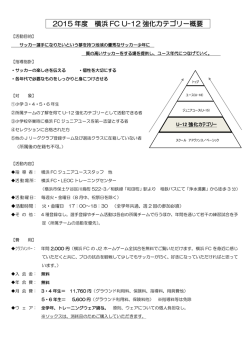
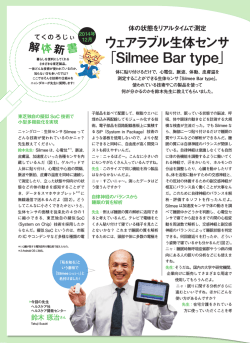
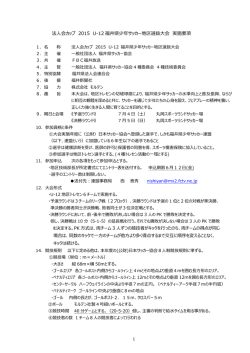
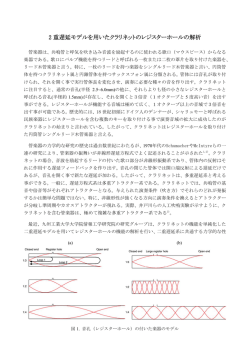
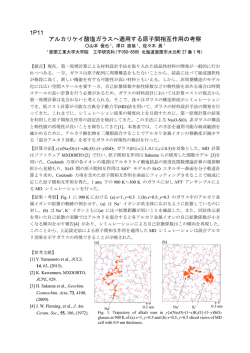
セラミックス材料学,平成12年2月2日 セラミックスと金属の接合 ∼基礎から新しい技術まで∼ 大阪大学産業科学研究所 菅沼克昭 1.接合の基礎パラメータ セラミックスは様々な優れた機能を持つ反面,大型や複雑な形状の製品の焼結が難しく,一旦焼 結されると加工が難しく,また,大型になるほど体積効果で信頼性が低下するなどの欠点を持って いる.これらの欠点を克服するために,セラミックス同士の接合や異種材料との接合技術が,工業 分野でのセラミックスの発展と共に成長してきた.特に,電子セラミックスや基板材料などは必ず 金属配線との強固な界面形成が要求され,窒化珪素を初めとする構造用セラミックスに対しては, 信頼性の高い耐熱接合法が求められるようになっている.金属などの異種材料との接合においては, 界面形成技術と同時に熱応力や弾性率などのミスマッチを緩和する中間層構造を別に考慮しなけれ ばならない.本稿では,初めに金属との接合を中心に基本的事項を説明し,次に具体的な接合の技 術を述べる.また,最近の製品に見られる技術の詳細を後半で紹介する. 1.1 界面結合 界面結合を左右する重要な因子として考えるべき ことには,化学結合状態と結晶格子整合性の2つが ある.実用的には単結晶を扱うことはまれなので, 前者の化学結合をコントロールすることがポイント になる.原子結合様式を考えると,セラミックスで はイオン結合,共有結合,ファン・デア・ワールス 結合が主体になるのに対し,金属では金属結合が主 体となる. 接合界面の強さは,古くからぬれ性試験によって 評価されてきた.図1には液滴法(sessile drop) の模式図を示す.図中の接触角θを用いて金属の表 面エネルギーγm と付着仕事量Wadが次式求められる (Young-Dupre式). 金 属 γsl セラミックス 図1 固体表面上の液滴と接触角 (1) 接触角θの測定から(1)式より接合性を評価で きる.ほとんどの金属の表面エネルギーは,熱力 学データベースとなっているので,(1)式から 求められるWadは界面結合強度の便利な指標にな る. 基本的には反応しやすい系が界面形勢に有利で あるが,アルミナ上の各種金属のWadと反応性の 関係が図2の様に求められる1).ここでは,反応 性として金属の酸化物形成標準自由エネルギーΔ G 0 に注目している.この例では酸素に対し活性 な金属ほど,即ち酸化しやすい金属ほど界面結合 が大きくなる.もちろん,アルミナ中のアルミニ ウム原子と結合しやすい元素は,固溶するか金属 間化合物を形成し安定な界面形成に寄与する.例 えば,白金は酸化しがたいが,アルミナとは強固 な界面を形成する.これは,表1に示すように白 1 2.5 2.0 (J/m 2) ・・・・ θ γs Wad Wad = γm (1 + cosθ) γl Ti 1.5 W 1.0 Co Mo Cu 0.5 Ni Au 0 0 100 200 -∆G 0 300 (kJ/g-atom oxygen) 図2 アルミナ上の各種金属の付着仕事量と酸化のた めの自由エネルギー変化の関係1) セラミックス材料学,平成12年2月2日 金原子がアルミニウム原子との結合が強いことが,主な理由である2). 表1 酸化物生成自由エネルギー⊿G0と合金形成の熱エネルギー⊿HR(kJ/mole)2). 