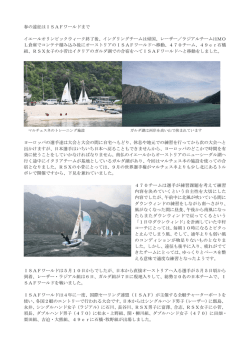
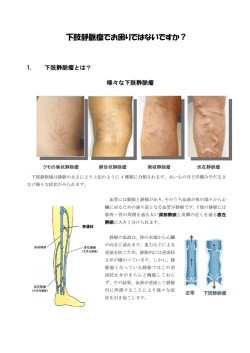
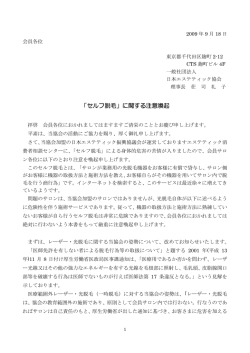
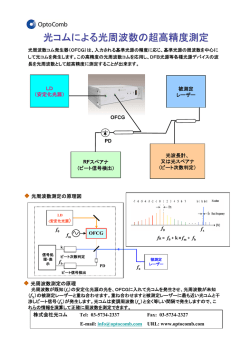
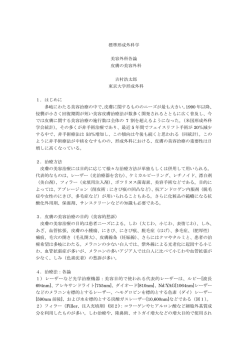
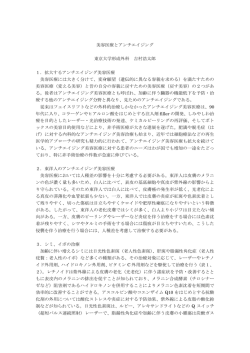
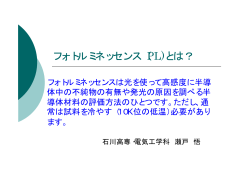
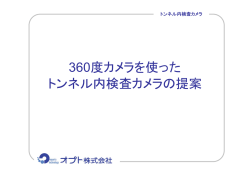
レーザー・MIGハイブリッド溶接の アルミニウム車両への適用 米谷 弘 車両事業本部 研究開発部 ① 1.はじめに MIGトーチ レーザー・ビーム 当社では、より高品質な車両を製造するための新たな ④ 接合技術として、レーザー溶接の適用を開始している。 ⑤ 溶接方向 ステンレス車両においては、レーザー溶接を適用した車 ② ③ ⑥ 両がすでに営業に供されている。この度、アルミニウム 車両の屋根構体にレーザー・MIGハイブリッド溶接を 【L&M 溶接のおもなパラメータ】 適用したので、以下に概要を紹介する。 2.レーザー・MIGハイブリッド溶接 (L&M溶接)とは ①レーザ出力 ④MIGアーク電流・電圧 ②ビーム径 ⑤トーチ角度 ③レーザ・MIG間距離 ⑥溶接速度 図1 L&M溶接のイメージ図 L&M溶接は、レーザーとアークの2つの熱源を同一 独では溶接部に欠陥が生じやすいが、MIG溶接とのハ 箇所に作用させて溶接する方法で、それぞれの短所を補 イブリッド化によって低減あるいは解消できる効果も報 うとともに長所を相乗させる溶接方法である。 告されている1),2)。 L&M溶接の構成要素のうち、レーザー溶接は、集光 図1にL&M溶接のイメージ図を示す。おもに図中① された高エネルギー密度のレーザー・ビームを溶接箇所 〜⑥のパラメータを用いて2つの熱源を適切に組合せて に照射する溶接方法で、深溶込み・高速度・低溶接歪が 溶接する。 特長であるが、一方でギャップ裕度や施工誤差裕度に対 このような特長を持つL&M溶接をアルミニウム車両 して厳しい制約があり、継手形状の精度や組立精度を厳 に適用した場合に期待できる効果を表1に示す。 しく管理することが必要となる。これに対してMIG溶 接は、溶接速度・溶込深さの点でレーザー溶接に劣るが、 3.アルミニウム合金と溶接方法 ギャップ裕度や施工誤差裕度など施工性には優れてい る。これら2つの熱源(レーザーとアーク)の組合せ方を 車両の構体に用いられる押出形材の材料には、特に強度 調整してハイブリッド化することによって、深溶込み・ を必要とする部位を除くと押出性に優れ、 大型で薄肉の押出 高速度性・低溶接歪の特長を保ちながらギャップ裕度や 形材や大型で中空の押出形材が製造できるA6N01S−T5 施工誤差裕度に優れた溶接とすることができる。また、 材が使用されている。この合金はいわゆるAl−Mg−Si系 アルミニウム合金への適用に関しては、レーザー溶接単 の合金で、熱処理によってMg2Siの微細な析出物を晶出 ● 33● Te c h n i c a l Report 表1 アルミニウム車両への適用効果 適用効果 4.溶接継手の特性 効 果 に 寄 与 する 特 長 高 強度保持 熱影響力による強度低下域が小さく、継手効率が高い 品質 高 寸法精度 入熱が小さく、溶接歪が小さい 向上 品 質安定 完全自動化が可能で、熟練工に頼らずに溶接できる 意 匠性向上 ビード幅が小さく、溶接跡が目立たない 高 速度 M IG溶接の3〜4倍の速度で溶接できる( 当 社 比 ) 形 材精度の制約緩和 ギャップ裕度に優れ、一般の形材精度でも溶接できる 平 滑化作業の削減 余盛が小さなビード形状で、外板の平滑化が容易 生産性 向上 構体に最も多く使用されてい させることによって強度を向上させて使用されている。 るA6N01S−T5材にL&M溶接 を適用した場合の継手の特性に ついて、以下に示す。 4. 1 溶接部断面 図2に、a)従来からMIG溶接で用いられている形材 MgおよびSiはおよそ320℃以上ではマトリックス中に の継手形状に適用した場合、b)開先角度を狭くして適用 固溶しており、温度の低下とともにMg2Siとなるが、冷 した場合、c)従来どおりMIG溶接した場合 の溶接部断 却速度が遅いと大きな析出物となり、強度への寄与は小 面を示す。 