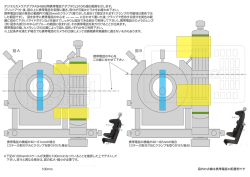
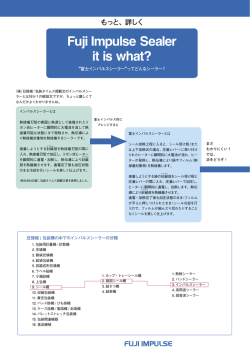
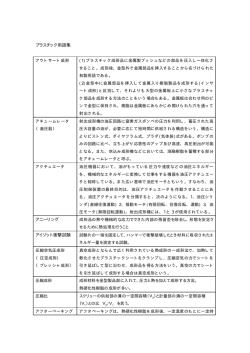
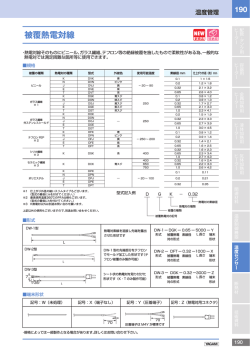
46 TM 12.デラグラス の加熱成形加工 デラグラスTMは熱可塑性樹脂で、加熱により軟化し、ほとんど望み通りの形状に成形する ことができます。 成形方法には簡単な直角曲げ加工、曲面加工、複雑な凹凸加工等、目的により種々の 方法があります。 12-1 折り曲げ加工 棒ヒータでデラグラスTM表面を直線状に加熱し、軟化した段階でL字の他、複雑な形状に 折り曲げ、そのまま静置放冷して目的の形状とします。 加熱時のデラグラスTMの反りを押さえ、また折り曲げた形状を冷却が終わるまで保持する ための冶具を用いると便利です。 使用する棒ヒータの仕様例を表10に示します。 表10 折り曲げ加工に使用する棒ヒータの仕様例 直径(丸棒Φ ) mm 10 12.7 16 長さ(L) mm 600 1,000 1,350 1,000 1,500 2,000 電力容量 W 200 400 500 400 500 600 折り曲げ加工を行う場合には、次の点に留意して下さい。 ● テフロンコーティング、またはテフロンチューブを被覆した棒ヒータを使用すると、デラグラ スTMが接触してもヒータ表面に焼き付くのを防いで綺麗に仕上げることができる。 ● デラグラスTMの加熱、折り曲げはマスキングをしたままでもよい。 このようにすると傷やホコリがつくのを防ぐことができ、マスキングは冷却後に剥ぎ取る。 ● 折り曲げるときの温度は、デラグラスTMAの場合は表面が90℃、デラグラスTMKの場合は 表面が100℃を超える温度に達したときを目安とするが、実際には棒ヒータの温度と加熱 時間で管理する。 ● 板厚が3mm以下のデラグラスTMは片面からの加熱のみで折り曲げることができるが、4mm 以上の場合は両面を加熱する方が早く、かつ綺麗に仕上げることができる。 ● 棒ヒータで加熱するとき、接触加熱による方法は伝熱に有利で加工スピードは早いが、 ヒータに当たったデラグラスTM表面に跡が残り外観が損なわれることが多く、美しい面を保 つには数mmの間隙を設けて間接的に加熱する非接触加熱による方法が望ましい。 旭化成テクノプラス株式会社 47 デラグラスTMを折り曲げるときのヒータ温度と加熱時間の目安を、表11に示します。 表11 折り曲げ加工のヒータ温度と適正な加熱時間の目安 加熱の ヒータ温度 厚み 方式 (℃) (mm) 2 150 3 4 接触 2 3 190 4 5 220 非接触 3 300 適正な加熱時間(秒) デラグラスTMA デラグラスTMK 45 55 100 130 190 230 25 30 60 80 115 145 220 275 220 270 140 195 棒ヒータの仕様 : Φ 12.7 L1350 500W (非接触加熱はデラグラスTM表面と棒ヒータとの間隙を2mmに設定) デラグラスTMの折り曲げ冶具の例を図37、38に示します。 デラグラスTM 図37 L字曲げ冶具の例 デラグラス デラグラス 図38 複雑な形状の曲げ冶具の例 旭化成テクノプラス株式会社 48 12-2 真空成形加工 真空成形機で、デラグラスTMを加熱し軟化状態で真空源を利用して型で成形する方法で、プ レス成形等とも組み合わされ、複雑な形状や深絞り成形などにも用いられている方法です。 (1)加熱 a.加熱温度 先ず成形に適した加熱温度を決める必要があります。 デラグラスTMが十分軟化して、成形の際に容易に伸びる温度が最も好ましいと言えます。 加熱温度が高すぎると吸水している場合には発泡することがあり、さらに温度が高くなると 樹脂の分解による発泡が起こります。 従って、できるだけ低い温度で成形することが望ましいのですが、一方で型形状の再現性 を良くするためにはできるだけ高い温度が有利なので、発泡しない上限の温度から、若干 低い温度が目標となります。 デラグラスTMAは軟化温度が低く、デラグラスTMKと比べてより低温での成形が可能です。 加熱温度の目安はデラグラスTMAで140~150℃、デラグラスTMKで170~190℃ですが、 実際には使用するデラグラスTMの板厚、成形法、および成形品形状に適した温度を設定して ください。 b.温度の測定 デラグラスTMの温度は、表面温度計を用いて測定しますが、接触式と非接触式があります。 接触式の場合、冷えている温度検出端子が加熱されたデラグラスTMに接触したときにデラグ ラスTM表面の熱が奪われ、実際の温度より低く測定していることがあり注意を要します。 非接触式の表面温度計の場合は、赤外線を検知する方式であり、この問題はありません。 予め、使用する成形機での加熱時間と表面温度との関係を求めておけば便利ですし、同 時に雰囲気温度もチェックすることで、季節ごとの加熱時間の調整に役立ちます。 デラグラスTMAとデラグラスTMKの加熱時間と表面温度の関係は変わりません。 参考に、デラグラスTMを成形機で加熱したときの加熱時間と温度との関係を図39に示します。 220 シート表面温度 (℃) 200 デラグラスTMK の適正条件 180 160 140 デラグラスTMA の適正条件 120 20 30 40 50 60 加熱時間 (sec) 図39 デラグラスTMの加熱時間と温度との関係 旭化成テクノプラス株式会社 板厚 3mm 寸法 650mm角 ヒータ容量 上ヒータ 16.8kW 2.7W/cm2 下ヒータ 4.8kW 0.8W/cm2 49 c.水分による発泡 デラグラスTMに含まれる水分は通常0.5%以下で、一般的な成形加熱条件では問題ありま せんが、メタクリル樹脂であるデラグラスTMは各種合成樹脂類の中で比較的吸湿性が大きく、 梱包形態、在庫環境と期間等により、吸湿して含有水分が多くなっている場合があります。 吸湿したデラグラスTMを加熱し、温度の限界を超えると水分が気化し発泡現象を起こします。 デラグラスTMKはデラグラスTMAに比べて、高温でも発泡し難い傾向があります。 参考に、デラグラスTMAとデラグラスTMKの含有水分率と発泡する限界の表面温度を表12に示 します。 表12 デラグラスTMの含有水分率と発泡する限界の表面温度 デラグラスTMA 205 188 172 158 147 含有水分率% 0.2 0.4 0.6 0.8 1.0 デラグラスTMK 217 207 201 198 196 (2)真空成形の方法 真空成形には次に示すようないろいろな方法があり、このうちどの方法をとるかは目的と する成形品の大きさや形状により選択されます。 また、技術的には類似していますが、最大でも0.1MPa(1気圧)の圧力である真空成形に 比べ、0.2~0.5MPa(2~5気圧)の圧搾空気を導入して、より高圧での深絞り成形や 割型を用いたアンダーカットのある成形を行う圧空成形があります。 a.ストレート成形法 デラグラスTMをクランプして加熱した後、そのまま真空源(真空ポンプ)で吸引する。 