酸化物 ⊿G0 合 金 ⊿HR(at 0K) Al-O -1066 Al-Al 0 Cu-O - 254 Cu-Al - 38 Pt-O + 300 Pt-Al - 164 Ni-O - 446 Ni-Al - 96 Ti-O - 952 Ti-Al - 137 特殊な場合であるが,単結晶材料の接合では,結晶方位に強く依存し界面強度が変化する.これ には,界面を挟んだ結晶の化学結合の異方性や結晶構造の差が影響している.電子論に基づいた界 面結合のシミュレーションから,セラミックスと金属の界面には金属側に1原子層程度の薄い化学 結合遷移層が形成され,セラミックス化していることが示され,これが超高分解能電子顕微鏡観察 などによる局所状態観察からも証明されている3,4). 1.2 界面密着の達成 接合界面の密着達成率は時間,温度及び圧力の影 響を大きく受け,強度に反映する.図3に固相接合 における界面密着度に及ぼす温度の効果を示した5). 温度の上昇に伴い密着度は増加する.また,接合の もう大切なパラメータである圧力や時間も,温度と 同様の効果を持つ.従って,界面の密着度を完全に するためには温度を高く,時間を長く,更に圧力を 高くすれば良い.但し,異相界面では反応層の成長 を抑える必要があり,接合の温度と時間は限られる. このためどうしても界面上に未接着部分が残される. また,金属中の原子の拡散は,セラミックス中より もはるかに速いため,カーケンドル効果により界面 図3 固相接合における界面密着の温度の効果5). 近くに空洞が生じることもある.このようにして界 面上に形成される未接着部分や空洞は,接合強度の 低下の原因になる.これらの欠陥の生成を防ぐためには,接合圧力を高く設定することが望ましい. ホットプレスのような一軸加圧では,高負荷が試料の著しい塑性変形を引き起こすので,10∼20MPa が上限の圧力になる.熱間静水圧法(HIP)では この心配がなく100MPaを越える高い圧力で接合でき るので,100%の密着を得ることが可能になる. 一方,ろう付けの場合にも多少の加圧が効果を持 つ.図4は,窒化珪素同士をアルミニウムでろう付 けした場合の接合強度に及ぼす接合圧力の効果を示 している 6) .無加圧では強度のばらつきが大きく平 均値も低いのに対し,わずか0.05MPaの加圧力でば らつきの少ない高強度接合が可能になっている.ろ う付けにおける圧力の効果は,主にろう材層を薄く 均一にすることにある. 1.3 反応層の成長 界面反応層の成長は,拡散する元素の固溶度や拡 散速度の関係からセラミックス側よりも金属側へ大 きくなる.反応層成長は拡散律速である場合が多く, 反応層の厚さをXとすると次の式で表される. X2 = A・t・exp(−Q/RT) -- (2) 2 図4 窒化珪素のアルミニウムろう付けにおける 加圧力の効果6). セラミックス材料学,平成12年2月2日 ここで,Aは定数,tは時間,Qは活性化エネルギー,Rはガス定数,Tは温度である.この式の ように,反応層厚さは反応時間の平方根に比例し,この現象が認められることが反応が拡散律速で ある一つの目安になる. 反応層の成長は接合強度を大きく左右する.図5にはダイヤモンド/銅合金の固相接合体の引張 強度の接合時間依存性を示した7).接合強度はどの合金に対してもある時間までは増加するが,最 大値に達した後減少する.これを理解するために反応時間と接合強度の関係を図式化したのが,図 6である.接合初期の強度の上昇は界面における密着面積の増加と界面の原子結合の達成によるも のであり,これは時間が経つほど接合にプラスに働く.一方,反応層は時間と共に成長し,厚く成 長した反応層は内部にクラックを発生し易いため,これが後半の強度低下の原因になる.従って, 主にこれらの効果の兼ね合いで接合強度にピークが現れる.以上のことから,固相接合では高い圧 力を掛け界面密着を容易にし低温で短時間に接合すること,また,ろう付けではろう材の粘性も考 慮して,ろう材層が薄く均一になるように多少の圧力を掛けることが望ましいと言える. + 強 度 界面形成 接合強度 0 時間・温度 反応層成長 − 図5 ダイヤモンド/銅合金接合における接合時間の効果7). 