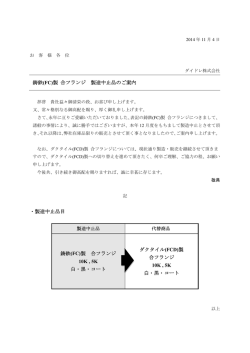
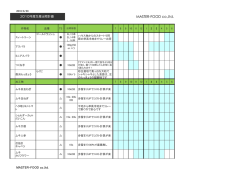
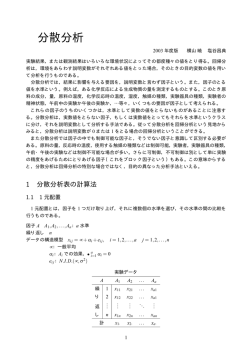
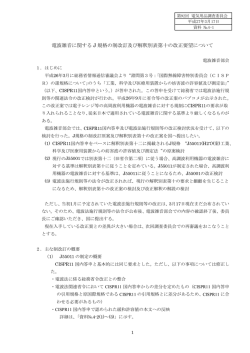
鋳 鉄 製 ダイカスト 簡 易 金 型 の 研 究 青 山 俊 三 ㈳ 日本ダイカスト協会 研究開発委員会 ダイカスト試作品用に FCD 700 の鋳鉄金型を作製し、ダイカスト実験を行った。目標の 1,000 ショット 鋳造使用が可能であった。課題として鋳鉄鋳肌の凹凸の除去が必要であり、これを低コスト、短納期 で処理する方法の検討を行った。 1.はじめに 1.1 研究の背景 種材料を用いた鋳造による簡易金型製作により、寸法 自動車部品などでダイカストの部品を開発する場 精度や冷却パイプの鋳込みなどが研究されている。そ 合、金型製作のコストが高いおよび納期が長い理由で、 の結果ダイカスト品として使用するには寸法精度がダ 砂型鋳物が用いられる。砂型鋳物はダイカストに比べ イカスト公差に入らないこと、金型寿命が短いことが 冷却速度が遅く、材料特性が異なり、形状確認はでき 課題として抽出されている。 ても強度面での評価に問題がある。また試作段階でダ イカスト成形性が確認できず、量産に入ってから品質 1.2 開発目標について や生産性に問題が生じることがある。これら試作上の ダイカストの簡易金型に関するニーズを協会会員か 課題は、特にボディ部品やシャーシ等の大型部品で問 らアンケートで調べた結果、①試作に使用、②製作コ 題となり、ダイカスト市場拡大の障害となっている。 ストが量産型の半額以下、③製作納期が量産型の半分以 ダイカスト金型を簡易的に作るニーズは、古くから有 下、④溶接補修が可能というニーズが確認された。型 り、金型製作の低価格化および短納期化を目的に、各 寿命の目標を委員会での討議より 1,000 ショットとした。 2.鋳鉄材料の耐ヒートクラック性試験 2.1 試験目的 鍛造材に比べ鋳鉄材は靭性が小さいために、早期に 表 1 にテストした材料の種類、熱処理条件、硬さ測 定結果を示す。FCD 700、FCD 450、KSD - 800 IS(耐摩 ヒートクラックが成長し、型寿命が短いことが予測さ 耗球状黒鉛鋳鉄)、ノビダク(高靭性球状黒鉛鋳鉄)お れる。そこで、材料選定の参照として各種鋳鉄材料の よび SKD 61 鋳造材と SKD 61 鍛造材を試験に供した。 SKD 61 鋳造材の熱処理材、および KSD - 800 IS の熱処 耐ヒートクラック性を調べた。 理 材 の 硬 さ が HRC 35 以 上 と 硬 く、FCD 700、KSD 2.2 試験方法 2 3) 800 IS、SKD 61 鋳放し材の順で硬さが低くなり、ノビ 試験方法は、ダイカスト金型が受ける温度履歴を再 ダク、FCD 450 で硬さが HRC 10 以下となっている。 現するために高温に加熱した加熱子にテストピースを 0、100、200、300、500、1,000 サイクルのヒートサ 高圧加圧して急速加熱し、その後水スプレーで急速冷 イクル熱負荷試験を行い、各サイクルでテストピース 却するヒートサイクルを繰り返しテストピース表面に 試験面のヒートクラック最大 5 本平均長さ測定を行っ 熱負荷を加える方法で耐ヒートクラック性を評価した。 た。