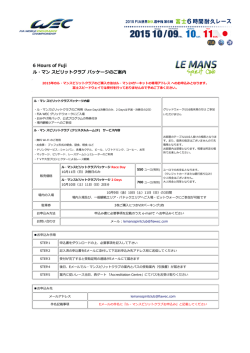
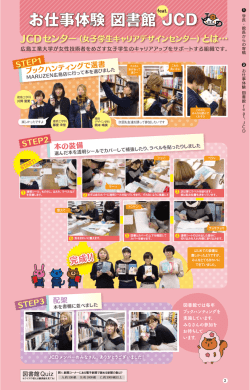
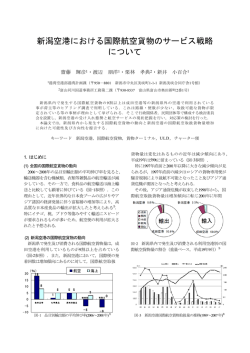
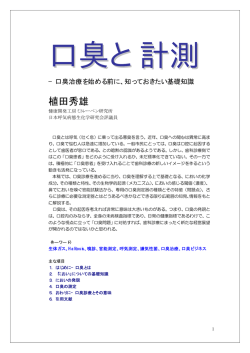
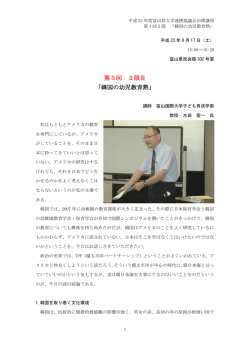
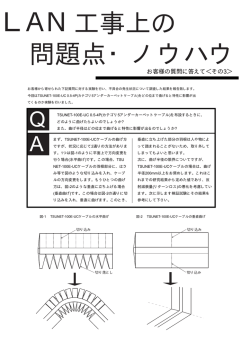
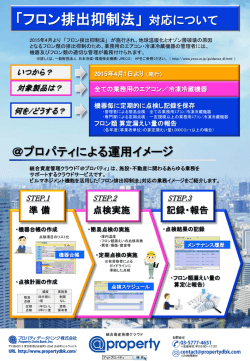
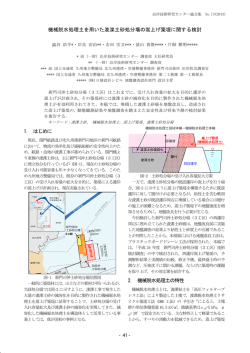
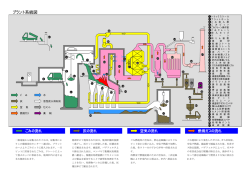
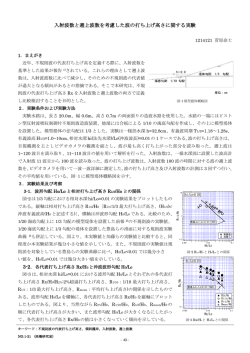
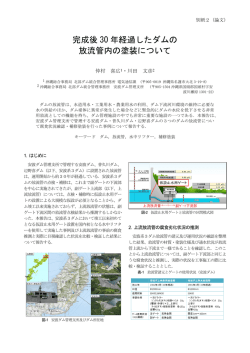
窒素置換不要なロウ付け工法「Nフリーブ」 正会員 ○平松 正輝 (高砂熱学工業) Masaki HIRAMATSU (Takasago Thermal Engineering Co.) 正会員 近藤 員宗(高砂熱学工業) Kazumune KONDO (Takasago Thermal Engineering Co.) キーワード:銅管ロウ付け、窒素置換、酸化被膜、代替工法、Nフリーブ はじめに 継手の中央にあるスリット開口より配管内に燃焼ガスを充 満させ,酸化被膜の形成を防ぐ工法で、開発したNフリー 冷媒配管の銅管ロウ付け接続は、配管内部の酸化防止措 ブ工法の元となった工法である。評価の結果は、燃焼ガス 置を行わないと、配管内面に剥離性の酸化被膜を形成する を効率よく配管内に入れることが品質を左右し、バーナー ため機器へ悪影響を及ぼす事がよく知られている。現在主 火力(火口、炎の大きさ)とロウ付け時間の管理が必要で 流である酸化防止方法は窒素置換工法であり、国土交通省 あることが判明した。 に認定されているなど、業界の標準となっている。 しかし、昨今の建設事情により、連続した冷媒配管を施 1.2 酸化防止剤を使った工法 工することは少なく、分断施工になる場合が多い。窒素置 この工法の特徴は図-2 に示す通り、窒素に替わりスプレ 換工法は、分断に伴い窒素ボンベの移動や圧力調整を何度 ー式の酸化防止剤を配管内部に噴霧し,予熱により酸化防 も繰り返しすることになるため、工期が増大傾向にある。 止剤を気化させる事で酸化を防ぐ仕組みとなっている。 このような状況から、酸化防止剤をスプレー塗布する方法 評価の結果、酸化防止継手と同様に配管内の温度が酸化被 が取り入れられているケースもあるが、品質確保の面で当 膜の形成を始める温度約 300℃になる前に酸化防止剤を均 社の技術標準では限定された条件での使用を許している程 一に気化させることが必要であることが判明した。口径が 度であり、窒素置換工法と同等な品質を確保できる施工方 大きくなるとバーナーでの直接加熱では局部加熱となり、 法がなく、新規技術の開発が求められていた。 気化できずに配管内に液体のまま残る。有効に酸化防止剤 今回、窒素ガスの代わりに、ロウ付け用の燃焼ガスをバ を気化させるためには、ロウ付けする部分の配管全体を加 ックシールドガスとして利用するNフリーブ工法を開発し 熱する工夫が必要である。特に使用環境の温度により気化 たので紹介する。 の為の加熱量が変わるので、施工上の管理が必要である。 Nフリーブ工法は平成 24 年度に技術を確立し、 本年度よ り全店に水平展開を進めている。7月末現在で、官庁工事 を含め4件の導入実績がある。今後は全国での採用拡大を 目指している。 1.既代替工法について 窒素置換工法の既代替工法である酸化防止剤を使った工 燃焼ガス投入スリット 法や酸化防止継手を使った工法は、 開発されてから久しい。 