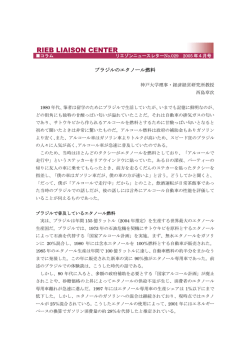
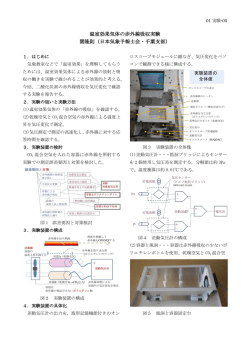
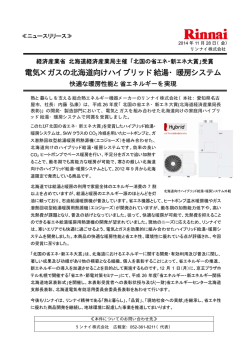
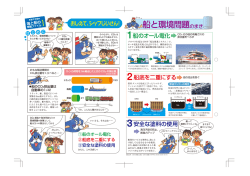
入門教室/Q & A 産業ガスの基礎知識 第2回 溶接における産業ガスの利用(Part1) Q6 A6 溶接に利用される産業ガスには、 どのような種類がありますか。 溶接に利用されるガスといえば、製造業において主流の溶接法となっているガスシー ルドアーク溶接法(Gas Shielded Arc Welding)向けのシールドガス(Shielding Gases) が最も大きな用途です。健全な溶接部を得るためには必要不可欠な要素であるとともに、 アーク現象においても重要な役割を担っています。 シールドガスとして利用されるガス種は、表に示す通り、代表的な産業ガスはほとん ど使用されており、用途に応じて多種多様な混合ガスが利用されています。アルゴンと 炭酸ガス以外のガス種は、添加ガスとして利用されることがほとんどで、その使用量も それほど多くありませんが、微量であってもその添加成分が重要な構成要素となってい ます。 また、これらのシールドガスは、近年レーザ溶接(Laser Welding)においても利用さ れており、しばしばアシストガス(Assist Gases)とも呼ばれます。 なお、溶接に関連した作業工程まで含めると、シールドガス以外の産業ガスの用途と しては、例えば予熱・後熱処理に用いられる燃焼バーナー用の酸素やアセチレン・LPガ ス、溶接部の気密・漏洩検査時の窒素やヘリウムなどがあり、これらも産業ガスの重要 な用途の一つです。 表 シールドガスとして利用される産業ガス種 単体でシールドガスとして利用 アルゴン ヘリウム 炭酸ガス 混合ガスへの添加ガスとして利用 ヘリウム 炭酸ガス 酸 水 窒 第2回 素 素 素 溶接における産業ガスの利用(Part 1) 1 入門教室/Q & A 産業ガスの基礎知識 Q7 A7 シールドガスの使用目的は何ですか。 シールドガスという名称からも容易にわかりますが、アーク溶接やレーザ溶接などに おいて、溶融金属を大気から保護すること、特に窒素及び水分から遮断して各種の溶接 欠陥の発生を防いだり、良好な機械的性質の溶接部を得ることが主たる目的です。 しかしながら、アーク中ではガス分子が電離して高温のプラズマとなり、そのガスの 種類によってアークの温度分布や溶滴移行が大きく変化し1)2)、溶込みやスパッタの発 生に著しい影響を与えることもよく知られています。また、シールドガス中の酸化成分 が溶融金属と反応して、スラグの発生量やビード形状なども変化します。更には、溶接 時に発生するヒュームや有害なガス成分の発生にもシールドガス組成は大きな影響を及 ぼします。このようにシールドガスは、溶接品質や作業性に多大な影響を与えますので、 その選択基準や利用上の注意事項に十分留意する必要があります。 Q8 A8 軟鋼のマグ溶接法に利用されている シールドガスの種類を教えてください。 シールドガスの最大の需要は、軟鋼・低合金鋼のマグ溶接向けとなりますが、日本で 最も多く利用されているガス種は、炭酸ガス単体のシールドガスで、国内需要全体の6〜 7割程度を占めているといわれています。一方、欧米ではアルゴンベースの混合ガスが主 流であり、特にヨーロッパでは、8〜9割が混合ガスであり、多様なガス種が広く利用さ れています。しかしながら、近年、主に自動溶接を対象としてアルゴンベースの混合ガ スが増加傾向であり、また改めて混合ガスの重要性が見直され始めています。 写真1に軟鋼マグ溶接向けのシールドガスシリンダーの外観例を示します。これらのア ルゴンベースの混合ガスに添加されているガス種は、炭酸ガス、酸素などですが、用途 に応じてその濃度や管理精度、水分などの不純物量も厳しくコントロールされています。 写真1 軟鋼マグ溶接向けシールドガスシリンダの一例 第2回 溶接における産業ガスの利用(Part 1) 2 入門教室/Q & A 産業ガスの基礎知識 Q9 アルゴンと炭酸ガスの混合ガスにおける炭酸ガス濃度 の影響について教えてください。 