SKD 61 鍛造材と SKD 61 鋳造熱処理材について 特集 2008 年日本ダイカスト会議・展示会に見る技術動向 表 1 実験した材料一覧 鋳鉄材 熱処理 ロックウェル硬さ(HRC) FCD 450 なし (HRB 75.6) (HRB 75.9) FCD 700 18.8 19.5 焼入れ焼戻し なし 14 14 なし 18 20 KSCD - 800 IS 焼入れ 42.9 焼入れ焼戻し 37.8 ノビダク SKD 61 鋳造品 SKD 61 鍛造品 なし 6 なし 11.1 焼入れ焼戻し 48.2 焼入れ焼戻し 47.8 4 図 1 ヒートクラック 5 本平均長さの推移 表 2 ヒートクラック最大 5 本平均長さの一覧 は、ヒートクラックの進行が 非常に小さかったので、熱負 荷試験をそれぞれ 10,000 サイ クル、5,000 サイクル行った。 2.3 試験結果 KSCD - 800 IS の熱処理材に ついては、早期割れが発生し たので、100 サイクルで試験 を中断した。 図 1 に各材料の熱負荷サイ クルに対するヒートクラッ 評価サイクル KSD - 800 IS SKD 61 鍛造材 FCD 450 0 0 0 0 0 100 0.34 0.83 0.42 2.75 0.12 ― 200 0.75 2.13 1.00 4.94 0.16 ― 300 2.26 3.43 1.81 6.73 0.21 ― 500 5.23 5.18 3.81 8.40 1.96 ― 1000 9.59 14.50 10.04 14.50 3.46 0.24 2 mm 成長サイクル 300 200 300 100 500 10,000 3 2 3 1 5 100 3,000 2,000 3,000 1,000 5,000 100,000 0 SKD 61 比(%) 予想寿命 ク最大 5 本平均長さの推移を示す。いずれの材料も熱 ノビダク SKD 61 鋳造材 FCD 700 0 負荷サイクルの増加に伴って、ヒートクラックが長く 造材にくらべ 1/20 以下となっている。なおこの表で は、初期割れが発生した KSCD - 800 IS 熱処理材につい なっている。材料によって、ヒートクラックの成長が ては割愛している。 異なるが、いずれの材料も SKD 61 鍛造材に比べ、著 しく成長が速い。 2.4 まとめ 表 2 にヒートクラック最大 5 本平均長さの一覧を いずれの鋳鉄材料も SKD 61 鍛造材に比べてヒート 示 す。 こ の 表 に は ヒ ー ト ク ラ ッ ク 平 均 長 さ が 凡 そ クラックの成長が著しく早く、平均長さ 2 mm を基準 2 mm になったときの熱負荷サイクル数を示している。 に取った場合の寿命は 5 % 以下であった。今回調査し SKD 61 鍛造材の場合は 10,000 サイクルで 2 mm となっ た材料では、FCD 700 の寿命が SKD 61 の約 3 % であり、 ており、これを 100 とした場合の各材料での寿命パー 1,000 ショット程度であれば、ダイカスト鋳造に耐え セント表示を示した。 うると推定された。 鋳鉄材料の場合、SKD 61 材を除いて、いずれも鍛 3.鋳鉄製ダイカスト簡易金型の作製 3.1 簡易金型の作製方法 両方を作製した。鋳鉄材料は、FCD 700 とした。 今回の研究では 2 回、鋳鉄製ダイカスト簡易金型を 3.1.1 1 回目の実験 作製しダイカスト実験を行った。1 回目の実験では、 鋳鉄の製造法にはセミフルモールド法を用いた。図 キャビティ面を鋳鉄の鋳肌の状態のまま使用すること 面を基に 3 D シェルモデルを作製し、このデータを基 とし、固定型の嵌め込み部のみを作製した。2 回目の に発砲スチロールを加工して発砲模型を作製する。