1.4 熱応力(残留応力)の問題 一般にセラミックスは金属に比べて熱膨張率が小さい. 接合体が温度変化を受ける場合には,素材間の熱膨張率差 のために界面近傍に大きな歪が発生する.通常,接合の為 される温度は 0.5∼0.9Tm(Tmは金属の融点)であり, この温度から室温に冷却するだけで,熱応力の値はしばし ばセラミックスの破壊応力を越えるものになる.接合材料 中の熱応力分布は一様でなく,図7のように接合界面近く で高くなる.接合材料の強度に最も悪影響を及ぼすものは 引張応力であり,これは界面上あるいはセラミックス側の 自由表面近くで最大のものとなる.また,この引張応力は 界面にほぼ垂直方向に働くため,引張試験や曲げ試験など によって接合体に外力が作用する場合,見かけ上界面強度 の低下をもたらすことになる.また,熱応力の値が接合面 積に依存することや,熱応力が大きい接合では得られる接 合体の強度のばらつきが大きくなることなどの点に注意を 要する. 1.5 接合面粗さ 接合面の粗さは,接合に対してアンカー効果,界面密着 3 図6 接合強度へ及ぼす時間と温度の効果. Si3N 4 250 500 750 1000 1250 0 -250 -500 1500 1000 1250 750 500 250 500 750 1000 1250 250 Steel (MPa) 図7 接合体に発生する熱応力分布図. セラミックス材料学,平成12年2月2日 Fracture probability (%) やぬれの阻害効果,表面損傷層の残留効果などの効果を持つ.後2者は接合を阻害するので,注意 が必要である. 一般には面粗度が大きいほど密着の阻害が引 99.9 き起こされる.ところが,ろう付けの場合には 99 接触角が90゚より大きいか小さいかでまったく逆 95 90 Ra=0.2µm の作用をする.90゚より小さい場合(ぬれる場 80 70 合)面は粗いほど密着を促進し,90゚より大きい Ra=0.3µm 60 場合(ぬれない場合)にはこの逆になる 8) .ま 50 40 た,最近の実験では 90゚という値には関係なく, 30 面は粗いほどぬれなくなるという報告もある. 20 Ra=0.1µm 一般にセラミックスは,研削されることによ 10 り表面に傷や残留応力を持つ損傷層を形成し強 度は著しく低下する.もし,接合面に加工損傷 5 層が残されると,強度の低下の一因になる.こ れが加工損傷層の効果であり,実際に接合体に 1 及ぼすこの影響は大きい.ひとつの例として図 50 100 200 300 400 500 700 900 8を示す 9) .これは,アルミニウムでろう付け 600 800 1000 Bending strength, σ f /MPa された窒化珪素接合体において,接合面の粗さ が強度のばらつきに与える影響を示している. 図8 窒化珪素接合強度に及ぼす面粗さの効果9). 接合面は滑らかな方がバラツキが少なく高強度 が得られている.これは,表面が粗い場合には 従来期待されてきたアンカー効果よりも,表面に残る損傷組織の影響が大きく強度劣化を招くため である.面粗さの持つ効果は,面の研削や研磨の方法にも依存する.高強度達成には,ダメージの 少ない研磨法によりある程度粗く仕上げることが望ましい. 2.接合技術 今日まで多くのセラミックスを対象とする接合技術が開発されてきたが,それらのおおよそのと ころは表2のように分類される.表には,各種方法によって得られる接合体の特性と問題点をまと めて示した.この他に,最も簡便な方法である機械的接合には,ボルト締めや冷やしばめ,鋳ぐる みなどがある.実は構造用セラミックスとして実用化されているものの多くが,この方法によって 接合されている.機械的接合方法は,一つの有効な接合方法として実用化されており,ターボ チャージャー・ローターの接合に見られるように,耐熱性に関しても適切な設計の支援を受ければ5 00℃までは十分に保障されている.