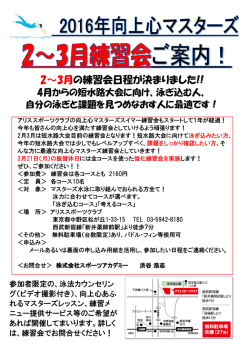
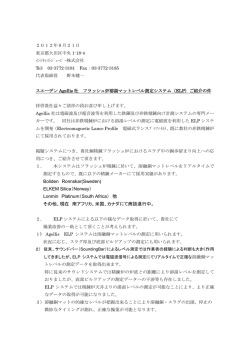
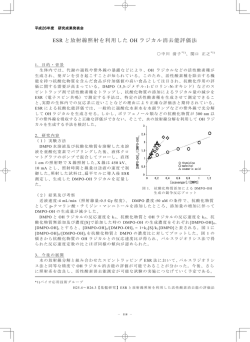
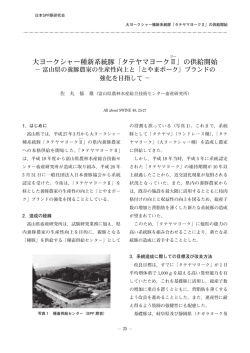
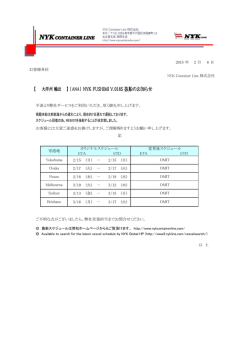
長野県情報技術試験場 技術の広場 ガーバーフォーマット [解 説 ] ガーバーフォーマット [解説] ■はじめに プリント配線板の配線パターンは、従来フォトプロッタで描画されており、その描画フ ォーマットのデファクトスタンダードがいわゆるガーバーフォーマットです。元来ガーバ ー フ ォ ー マ ッ ト は 旧 Gerber Scientific Instrument(GSI)社の プ ロ ッ タ 制 御 フ ォ ー マ ッ ト で し た が 、 EIA規 格 RS-274 の サ ブ セ ッ ト に な っ た も の で す 。 最近ではフォトプロッタに代わりレーザープロッタで描画されることが多くなってきま したが、その描画フォーマットは歴史的背景や各種ツールの継続性から依然ガーバーフォ ーマットが一般的に利用されており、未だにプリント配線板のパターン描画フォーマット のデファクトスタンダードであり続けています。 プリント配線板は専門メーカーに製造依頼することが多く、その製造データとしてガー バーフォーマットのデータを支給する場合が多いのですが、単にデータを渡すだけでは期 待した結果にならないことがあります。これには、ガーバーフォーマットの理解不足が原 因になっていることが多々あります。このようなことを防ぐ一助として、ここにガーバー フォーマットの基本的な部分を紹介するとともに、データの受け渡し時の留意事項を紹介 します。 ■制御型とデータコード 表1に主な制御型とデータフォーマットおよびデータコードの関係を示します。単にガ ーバーフォーマットといっても複数の制御型があり、フォーマットや使用できるデータコ ードが異なっています。 フォーマットにはバイナリーとワードアドレスがありますが、ワードアドレスフォーマ ット(いわゆるテキストデータ)の方が一般的であるので以下ワードアドレスフォーマッ トについて述べます。 表1 主な制御型とデータフォーマットおよびデータコード 制御型 フォーマット ワードアドレス 16000/9300 バイナリ- データコード ASCII EIA BCD EBCDIC ○ ○ ISO ○ ○ 2000C ○ ○ ○ 3X00 ○ ○ ○ ○ ○ ○ 4X00 ○ ○ ○ ○ ○ ○ 6X00 ○ 8000 ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○が有効を示す。 ■ワードアドレスフォーマット ワードアドレスフォーマットとは、データブロックの各ワードの始めにそのワードが何 を意味するかを指定するためのアドレス用文字を持つ数値制御用フォーマットです。その - 1 - 長野県情報技術試験場 技術の広場 ガーバーフォーマット [解 説 ] 主なワードアドレスの並びを図1に示します。なお制御型によっては無効なもの(対応し ないもの)もあります。なお実際のデータの中では、図中大文字の英字はそのままのコー ド を 使 い ま す が 、 小 文 字 (m,n)は 、 適 当 な 数 字 に 置 き 換 え ら れ ま す 。 Nn Gn X±m.n 準備機能 Y±m.n XY座 標 値 Im.n Jm.n 円弧の中心位置 Dn Mn 作図機能 シーケンス番号 図1 * EOB 補助機能 主 な ワ ー ド ア ド レ ス フ ォ ー マ ッ ト (Z,K,W,C,T,U,Vは省 略 ) (1)シ ー ケ ン ス 番 号 (Nn) データブロックを認識するための番号です。実際のデータブロックの数とは関係しませ ん。