発 実験では、キャビティ面のプロフィールを機械加工で 砲模型の目の凹凸が鋳物に転写されるのを防ぐために、 仕上げし、固定型の嵌め込み部と可動型の嵌め込み部 キャビティ部に目止め剤を塗布する。その後模型にセ 3 ラミックスラーリをコーティングしセラミックシェル ており、充分これを満足する。発砲模型の Y 方向の寸 鋳型を作製する。これをバックサンドの中に埋設して、 法値で−1.3 と極端に大きな数値がでているが、これは FCD 700 溶湯を鋳込み、湯道等を除去して鋳鉄鋳物を 発砲の目の凹部にレーザが当たったものである。簡易 得た。主型に組み付くように、キャビティ面を基準に 金型の形状面を鋳肌で用いる場合、問題となるのは Z 金型あわせ面など 6 面を NC フライスで加工し、おも 軸方向の寸法である。そこで Z 方向(高さ方向)に着 型との型合わせを行った。また冷却穴の設置、鋳込み 目して寸法測定結果を見てみると、模型の Z 方向の精 口ブッシュとの勘合部合わせも機械加工で行った。 度は±0.2 mm 程度であることがわかる.次に、鋳物 3.2.2 2 回目の実験 の寸法精度を見ると、外周部は + 0.5 ∼ + 0.6 mm の値 2 回目はキャビディ面を機械加工するので、金型を が出ているのに対し、中心部は、ほぼ 3 D データどお 低コストのフルモールド法で作製した。発砲模型を塗 りの寸法が出ている。砂型鋳物の JIS の寸法公差は± 型して、直接バックサンドの中に埋設して溶湯を流し 1.4 mm であり、充分満足している。 込み、鋳鉄鋳物を作製した。模型はキャビティ部には 2 mm の加工代を設けた。材料の伸びを改善すべく、 3.3 組織について 鋳 造 後、840 ℃ × 3 H →(−50 ℃ /H 冷 却 )→ 630 ℃ × 3 H →(- 50℃ /H 冷却)の調質処理を行った。2 回目 ではセミフルモールド法の、2 回目の実験ではフルモー はキャビティ面も含め、すべての面を NC フライスで ルド法の組織となる。 機械加工し、仕上げた。 いずれの方法で作製した金型も、表面から 0.3 mm 金型の表面付近の組織を図 3 に示す。1 回目の実験 までは、フェライトの組織が出ている。また表面層で 3.2 寸法精度の確認 球状化不良を発生しているのが観察された。 発砲模型と鋳物の寸法を非接触式のレーザ測定 機で測定した。図 2 にその結果を示す。X−Y 方 向の鋳物の寸法精度は、−0.3 ∼ + 0.4 mm である。 軽金属砂型鋳物の寸法公差 JIS B 0403 CT 11 級で は、400 ∼ 630 mm の寸法で公差が±3.5 mm となっ 図 2 模型と鋳鉄鋳物の寸法測定結果 図 3 鋳鉄鋳物表層部のミクロ組織 4.1 回目のダイカスト実験 4 4.1 実験の模様 SKD 61 鋼材金型である。300 kg 溶解保持の丸炉で、 実験は、東芝機械製 DC 350 J - MH を用いて行った。 コールドチャージ方式でインゴットおよびリターン材 作製した駒を主型に組み付けた固定型に冷却配管を を溶解した。合金は AD 12 で、保持温度は 680℃とし 設置して、マシンに取りつけた。可動型は、通常の た。鋳造品の外観を写真 1 に示す。基本肉厚は 3 mm で、 特集 2008 年日本ダイカスト会議・展示会に見る技術動向 表 4 肉厚の比較 金型 測定位置 肉厚 A 3 B 3.1 C 3.1 A 3.2 B 3.3 C 3.3 SKD61 金型 鋳鉄製金型 (2)ミクロ組織観察 ミクロ組織を図 4 に示す。