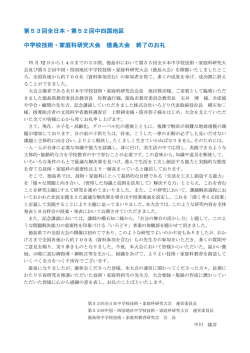
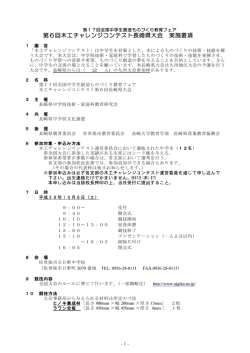
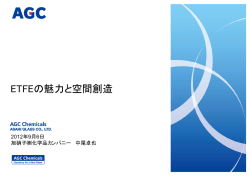
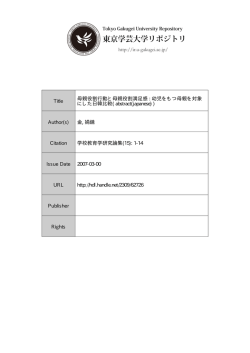
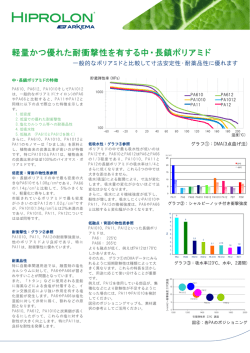
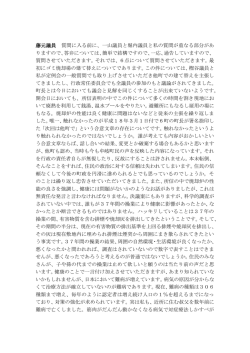
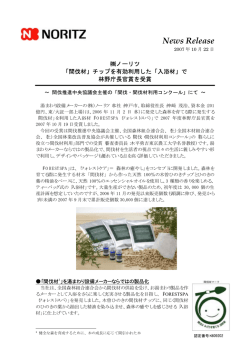
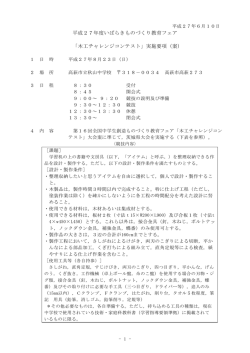
接着積層法による木材の曲げ加エホ 吉田 誠舳・徳本高行}榊・谷口 義昭舳舳 (附属中学校) (木材加工教室) (木材加工教室) 要旨:中学校技術・家庭科における木材加工学習の一つに、簡易な曲げ加 工技術を提案した。この方法は、丸太から刃物で薄く切削した単板を繊維 の方向を平行にして接着積層するものである。乾燥単板では、湾曲時に破 壊したり、また成型に多大の力を必要としたため、中学生の木材加工実習 には実用的ではなかった。一方、単板に水分を吸収させて柔軟性を付加す ることによって、湾曲成型加工が可能となった。実験では、単板の柔軟性 の付加に必要な水分量、湾曲成型に要する圧縮力、成型後の乾燥経過、成 型材の接着性能などの基礎的性質を検討した。さらに、製作・調整した湾 曲積層材を用いた加工題材を4種類提案した。 キーワード:曲げ加工,単板,湾曲積層材 1.はじめに 私たちの身のまわりにある木製品には、本箱やタンスなど通直な木材を接合して組み上げた もの、椅子の座や背もたれのように人間の体型に沿って湾曲したものなどがある。 中学校技術・家庭科の木材加工領域の製作実習では、現在切削加工及び接合加工に重点が置 かれ、通直な木材を組み合わせた作品が中心である。中学生が曲線部材を用いた木製品を自由 設計・製作するときには、板材から糸のこ盤を用いて加工する方法が採用されている。 さて、木材の湾曲加工には糸のこによる切り出し加工の他に、木材の塑性的性質を利用した 曲げ加工があり、工業的にはむしろ後者が主流である。この木材の曲げ加工は、角材を高温か つ高圧の蒸気で軟化し、雄型と雌型の圧縮装置に挿入して所定の形状に成型する方法である。 この弦術は、中学校技術・家庭科の教科書の導入部に記述され1)、また新しい技術紹介の項目 には蒸気の代わりにマイクロ波加熱を用いた木材の曲げ加工が紹介されたことがある1)。後 者のマイクロ波加熱加工法については、今田らによって中学校の授業への導入の試みも検討さ * Method of三aminated wood bending ** Makoto YOSHIDA(λ吻。んed∫舳{oγ〃助∫cκoo’,Mαmσmmγs物ぴ〃伽。αf{m,Mm) ** Takayuki TOKUMOTO(D幼〃切emぴTecんmo!o紗,Nα伽ぴm伽m5仰σEd帆αf{㎝,Nα㈹) Present address:Toれ8刎m{Lαm{mα勿dωood Co.