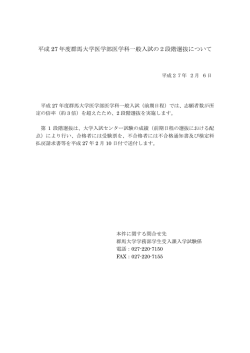
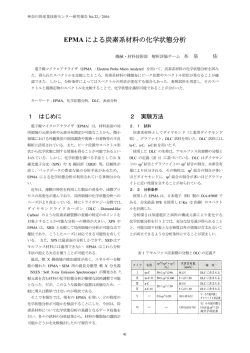
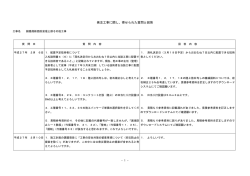
1PM-B02 平成27年 神奈川県ものづくり技術交流会 予稿 機械加工技術の現状と変化するニーズに対応する将来技術の展望 切削油技術研究会 前専門委員長 東瀬義明(元・横河マニュファクチャリング株式会社) 1. はじめに 切削油技術研究会は昨年 2014 年に創立 60 周年を迎 えた。2008 年のリーマンショック以降円高が進み、生 産拠点の海外展開が加速した。2013 年以降円安に転じ たが、生産現場に対するニーズは、現在でも、(1)高付 加価値製品を生み出すための高精度ならびに複雑形状加 工、(2)低コスト・高能率加工、(3)生産ラインに対して は、更なるフレキシブル化とグローバル化、(4)そして CO2 削減を軸とする環境対応と捉えている。研究会創立 10 年ごとの節目を迎えた昨年は、「機械加工技術の現状 と、変化するニーズに対応する将来技術の展望」という テーマを掲げ、機械加工技術の 10 年間の変化と課題に ついて調査研究を行ない、技術の方向を探った。 2.機械加工技術の 10 年間の変化 機械加工技術が 10 年前とどのように変化したかにつ いて、(1)技術への関心度、 (2)技術の実施度、 (3)技術 の定着度と期待度という切り口でアンケート調査を行な った。回答が得られた業種は 6 割が自動車関連企業であ った。10 年前も同様の調査を行なったが、特徴的な実施 順位として、 (1)研削加工から CBN 工具による切削化、 (2)複合加工機導入による工程集約、 (3)専用機の汎用 機化の進展、であった。これらの導入目的として、コス ト競争力の激化とグローバル化が背景にあるといえる。 をうまく加工する技術が特に求められる例が多い。これ らの加工について当研究会の専門委員会社から収集した 取み組み事例より、技術的な解説と取り組みの工夫点を 述べる。さらに高付加価値な製品実現のための方法とし て「SE(Simultaneous Engineering) 」活動の有効性 を紹介する。 4.穴加工における穴曲がりを解消するための工夫 複雑形状に対する加工事例の中で、ロングドリルを用 いた加工事例を紹介した。ロングドリルを用いた深穴加 工では、 「精度不良」や「工具折損」といった問題が取 り上げられ、「穴曲がり」と「切りくずづまり」が主な 原因となっている。そこで、原因のひとつである「穴曲 がり」に着目し、穴曲がりを解消するための要因を分析 (図2)し、比較的対応し易い要因を、工具やツールホ ルダ、そしてこれらの使用状態に絞り、それぞれのパラ メータを変化させ、実験を行なった。ドリル径はφ6、 L/D は 20 とし、アルミ合金と鋳鉄を加工し、深穴加工 の工夫点を導き出した。 図2 図1 技術の導入状況 3.複雑形状に対する穴加工の取組み技術 近年、製品の高付加価値化のために、小型化・複雑化 した加工が増えている。加工工程に置き換えると、複雑 な形状では、表1に示すように、小径穴、斜め穴、深穴 表1 穴曲がりを解消するための要因分析 5.ニーズに対応した生産ラインの変化 生産ラインに対するニーズは年々多様化・高度化して おり、当研究会専門委員会社から、対応事例を収集し た。主な事例を分類すると、品質向上と低コスト化を目 的とし、切りくずに起因する品質不良の発生防止、投資 削減のための複合旋盤による工程短縮などに分類でき た。これらの事例から課題を整理すると、将来必要とさ れる技術が明らかになってきた。 