但し,この方法では一般に気密性を望むことは難しい. 表2 大分類 各種接合法の特色と欠点 小分類 接合強度 耐熱性 経済性 備 考 間接メタライズ法 ◎ ○ ◎ Mo-Mn法,Ti蒸着後ろう付け等 直接メタライズ法 ◎ ○ ○ 活性金属ろう付け法等 共融液相接合法 ○ ○ ◎ Cu2O液相法等 固相加圧接合法 ◎ ◎ △ 常温接合法 ◎ △ △ 金属はAl等に限る 高周波加熱接合法 ? ◎ ○ 金属との接合例は少ない 摩擦圧接法 ◎ △ ◎ 金属はAl等に限る 電子ビーム溶接法 × ◎ △ レーザー溶接法 × ◎ ○ 鋳ぐるみ法 △ △ ◎ 金属はAl等の低融点に限る SQ法 ◎ △ ◎ 金属はAl等の低融点に限る ろう付け法 固相接合 溶 接 溶湯接合法 4 セラミックス材料学,平成12年2月2日 接着剤を用いる方法も簡単な接合方法の一つである.最近では,引張接着強度が80MPaあるものや, 300℃以上の高温まで使用可能な有機接着剤が市販されているが,一般には耐熱性はない.また無機 系接着剤は強度の点で劣るので,セメントのように埋め込むタイプの接合が望ましい. レーザーや電子ビームを用いた溶融接合では熱的には安定な接合組織を生み出すが,溶融層にお ける粒成長や残留気泡,残留熱応力などの深刻な問題がある.更に,セラミックスと金属の融点に 差があることや,熱衝撃を避けるために余熱を必要とすることなどの難点がある. 摩擦圧接法では,柔らかい金属とセラミックスの接合では,引張りで100MPa以上の高い強度が得 られているが,接合時にトルクを必要とする硬い金属を相手にする場合にはセラミックスが破壊し てしまう.従って,接合相手の金属は柔らかいアルミニウム合金に限られている. 固相接合とろう付けに関しては盛んに研究開発が行われており,優れた手法が数多く開発されて いる.多くの方法では,平面同士の接合が基本になる.新しく開発された鋳造接合(SQ法)では, 現在はアルミニウムとセラミックスの接合に限られているものの,経済性と性能をかね合わせた付 加価値の高い接合を可能にしている. 以下には,界面形成技術と熱応力緩和に分けて説明する. 2.1 界面形成技術 (a)Mo−Mnメタライズ法 Mo−Mn法は,酸化物系のセラミックス,特にシリカを 多量に含むアルミナの接合面を金属化する方法として,1960 年代にTelefunken社により開発され,今日まで電子・電気を 問わず,ほとんどのアルミナのメタライズには必ず用いられ ている技術である.そのプロセスは比較的複雑であり,図9 に模式的に示した. まず,アルミナの表面にモリブデンとマンガンや酸化マン ガンの混合されたペーストを塗布し乾燥する.次に,1200℃ 近傍で窒素中での仮焼と同時に水蒸気によりわずかに酸化さ せると,酸化マンガンや酸化モリブデンとアルミナに含まれ るシリカとが融液を形成する.これを水素を含む還元雰囲気 中で,1400∼1600℃で焼成すると,モリブデンのみが金属に 還元され,アルミナの表面にモリブデン金属層が出来上がる. ろう付けの前にはモリブデンの上にニッケル等のめっきを施 す.Mo−Mn法ではアルミナ側のシリカの存在は不可欠で, 良好な接合強度を得るためには数wt%∼10wt%程度の量を含ん でいることが望ましい.また,アルミナの粒度の影響も受け, 10μm程度以上の粒径があることが望ましいとされる.最適な 制御をすれば引張強度で80MPa程の高強度のメタライズが可能 である.Mo−Mn法のプロセスが複雑であることから,こ れをより簡便にしようとする試みも多く報告されている. Mo Mn Mo Mn Mo Mn Mo Mn Mo Mn Mo Mn Mo Mn Al2O3 SiO2 Mo MnOMo MnO Mo MnOMo MnO Mo MnO Mo MnO Mo MnO Al2O3 SiO2 Mo Mo Mo Mo Mo Mo Mo 液相) Al2O3+SiO2+MnO( Al2O3 SiO2 Mo Al2O3 SiO2 図9 Mo-Mn法によるメタライズ. (b)活性金属ろう付け法 先に述べたように,チタンなどを含む金属ろう材は酸化物系,非酸化物系に限らず一般にセラ ミックスに対して活性であり界面強度も強いものが得られる.