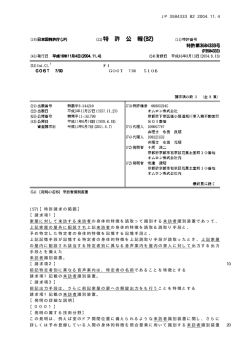
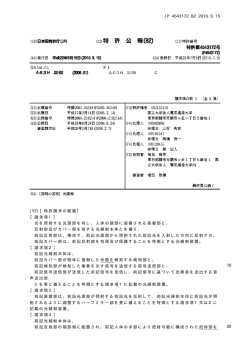
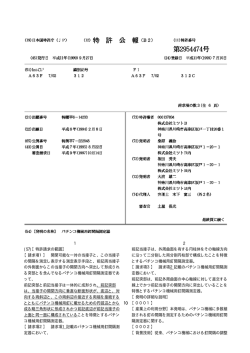
1 (57)【特許請求の範囲】 【請求項1】 速度Vで研磨部を駆動させる駆動手段 と、前記研磨部に対し加工物を力Fn で押し付け又は加 工物に対し前記研磨部を力Fn で押し付け所望の研磨面 を得るロボットを備える研磨装置において、前記力Fn は、予め算出した切り屑を生成し始めるときの力Fn0 、 研磨時の発生熱や工具磨耗を許容限度に抑えるときの力 Fto 、摩擦係数αを定義したときの数式Fto /α≧Fn ≧Fn0 の範囲で制御することを特徴とする研磨装置。 【請求項2】 前記速度Vは、前記研磨面が所望の研磨 10 面となるように予め定めた単位時間当たりの研磨量G、 単位切屑断面積当たりの比研磨抵抗KS 、前記研磨部と 加工物とが接する接線方向の摩擦力Ft を定義したとき の数式V=KS ・G/Ft に基づき制御することを特徴 とする請求項1記載の研磨装置。 2 【発明の詳細な説明】 【0001】 【発明の属する技術分野】本発明は研磨装置に係わり、 特に確実に切り屑を生成し、熱・工具磨耗などを低減 し、かつ長期に渡り安定して所望の研磨面を得ることの 可能な研磨装置に関する。 【0002】 【従来の技術】研磨加工において、研磨加工能率は以下 の1)、2)の方法によって高めることができる。 1)大きな切り屑を発生させる。 2)単位時間当たりの切り屑量(以下、研磨量という) を多くする。 【0003】その中で、1)については大きな砥粒を持 った砥石(研磨工具)を選択する、などの方法がある。 2)について、研磨量をHとすると、Prestonの経験則 (2) 3 より研磨量Hは次の数1で表されることが知られてい る。 【数1】 但し、kは加工材質や研磨工具などによる定数、v (t)は加工物1と研磨工具3との相対速度(以下、研 磨速度という)、p(t)は押しつけ方向の圧力、tは 研磨時間とする。 【0004】数1より研磨量Hを制御するには、押し付 け方向の圧力p(t)または研磨速度v(t)を制御す る必要があるが、研磨速度v(t)は一定にしている場 合が多いので、一般的には押し付け方向の圧力p(t) を一定に制御する方法(定圧研磨法)がとられている。 押し付け方向の圧力p(t)の制御は、空圧アクチュエ ータ、油圧アクチュエータやバネなどを用いて行われて いる。 【0005】 【発明が解決しようとする課題】しかしながら、上記の 技術は経験に基づいたものであり、原理的な側面に触れ ていないために本質的ではなく、高品質の研磨面創成に そのまま用いるのは不十分である。原理的な側面に触れ るために、研磨加工中に起きる現象について検証してみ ると、以下の1)∼3)の現象が起きている。 【0006】1)、研磨加工中は一般的に図2のような 研磨過程を経て切屑5を生成する。図中 で示した領域 では、ある法線方向押付力に達するまでは、加工物1が 弾性変形のみ生じる上滑り現象が起きる。更に法線方向 押付力Fn を増してFn0 に達するまでの領域( の領 域)では、加工物1の塑性変形により砥粒7が加工物1 を前方と側方へ押し上げる掘り起こし現象を生じる。法 線方向押付力Fn がFn0 を越えたときに( の領域)、 砥粒7が初めて切削工程により切屑5を排出するように なる。 【0007】2)、砥粒7が切屑5を排出していると き、研磨工具3と加工物1との間には研磨工具3の接線 方向に作用する力Ft (以下、接線方向摩擦力Ft とい う)が働き、その接線方向摩擦力Ft によって砥粒7が 加工物1を引っ掻く形となり、研磨が行われる。この間 の状況を図3の研磨面創成曲線を用いて説明する。図3 において、曲線a1が砥粒7による研磨前の加工物1の 研磨面創成曲線である。また、曲線a2が砥粒7による 一回目の研磨後の研磨面創成曲線である。曲線b1、曲 線b2は幾何学的干渉曲線である。法線方向押付力Fn により、砥粒7は曲線b1、曲線b2の幾何学的干渉曲 線のように進行しようとするが、上述した上滑り現象、 掘り起こし現象及び切削工程により研磨面創成曲線a2 のように進行する。 【0008】3)、この時、接線方向摩擦力Ft によっ 10 20 30 40 50 特許2958635 4 て、熱が発生したり研磨工具3が磨耗したり、表面の変 質が起きたりして研磨面の精度に影響を及ぼす。