複雑形状に対応する穴加工 図3 ニーズの変化による生産ラインを取り巻く環境 1PM-B03 平成27年 神奈川県ものづくり技術交流会 予稿 高硬度材小径深穴加工の切削化への取り組み 株式会社 IHI ○長谷川 雅信,大阪電気通信大学 嘉戸 寛, 大昭和精機株式会社 岩村 卓, 株式会社 牧野フライス製作所 植草 司陽, 住友電工ハードメタル株式会社 川上 佑馬, 独立行政法人 高齢・障害・求職者雇用支援機構 高度ポリテクセンター 宮崎 竜一 1. はじめに 金型加工などの高硬度焼入れ材への穴加工は放電 加工が主体であり,特にアスペクト比の大きい小径 穴加工は工具の剛性が低く工作物を焼入れ鋼とする 場合,難加工に分類される.近年,工具メーカの開 発が進み高硬度材への穴加工適応例も増えつつある が,まだ放電加工から脱していないのが現状である. 以上から,本実験では高硬度材の小径深穴加工の 切削化への取り組みとして 70HRC の高速度工具鋼 に φ1,L/D=30 のドリル加工を行うことを最終目標 として実験を行った.本報告では「ドリル加工先端 部の挙動の把握」と「高硬度材(70HRC)の小径深 穴ドリル加工への挑戦」について報告を行う. 2.ドリル加工先端部の挙動の把握 小径かつ,L/D が大きいような低剛性のドリル加 工ではセンタ穴,ガイド穴の使用が推奨されている. しかし,食いつき時に実際に何が生じているのか, 具体的な観察などの報告は少ない.そこで,小径深 穴ドリル加工において工具が工作物を削り始める時 の挙動を捉え,センタ穴との関係性をあらためて整 理することを目的として,加工開始時のドリル先端 部の挙動を把握する実験を行った. 図 1 に実験概要を示す.機械主軸側のコレットホ ルダに工作物である φ10 棒材を把握して,バイス側 のツールホルダにセンタドリルを取り付けてセンタ 穴加工をおこなった後,工具側のホルダをドリルに 付け替えて加工試験を実施した.評価は真円度測定 機による形状計測や,切削抵抗の観察を行った.ま た,ハイスピードカメラを使用して食いつき時の挙 動を可視化した.実験の詳細は発表で報告する. 実験結果のまとめを表 1 に示す.加工穴径や真円 度などの形状に関しては肩部からの接触とガイド穴 が良好であった.さらに,切削動力の観察結果から, ドリルの挙動はガイド穴が最も良好と考えられる. 表 1:実験結果のまとめ 3. 高硬度材(70HRC)の小径深穴ドリル加工 70HRC の高硬度材に対して φ1,L/D=30 のドリル 加工をおこない,放電加工との比較を行った.図 2 に穴内壁面の観察写真を示す.放電加工の内壁面は ドリルに対してかなり荒く,ドリル加工の方が良好 な面性状であった.図 3 にドリル加工穴の入り口か ら深さ約 20mm の範囲の内壁面写真を示す.入り口 から深さ約 10mm の位置までは比較的良好な穴が形 成されている.しかし,穴深さが深くなるにつれて 穴曲りやうねり,内壁面に細かいキズが観察された. 本検討でも明らかになったように,高硬度材への 小径深穴加工技術はクリアすべき課題は多い.しか し,これらの課題解決を積極的に進め,技術を確立 することで,焼き入れ材への直彫り加工工程の確立, マシニングセンタだけで工程を完了できるなど,大 幅な短納期化といった高い付加価値を生み出すこと が可能となる. 図 2: 内壁拡大写真 図 1:実験概要 図 3:ドリル加工穴 内壁写真 1PM-B04 平成27年 神奈川県ものづくり技術交流会 予稿 蒸気用タービンブレード材の生産性向上に関する研究(第1報) -高速ミーリングにおけるチタン合金とステンレス鋼の切削特性の違い- 芝浦工業大学 澤 武一 1.