ろう付けであるからそれだけ応用範 囲も広く,新しい分野の接合の主流技術になりつつある.ろう材の代表的なものには,Ag-Cu-Ti系, Cu-Sn-Ti系,Co-Ti系,Ni-Ti系,アルミニウム合金系等がある.中でもAg-Cu-Tiろうは最も多く使 われるが,これはいわゆる銀ろうにチタンを添加したものである.チタン量は多量に添加するとろ う材そのものが脆化するので,1∼3wt%の範囲が一般的である.得られる界面強度は高く,例えばア ルミナの接合ではMo−Mn法等によってメタライズ後ろう付けしたものと同等以上の強度が得ら れる. 図10には,窒化珪素を活性金属ろう付けした場合の典型的な界面組織を示すが,窒化珪素側か ら薄いTiN層と,M6N(M: Ti,Si,Ag,Cu)の窒化物が生じる10).このようにセラミックスが窒化物 であれば,セラミックス側から第1層目にTiNが生じるが,炭化物であればTiC,酸化物であればTiO が形成される.このろう材はほとんどのセラミックスに対し有効である.耐熱強度と耐酸化性の点 5 セラミックス材料学,平成12年2月2日 から,大気中におけるこのろう材の使用上限温度は,銀ろうと同様におよそ500℃である. 純アルミニウムやアルミニウム合金は,多くのセラミックスに対して活性であり,ろう材として も有効である.界面強度としてはろう材層の厚さが薄いときに窒化珪素に対して500MPa以上の強度 レベル)が得られる. (c)固相接合 TiN+M(Si,Cu,Ti) TiN+M(Si,Cu,Ti)6N 固相接合のなかでは,ホットプレス接合が最 6N も広く用いられるが,他にカプセルを用いた熱 間静水圧法,無加圧接合法,をる.基本的にセ ラミックス,金属及び中間層となる金属の何れ も固相状態で接合される.接合温度は,接合素 33 44 材の中の最も低融点材料のおよそ0.9Tm付近で 選ばれる.接合雰囲気が超高真空等の特別な場 合には,非常に低い温度(例えば常温)で行う 場合もある.また,原理的には拡散だけに頼り, 殆ど加重を加えず接合面を接触させたままで接 合する場合もある.しかし,前述のように固相 接合においては接合圧力の効果が大きく,無荷 図10 窒化珪素/Ag-Cu-Ti界面組織(SEM). 重や低荷重下では極めて長い時間の接合処理を 必要とし,現実的ではない. ほとんどのセラミックスに対して固相接合が試みられており,その報告例も非常に多い.反応性 の高い場合が一般に接合性も良いと考えられがちであるが,アルミナ,マグネシア,ジルコニア等 の酸化物に対して殆ど反応しない金や白金などの貴金属が強固な界面形成する.この方法は一般に 貴金属法と呼ばれる.貴金属を用いる利点は,強固な界面(100MPa以上)が得られる他に,接合処 理が大気中で行える,貴金属が比較的軟いため接合面の密着が容易に得られる,更に気密性に優れ た接合が可能になるなどの点がある.貴金属法の例としては,酸素センサとしての安定化ジルコニ ア/白金/アルミナ接合,白金窓の付いた白金/アルミナ迅速応答熱電動保護管などがある. 窒化珪素に対し高融点金属を固相接合すると,1000℃まで強度を保つ優れた高温材料用の接合が 可能になる.一方,ニッケルを接合材に用いると約900℃まで耐熱・酸化性を兼ね備えた接合が可能 になる.この接合では,接合温度で界面に反応により液相を生じるので,固相接合と区別してその 反応の性質から「共晶接合」やTransient Liquid Phase Bondingと称する場合もある.