しかし、その工法は「蟻の巣状腐食」の発生や配管内面で 図-1 酸化防止継手を使った工法の概要 の酸化被膜の形成が空調機器本体の目詰まりを引き起こす 等の品質不良が懸念されているが、十分な評価が為されな いままになっており、現在も公的に認知された工法となっ ロウ付け部 継手・拡管部 ていない。このため、施工性の良い代替工法の評価が強く 望まれていた。そこで、当社で平成 23 年度に設立された施 銅管 工技術に特化した開発部門の設立に伴い、窒素置工法の代 挿入ノズル管 替工法の評価を実施した。 酸化防止剤を管内面 に噴霧 1.1 酸化防止継手を使った工法 この工法の特徴は、窒素に替わりロウ付けの「バーナー 図-2 酸化防止剤を使った工法の概要 の燃焼ガス」 を利用したところにあり、 図-1に示すとおり、 4. 実験検証と結果 2.「Nフリーブ」工法 本工法の有効性を確認する為、以下の実験を実施した。 本工法の特徴は酸化防止継手を使った工法と同様に、窒 ① 口径別の直管ロウ付け検証 素ガスに代わり、ロウ付けの「バーナーの燃焼ガス」をバ ② 分岐管のロウ付け検証 ックシールドガスとして利することと、継手を無くしたと ③ 連続配管のロウ付け検証 ころにある。このため、専用の配管穴明け治具のみを使用 ④ 配管内面の組織分析 するだけで、容易に酸化防止対策ができる工法である。 図-3 にNフリーブ工法の概要を示す。接合する銅管の片 側に燃焼ガス投入用の開口を開け、開口からバーナーの燃 4.1 口径別の直管ロウ付け検証 図-5 に、異なる工法でロウ付けを行った時の配管内面の 焼ガスを管内に充満させ、ロウ付け部付近の空気を燃焼ガ スで置換することで、剥離性のある酸化被膜の形成を防ぐ 状態を示す。試験は内径 9.52~38.10mmφ の銅管 8 種類で 工法である。窒素置換工法が配管内部全体を窒素で置換す 実施したが、ここでは一例として、内径 22.22mmφ での結 果を示す。 るのに対して、Nフリーブ工法はロウ付けに伴う加熱によ 酸化防止対策をしない場合 (図-5(c))では、広範囲にわ って酸化被膜が形成される部分だけに燃焼ガスを充満させ たって黒色の剥離性のある酸化被膜の形成が見られた。一 て、酸化被膜の形成を防ぐ工法である。 方、本工法での内面状態(図-5(a))は、窒素置換の場合(図 -5(b))と変らず、酸化被膜の形成は見られなかった。この バーナー火口 結果は他の口径においても同様であった。 4.2 分岐管のロウ付け検証 燃焼ガス投入用開口 テープ閉止 空気逃し口 分岐管でのロウ付けは、 一度に多数のロウ付けが必要で、 テープ閉止 空気逃し口 直管に比べロウ付け時間が多くなるが、一度に行うロウ付 けが 5 分間以内であれば、図-6 に示す通り、酸化被膜の形 燃焼ガス 成は見られなかった。 図-3 Nフリーブ工法の概要 3.Nフリーブ工法の施工手順 燃焼ガス投入口 図-4 に、Nフリーブ工法の手順を示す。 Step 1 専用治具で銅管直管部の燃焼ガス投入口を開口 (a) Nフリーブ工法 配管に組み込み Step2 両管端テープを閉止、空気逃し口を開口 Step 3 燃焼ガス投入 (a) Nフリーブ工法 Step 4 燃焼ガス投入用開口のロウ付け閉止 (b) 窒素置換工法 (c) 酸化防止対策なし 図-5 ロウ付け後の配管内面状態 Step 5 接合部の通常ロウ付け 通常の窒素置換との違いは、窒素ボンベの設置、ホース の配管接続、圧力調整及び管端部での圧力確認作業が無く なる一方で、ロウ付け場所で Step1-4 の工程が必要となる ことにある。このことで、重い窒素ボンベの移動が不要と なる。 なお、酸化防止継手と同様に、燃焼ガスを一定量入れる ためにバーナーの火口と炎の管理が必要である。 図-6 分岐管ロウ付け後の配管内面状態 専用開口治具 専用開口治具 テープ閉止+空気逃口 継手・拡管部 燃焼ガス 投入口 ロウ材 銅管 銅管 銅管 Step 1 燃焼ガス投入口 を開口 ロウ付け前配管 に組み込み Step 2 管端テープを 閉止+空気逃口を開口 図-4 Nフリーブ工法の手順 Step 3 燃焼ガス投入 Step 4 投入口ロウ付け閉止 4.3 連続配管のロウ付け検証 施工現場での作業により近い検証方法として、図-7、8 で示すようなコイル管1巻 50mを 5 本連続させてロウ付 け検証を実施した。 