はじめに 本研究では蒸気用タービンブレード材の生産性向上を目 的として,チタン合金およびステンレス鋼を高速ミーリングし た場合の切削特性について実験的に検討したので以下に 報告する. 2.実験方法および実験条件 切削加工実験で使用したマシニングセンタの主軸回転 数は最低 6000min-1,最高 42000min-1 で,切削実験で設定 した回転数は主軸特性を考慮して設定した.テーブル駆動 はリニアモータで,運動分解能は 0.1m である.図 1 に,切 削加工実験の概略を示す.切削実験はマシニングセンタの 図1 切削加工実験の概略 表 1 切削実験条件 テーブルに動力計を設置し,切削抵抗を測定した.また, 一定の切削距離においてエンドミルの外周刃逃げ面摩耗, 工作物仕上げ面粗さ,切りくずの観察を行った.切削実験 は切削油剤の供給は行わず,吐出圧力 0.3Mpa の圧縮エ アーのみを供給した.表 1 に切削実験条件の詳細を示す. 3.実験結果および考察 3.1 チタン合金(6Al-4V)の場合 図 2 に,切削速度と外周刃逃げ面摩耗の関係を示す.図 より,切削速度 300m/min 以下では,いずれの切削距離に おいても外周刃逃げ面摩耗は大きな変化がなく,おおむね 一定の値を示すことが確認できる.一方,切削速度が 300m/min を超えると,急激に外周刃逃げ面摩耗が増大す ることが認められる.この結果から,チタン合金の場合,今 回の切削条件下では切削速度 300m/min と 400m/min の間 で切削特性が変異することが示唆できる. 3.2 ステンレス鋼(13Cr)の場合 図 3 に,切削速度と外周刃逃げ面摩耗幅の関係を示す. 図より,いずれの切削距離においても切削速度が高くなる にともない外周刃逃げ面摩耗幅もほぼ比例して大きくなるこ とが確認できる.図 2 に示したチタン合金では,切削速度 図 2 切削速度と外周刃逃げ面摩耗の関係 300m/min 以上で外周刃逃げ面摩耗幅が急激に大きくなる 傾向が見られたが,ステンレス合金(13Cr)では同様な傾向 は確認することができないことがわかる. 4.おわりに 1)チタン合金(6Al-4V)の場合,今回の実験条件下では切 削速度 300m/min 以上で外周刃逃げ面摩耗が急激に増 加した.チタン合金(6Al-4V)の高速ミーリングでは切削 特性が急変する切削速度が存在することを見出した. 2)ステンレス鋼(13Cr)では,切削速度の上昇にともな い逃げ面摩耗がほぼ比例して大きくなることを確認し, 高速切削による特徴は確認できなかった. 図 3 切削速度と外周刃逃げ面摩耗の関係 1PM-B05 平成27年 神奈川県ものづくり技術交流会 予稿 混練一体型ダイヤモンドラッピングシートの研磨特性 新日産ダイヤモンド工業(株) ○鈴木宏貴、仙場輝明、福屋英孝 APTES 技術研究所 愛恭輔 1. 緒言 研磨用砥粒を含有し、フィルム状に形成されたシート はラッピングシート(フィルム)と呼ばれ、光ファイバー コネクタの端面研磨、試料片研磨、自動車部品や電子部 品の磨き、 クリーニング等、 幅広い用途で使われている。 一般的なラッピングシートは、ポリエステルフィルム のような薄い樹脂の基材上に、バインダーとともに砥粒 をコーティングすることで作製される(コーティングタ イプ)。これらのラッピングシートは、その使用方法とし て、長時間使用することを想定して製造されたものでは ないため、数秒から数十秒の使用で目詰まりや目こぼれ を起こし、削れなくなってしまう。製造ラインで使用す る場合、削れなくなるたびにシートを交換しなければな らず、工程によっては交換作業にかかる工数や使用枚数 も莫大ものとなる。