共晶接合に は,アルミナ/CuO/銅(DBC接合),窒化珪素/鉄系金属,TiN/鉄系金属,アルミナ/Cu/Nb等 の例などが報告されている. やはり固相接合の一つになるが,電場を掛けて接合する方法(Field-Assisted Bonding)は,元 素のイオン性を利用して界面反応を強制的に引き起こす方法である.この方法では接合温度を下げ ることが可能である.β-アルミナと銅,鉄,モリブデン,チタン,アルミニウム,コバールなどが 接合され,良好な界面密着を得ている.この場合には界面に金 Press 属酸化物が形成される. 固相接合の実用化例は,パワー基板として用いられているD Piston BC接合以外は極めて少ない.これは,量産が難しいことや製 Alminum block 品の形の制約などが主な原因である. Si Si N N (d)鋳造接合(SQ接合)11,12) 活性金属法は,界面強度が高くほとんどのセラミックスに対 して有効であるが,反面,不活性雰囲気を必要とするバッチ・ プロセスであり,コスト高になる上,時間が掛かる.この欠点 を克服するために開発された方法が鋳造接合である.鋳造接合 では,鋳ぐるみとは異なりセラミックスと金属の間に強固な界 面を形成するので,面同士の突き合わせ接合が可能になる. 一般の金属材料や金属基複合材料の製造に用いられる高圧鋳 造法をセラミックスとアルミニウムとの接合に利用したもので ある.プロセスの概略を図11に示した.先ず,接合される部 品材料と金型をある温度に予熱される.この温度は金型が250∼ 6 Ag-Cu-Ti Ag-Cu-Ti Die Die Ceramic substrate 図11 SQ接合の概略. セラミックス材料学,平成12年2月2日 600℃,セラミックスは500∼800℃の範囲になる.一方,アルミニウムを700∼800℃で溶解保持する. 部品を金型にセットしすばやく溶湯を注ぎ込み10∼100MPaの加圧をする.高圧鋳造では凝固は加圧 から1分以内に終了し,接合が完了する. 鋳造法を従来のセラミックス接合法と比較した場合の主な特徴は,安価で量産可能,大気中でも 酸化の影響が少ない,大形状・複雑形状接合が可能,激しい界面反応の抑制,界面上の欠陥生成を 抑制などがある.ただ一つ注意すべき点は,セラ ミックスに熱衝撃のかからない予熱温度条件を設定 AlN することである.接合素材の温度差は,臨界熱衝撃 温度より十分に小さくとること必要がある.実際に, アルミナや窒化珪素に対してアルミニウムを接合す ると,アルミナの場合に母材強度,窒化珪素の場合 に400MPa以上の界面強度が得られている.鋳造接合 法は耐熱疲労特性の要求されるIGBTパワー基板 への実用化が始まっている(図12)13). Al 13) Number of alive substrate 図12 SQ法で形成したAlN/Alパワー基板 2.2 熱応力緩和法 接合体に対する熱応力の悪影響を軽減するために 4 は,界面近傍,特にセラミックス側の引張応力成分 を低下させることが重要である.これは,セラミッ AlN/Al,Al AlN/Al,Al2O 2O33/Al /Al 3 クスが圧縮応力に強い反面,引張に弱いためである. 熱応力を軽減するためには,第一には熱膨張差の小 AlN/Cu さい素材の組合せが最も望ましい.アルミナに対し 2 AlN/Cu てニオブやコバール合金を選択することはこれに当 てはまる.しかし,セラミックスの接合対象となる 1 Al Al22OO3/Cu 3/Cu 金属は鋼である場合が多く,これに近い熱膨張率を 持つセラミックスを選ぶことは実際に望めない.そ 0 0 50 100 500 1000 5000 こで,接合面形状を工夫する方法や,何らかの中間 Number of heat cycles 層を用いる方法が採用される.セラミックスが難加 図13 SQ基板の耐熱疲労性(-40℃∼125℃) 工性であることから,必然的に後者の中間層を用い た平面の接合が主流になる. 熱応力の緩和のために,様々な中間層構造が考案されている.表3には,その中の代表的なもの をまとめた.