このワードは一般に省略可能です。 (2)座 標 値 (X,Y,I,J) 描 画 す る 図 形 要 素 の 座 標 を 表 す 重 要 な ワ ー ド で す 。 X,Y に 続 く 座 標 値 で ツ ー ル ヘ ッ ド (ペンまたはフォトプロッタのヘッド)移動の終点を表わします。終点だけの定義なので このワード一つだけでは図形要素は定義されません。後述するGコードやDコードと組み合 わせて図形要素を定義します。 ±m.nのmは整数部、nは小数部の桁数を示します。実際のデータでは小数点は省きます。 ±の+は規定値であり通常省略され、負の値の時だけ−がつきます。 数 値 デ ー タ を 表 現 す る 場 合 、 L ZO(Leading zero omit:上 位 桁 の 0 を 省 略 )とTZO(trailing zero omit:下 位 桁 の 0 を 省 略 ) の 二 つ の モ ー ド が あ り 、 注 意 が 必 要 で す 。 例 え ば 整 数 部 3 桁 、 小 数 部 3 桁 (m=3,n=3)で X12345 と い う デ ー タ が あ っ た 場 合 、 LZOの 時 は 1 2.345、 T Z O の 時 は 123.45と 解 釈 し ま す 。 表2 ま た 座 標 を 表 わ す の に 絶 対 値 ( absolute)と 相 対 主な準備機能 値 (incremental)の二 つ の モ ー ド が あ り 、 こ れ に コード 機 すが、相対値モードではラストポイント(直前の G01 直線補間(1倍) コマンドの終点)からの相対的移動量で次の座標 G02 時計回り円弧補間 点が指定されます。 G03 反時計回り円弧補間 G04 現データブロック無視 使用します。後述の円弧補間を参照してくださ G54 工具(ペン)選択 い。 G56 記号(文字)描画 G70 インチ単位指定 G71 ミリメータ単位指定 プロッタ制御動作のモードを指定する機能で、 G74 360゜円弧補間無効 GコードやG機能とも呼ばれます。主な準備機能を G75 360゜円弧補間有効 表2に示します。Gコードにはモーダル機能を持 G90 絶対値モード つものと持たないものがあります。モーダル機能 G91 相対値モード も注意が必要です。絶対値モードでは決められた 能 座標原点からの絶対座標値でデータが指定されま I, J は 円 弧 補 間 の 中 心 座 標 を 指 定 す る と き に (3)準 備 機 能 (Gn) とは、一度その機能を指定すると以後それが省略 されてもその動作モードを保持するものです。以 - 2 - ※制御型により無効なこともある 長野県情報技術試験場 技術の広場 ガーバーフォーマット [解 説 ] 下に主要なGコードを説明します。 (3)-1 直 線 補 間 (G01) プ ロ ッ タ の 最 も 基 本 的 な 動 作 の 一 つ で あ る 直 線 補 間 ( 線 分 の 描 画 、 あ る い は 直 線 移 動 )を 指定します。線分を描画する場合、その始点はラストポイントで、このデータブロック内 で指定される終点まで直線でツールヘッドが移動します。このときプロッタのペンを下げ ての移動であれば線分を描画し、上げての移動であれば次の図形要素の始点の設定になり ます。 例えば、絶対値モードで始点(100,100)から終点(200,100)へ線分を描く場合以下のよう になります。 G01X100Y100D02* ; 始 点 (100,100)へ の 移 動 ( ペ ン ア ッ プ ) X200Y100D01* ; 終 点 (200,100)へ の 線 分 描 画 ( ペ ン ダ ウ ン ) な お 、 こ の 例 の EOB(*)よ り 後 ろ は 説 明 の た め の コ メ ン ト で 、 実 際 の デ ー タ に は あ り ま せ ん。 (3)-2 円 弧 補 間 (G02, G03) G02は 時 計 回 り (CW)、 G03は 反 時 計 回 り ( CCW)の 円 弧 補 間 を 指 定 し ま す 。 