今回紹介するダイヤモンドラッピン グシートは、基材上に砥粒をコーティングするといった 方法ではなく、砥粒と樹脂を混練し、その混練物をシー ト形状に一体成型することにより製造される(混練一体 型)。この方法で作られたラッピングシートは、バイン ダー樹脂中で砥粒が多層構造を形成しており(図1)、砥粒 保持力も強く、シートが擦り切れるまで使い続けること が出来る。シートを形成する樹脂はポリイミドであり、 高強度、高剛性で、耐熱性、耐薬品性にも優れ、上記ダ イヤモンドラッピングシートの①長寿命、②高い砥粒保 持力、③高負荷環境に最適(高荷重、高速回転、高温下、 乾式等)、といった優れた特徴を実現できる要因となっ ている。 ポリイミド樹脂 が分かる。これは、コーティングタイプの方は砥粒が単 層なので、砥粒が脱落した場合に自生が生じないのに対 して、混練一体型の方は、砥粒が多層構造を形成してお り、新しい砥粒が次々に自生してくるために生じる差で ある。また、混練一体型の方は、図2中に示すように、 WA砥石によるドレッシングを行うことで研磨能力が回 復し、この時点以降、さらに数千分以上研磨することが 出来る。 図3は、混練一体型ダイヤモンドラッピングシートを 用いてサファイアをラッピング加工した場合の研磨特性 である。ドレスなしの場合、10分程度でほとんど削れな くなってしまうが、 インプロセスでドレスを行った場合、 ほぼ一定の研磨レートで安定した加工が出来ていること が分かる。砥粒が均一な多層構造を形成していることか ら、このように安定したレートで加工が出来、さらにド レッシングにより自生作用を促進することで、通常の加 工法ではすぐに研磨力が低下してしまうサファイアのよ うな高硬度材料でも、問題なく磨くことが出来ている。 ダイヤモンド砥粒 図1:混練一体型ダイヤモンドシートの模式図(左)と 断面写真(右) 2. 長時間使用時の研磨特性 図2は、ダイヤモンドラッピングシートを用いて超硬 合金を10000分近くラッピング加工した場合の研磨特性 である。 コーティングタイプと混練一体型を比較すると、 コーティングタイプの方が研磨レートの低下が早いこと 図2:長時間使用時の研磨特性(ワーク:超硬合金) 図3:インプロセスドレッシングを行った場合の 研磨特性(ワーク:サファイア) 3. ラッピングシートのハンドツール化 ポリイミドの高耐熱、高強度、高剛性といった長所を 生かすことで、通常のラッピングシートでは不可能な使 用方法を実現することが出来る。 図 4 左はその例であり、 φ2mm の超硬軸にシートを巻きつけ、通常の焼結法では 難しい細長い砥石の代替品を簡単に製作することが出来 る。また、図 4 右は、シートを何枚も重ねてフラップホ イール状にしたものであり、20000 回転という回転数で もシートがちぎれることなく使用でき、アルミナセラミ ックスを Ra70nm 程度まで磨き上げることが出来る。 図4:混練一体型ダイヤモンドラッピングシートを用い た細穴加工用砥石(左)とフラップホイール(右) 1PM-B06 平成27年 神奈川県ものづくり技術交流会 予稿 ロータリ工具を用いたアルミニウム合金のドライ切削 神奈川県産業技術センター 機械・材料技術部 芝浦工業大学 デザイン工学部 1. はじめに アルミニウム合金のドライ切削では工具への溶着が生 じ加工面性状が悪化することが知られている.これまで の研究で,エンドミル加工などの断続切削で水素フリー DLC である ta-C(tetrahedral amorphous carbon)を コーティングした工具を用いたときに,工具すくい面の 摩擦係数が低くなり溶着が抑制されることを見出してい る.