Paper
zz
Explore Categories
Log in
Create new account
No category
樹脂部品の熱収縮現象解明と CAE 予測技術開発
Download
Report
アルミニウム合金のろう付について教えてください?
アルミニウムのろう付評価方法はどのようなものがありますか
計算力学手法による金属材料の固相焼結シミュレーション
スワームロボティクスにおける動物行動学に基づく 行動連鎖の時系列解析
K-B型高圧バスダクト(PDF 712KB)
静止流体中を上昇する単一気泡の溶解現象について
インタラクティブにクラスタリングを行い、 構造化を行うツールの開発と実査
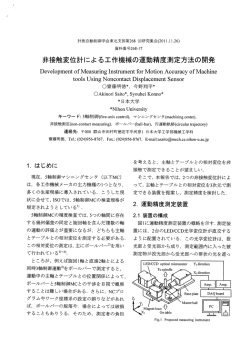
非接触変位計による工作機械の運動精度測定方法の開発
第3回転写Club(1.99MBytes)
ランゲル八ンス細胞肉腫の1例
© Copyright 2026 Paperzz
About Paperzz
DMCA / GDPR
Report