseur à lit fixe Lit granulaire en graphite à travers lequel per- • Grande surface d’électrode cole la solution à traiter • Réduit les phénomènes de polarisation Électrolyseur à lit fluidisé L’électrode de travail est constituée par une • Grande surface d’électrode poudre conductrice de fine granulométrie, • Réduit les phénomènes de polarisation généralement en graphite, maintenue en sus- • Évite les problèmes de colmatage pension dans le flux d’électrolyte Électrolyseur à électrode poreuse percolée La cathode, en graphite granulaire, est traver- • Grande surface d’électrode pulsée sée par l’électrolyte qui subit un mouvement • Réduit les phénomènes de polarisation pulsatoire • Évite les problèmes de colmatage Tableau 14 – Caractéristiques des solvants Caractéristique Influence sur le procédé Capacité d’extraction Détermine la quantité de soluté qui peut être mise en solution dans le solvant Sélectivité pour le soluté à extraire Détermine la capacité du solvant à extraire un polluant particulier Facilité de régénération Correspond à la facilité de séparation du solvant et du soluté, notamment par des techniques de distillation Facilité de séparation du solvant et du diluant Détermine la facilité de séparation du mélange solvant-soluté d’une part et du déchet (solvant non miscible dans l’eau, faible pouvoir d’autre part mouillant) Stabilité chimique du solvant Détermine le risque de dégradation du solvant du fait de réactions parasites avec le déchet Caractère dangereux (inflammabilité, toxicité) du C’est naturellement un critère important qui joue notamment sur les conditions solvant d’utilisation du solvant 3.4.3 Géométrie d’électrode Pour compenser la chute de rendement due à la faible concentration du métal à électrodéposer, des dispositifs d’électrolyse spécifiques ont été développés. Ils visent essentiellement à : — augmenter la surface de la cathode par l’emploi d’électrodes poreuses (mousses) ou volumiques (billes) ; — faciliter les transferts ioniques dans la solution en créant des turbulences et en rapprochant les électrodes ; — réduire les réactions parasites et les phénomènes de polarisation aux électrodes en jouant sur la nature des matériaux employés à l’anode et à la cathode. et une concentration du composant C dans S2. Il permet aussi d’extraire sélectivement le composant C de la substance S1. Le composant peut être alors à nouveau séparé du solvant S2 afin de reconstituer une solution pure, par exemple. La nature du solvant est variable. Il peut s’agir d’eau, de vapeur d’eau, d’un solvant organique ou inorganique, d’un gaz liquéfié ou d’un fluide supercritique. Le solvant est choisi en fonction du soluté que l’on veut extraire et du diluant à purifier. Les caractéristiques à prendre en compte sont énumérées dans le tableau 14. La nature du soluté est très variable. Il peut s’agir de matière organique (hydrocarbures, huiles, molécules organiques complexes) ou minérale (sels, ions métalliques). Des exemples de dispositifs développés sont donnés dans le tableau 13. 3.5 Extraction par solvant Solvant chargé en composant C Solvant (S2) Extraction 3.5.1 Principe L’extraction par solvant consiste à mettre en contact une substance solide ou liquide S1 et un solvant S2 dans lequel l’un des composants présents dans la substance S1 est soluble. Ce composant C est donc extrait et se retrouve en solution dans le solvant S2, qui est ensuite séparé de la substance S1 (figure 15). Ce procédé permet donc de réaliser une purification de la substance S1 C S1 Figure 15 – Schéma de principe de l’extraction par solvant Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Environnement G 2 070 − 15 TRAITEMENTS CHIMIQUES ET PHYSICO-CHIMIQUES DES DÉCHETS ______________________________________________________________________________ Circuit du solvant Reconditionnement du solvant Distillation Lavage Désextraction du soluté Impuretés Soluté Extraction Soluté Raffinat Solution de lavage chargée d'impuretés Traitement du raffinat Solution d'alimentation Autre procédé Solution de lavage vierge Solution de désextraction chargée de soluté Traitement de la solution de désextraction du soluté Solution désextraction vierge Récupération du soluté Élaboration du produit fini Rejets Rejets Figure 16 – Bloc-diagramme d’un procédé d’extraction liquide-liquide [3] 3.5.2 Extraction liquide-liquide L’extraction liquide-liquide concerne essentiellement des contaminants minéraux (métaux notamment) en solution aqueuse, qui sont extraits par un solvant non miscible dans l’eau. Il existe cependant certaines applications visant des contaminants organiques (phénols, éthanol ou acétone, par exemple). Parmi les applications de l’extraction liquide-liquide, on peut citer l’extraction du cuivre, du cobalt et du fer en milieu chlorhydrique par la triisocétylamine ou le tributylphosphate ou celle du phénol des effluents de cokerie et des raffineries de pétrole par le diisopropyléther ou le benzène. Le schéma type d’un procédé d’extraction liquide-liquide est présenté sur la figure 16. 