A9 軟鋼マグ溶接における溶接品質に及ぼす混合ガス中の炭酸ガス濃度の影響について、 以下に列記します。 (1)スパッタ発生量 図1にビードオン溶接における炭酸ガス濃度とスパッタ発生量の相関を示しますが、こ れは溶接中の発生スパッタ全量を銅製捕集箱にて採取し、その重量を計測した結果です。 炭酸ガス濃度とほぼ比例的にスパッタ発生量が増加しているのがわかります。これは、 写真2に示す通り、溶滴移行が炭酸ガス濃度によって大きく変化し、濃度が高いほど、溶 接ワイヤ先端の溶融部分が肥大化するために、大粒のスパッタが発生することに起因し ています。 Ar-5%CO2 (g/min) 1.5 Ar-CO2 1 Ar-10%CO2 0.5 0 20 40 CO2 60 80 100 (vol%) Ar-20%CO2 図1 スパッタ発生量に及ぼす炭酸ガス濃度の影響 (ソリッドワイヤφ1.2mm、250A、40cm/min、 下向ビードオン) Ar-30%CO2 100%CO2 写真2 溶滴移行に及ぼす炭酸ガス濃度の影響 (ソリッドワイヤφ1.2mm、250A、40cm/min、 下向ビードオン) 第2回 溶接における産業ガスの利用(Part 1) 3 入門教室/Q & A 産業ガスの基礎知識 (2)ビード外観・溶込み 写真3にビードオン溶接におけるビード外観及び断面形状の比較を示します。炭酸ガス 濃度が高いと、ビード上のスラグが増え、ビード止端部もやや不安定となります。また、 溶込み形状については、炭酸ガスが少ないといわゆるフィンガー状の中央部のみが深く なる溶込みとなり、炭酸ガス濃度が高くなるにつれて、鍋底型に変化していきます。 Ar-2%CO2 Ar-5%CO2 Ar-10%CO2 Ar-20%CO2 Ar-30%CO2 100%CO2 写真3 ビード外観および断面形状に及ぼす炭酸ガス濃度の影響 (ソリッドワイヤφ1.2mm、250A、40cm/min、下向ビードオン) 第2回 溶接における産業ガスの利用(Part 1) 4 入門教室/Q & A 産業ガスの基礎知識 (3)機械的性質 図2にシャルピー衝撃試験における吸収エネルギーと横方向膨出量に及ぼす炭酸ガス濃 度の影響を示します。炭酸ガス濃度がある一定範囲において、いずれも良好なピーク値 が得られていますが、これは、溶接金属中のガス成分の影響によるものです。図3に溶接 金属中のO成分、N成分及びH成分の濃度に及ぼす炭酸ガス濃度の影響を示します。炭酸 ガス濃度が低すぎる場合は、アークが不安定となり、結果的に大気中の窒素を巻き込み、 N成分が過剰となって吸収エネルギーが低下しています。一方、炭酸ガス濃度が高いと、 炭酸ガスが解離してO成分が過剰に固溶し、これも吸収エネルギーの低下原因となります。 70 2 60 1.6 (mm) (J) 1.8 1.4 図2 シャルピー衝撃試験結果に及ぼす 50 炭酸ガス濃度の影響 1.2 (試験温度 ―20℃、ハーフサイズ試験片、 40 0 300A、40cm/min) 20 40 CO2 60 80 1 100 80 100 (vol.%) 0.05 図3 溶接金属中のガス成分に及ぼす O,N,H(wt.%) 0.04 O N H 0.03 0.02 炭酸ガス濃度の影響 (ソリッドワイヤφ1.2mm、250A 40cm/min、下向きビードオン) 0.01 0 0 20 40 CO2 60 (vol.%) (4)短絡安定性 写真4及び写真5に板厚1mmの薄鋼板を裏波ビードオン溶接した場合の適正電圧範囲に 対するシールドガスの比較結果を示します。炭酸ガスでは、いずれの溶接速度でも適正 電圧範囲は約1V程度であるのに対して、アルゴンに炭酸ガスを20%混合したガスでは、 3V以上の電圧範囲で安定した裏波溶接が可能であるという結果です。 第2回 溶接における産業ガスの利用(Part 1) 5 入門教室/Q & A 産業ガスの基礎知識 CO2 50A Ar-20%CO2 16.4V 12.7V 17.8V 14.1V 18.8V 17.8V 20.0V 18.9V 65A 写真4 薄板裏波溶接における適正電圧範囲の比較(1) (SPCC1.0mm、YGW12φ0.9mm、60cm/min) CO2 80A Ar-20%CO2 15.8V 14.8V 17.0V 16.0V 18.1V 19.6V 19.3V 20.7V 95A 写真5 薄板裏波溶接における適正電圧の比較(2) (SPCC1.0mm、YGW12φ0.9mm、120cm/min) 第2回 溶接における産業ガスの利用(Part 1) 6 入門教室/Q & A 産業ガスの基礎知識 更に電流・電圧範囲を組み合わせた適正範囲に及ぼす炭酸ガス濃度の影響を図4及び図 5に示します。