型は雌型を用いるが、型に最後に接した部分の成形品の肉厚が薄くなりやすい。 (図40参照) ヒーター 加熱 クランプ 成形品 デラグラス 型 真空 図40 ストレート成形法 旭化成テクノプラス株式会社 50 b.ドレープ成形法 デラグラスTMをクランプして加熱した後、型のところまで下ろし(あるいは型を突き上げ)て シール(エヤタイト)し、真空源(真空ポンプ)で吸引する。 通常雄型を用い、成形品の肉厚は比較的均一になる。 (図41参照) ヒーター デラグラス デラグラス 成形品 クランプ 加熱 型 真空 図41 ドレープ成形法 c.プラグアシスト成形法 デラグラスTMを加熱した後、プラグで引き伸ばし、プラグストロークの終点においてシールし、 同時に型を真空状態にして、成形する。 プラグの大きさや温度によって、成形品肉厚の均一性が変わる。 (図42参照) デラグラスTM ヒーター クランプ プラグ 成形品 加熱 型 真空 図42 プラグアシスト成形法 旭化成テクノプラス株式会社 51 d.プラグアシストおよび圧搾空気併用成形法 プラグアシスト真空成形法に類似しているが、プラグストロークが終点に達したとき、型内 を真空にすると同時にプラグ側から加熱した圧搾空気を送り込む。 プラグの温度を調整できるようにすれば、より成形品肉厚の均一化が図れる。 (図43参照) ヒーター デラグラスTM プラグ クランプ 加熱 圧搾空気 成形品 型 真空 図43 プラグアシスト及び 圧搾空気併用成形法 e.真空スナップバック成形法 デラグラスTMを加熱した後、真空ボックス上でシール(エアタイト)して真空で一旦引き伸ばし、 さらにプラグでシール(エアタイト)して、プラグ側からの真空作動でプラグ側に引き寄せる。 プラグ側(雄型)の真空作動時には、真空ボックス内を大気に開放するか、圧搾空気を送り 込むようにする。 (図44参照) プラグ ヒーター デラグラス デラグラス 加熱 真空 クランプ 型 真空 図44 圧搾空気 真空スナップバック成形法 旭化成テクノプラス株式会社 成形品 52 (3)成形加工における不良現象と対策 成形加工時に発生する不良現象の原因とその対策を、参考として表13に示します。 表13 不良現象の原因と対策 不良現象 原因 シートの吸湿 発泡 加熱温度が高い 不均一な加熱 反り 離型時の割れ 型での冷却 表裏の温度差 型から外れ難い 枠部の切れ込み 型痕 型面の転写 対策 ・シートが吸湿しないよう保管に注意する ・成形前に予備乾燥する(約80℃で数時間以上) ・加熱設定温度と時間を見直し適正温度以上にしない ・深絞り、複雑な形状等の場合、プラグアシスト他の 成形法の採用で過度の加熱を避ける ・加熱装置の温度を均一にする ・加熱し難いクランプ部等を予熱しておく ・型温を上げ、加熱シート接触時の急冷を避ける ・冷却時はなるべく表裏の温度差を少なくする ・適正な抜きテーパーをとり、成形品を外れ易くする ・型の面を平滑にして滑りやすくする ・クランプする枠を尖らせない ・木型では木目が出易く十分な研磨と目止めが必要 ・石膏、樹脂、金属型は表面を十分研磨する (5)成形型 型としてはその材質別に、木型、石こう型、樹脂型、金型などがあります。 各種型材の特徴を表14に示します。 