図 2 に G03を 用 い て 描 い た 円 弧 の 例 を 示 し ま す 。 ( a)は 相 対 値 、 ( b ) は 絶 対 値 モ ー ド で 指 定 す る 場 合 で す 。 両 モードとも円弧の始点はラストポイントです。 円 弧 補 間 の 場 合 、 終 点 座 標 を X ,Yで 指 定 し 、 中 心 点 を I , J で 指 定 し ま す 。 相 対 値 モ ー ド で は終点と円弧の中心点を始点からの相対距離で指定するのに対し、絶対値モードでは、終 点は座標原点からの絶対値で指定します。 I,Jの 値 は 始 点 か ら 円 弧 の 中 心 点 ま で の 相 対 距 離 で す 。 絶 対 値 モ ー ド で あ っ て も I , J の 値 は始点からの相対距離で指定します。 例 え ば 、 絶 対 モ ー ド で 中 心 (50,50),始 点 (0,50),終 点 ( 5 0 , 1 0 0 ) の 時 計 回 り の 円 弧 を 描 く 場 合、以下のようになります。 G01X0Y50D02* ; 始 点 (0,50)へ 移 動 ( ペ ン ア ッ プ ) G02X50Y100I50J0D01* ; 終 点 (50,100)へ の 円 弧 描 画 ( ペ ン ダ ウ ン ) G01,G02,G03は 同 じ グ ル ー プ で モ ー ダ ル で す 。 図2 円弧補間の描画例 - 3 - 長野県情報技術試験場 技術の広場 ガーバーフォーマット [解 説 ] (3)-3 四 分 円 と 3 6 0 ゜ モ ー ド (G74,G75) 円弧補間の場合通常は四分円モードで円弧の中心角が90゜以内しか描けませんが、機種 に よ っ て は G75コ マ ン ド で 3 6 0 ゜ 円 弧 補 間 モ ー ド に な り 、 中 心 角 が 90゜ 以 上 の 円 弧 が 描 け る よ う に な り ま す 。 た だ し 、 360゜ 円 弧 補 間 モ ー ド ( G 7 5 ) が 有 効 な 機 種 は 限 ら れ て い る の で 、 四分円モードを使用した方が安全です。 四 分 円 モ ー ド で は 中 心 点 を 指 定 す る I , J ワ ー ド の 数 値 に ± は 必 要 あ り ま せ ん が 、 360゜円 弧補間モードでは±が必要です。 G74, G75は 同 じ グ ル ー プ で モ ー ダ ル で す 。 (3)-4 記 号 機 能 (G56...) 文 字 の よ う な 記 号 を 描 画 す る 機 能 に G 5 6 等 が あ り ま す 。 通 常 の デ ー タ ブ ロ ッ ク は G__D__ M__* の 形 式 を と り ま す 。 例 え ば G56D10ABC* は ABCと い う 文 字 を 描 き ま す 。 書 き 出 し 位 置 はラストポイントである。文字の大きさはMコードである程度変えられ、制御型によっては 文字の回転が可能です。 (4)作 図 機 能 (Dn) ペン交換など作図に関するコマンドがDコマンドであり、表3にその主なものを示します。 表3 主な作図機能 プロッタにもペンプロッタやフォトプロッ タがあり更にカッターヘッドが付いたりす コード るので、どのようなプロッタを制御するか 機 能 で多少意味が異なります。ペンプロッタの D01 場合、ペンダウン(D01)は終点まで線を描画 工具(ペン)ダウン 露光シャッター開 す る こ と を 意 味 し 、 ペ ン ア ッ プ ( D02)は 描 画 D02 せず次の動作の始点をセットすることを意 工具(ペン)アップ 露光シャッター閉 味します。 D03 モーダル機能により一度D機能を指定す X印描画 フラッシュ(シャッター開閉) ると以後それが省略されてもそのモードは D10ー19 ペ ン ( ア パ ー チ ャ ) 選 択 同じグループ内で保持されます。 