3.5.3 Entraînement à la vapeur La vapeur agit par réduction de la pression partielle des constituants du mélange, ce qui entraîne une diminution de la température de fusion du constituant à séparer. Le mélange de gaz ainsi formé est stable en raison de la basse température d’ébullition de l’azéotrope. Il peut être évacué et recondensé pour obtenir un mélange eau-solvant. Lorsque le solvant est non miscible dans l’eau, il peut aisément être récupéré. L’entraînement à la vapeur est habituellement utilisé pour les opérations suivantes : — séparation d’une faible quantité de COV (composés organiques volatils) d’une grande quantité de matière ; — séparation d’une quantité importante de composants à faible solubilité et haut point d’ébullition d’un déchet non volatil lorsque G 2 070 − 16 le composant à séparer forme un azéotrope à température d’ébullition minimale avec l’eau ; — récupération de solvants instables thermiquement ou qui réagissent avec d’autres composants du déchet à la température d’ébullition ; — récupération de solvants qui ne peuvent pas être distillés, même à basse pression, en raison de leur point d’ébullition élevé ; — récupération de solvants lorsque des dangers d’explosion ou d’incendie existent. Le point essentiel à considérer pour déterminer la faisabilité d’un entraînement à la vapeur est l’existence d’un azéotrope à température d’ébullition minimale. En l’absence d’information sur ce point, on utilise la température d’ébullition et la constante de Henry comme indicateur de l’intérêt d’un entraînement à la vapeur. On considère que les composants présentant les caractéristiques suivantes sont susceptibles d’être traités par entraînement : — température d’ébullition inférieure à 150 oC ; — constante de Henry supérieure à 10–4 bar · m3 /mole. 3.5.4 Extraction par fluides supercritiques Au-delà d’un couple de température et de pression (T c , P c) qui définissent le point critique, il n’existe plus de frontière entre l’état liquide et l’état gazeux (cf. figure 17). La matière se trouve alors à l’état supercritique. Un fluide supercritique est doté d’une forte compressibilité, d’une viscosité supérieure à celle du gaz et de capacités d’autodiffusion élevées. Un fluide supercritique est aussi doté d’un pouvoir solvant bien supérieur à celui de son liquide. Le dioxyde de carbone supercritique est le plus utilisé car ses conditions d’obtention sont faciles à atteindre (31 oC, 74 bar) et il allie, à un bon pouvoir solvant, une absence de toxicité et de Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Environnement _____________________________________________________________________________ TRAITEMENTS CHIMIQUES ET PHYSICO-CHIMIQUES DES DÉCHETS P (bar) Compresseur Vapeur Zone supercritique Liquide PC = 74 bar C Solide PT = 5,2 bar T Gaz TT = 57 °C TC = 31 °C T (°C) Les échelles ne sont pas respectées Concentrat Incondensables Alimentation Condensat Figure 18 – Schéma de principe d’une unité d’évaporation sous vide à compression mécanique de vapeur Figure 17 – Diagramme d’état du dioxyde de carbone Pompe à vide réactivité. Il est compatible avec des solutés très variés. Ses propriétés sont exploitées dans différentes applications : — dissolutions extractives (caféine du café, nicotine du tabac, cholestérol du jaune d’œuf) ; — chromatographies ; — réactions chimiques en milieu supercritique homogène. ■ Application au traitement des déchets L’application des fluides supercritiques au traitement des déchets est récente. Il s’agit principalement d’extraire des contaminants organiques de déchets minéraux solides (sols pollués notamment). La plupart des composés organiques de masse molaire inférieure à 2 000 g/mol sont solubles dans le CO2 supercritique. Compresseur de la PAC Entrée du fluide à