表14 各種型材の特徴 長所 ◇加工、修正が容易 木型 ◇試作から生産まで可能 ◇安価 ◇型作りが容易 石こう型 ◇試作から生産まで可能 ◇安価 ◇寸法精度、強度が高い 樹脂型 ◇成形時の加熱、冷却の繰り 返しでの型の変形が少ない ◇寸法精度、強度が最も高い ◇耐久性がある ◇型温調節が可能で、一定 金型 条件を保持できる ◇型を冷却することでサイクル タイムの短縮ができる 短所 ◇加熱、冷却の繰り返しによる 変形やひび割れを起こし易い ◇木目が成形品に移り易い ◇欠け易いので、複雑な形状、 大型の成形品には向かない ◇伝熱が悪く、冷却サイクルが 長くなる ◇比較的重い ◇成形中に型に接した部分が 先に冷え、厚みむらが出易い ◇重い ◇高価 型材として何を選択するかは、つぎのような要因を検討して決定します。 ● 試作か、生産か(生産の場合はその数量) ● 成形品の形状は単純か複雑か ● 成形品に求められる寸法精度 ● 成形サイクル 旭化成テクノプラス株式会社 53 型の設計に当たっては、次の点に留意しなければなりません。 ● 成形品の収縮を見込んだ寸法とする デラグラスTMAの場合は通常6/1000、デラグラスTMKでは4/1000程度の収縮を見込む。 (押出板であるデラグラスTMAの場合、押出方向の収縮がいくらか大きく、押出方向に 7/1000、幅方向に5/1000程度を見込むと良い結果を得る場合が多い。 一方 キャスト板のデラグラスTMKは、方向による収縮の違いは考慮せずとも構わない) ● 抜き勾配を設ける 凸型の場合、4~5°の抜き勾配をとることでスムースな型外しが可能となる。 凹型の場合、成形品の収縮によって型離れすることもあるが、2~3°の抜き勾配 をとった方がよい。 12-3 フリー加熱加工 フリー加熱加工というのは、シートを自由な状態(クランプしない)で加熱炉に入れて加熱し、 シートが軟化した状態で種々の形に成形する加工の総称です。 図45~49に示すように、種々の成形方法があります。 加熱に先立って、在庫期間の長いシートでは予備乾燥するのが好ましく、これはシートが 発泡したり、表面が荒れるというような不良現象に対する対策となります。 予備乾燥は、70~80℃に温度調節した空気槽(オーブン)内で3~8時間行うことをお奨 めします。 シートを軟化する加熱炉は、電気又はガスヒーターで昇温した空気を強制循環する方式 の熱風循環式加熱炉が温度の制御精度が高く、最も推奨されます。 デラグラスTMAで160~170℃、デラグラスTMKで180~200℃に設定します。 炉内の温度が一様になるように、棚板の位置、吊り下げの方法等シートの保持方法に配 慮し、加熱時間は通常板厚1mm当たり1~2分です。 簡便には電熱ヒーターを下部に設けた自然対流炉、(遠)赤外線を放射するヒーターを備 えた(遠)赤外線炉も使用されますが、不均一な加熱、及び過度の加熱を起こし易いため、 成形品の不良発生を防ぐためには十分な注意が必要で、大型の成形には不向きです。 押出板であるデラグラスTMAは、加熱軟化時に押出方向にやや大きく収縮する傾向にあり、 シートの採寸に当ってはこれを見込む必要があります。 上述のような温度条件に於いて、デラグラスTMAは押出方向に2~5%の収縮を、また幅方 向に0~1%の増大を見込んで下さい。 キャスト板のデラグラスTMKの場合、板の方向に関係なく、1~2%の加熱収縮があることを 見込んで下さい。 成形品のサイズが大きくなるに従い、加熱ムラ、収縮ムラ、表裏の冷却ムラ等で、成形品 の形状が若干ゆがむ場合がありますので、注意が必要です。 図45 雄型を用いる成形の例 旭化成テクノプラス株式会社 54 図46 雌型を用いる成形の例 図47 雌雄型を用いる成形の例 図48 押し込み、たらし込み成形の例 図49 絞込み成形の例 旭化成テクノプラス株式会社
© Copyright 2026 Paperzz