これらの中で,高強度接合に成功した例は,軟金属中間層,軟金属/硬・低膨張金属積 層中間層等で得られている.ただし,前者の場合熱疲労を被る高温材料には用いられず,後者では 接合面積が比較的小さなものに限られるなどの欠点があり,まだまだ改良の余地があると言える. 表3 熱応力緩和のための中間層 特 徴 AlやCu等の塑性変形能の高い金属を用いる. 金属メッシュや発泡金属 軟金属中間層 の場合もある セラミックス側に比較的軟い金属層、金属側に低膨張で硬い層を設ける. 軟金属・低膨張硬金属積層中間層 Nb/Mo中間層,Fe,Ni/W中間層など. セラミックス側から金属側へ、連続的に組成を変化させる方法. グレーディン 傾斜組成制御中間層 グとして歴史のある方法. 名 称 縦割れ構造中間層 中間層に界面に垂直方向のスリットを入れ、横方向の自由度を与える方法. (a)軟金属(ソフトメタル)中間層 中間層の弾性変形能及び塑性変形能を利用し,セラミックスと金属の熱歪を緩和するのが軟金属 中間層の考え方である.軟金属中間層としてよく用いられる金属はアルミニウムであるが,この他 に発泡金属や金属線束などを用いる方法がある.アルミニウムを使う場合の利点は,柔らかいこと から歪を緩和するだけでなく低圧力でも十分変形して接合面の密着が容易に得られることである. また,アルミニウムは比較的活性であり,炭化珪素,窒化珪素をはじめ多くのセラミックスと反応 し結合を生じ易い特徴がある.これらの点から接合温度・圧力を低くすることが可能になり,経済 的に有利である.しかし逆に,接合体の耐熱温度や強度には限界がある. 7 セラミックス材料学,平成12年2月2日 中間層としてではないが,前述のIGBT基板はアルミニウムのソフトさを有効に利用して実現 している.図13には,従来用いられてきた銅貼り基板とSQ法によるアルミニウム貼り基板の耐 熱性の比較を示す.銅貼り基板に対し,SQ基板は3000回までの耐熱疲労を実現している13). Bending strength σb/MPa (b)軟金属・低膨張硬金属積層中間層14) アルミナ/ステンレス鋼の接合に,アルミナに近い膨張係数を持つニオブを中間層にすることは 効果的であるが,ステンレス鋼側に低膨張で堅いモリブデンの層を挿入することで一層の熱応力低 減が可能なことがFEM計算で示され,実際に 400MPaをこえる強度の耐熱疲労特性に優れた接合体 600 0.5mmNb/0.5mmMo 0.5mmNb/0.5mmMo が得られた.図15に示すように室温から500℃の 500 間の熱疲労を与えても,この接合体は全く強度劣化 しない.ここで得られたニオブ/モリブデン中間層 400 1.5mmNb 1.5mmNb が軟金属/硬・低膨張金属積層中間層構造の基本と 300 なった.積層中間層の各々の層厚さには,接合強度 に対し接合面の寸法や形状に依存した最適値がある. 200 1mmNb 1mmNb これはFEMによって概略を予測し,それを実際に 確認することが必要である.この中間層は,ターボ 100 チャージャー・ローターの接合に利用された. 0 0 1 10 102 10 3 (c)複合材料中間層 (グレーディング,傾斜組成制御) 図15 積層中間層により接合されたアルミナ/ス セラミックスと金属の間に両者の中間的な熱膨張 テンレス鋼接合体の耐熱疲労性(室温∼500℃). 係数を持つ層を形成し,しかも両者に対し接合性が 良い層を選択するという意味から,母材同士の複合 層を場合によっては組成をセラミックスから金属まで連続的に変化させ中間層として設ける方法が 古くから検討されている.1950∼70年代にはグレーディング(Graded powder seal)と呼称され, 最近になって母材同士だけでなく様々な複合材料を用い熱膨張率差を緩和する方法を含めて複合材 料中間層,更に今日わが国に於て傾斜組成制御として研究が継続されている.古くにはガラスやア ルミナ系セラミックスを金属に接合した例があるが,今日ではジルコニア等がセラミックスとして 検討されている.