鋳鉄(固定型)側の表面、 低速速度 0.2 m/s 高速速度 2.0,3.0,4.0 m/s ゲート速度 40,60,80 m/s 高速距離 80 mm 鋳造圧力 60 MPa 昇圧時間 40 ms チップ径 φ 60 mm 鋳込み重量が 1,020 g、製品重量が 600 g であり、チル ベントで排気する構造となっている。主な鋳造条件を 表 3 に示す。 実験初期に、製品が固定型に残るトラレが発生し連 続鋳造ができなかった。そこで、キャビティ表面をグ ラインダーで磨いて凹凸を除去した。その結果、トラレ が発生することなく、連続鋳造ができるようになった。 射出速度 2 m/s で 600 ショット鋳造したが、金型のク ラックの進展状況に大きな変化が現われなかったので 601 ショットから射出速度を 3.0 m/s、621 ショットか ら 4.0 m/s と早くして、金型への熱負荷を高くした状 態で残りの鋳造を行い、目標の 1,000 ショットで鋳造 とも SKD 鋼材)で鋳造したダイカストの表面の 3 点に ついて観察した。典型的な ADC 12 ダイカストの組織 である。どれも α 結晶粒のサイズが 10μm 以下であり、 鋳鉄側(固定型) 表 3 主な鋳造条件 SKD 61 鍛造材(固定、可動) SKD 61 鍛造材側(可動型) 写真 1 鋳造品外観写真 SKD 鋼材(可動型)側の表面、通常の金型(固定、可動 図 4 ミクロ組織の比較 して鋳造テストを終了した。 4.2 ダイカスト品の調査 鋳 鉄 と SKD 鋼 材 の 間 に、 ミ 前節で述べたような条件で鋳造したダイカストで クロ組織に影響するような冷 は、金型に大きな損傷はなく、砂型鋳物の代替え品と して使用できるレベルであった。 ヒートクラックの成長は、射出速度を 4 m/s に上げ てから幾分速くなった。湯道部分(フライス加工面)は、 鋳肌部であるキャビティ部分に比較してヒートクラッ クの進展が遅かった。 (1)肉厚測定 肉厚測定の結果を表 4 に示す。実験品の肉厚は、 SKD 61 金型で鋳造したものよりも 0.2 mm 程度厚い。 鋳造初期にトラレ対策のためキャビティ表面をグライ ンダーで研削した影響と考えるが砂型の寸法公差を充 分満足している。 6 ショット 却速度の違いは見られない。 (3)クラックの成長観察 図 5 に位置 D の 6 ショット 目、999 ショット目のクラッ クの状況、図 6 に位置 E の 26 ショット目、650 ショット目、 999 ショット 999 ショット目のクラックの 状況を示す。 位置Dの大きな型侵食は 鋳造初期から発生し、その後 ショットとともに成長する。 位置 E には侵食とクラック 図 5 位置 D のクラック 進行状況 5 26 ショット の両方が発生する。位置 E で 侵食が 26 ショット目に発生 を球状化処理する。処理時に球状化剤成分 Si、Mg の 一部が酸化され、MgO - SiO2 系の酸化物(ドロス)が し、650 ショット目位から亀 発生する。今回観察された膜状の介在物は、この酸化 甲模様のクラックが見え始め 物(ドロス)であることが EDS 分析により確認された。 る。亀甲模様のクラックは侵 鋳鉄溶湯中に残存したドロス中に、溶湯が浸入して 食部分が起点になっている。 凝固した部分は、マトリックス強度が非常に弱く、ダ イカストの熱衝撃等によって初期に破壊され、窪みと 650 ショット 4.3 ダイカスト実験後の 鋳鉄製金型の状況 999 ショット なる。 