従っ て、かかる現象を鑑みるに、高品質の研磨面を得るため には、接線方向摩擦力Ft と法線方向押付力Fn の両方 を考慮する必要がある。ところが、従来の方法では法線 方向押付力Fn か接線方向摩擦力Ft のいずれかを制御 しているだけであり、両者を同時に考慮に入れていな い。このため、研磨工具3の砥石等の摩耗や脱落などに よって条件が変化した場合に、加工できないおそれがあ った。あるいは、研磨熱が発生して研磨面精度に影響を 及ぼしたり、加工面の変質が起こったりして、高品質の 研磨面が長期にわたって得られないおそれがあった。 【0009】本発明はこのような従来の課題に鑑みてな されたもので、確実に切り屑を生成し、熱・工具磨耗な どを低減し、かつ長期に渡り安定して所望の研磨面を得 ることの可能な研磨装置を提供することを目的とする。 【0010】 【課題を解決するための手段】このため本発明は、速度 Vで研磨部を駆動させる駆動手段と、前記研磨部に対し 加工物を力Fn で押し付け又は加工物に対し前記研磨部 を力Fn で押し付け所望の研磨面を得るロボットを備え る研磨装置において、前記力Fn は、予め算出した切り 屑を生成し始めるときの力Fn0 、研磨時の発生熱や工具 磨耗を許容限度に抑えるときの力Fto 、摩擦係数αを定 義したときの数式Fto /α≧Fn ≧Fn0 の範囲で制御す ることを特徴とする。 【0011】駆動手段は、例えばホィール型やベルト型 の回転機構を備えた駆動手段である。加工物と接する研 磨部は駆動手段により速度Vで順繰りに移動させられ る。ここで、研磨部は、ホィールやベルトの内の加工物 と接した部分である。従って、仮に加工物を固定とし、 ホィールやベルトを回転させた場合には、順次研磨部は 更新される。ロボットには、加工物を把持させてもよい し、また駆動手段を把持させてもよい。加工物を把持さ せた場合には、加工物は、ロボットにより、所望の研磨 面を得るようにするため、力Fn で駆動手段に対し押し 付けられる。力Fn は、数式Fto /α≧Fn ≧Fn0 の範 囲で制御する。力Fn が、Fn0 以上としたことにより、 確実に切り屑を生成できる。また、力Fn が、Fto /α 以下としたことにより、発生熱や工具磨耗を低減出来 る。 【0012】また、本発明は、前記速度Vは、前記研磨 面が所望の研磨面となるように予め定めた単位時間当た りの研磨量G、単位切屑断面積当たりの比研磨抵抗K S 、前記研磨部と加工物とが接する接線方向の摩擦力F t を定義したときの数式V=KS ・G/Ft に基づき制 御することを特徴とする。所望の研磨面となるよう予め 研磨量Gを求めておく。接線方向の摩擦力Ft は刻々変 化するため、速度Vは、数式V=KS ・G/Ft に基づ き制御する。このことにより、研磨量Gを一定に出来 (3) 5 る。 【0013】 【発明の実施の形態】以下、本発明の実施形態を図面に 基づいて説明する。本発明の実施形態の構成図を図1に 示す。図1において、加工物1は例えばアルミニウムや 鉄製の鋳型等である。研磨工具3はホィールであり、加 工物1と接触することで加工物1の所定面を研磨するよ うになっている。加工物1は、ロボット9により把持さ れ、研磨工具3に対し法線方向押付力Fn で押し付けら れるようになっている。力センサ11は、ロボット9の 10 一端に取り付けられ、法線方向押付力Fn や接線方向摩 擦力Ft を検出するようになっている。 【0014】そして、検出された法線方向押付力Fn と 接線方向摩擦力Ft は、ホストコンピュータ13に入力 され、必要な法線方向押付力設定値Fns と研磨工具3の 速度設定値Vs が演算されるようになっている。ロボッ トコントローラ15は、法線方向押付力設定値Fns に基 づきロボット9を制御するようになっている。また、モ ータドライバ17は、速度設定値Vs に基づき研磨工具 3の回転を制御するようになっている。研磨工具3は、 20 図示しないACサーボモータにより、研磨速度Vが任意 に可変可能なようになっている。 【0015】次に作用を説明する。まず、法線方向押付 力Fn の制御方法について説明する。上滑り、掘り起こ し現象が起きる領域を超えて、砥粒7が切屑を生成する 法線方向押付力Fn0 を実験などによって予め求めてお く。実験などによるのは、砥粒7が切屑を生成する法線 方向押付力Fn0 は、加工物1の使用材料等によって異な ることが予想されるからである。従って、研磨加工中の 法線方向押付力Fn は、数2のように表される。 30 【0016】 【数2】 更に、高品質の研磨面を長期的に保つため、発生熱や工 具摩耗を低減させる接線方向摩擦力Ft =Ft0 にしなけ ればならない。