中間層の形成は粉末冶金法が中心であったが,最近はCVDや自己燃焼法等が試 みられている.この方法のポイントは,熱膨張係数の差が小さいこと,焼結温度が同等であること, 焼結による収縮率が近いこと等が指摘されている.従って,窒化珪素や炭化珪素と鋼のような熱膨 張率の大きな系では健全な接合が出来ない.一方,互いに熱膨張率が近い組合せの接合は良好であ る.例えばTiNとモリブデンの組合せで,両組成の1:1の混合比の中間層を用いたHIP接合では90M Paの引張強度が得られる. Number cycles 3.セラミックス/金属接合の今後 本稿では,セラミックスと金属の接合技術の基礎から応用まで概観した.ここで示したように, 界面における結合や反応などに関してはこの10年近くで大きな進歩を遂げたと言えよう.計算技 術も計算機の進歩とともに格段の進歩を遂げ,同時に解析技術も界面を挟んだ原子面1層の状態分 析を可能にしようとしている.一方,接合技術としては従来のMo−Mn法ばかりでなく活性金属 法を中心とするオールマイティーな技術が完成している.これによって,ほとんどのセラミックス が強固に接合できるようになっている.熱応力に関しては,緩和技術は具体的な製品が現れればそ れなりの設計が可能となっており,評価技術も数ミクロンの領域の評価を可能とする時代になった. これらの背景を受けて,接合はほぼ完成の域に入っていると言えるだろう.ただ,セラミックス自 信にも言えることであるが,接合にはそれを実用できる程度の付加価値が必要で,経済性を兼ね備 えた技術としての一層のブラッシュアップが望まれる.筆者が開発したSQ法は正にこの点を狙っ ており,実用化への端緒をつかむことに成功している.SQ法に限らず,セラミックスが世界を席 巻したように,これからも日本発の接合技術が大きく展開できるように強く願っている. 参考文献 1) E.McDonald and J.G.Eberhart, Trans.AIME, 233, 512 (1965). 8 セラミックス材料学,平成12年2月2日 2) 3) 4) 5) 6) 7) 8) 9) 10) 11) 12) 13) J.T.Klomp, British Ceramic Proceedings, 34, 249 (1984). F.S.Ouchi and M.Kohyama, J.Amer.Ceram.Soc., 74, 1163 (1991). C.Kruse, M.W.Finnis, V.Y.Milman, C.Payne, A.De Vita and M.J.Gillan, J.Am.Ceram.Soc., 77, 431 (1994). J.T. Klomp, Amer.Ceram.Soc.Bull., 51, 683 (1972). K.Suganuma, T.Okamoto, M.Koizumi, M.Shimada, J.Mater.Sci., 22, 1359 (1987). B.Deware, M.G.Nicholas, P.M.Scott, J.Mater.Sci., 11, 1083(1976). R.N.Wenzel, Ind.Engineer.Chem., 28, 988 (1936). K.Suganuma, T.Okamoto, M.Koizumi and M.Shimada, Adv. Ceram.Mater., 1, 356(1986). A.H.Carim, J.Am.Ceram.Soc., 73, 2764 (1990). K.Suganuma, J.Mater.Sci., 61, 6144 (1991). 菅沼克昭, ニューセラミックス, 3, 47(1990). X.S.Ning, K.Suganuma, Mat.Res.Soc.Symp.Proc., vol.445 (1997), pp.101-106. 9
© Copyright 2026 Paperzz