さい。そこで、押出しあるいは溶体化処理後に急冷して MIG溶接とL&M(従来継手) とは同じ継手形状であ 固溶MgおよびSiを残した後、微細なMg2Siとする熱処 るが、MIG溶接ではV形の溶込み形状である(図2c)の 理(時効処理)を施して使用されている。溶接などによっ に対してL&M溶接はU形となっており(図2a) 、局所 て320℃以上に加熱されると微細なMg2Si析出物はマト 的に付与されるレーザーによる熱によって広範囲に広が リックス中に固溶して冷却過程で大きな析出物となり、 るMIGアークによる入熱を抑えつつ深い溶込みを得て 強度は低下する3)。 いることが分かる。開先角度を狭くした場合(図2b)に したがって、溶接で与える熱量を小さくして320℃以 は、同等の深さを保ちながら幅の狭い溶込み形状となり、 上になる領域を小さくすれば、溶接によって強度が低下 より小さい入熱での溶接が実現している。溶接速度は する範囲を小さくでき、結果として継手効率を向上する [L&M(狭開先)>L&M(従来継手)>MIG溶接]の順 ことができる。このような性質を持つA6N01S−T5材 であり、生産性の向上にも寄与することができる。 は、小さい入熱で深い溶込みを得ることができるL&M 4. 2 硬さ分布 溶接の適用効果が大きな材料のひとつといえる。 各種溶接方法との特性比較を表2に示す。 溶接部近傍の硬さ分布を図3に示す。溶接部の近傍は 熱影響によって軟化するが、軟 表2 アルミニウム溶接方法の特性比較 溶接方法 溶接速度 溶 接 歪 強 度 ギャップ / 施工誤差裕度 継手形状 自由 度 余盛の 仕 上げ L & M 溶 接 ○ ○ ○ ○ ○ ○ M I G 溶 接 △ △ ○ ○ ○ △ レーザー 溶 接 ○ ○ ○ × △ ○ 摩擦攪拌溶接 △ ○ ○ × △ △ 3mm a)L&M溶接(従来継手) 先)<L&M(従来継手)<MIG 溶接]の順となっており、熱影響 3mm b)L&M溶接(狭開先) 図2 溶接部断面 近畿車輌技報 第13号 2006.10 化部の大きさは、 [L&M(狭開 ● 34● 3mm c)MIG溶接 110 おり、この効果は狭開先にすることによってより大きく L&M(従来継手) L&M(狭開先) MIG ビッカーズ固さ (HV, 500gf) 100 することができる。なお、試験片は車両における使用形 態に沿って、余盛は削除し、裏板を残した形状とした。 90 80 5.溶接設備とアルミニウム車両への適用 70 L&M溶接の特徴について検討した結果、鉄道車両へ 60 50 -25 の適用が可能と判断し、設備を導入するとともにアルミ -20 -15 -10 -5 0 5 10 ビート中央からの距離(mm) 15 20 25 ニウム車両の屋根構体に適用した。図5に溶接設備と施 図3 溶接部近傍の硬さ分布 工状況を示す。 設備は25m長の車両にも対応できるものとしており、 240 220 0.2%耐力 溶接時に次施工の段取りができるよう前後に2か所の作 引張強さ 0.2%耐力、引張強さ(MPa) 200 業ステージを設け、溶接施工する場所に応じて溶接装置 180 およびレーザー遮へい室が移動できる仕組みとなってい 160 140 る。溶接ヘッドには位置決めセンサを設けて溶接線(開 120 100 先)をならうことにより、溶接作業の完全自動化が達成 80 されている。 60 40 20 0 MIG溶接 L&M溶接 (従来継手) 6.今後の課題 L&M溶接 (挟開先) 図4 静的強度の比較 アルミニウム車両への適用はMIG溶接用の継手形状か らはじめたが、L&M溶接にふさわしい形状とすること によって、適用の効果をより高めることが可能と考えて の範囲が小さい溶接が実現できていることが確認でき いる。今後、継手形状をはじめとした種々の検討を進め、 る。 より高品質な車両の実現に貢献したいと考えている。 4. 3 静的強度 参考文献 1)片山聖二ほか:軽金属溶接,Vol. 44 (2006)No. 3,p11 2)江口法孝ほか:神戸製鋼技報,Vol. 54 (2004)No. 2,p57 3)松岡一祥ほか:軽金属溶接,Vol. 37 (1999)No. 5,p1 静的強度の比較を図4に示す。MIG溶接と同じ形状の 継手でもL&M溶接を適用した場合には熱影響範囲が小 さいことによって、高い耐力および引張強さが得られて レーザー・ビーム ヘッド 位置決めセンサ MIGトーチ 図5 L&M溶接設備と施工状況(特許出願中) ● 35●
© Copyright 2026 Paperzz