炭酸ガス濃度が高いほど、適正範囲は小さくなり、炭酸ガス単体のシール ドガスでは、溶接条件裕度が極めて小さいということがわかります。これらの違いは、 短絡移行の安定性の差異による現象であり、混合ガスの方が短絡周期や短絡移行時の電 流・電圧の安定性が高いことに起因しています。 60[cm/min] CO2 Ar-50%CO2 20 [V] Ar-20%CO2 18 16 14 35 50 65 80 95 [A] 図4 薄板裏波溶接条件範囲に及ぼすシールドガスの影響(1) (SPCC1.0mm、YGW12φ0.9mm、60cm/min) 120[cm/min] CO2 Ar-50%CO2 20 [V] Ar-20%CO2 18 16 14 65 80 95 110 125 [A] 図5 薄板裏波溶接条件範囲に及ぼすシールドガスの影響(2) (SPCC1.0mm、YGW12φ0.9mm、120cm/min) 第2回 溶接における産業ガスの利用(Part 1) 7 入門教室/Q & A 産業ガスの基礎知識 Q10 A10 亜鉛めっき鋼板のマグ溶接に適したシールドガスには どのような種類がありますか。 亜鉛めっき鋼板は、その優れた耐食性・耐久性により、自動車をはじめとして広く溶 接構造材料に利用されています。しかしながら、一般的に亜鉛めっき鋼板のアーク溶接 は、一般軟鋼に比較してアークが不安定になり易く、スパッタや欠陥が発生し易い材料 といえます。そこで、適切なシールドガスを選択することにより、溶接性の向上を図る ことが重要となります。 写真6に亜鉛めっき鋼板のマグ溶接ビード外観の比較結果を示します。炭酸ガス単体の シールドガスでは、スパッタの付着が見られ、アルゴンと炭酸ガスの混合ガスでは、ス パッタの付着は少ないですが、ピットという気孔欠陥が発生しています。亜鉛めっきに 適した専用の混合ガス(商品名:スーパーサンアーク)を用いると、スパッタも少なく かつ溶接欠陥も発生していません。また、パルス電源との組み合わせにより比較した結 果を写真7に示しますが、ここでも専用のシールドガスを用いることにより、ピットの発 生が抑制されているのがよくわかります。 100%CO2 Ar-20%CO2 Ar-CO2-O2 写真6 亜鉛メッキ鋼板のビード外観に及ぼすシールドガスの影響(1) (母材 t2.3mm、ソリッドワイヤφ1.2mm、ショートアーク210A、60cm/min、重ね継手) 第2回 溶接における産業ガスの利用(Part 1) 8 入門教室/Q & A 産業ガスの基礎知識 亜鉛めっき鋼板におけるピットの発生原因は、亜鉛の蒸気である3)といわれています が、このシールドガスは亜鉛の酸化を促進して、亜鉛の蒸気圧が低下するよう工夫され た混合ガスとなっており、そのために、ピットなどの気孔欠陥が抑制されています。 Ar-20%CO2 Ar-CO2-O2 写真7 亜鉛メッキ鋼板のビード外観に及ぼすシールドガスの影響(2) (母材 t2.3mm、ソリッドワイヤφ1.2mm、パルスアーク180A、60cm/min、重ね継手) 第2回 溶接における産業ガスの利用(Part 1) 9 入門教室/Q & A 産業ガスの基礎知識 Q11 A11 ステンレス鋼のミグ溶接に適したシールドガスには、 どのような種類がありますか。 写真8にステンレス鋼ミグ溶接用シールドガスの例を示します。いずれもアルゴンをベ ースとした混合ガスですが、炭酸ガスや酸素、更にはヘリウムなども含まれているガス もありますが、軟鋼と比べると炭酸ガスや酸素などの酸化性ガスの添加量は少なくなっ ています。 なお、本来微量でも酸化成分が添加されていると「マグ溶接(Metal Active Gas Arc Welding)」と呼ぶべきですが、日本の商習慣上、ステンレス鋼に対しては一般的に「ミ グ溶接」といわれています。 写真8 ステンレス鋼ミグ溶接向けシールドガスシリンダの一例 ステンレス鋼は、その材料の特徴が表面の酸化膜による良好な耐食性・美しい表面外 観であり、ソリッドワイヤを用いたミグ溶接においては、溶接部の「焼け」が大きな課 題としてあげられます。