4.3.4 ランナー部(機械加工面) 4.3.1 観察方法 ランナー部は、クラックが深さ方向に進展しており、 1,000 シ ョ ッ ト 鋳 造 後 の 金 一部アルミ溶湯が染み込んでいる。 型を①光学顕微鏡による組 図 9 にランナー部の断面組織を示す。切り出した試 織観察② SEM による組織観 験片は、5、6 本のクラックが走っており、縦方向のク 察③表面からの基地組織の ラックが確認できた。1,000 ショット後のランナー部に 硬度測定(マイクロビッカー は、ヒートクラックが亀甲上に形成されている。キャ ス)により調査した。評価は ビティ部に発生したものに比べて、クラック幅は狭い。 (1)キャビティ部(鋳肌面) 図 6 位置 E のクラックの 進行状況 ランナーの面 に点在する小さな窪み部(径 0.5 mm 程度)と(2)一箇所の 大きな窪み部(径 2 mm 程度) 縦方向のクラック (3)ランナー部(機械加工面)について行った。 4.3.2 製品キャビティ部の点在する小さい凹部 直径 0.5 mm 程度の小さな窪み部が、キャビティ部に 図 9 ランナー部の断面組織観察 点在していた。図 7 に小さな窪み部の断面組織観察結 果を示す。断面写真を見ると、窪み部の周りに黒鉛の 図 10 に、ランナー部の断面組織と熱影響を受けて 球状化不良部が確認される。 いないパーティング部の断面組織を示す。両者の組織 球状化不良部 図 3 に示したようにダイカ には違いが見られず、このことから 1,000 ショットの スト実験前の鋳肌直下の組織 ダイカスト鋳造による組織変化はないといえる。 で は、 鋳 肌 か ら 0.3 mm ま で 球状化黒鉛が少ない組織に なっている。こうした部分で ランナー部 縦クラック は、部分的に黒鉛の球状化不 図 7 小さい凹部の断面 組織観察結果 良が発生しやすく、強度が弱 くなっておりこれが窪みの発 生の原因になったと考える。 パーティング部 図 10 ランナー部とパーティン部の組織の比較 4.3.3 キャビティ部の大きな窪み部 図 8 に、鋳造初期から大きな窪みが発生し、ショッ 4.3.5 硬さの調査 ト数ともに成長した大きな窪み部の断面組織観察結果 1,000 ショット後の硬さの調査結果を表 5 に示す。マ を示す。黒鉛が直線状に伸びた球状化不良部が広がっ 表 5 各部位の硬さの比較 た組織が観察された。またこの部位には、膜状の介在 物が観察される。 表面直下 ダクタイル鋳鉄では球状化剤を注湯前に加えて黒鉛 健全部 大きな欠陥 健全部 球状化不良部 ひも状(膜状)の介在物 図 8 大きなクラック部の断面組織観察結果 6 表面より 表面より 表面より 1 mm 5 mm 30 mm ①キャビティ部 (パーライト)224 (鋳肌部) (フェライト)164 233 235 ― ②ランナー部 237 228 236 230 ③パーティング部 234 227 227 ― (パーライト)228 (フェライト)161 233 230 231 ④鋳造前 (鋳肌部) 特集 2008 年日本ダイカスト会議・展示会に見る技術動向 イクロビッカース硬度計により、基地組織の硬さを測 料とも差は見られない。硬さは強度に比例するため、 定した。参考として、ダイカスト鋳造前の硬さを示す。 各部位における強度も、ほぼ一定であると考えられ、 1,000 ショット後の鋳造品は、部位による違いや深 1,000 ショットのダイカスト鋳造による基地組織の強 さ方向による硬さの違いは見られない。鋳造前の試 度低下は無いといえる。 5.2 回目のダイカスト実験 5.1 実験の状況 の範囲にあり、ダイカスト公差 2 回目は固定型及び可動型両方の簡易型を作製し、 内である。