traiter Évaporateur de la PAC Distillat Condenseur de la PAC 3.6 Évaporation sous vide L’évaporation d’une solution aqueuse est une opération unitaire qui consiste à éliminer une partie plus ou moins importante du solvant, selon le degré de concentration souhaité. Cette élimination a lieu en chauffant la solution jusqu’à ébullition sous une pression donnée. Si ce type de procédé est largement répandu dans de nombreux types d’industrie (chimie, agroalimentaire...), il commence à être utilisé pour la concentration d’effluent aqueux provenant du secteur de la mécanique, par exemple (usinage, traitement de surface), notamment à cause de l’utilisation de la compression mécanique de vapeur (figure 18) ou des pompes à chaleur (figure 19) qui le rendent énergétiquement compétitif. Les avantages de la concentration par évaporation sous vide sont les suivants : — réduction des volumes des solutions résultantes à traiter ; — possibilité de recyclage des condensats ; — valorisation ou recyclage des concentrats. Les domaines d’application sont, par exemple : — concentration des bains usés : dégraissage, décapage... ; — concentration des éluats de régénération de résines échangeuses d’ions ; — concentration des bains de rinçage, des eaux de cabines de peinture... ; — concentration des eaux de lavage, de solutions aqueuses huileuses ou graisseuses... Ces exemples d’application mettent en valeur la possibilité de réutilisation soit de l’eau, soit des solutés, ce qui tend vers le zéro rejet liquide dans l’environnement. Si l’évaporation sous vide n’est appliquée industriellement que depuis peu, c’est à cause de la demande énergétique importante Concentrat Figure 19 – Schéma de principe d’une unité d’évaporation sous vide à pompe à chaleur des premiers concentrateurs (700 kW par tonne d’eau évaporée). Maintenant que le couplage avec une compression mécanique de vapeur ou une pompe à chaleur a vu le jour, les dépenses énergétiques sont bien moindres : 50 à 100 kW par tonne d’eau évaporée avec la compression de vapeur selon le type de compresseur, 230 à 250 kW par tonne d’eau évaporée avec une pompe à chaleur. 3.6.1 Compression mécanique de vapeur ■ Principe de la compression mécanique de vapeur (CMV) (figure 18) Les vapeurs issues d’une évaporation sous pression réduite sont comprimées et sont ensuite condensées dans un échangeur réchauffant le liquide à évaporer. Le liquide à traiter est placé dans la cuve d’évaporation. Il est chauffé sous vide par l’intermédiaire d’un échangeur, entre en ébullition et produit de la vapeur. Cette vapeur (souvent appelée buées) passe sur un séparateur qui a pour but de limiter au maximum les entraînements physiques de liquide. Elle est ensuite comprimée par un compresseur (à lobes « Roots » ou soufflante), puis est envoyée vers l’échangeur où elle se condense. Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Environnement G 2 070 − 17 TRAITEMENTS CHIMIQUES ET PHYSICO-CHIMIQUES DES DÉCHETS ______________________________________________________________________________ Tableau 15 – Différents types d’évaporateurs à CMV Évaporateurs verticaux Évaporateurs horizontaux Compression À flot tombant À faisceau immergé Volumétrique : faible débit À thermosiphon À faisceau arrosé Centrifuge : débit important À circulation forcée Tableau 16 – Différents types d’évaporateur à PAC Évaporateurs à plaques Évaporateurs tubulaires Autres types PAC À flot tombant À faisceau immergé À double enveloppe Compresseur à piston ou à vis À flot grimpant À faisceau arrosé À faisceau arrosé Fluide frigorigène : R22, R134a, mélanges À circulation forcée À circulation forcée À couche mince Noyés Lorsque le processus est amorcé (création des premières buées), la seule dépense énergétique est l’énergie nécessaire à la machine tournante de compression. ■ Évaporateurs à CMV (compression mécanique de vapeur) Il existe plusieurs types d’évaporateurs (tableau 15) qui seront choisis en fonction du fluide à traiter (sensibilité thermique, viscosité, risques d’encrassement ou de moussage). Exemple : le cas présenté ici porte sur la concentration d’émulsion usée de fluide de coupe de l’industrie mécanique au moyen d’un évaporateur de 40 L/h de débit maximal. L’évaporation est menée sur une charge de 304 kg, la masse de concentrat obtenu est de 26 kg avec un facteur de concentration voisin de 10. La charge a été préalablement placée dans un décanteur afin d’éliminer les huiles étrangères surnageantes. L’évaporation a été menée à 90 oC sous une pression de 550 mbar et le débit d’évaporat a varié entre 37 L/h et 30 L/h en fin d’évaporation. La DCO moyenne du distillat obtenu exempt de toute prolifération bactérienne est de 2 g/L, valeur conforme à un rejet dans un collecteur relié à une station d’épuration. Notons cependant qu’une fine couche huileuse (1 ‰) est présente à la surface du distillat, un post-traitement serait nécessaire pour s’affranchir de cette huile résiduelle. La consommation énergétique a été, pour le cas choisi, de 130 kW/tonne d’eau évaporée. 