写真9にビード外観の比較を示しますが、ステンレス鋼のミグ溶 接用として最も一般的なアルゴンに2%程度の酸素を混合したガスに比べて、極めて 焼 け (ビード表面の酸化)が少ないという特徴をもったシールドガス(商品名:ブライト サンアーク)があります。 Ar-2%O2 写真9 ステンレス鋼のミグビード外観に及ぼす シールドガスの影響(1) Ar-CO2-H2 (SUS304t5.0mm、Y308φ1.2mm、 150A、60cm/min、水平すみ肉) 第2回 溶接における産業ガスの利用(Part 1) 10 入門教室/Q & A 産業ガスの基礎知識 また、薄板ステンレス鋼においては、低電流条件において、アークが不安定となる現 象も生じやすくなります。写真10に示されるように、酸化が少なく、かつ更にアークが 安定しやすいという特徴をもった付加価値の高いステンレス鋼専用のシールドガス(商 品名:フラッシュサンアーク)も販売されています。 Ar-2%O2 Ar-CO2-H2 写真10 ステンレス鋼のミグビード外観に及ぼすシールドガスの影響(2) (SUS304t2.0mm、Y308Lφ1.0mm、50A、30cm/min、水平すみ肉) 第2回 溶接における産業ガスの利用(Part 1) 11 入門教室/Q & A 産業ガスの基礎知識 Q12 A12 ステンレス鋼のティグ溶接に適したシールドガスには、 どのような種類がありますか。 写真11にステンレス鋼ティグ溶接用シールドガスの例を示します。ティグ溶接は、一 般的にビード外観がとても美しく、品質もミグ溶接に比べて、良好な溶接方法であり、 高品質な溶接が要求されることが多いステンレス鋼の溶接法としても多用されています。 しかしながら、一方でティグ溶接は、ミグ溶接比較して溶込みが浅く、溶接能率が低 いという問題もあります。写真12に溶込みの比較を示しますが、通常利用されているア ルゴン単体のシールドガスに比べて、水素やヘリウムなどの添加により、著しく溶込み が改善できます。 写真11 ステンレス鋼ティグ溶接向けシールドガスシリンダの一例 100%Ar (Ar-H2) 写真12 ステンレス鋼のティグビード断面に及ぼすシールドガスの影響 (SUS304t12mm、200A、10cm/min、アーク長4mm) 第2回 溶接における産業ガスの利用(Part 1) 12 入門教室/Q & A 産業ガスの基礎知識 また、ヘリウムを添加するとアーク圧力を低下させることができる(図6参照)ため、 結果として高速溶接においてハンピングが抑制でき、高能率でかつ高品質な溶接が可能 になります(写真13参照)。ここで、ハンピングとは、溶融池底部がアーク圧力によって 露出し、凝固する現象(図7参照)であり、高速溶接時などに溶込み深さが浅くなり、か つアーク圧力が溶融池前方に移動するため、この現象が生じ易くなります。アルゴンに ヘリウム及び水素を混合させると、溶込みが深くなり、かつアーク圧力が低下するため に、著しく溶接の高速化が可能となります。 Ar-He 100%Ar 写真13 20cm/min 60cm/min 30cm/min 70cm/min 40cm/min 80cm/min ハンピングが生じる溶接速度に及ぼすシールドガスの影響 (SUS304t6mm、250A、アーク長3mm、下向ビードオン) 1200 Ar 1000 800 Ar-N2 600 Ar-He 400 200 0 -8 -6 -4 -2 0 2 4 Radial Distance (mm) 6 8 図6 アーク圧力に及ぼすシールドガスの影響 図7 ティグ溶接におけるハンピング形成概念 (150A、10cm/min、アーク長3mm) 第2回 溶接における産業ガスの利用(Part 1) 13 入門教室/Q & A 産業ガスの基礎知識 参考文献 1)平岡和雄ら:混合ガスアークにおける熱輸送特性に関する実験的検討,溶接学会論文集,15-3(1997) 2)黄地尚義著:溶接・接合プロセスの基礎,3.2溶接アーク現象,産報出版(1996) 3)松井仁志ら:溶融亜鉛めっき薄鋼板の高速アーク溶接における気孔の低減,溶接学会論文集,15-3(1997) 第2回 溶接における産業ガスの利用(Part 1) 14
© Copyright 2026 Paperzz