ここで、法線方向押付力Fn と接線方向 摩擦力Ft には数3のような関係がある。 【0017】 【数3】 40 但し、αは、摩擦係数である。従って、法線方向押付力 Fn の値によって接線方向摩擦力Ft が決まってしまうた め、数2と数3より法線方向押付力Fn が数4となるよ うに制御する。 【0018】 【数4】 50 特許2958635 6 研磨加工中の法線方向押付力Fn は力センサ11により 検出する。以上の法線方向押付力Fn の制御により、確 実に切り屑を生成でき、また、発生熱や工具磨耗を低減 出来る。 【0019】次に、研磨速度Vの制御方法について説明 する。研磨速度Vは数5のように表される。 【0020】 【数5】 但し、単位時間当たりの研磨量G、単位切屑断面積当た りの比研磨抵抗KS 、接線方向の摩擦力Ft である。こ のため、研磨速度Vを制御するためには、単位時間当た りの研磨量G、比研磨抵抗Ks 、接線方向摩擦力Ft の値 を出す必要がある。単位時間当たりの研磨量Gについて は、例えば加工前の表面粗さと目標表面粗さよりファジ ィ推論によって必要な研磨量を推定する、などの方法に よって値を求めておく。また、比研磨抵抗Ks について は、実験などによって予め算出しておく。接線方向摩擦 力Ft は、力センサ11によって値を検知する。 【0021】研磨加工能率を高めて高品質な研磨面を得 るためには、単位時間当たりの研磨量Gを一定にするの が望ましい。このため、比研磨抵抗Ks が一定であると すると、数5より研磨速度Vと接線方向摩擦力Ft の関 係を求め、刻々変化する接線方向摩擦力Ft に対し研磨 速度VをACサーボモータなどによって制御する。但 し、研磨速度Vは接線方向摩擦力Ft の変化量により、 ファジィ推論などで制御しても良い。このことは、例え ば、接線方向摩擦力Ft の変化量が少量ならば、研磨速 度Vの値は変化させないといったような制御が考えられ る。 【0022】この間の演算は、ホストコンピュータ13 で処理される。ホストコンピュータ13からは、法線方 向押付力設定値Fns と研磨工具3の速度設定値Vs が出 力される。そして、ロボットコントローラ15は、法線 方向押付力設定値Fns に基づきロボット9により法線方 向押付力Fn を制御する。また、モータドライバ17 は、速度設定値Vs に基づき研磨工具3の研磨速度Vを 制御する。研磨速度Vは、ACサーボモータにより可変 制御される。以上の研磨速度Vの制御により、研磨量G を一定に確保出来る。 【0023】なお、法線方向押付力Fn は力センサ11 により検出するとしたが、オブザーバーにより推定して もよいし、またアクチュエータにより法線方向押付力F n の検出と制御を兼ねてもよい。 【0024】 (4) 特許2958635 7 8 【発明の効果】以上説明したように、本発明によれば、 * 【図3】 研磨面創成曲線を示す図 力Fn をFn0 以上としたことにより、確実に切り屑を生 【符号の説明】 成できる。また、力Fn をFto /α以下としたことによ 1 加工物 り、発生熱や工具磨耗を低減出来る。更に、駆動手段の 3 研磨工具 速度Vを所定条件下で制御することで、研磨量Gを一定 5 切屑 に出来る。このため、長期に渡り安定して所望の研磨面 7 砥粒 を得ることが出来る。 9 ロボット 【0025】 11 力センサ 【図面の簡単な説明】 13 ホストコンピュータ 【図1】 本発明の実施形態の構成図 10 15 ロボットコントローラ 【図2】 研磨加工における切屑生成過程を示す図 * 17 モータドライバ 【図1】 【図2】 【図3】 ───────────────────────────────────────────────────── フロントページの続き (72)発明者 牧野嶋 博之 千葉県習志野市屋敷4丁目3番1号 セ イコー精機株式会社内 (5) (56)参考文献 特開 平6−218671(JP,A) 特開 平7−186035(JP,A) 特開 平6−31592(JP,A) 特開 平6−312360(JP,A) 特開 平6−278007(JP,A) 特開 平3−251359(JP,A) 実開 平2−4753(JP,U) 特公 昭60−3552(JP,B2) 河村末久外著、外加工学基礎2「研削 加工と砥粒加工」、初版8刷、共立出版 株式会社(1994年10月5日) 特許2958635 6 (58)調査した分野(Int.Cl. ,DB名) B24B 49/16 B24B 27/00
© Copyright 2026 Paperzz