3.6.2 Pompe à chaleur intégrée ■ Principe d’un évaporateur à pompe à chaleur intégrée (figure 19) La chaleur nécessaire à l’évaporation est celle produite par la condensation de la vapeur du solvant à éliminer une fois son niveau énergétique augmenté par une pompe à chaleur. La pompe à chaleur permet le transfert de chaleur d’une source froide vers une source chaude par l’intermédiaire d’un fluide frigorigène : elle comprend un compresseur, un évaporateur (source froide) et un condenseur (source chaude). ■ Évaporateurs à PAC (pompe à chaleur) Il existe plusieurs types d’évaporateurs (tableau 16) qui seront choisis en fonction du fluide à traiter (sensibilité thermique, pression maximale admise, possibilité de précipitation). G 2 070 − 18 3.7 Distillation La distillation est une technique très ancienne aux applications industrielles multiples. Dans le domaine du traitement des déchets, elle intervient principalement comme technique de régénération de solvants. La distillation exploite la différence de composition entre le liquide et la vapeur en équilibre pour un mélange. Une installation de distillation est donc composée d’un dispositif de chauffage et d’un dispositif de captage et de condensation des vapeurs. Une telle installation permet de récupérer un distillat plus ou moins exempt de ses impuretés et un résidu appauvri en solvant. 3.7.1 Principe de fonctionnement La figure 20 présente l’allure générale d’un diagramme de phase binaire (obtenu à partir d’un mélange de deux composants (A et B)). La fraction molaire xA du composant A est portée en abscisse (xB se déduit de xA par xB = 1 – xA). Les deux courbes sont appelées respectivement courbe d’ébullition et courbe de rosée. La première correspond au début de l’ébullition du mélange lorsque celui-ci est chauffé, la seconde à la fin, c’est-à-dire au moment où l’ensemble du mélange est vaporisé. Partant d’une teneur initiale xM en composant B, la phase liquide et la phase vapeur évoluent au cours du processus. À une température donnée, les compositions de la phase vapeur et du liquide sont données par les abscisses des points d’intersection de l’horizontale isotherme avec la courbe de rosée et avec la courbe d’ébullition. Dans l’exemple de la figure 20, la vapeur est plus concentrée en composant B que le liquide. En une étape de distillation, on a donc obtenu deux produits : l’un enrichi en composant A et l’autre en composant B. Dans la pratique industrielle, il est fréquent de procéder à plusieurs étapes de distillation, généralement dans le même appareil, une colonne à distiller (figure 21). En absence d’azéotrope, les produits obtenus sont quasi purs. Dans certains cas, le mélange présente un azéotrope. Les courbes d’ébullition et de rosée admettent alors un extremum commun. Le mélange correspondant est appelé mélange azéotropique. Il a la particularité de présenter une phase vapeur et une phase liquide de même composition. Lorsque l’on distille un mélange présentant un azéotrope, on n’obtient pas deux corps purs mais un corps pur et le mélange azéotropique. Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Environnement _____________________________________________________________________________ — la position relative des températures d’ébullition des différents composants ; — la formation d’un azéotrope ; — le point d’auto-inflammation. T (°C) Vapeur Courbe d'ébullition Courbe de rosée Lorsque les températures d’ébullition des composants sont trop proches, la séparation devient difficile car une légère variation de température entraîne la vaporisation ou la condensation de l’ensemble du mélange. T Lorsque le mélange de solvants forme un azéotrope, celui-ci constitue l’un des produits obtenus à l’issue de la distillation, en association avec l’un des composants