キャビティ面を機械 キャビティ面は機械加工で仕上げた。主型に組み付け 加工仕上げしており、これが鋳 し、冷却をセット後、マシンに取り付けた。主な鋳造 鉄の実力値と判断される。 条件は、1 回目と同じである。射出速度は、2.0 m/s 一 (2)ミクロ組織観察 表 6 肉厚測定結果 測定位置 肉厚 A 3.0 B 3.0 C 3.1 定とした。2 回目は、トラレが発生することなく 1,000 ミクロ組織は 1 回目と同様に ADC 12 薄肉ダイカス ショットを安定鋳造することができた。 トの典型的な組織であり、通常ダイカスト SKD 61 金 鋳肌部もおおむね良好であった。 型と同じであり、冷却速度に変化がない。 (3)ヒートクラックの成長 5.2 ダイカスト品の調査 (1)肉厚測定 肉厚測定の結果を表 6 に示す。3.00 mm から 3.10 mm 1 回目の実験と同様に 1 ショット目から侵食の見ら れる箇所が見られたが、その他の部位ではクラックの 発生はほとんど見られなかった。 6.キャビティ面の仕上げ方法調査 6.1 調査目的 条件でショットをかけ、その後表面を滑らかにする条 1 回目のダイカスト実験でキャビティ面を鋳肌とし 件でショットをかけた。その結果を写 真 2 に示す。比較 た場合、製品が固定型に残り、トラレが発生して連続 的平滑な面の表面粗さは Ra=18μm、Rmax=110μm と 鋳造ができなかった。そこで 2 回目のダイカスト実験 なったが、 所々にクレーター状の窪みができた。これは、 では、キャビティ面を機械加工で仕上げして金型を作 表面近傍にある鋳造欠陥がショットによって現れたも 製した。固定で比較すると加工のコストが 15 万円から のである。ショットブラストは低コストでリードタイ 45 万円と約 3 倍に、加工に要した期間も同様に約 3 倍 ムが短く、コスト、納期目標を達成可能であるが、実 に延びた。この結果、簡易金型の開発目的であるコス 用化には鋳鉄表面層にできる欠陥をなくす必要がある。 ト半減、納期半減の目標が達成できないことになった。 そこで、キャビティ面を機械加工することなく、製 品をスムーズに取り出せる安価で短納期の鋳鉄鋳肌の 仕上げ方法を調査した。 6.2 仕上げ方法の調査方法 キ ャ ビ テ ィ 面 の 仕 上 げ 方 法 を 検 討 す る た め に、 FCD 700 製のテストブロックを作製した。 仕上げ方法として、ショットブラストによる研削、 写 真 2 ショットブラスト後のテストブロック 表面のコーティング処理、レーザによる表面溶融、レー 6.3.2 コーティング処理による表面粗さの改善 ザ研削、ウォータジェット研削について調査した。 酸化クロムをベースにした複合セラミックコーティ ングであるトーカロ社の CDC - ZAC 処理をテストブ 6.3 キャビティ面の仕上げ方法についての調査結果 ロックに実施した。処理は化学緻密化剤含浸と焼成 6.3.1 ショットブラストを用いた研削 を 10 数回繰り返す必要があり、2 週間程度の納期が必 新東ブレーター社製の MY- 30AP ショットブラスト機 要となる。処理後のブロックを写真 3 に示す。表面粗 を使用し、ショット玉にアルミナを用いた。最初に削る さは Ra=5μm、Rmax=44μm という結果であり、良 7 写 真 3 コーティング処理後 のテストブロック 図 11 レーザ表面加工後の表面状態 図 12 ウォータジェットの研削加工結果 い結果であった。