そこで本研究では,断続切削時の DLC コーティン グの低摩擦特性を活用して,切削時に受ける力により丸 型インサートが回転する従動式ロータリ工具により,ド ライにおいて良好な連続切削(外周旋削)ができないか を試みた. 2. 実験方法 図 1 に,製作した従動式ロータリ工具を示す.直径 20 mmの丸型インサートを回転自在に固定するホルダを製 作した.垂直な軸に対してインサートを任意の角度に傾 けることができる構造にした.インサートが傾斜してい ることにより,被削材と接触する切削点で下向きの力を 受けてインサートが回転する. ロータリ工具を用いて直径 57 mm の被削材(材質: A5052)の外周旋削を行った.切削条件を切削速度 150 m/min,送り 0.05 mm/rev,切込み 1 mm とした.イン サート(超硬 K 種)にはフィルタードアーク蒸着法によ る ta-C をコーティングした.DLC インサートについて は,垂直軸に対する傾き(傾斜角)を 15°~75°まで 15° 刻みで変化させて実験した. 超硬インサートについては, 傾斜角 30°の場合のみ実験した. 較して少なかった.超硬インサートの場合,加工面に大 きな傷があり,インサートすくい面,逃げ面とも広範囲 に溶着が発生した.被削材の円周方向に測定した加工面 粗さは,DLC インサートの場合では Ra 0.40 μm であっ た.一方,超硬インサートの場合については,深い傷を 形成し均一な加工面ではないため,比較できる粗さが得 られないと判断し,測定しなかった. DLC インサートの傾斜角違いについては, 次の結果で あった.15°~60°の場合では,光沢のある加工面であっ た.しかし 75°の場合には,加工面に細かい傷が認めら れた.75°の場合を除いて測定した加工面粗さは,30°の 場合が最も小さく良好であった.インサートすくい面及 び逃げ面への溶着は,15°~60°の場合では比較的少なく, 特に 30°,45°の場合の逃げ面にはほとんどなかった.一 方 75°の場合には多くの溶着が発生した. 以上の結果から, DLC インサートの場合に光沢のある 加工面となったのは,丸型インサートが切削中に回転す ることで切削に関与する切れ刃が断続切削になり,DLC コーティングの低摩擦特性が発揮されたためと考える. 4. おわりに 本研究では,ドライにおいて従動式ロータリ工具によ るアルミニウム合金の良好な連続切削の可能性を調べた. A5052 の外周旋削実験を行ったところ,DLC(ta-C)を コーティングしたインサート付きのロータリ工具により 光沢のある加工面を得られた. 従って当初の目論見通り, ドライにおいて DLC インサート付きのロータリ工具に より良好な連続切削が可能となることを明らかにできた. Ra 0.40 μm 粗さ未測定 200 μm インサート 回転軸 切削力 切削点 インサート傾斜角 図 1 製作したロータリ工具とインサート回転の原理 200 μm インサート 溶着物 逃げ面 インサート 回転方向 すくい面 工具の送り方向 傷 加工面 面粗さ測定方向 3. 実験結果 図 2 に,傾斜角 30°における DLC インサートと超硬 インサートの場合の加工面と切削後のインサート表面の 状態を示す.加工面,インサートへの溶着状況ともに違 いが認められた.DLC インサートの場合,光沢のある加 工面であり,インサートへの溶着は超硬インサートと比 ○横田 知宏,横内 正洋 澤 武一 1 mm 1 mm DLC 30° 超硬 30° 図 2 実験後の加工面とインサート表面の状態 (上:加工面,下:インサート)
© Copyright 2026 Paperzz