du mélange à l’état pur. La régénération n’est alors intéressante que si la fraction de produit pur est suffisamment importante ou si le mélange azéotropique présente un intérêt. C’est, par exemple, le cas lorsqu’il s’agit d’un mélange aqueux et que l’on tolère une certaine humidité dans le solvant. L+V Liquide Composition de la vapeur B pur Composition du liquide Composition initiale du mélange A pur Composition (%) Figure 20 – Allure générale d’un diagramme de phase binaire Condenseur Reflux Colonne Solvant à régénérer TRAITEMENTS CHIMIQUES ET PHYSICO-CHIMIQUES DES DÉCHETS Fractions régénérées Vapeur Chaleur Chaudière Résidu de distillation Figure 21 – Schéma simplifié d’un dispositif de distillation discontinue 3.7.2 Application à la régénération de solvants Les déchets concernés par la distillation sont principalement des solvants souillés par divers types de matières : graisses, eau, peinture, matières en suspension diverses. L’objectif de la régénération est la récupération d’un solvant présentant les mêmes qualités d’utilisation que le solvant neuf. En dehors de paramètres tels que la teneur en matière en suspension qui peut être modifiée par un prétraitement, il existe trois principaux facteurs affectant la possibilité du traitement d’un mélange de solvants par distillation : Le point d’auto-inflammation est la température à laquelle un corps en présence d’oxygène s’enflamme sans intervention d’une flamme. Un point d’auto-inflammation trop bas peut se traduire par un danger d’incendie ou d’explosion lié au chauffage du mélange. On limitera donc la régénération par distillation aux solvants dont le point d’auto-inflammation est supérieur au point d’ébullition de 40 oC au moins. En plus des paramètres purement techniques, certaines données économiques peuvent intervenir. Il s’agit, en particulier, de la valeur des solvants récupérés et du coût d’élimination des résidus de distillation. Ceux-ci dépendent notamment de la teneur en chlore du solvant, un solvant chloré étant généralement plus cher à l’achat mais aussi plus coûteux à éliminer, donc plus rentable à régénérer. 4. Conclusion Cet article présente un panorama illustré des principales opérations chimiques et physico-chimiques mises en jeu dans le traitement des déchets industriels. Il ne présente pas les procédés de manière exhaustive mais privilégie l’exposé de leur principe de fonctionnement. N’ont pas été pris en compte dans cet article la conception et le fonctionnement des centres collectifs de traitement, ni les techniques de stabilisation-solidification qui sont présentées par ailleurs [4]. Toutes les techniques présentées sont des procédés classiques du génie chimique. Elles sont donc bien connues et bien maîtrisées, même si leur application au domaine des déchets nécessite une approche spécifique liée à la nature même des déchets traités. Ces différentes opérations sont rarement utilisées seules, elles sont associées dans une chaîne de traitement, cette association étant différente d’un déchet à l’autre. Il convient de souligner que les procédés d’épuration sont en lien étroit avec ceux du traitement des eaux, la seule différence réside dans les concentrations plus importantes en éléments nocifs, dans la variabilité de composition, dans la nature du gisement, ce qui implique que les procédés doivent avoir une grande « souplesse » d’utilisation. Ces techniques sont, pour la plupart, fortes consommatrices d’énergie et de réactifs. Elles génèrent souvent des déchets ultimes qui aboutissent en décharge de classe I et dont l’élimination représente un coût non négligeable. D’une manière générale, ces coûts d’élimination se trouvent réduits lorsque ces techniques sont utilisées dans un but de valorisation. Mais, seule, une approche de type « technologies propres », qui vise à réduire à la source la production de déchets, notamment par optimisation du procédé, permet de réduire véritablement le coût de la protection de l’environnement. Il s’agit de passer d’une vision classique qui sépare le procédé de production de celui d’élimination des déchets à une vision intégrée, qui consiste à rechercher les économies et la réduction des impacts tout au long d’une chaîne de production, faisant de l’eau et de l’air dépollués des produits à part entière du processus. Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Environnement G 2 070 − 19
© Copyright 2026 Paperzz