D10-99 記 号 ( 文 字 、 ア パ ー チ ャ ) 選 択 (G56等に続く場合) (5)補 助 機 能 (Mn) プロッタで描画する際の補助的な機能 ※この他にもVAPE制御コマンド等がある で、主なものにM00:プログラムストップ (描画停止)、M01:オプショナルストップ 制御型により無効なこともある (プロッタのこのスイッチが入っていれば 停止)、M02:エンドオブプログラム(描画 表4 後機械停止)、M30:エンドオブテープ(デ 主な補助機能 ータテープ終わり)があります。 コード 機 能 (6)エ ン ド オ ブ ブ ロ ッ ク コ ー ド (EOB) 一つのデータブロックの終了を示すため M00 プログラムストップ データブロックの末尾に付くコードで、使 M01 オプショナルストップ 用するデータコードによりこのコードも異 M02 エンド オブ プログラム な る 。 A SCIIは * 、 E B C D I C と B C D は * ま た は $ 、 M30 エンド オブ テープ E I A は C R ( キ ャ リ ッ ジ リ タ ー ン ) 、 I SOは L F (ラインフィード)を使用することが多い。 - 4 - 長野県情報技術試験場 技術の広場 ガーバーフォーマット [解 説 ] ■作図例 図 3 に 相 対 値 モ ー ド 、 LZOで の リ ス ト と そ の 作 図 例 を 示 し ま す の で 上 述 の 参 考 に し て 下 さ い。 G54D10* G01X100Y100D02* X200Y0D01* X0Y200* X-200Y0* X0Y-200* X0Y100D02* G02X100Y100I100J0D01* X100Y-100I0J100* X-100Y-100I100J0* X-100Y100I0J100* G01X-50Y0D02* X300Y0D01* X-150Y150D02* X0Y-300D01* X-80Y-50D02* G56D10SAMPLE PLOT* G01X-280Y-50D02M02* 図3 リストと作図例 ■データ受け渡し時の留意事項 プリント配線板の受発注にガーバーデータを利用する場合、以下の事柄に留意してくだ さい。 (1)ア パ ー チ ャ 表 : ア パ ー チ ャ サ イ ズ ・ 形 状 の 確 認 、 異 形 ア パ ー チ ャ の 有 無 、 コ ー ド 範 囲 (2)層 別 フ ァ イ ル : 配 線 層 、 マ ー キ ン グ 、 レ ジ ス ト 、 外 形 、 ド リ ル 等 の フ ァ イ ル の 分 離 ( 3 ) 使 用 コ ー ド : A S C I I か 否 か 、 E OBコ ー ド 、 改 行 コ ー ド ( U N I X , D O S , M a c で 異 な る ) (4)描 画 モ ー ド : 絶 対 値 と 相 対 値 、 四 分 円 か (5)単 位 : ミ リ 系 か イ ン チ 系 、 整 数 部 と 小 数 部 の 桁 数 (6)描 画 要 件 : 尺 度 、 オ フ セ ッ ト 、 X Y 軸 方 向 、 原 点 位 置 、 描 画 範 囲 等 (7)メ デ ィ ア : 双 方 で 利 用 可 能 な メ デ ィ ア 、 容 量 、 イ ン タ ー ネ ッ ト 経 由 の 可 否 (8)デ ー タ 圧 縮 解 凍 : LHA, ZIP, 等 の 利 用 の 可 否 ( 9 ) セ キ ュ リ テ ィ : P GP等 の 利 用 の 可 否 ■本件のお問い合わせ先 長野県情報技術試験場 設計技術部 村石道弘 E-Mail: [email protected] ■参考 本 稿 は GSI PLOTTER CONTROLS DATA FORMAT REFERENCE MANUAL を 参 照 し ま し た 。 更 に 詳 しく知りたい方はそちらを参照して下さい。 - 5 -
© Copyright 2026 Paperzz