結果は、4 箇所すべてのロウ付け箇所で酸化被膜の形成 は見られなかった。また連続した直管 10m(定尺 4m を 2.5 本)の 25.40mmφ~38.10mmφ の 3 種類の配管でのロ ロウ付け部x4 ロウ付け部x4 箇所 ウ付け検証においても酸化被膜の形成は見られなかった。 図-7 コイル管連続配管ロウ付け全体図 4.4 空調機器接続配管のロウ付け検証 屋内機の配管接続は、屋内機の電磁弁を通してのロウ 付けとなり抵抗が増すため、ガス管と液管の両管端部の空 気逃し口より空気が滞りなく抜け、酸化防止に十分な燃焼 空気逃口 ガス量が入るかを、実機を使って検証した(図-9) 。なお、 配管サイズは、ガス管 15.9mmφ,液管 9.5mmφ とした。 検証作業は、配管内での燃焼ガスの拡散を円滑に行うた めに、屋内機の電磁弁を開にして行った。その結果,ガス 管および液管のロウ付け箇所に酸化被膜の形成は見られな 図-8 コイル管連続配管のロウ付け作業 かった。 屋外機の配管接続(ガス管 19.1mmφ,液管 9.5mmφ) 管端部テープ閉止 空気逃し口 は、圧縮機があるためガス管と液管を通すことが出来ない 屋内機 電磁弁開 ため、図-10 の示す概要にて、屋外機の電磁弁を閉にした まま、サービスポート(S.P)よりマニホールドを接続して ロウ付け検証を実施した。その結果、ガス管および液管の 燃焼ガス封入口 ロウ付け箇所に酸化被膜の形成は見られなかった。 図-9 屋内機ロウ付け概要 4.5 配管内面の表面分析 工法の違いによる配管内面の状態を更に詳しく調べる 屋外機 ために、X 線光電子分光法(XPS)を用いて、配管内面と深 管端部テープ閉止 空気逃し口 さ方向の組成分析を行った。その結果、図-11 に示すとお り酸化防止対策なしの場合は、酸化被膜厚が 50nm 以上で マニホールド 燃焼ガス 封入口 あったのみ対し、Nフリーブ工法と窒素置換工法では、酸 電磁弁閉 化膜厚がほぼ同じで約 5nm であった。したがって、Nフ リーブ工法には、窒素置換工法と同等の酸化防止性能があ ロウ付け部 ると判断できる。 図-10 屋外機ロウ付け概要 5.今後の展開 分断された配管施工等の窒素置換など、施工効率の低い場 合に対応すべく開発したものである。それぞれの工法の利 点を生かすことで、少しでも工期の短縮につながると信じ でいる。酸化防止剤、酸化防止継手の両工法も、その酸化 酸化銅の割合 ,% 窒素置換工法はロウ付け施工の基本である。本工法は 酸化防止なし 窒素置換工法 Nフリーブ工法 防止のメカニズムを理解し、制約の中で工法の選択が必要 と思われる。一番大切なことは、基本である酸化防止剤対 策なしでの施工を無くすことであることは言うまでもない。 0.0 業界を挙げての取り組みが必要である。 10.0 20.0 30.0 40.0 50.0 表面からの深さ,nm 図-11 配管内表面からの深さ方向における酸化銅の割合 おわりに 今回の実験を通して、 窒素置換工法に代わる工法として、 Nフリーブ工法が酸化被膜の形成防止に有効であることが 明らかになった。 本工法は、特許第 4317568 号(バーナーの燃焼ガスを導 入した後、ロウ付けする)の独占的通常実施権を特許権所 参考文献 1) 多久販売㈱ 酸化防止継手施工マニュアル 掲載図を加工 2) 社団法人 日本銅センター 銅配管ロウ付けマニュアル 1998 年度版 3) 一般社団法人 日本冷凍空調設備工業連合会 有者より取得し、さらにロウ付け工法の改善を加えた弊社 冷凍空調設備の冷媒配管工事 -施工標準- 独自の工法ではあるが、今後は講習会を通して質の高い作 2012 年度版 p.71~78 業者の教育と施工実績を積み重ねて、公的な工法として広 く一般に活用できるよう努力したい。 4)㈱東洋溶材 説明書 7001-施工要領書-掲載表を加工
© Copyright 2026 Paperzz