テストブロックの処理費用は 15,000 円で、仮に 50 kg のサイズの物を処理した場合には、 にならって加工してしまうことや、鋳物の組織にレー 250,000 円ほどになり、機械加工した場合と同程度と ザを透過しやすい部分が存在し、透過する部分が削れ なりコストおよび納期の目標は達成できない。また処 ないことなどで使用できないことがわかった。 理できる材料には処理炉の大きさ上の制限があり、□ 6.3.5 ウォータジェットによる研削加工の結果 350 mm 以下であることが条件となる。 ウォータジェットは研磨剤の有り無しと、移動速度 6.3.3 レーザによる表面溶融加工の結果 レーザは Laseline 社製 LDF 1000 - 4000 半導体ダイ を変化させる 6 条件について実施した。処理後の状況 レクトレーザを用い、出力、移動速度、焦点を変化さ 研磨剤を添加しても Rmax=140μm 以上でほとんど効 せて表面状態の変化を観察した。結果を図 11 に示す。 果がないことがわかった。今回の条件でテストブロッ 出力が小さいと最表面が溶融、凝固するだけで表面粗 ク全体を処理しようとすると、2 ∼ 3 時間の処理時間 さの改善がほとんどなく、逆に出力を大きくすると表 が必要なことがわかった。 を図 12 に示す。研磨剤なしでは全く研削効果がなく、 面がしっかり溶融するかわりに、黒鉛がガス化し発泡 し、形状を荒らしてしまう結果となった。レーザによ 6.4 仕上げ方法調査のまとめ る溶融加工の可能性は非常に低い。 今回、キャビティ面の仕上げ方法として 5 つの方法 6.3.4 レーザによる研削加工の結果 について検討調査した。その結果ショットブラストに レーザによる研削加工は YVO4 レーザで、ファイ よる表面仕上げがコストおよび納期上目標を達成でき バー径がφ 30μm のものを使用した。レーザ自体の焦 る可能性があるが、その場合鋳鉄の表面層に存在する 点距離に数 100μm の幅があり多少の凸凹は元の形状 欠陥をなくすことが課題となる。 7.まとめ ダイカスト部品の試作に砂型鋳物に替わって使用で すい。これらの欠陥の存在は、ダイカスト鋳造の初 き、コストおよび納期が従来の半分以下の鋳鉄製の簡 期段階から発生するクラックの原因となる。 易金型を開発する目的で 2 回のダイカスト実験を行っ (4)キャビティ面を機械加工仕上げして、金型を作製 た。その結果以下のような知見を得ることができた。 した場合、加工コストおよび納期が約 3 倍かかり、 (1)耐ヒートクラック性の評価試験から鋳鉄は、ダイ 目標とする金型製作コストおよび納期を達成するこ カスト用金型材料(SKD 61 鍛造材)に比べて耐ヒー とが困難となる。 トクラック性が大幅に落ちる。その中で、FCD 700 (5)キャビティを機械加工以外で研削する方法を検討 であれば、1,000 ショット程度のダイカスト鋳造に した結果、ショットブラストによる表面仕上げが目 耐えることができる。 標達成の可能性があるが、鋳鉄の表面層部に存在す (2)キャビティ面を鋳鉄の鋳肌のままにした場合、金 る欠陥をなくす必要がある。 型製造コストおよび製造納期は安く、短くなるが、 表面粗さがあらく、鋳物がスムーズに離型できない。 (3)鋳鉄の鋳肌近傍には、フェライト層が見られ、部 分的に黒鉛の球状化不良部が発生する。さらに鋳鉄 溶湯中に残存したドロスによる線状欠陥も発生しや 8 参考文献 1 )研究調査報告 No. 3,日本綜合鋳物センター(1960) 2 )研究調査報告 No. 299,日本綜合鋳物センター(1983) 3 )新井ら JD 98,67(1998)
© Copyright 2026 Paperzz