工〃.,κα∫〃此αγα,Nαγα) ‡}‡* Yoshiaki TANIGUCHI(D砂αγ物emぴTec舳θ’o馴,W〃ασ例{mγs{妙ヴ圧dmαサ{㎝[,Wαm) 一35一 れている2)。しかし、このマイクロ波加熱による曲げ加工方法は、現在余り採用されていない。 その理由として、次のようなことが考えられ糺 ①中学校にマイクロ波加熱を原理とする電子レンジが余り普及していない。 ②高温まで加熱するので中学生がやけどをする危険がある。 ③加熱した木材が冷めてしまうと曲げ加工の失敗の可能性が高くなるため、加熱処理後の 作業を迅速に行う必要がある。 そこで本研究では、木材を刃物によって薄く剥いだ板、すなわち単板を接着剤を用いて湾曲 させた状態で接着積層する加工法に注目し、中学生でも簡単にかつ安全に曲げ加工が可能な方 法を開発することを目的とする。本論文では、湾曲に接着積層するための簡易装置を開発し、 さらに接着積層を行うのに必要な基礎的因子を分析して最適な加工条件を見いだす。製作され た湾曲した接着積層材をこれ以降湾曲積層材と呼ぶことにする。湾曲積層材を製作する材料調 整の基礎的検討に加えて、さらに製作された湾曲積層材を題材にした加工学習までの一連の内 容を教授するために、湾曲積層材を用いた加工題材も提案する。 2.実験方法 2−1供試材 用いた単板の樹種はスギ、ヒノキおよびブナで、いずれも厚さ2mmのロータリー単板であっ れ幅の広い単板から、繊維方向に長さ300mm、繊維方向に直角に幅20mmの寸法に丸鋸盤で 切断し、これを試験片とした。 2−2 曲げ実験 万能材料試験機(新興通信工業(株);TOM5000D)を用いて、試験機のクロスヘッド昇降速 度ユOmm/minの条件で曲げ実験を行った。曲げ実験に用いた治具は、図1に示す成型圧締装置 のU字形の成型部であった。荷重は120mmのスパンの中央部に負荷した。5つの試験片を曲 げ実験し、結果はその平均値で示した。 2−2 湾曲接着積層加工 湿潤単板の片面に木工用接着剤(コニシ(株):酢酸ビニル樹脂エマルジョン接着剤CH−18、 樹脂率41%)を塗布し、繊維方向を平行にして5枚積層した。積層した単板を図2に示す成型 圧締装置に挿入し、クランプによってU字形に成型圧縮した。成型物の曲線部分の曲率半径は、 外周で60mm、内周で50mmであった。したがって、圧縮に用いた雄型の曲率半径は50mm、雌 型の曲率半径は60mmであり、U字の直線の上端部から湾曲した底面部までの距離は90mmで あった。1つのクランプの圧縮力の能力は300㎏f、ストロークは55mmであった。U字形に成 型した湾曲積層材は、図3に示す4個の治具(形状は凹字型であり、ここでは押さえ駒と呼ぶ) によって変形を一時的に固定し、成型圧締装置から取り出した。その後、単板間の接着を行う ために圧力を加えたが、そのときの固定の手順はつぎのとおりであった。 一36一 口’ドセル トグルクランプ 成型圧㈲台具(‘鯉) 腱『三皇碕告貝(幽) 欄 鰭吻 .\ 鰯帝治具(螂型) 図1 曲げたわみ量の測定 図2 成型圧策装置 ①成型圧縮ののち直ちに湾曲の頂点部分に抑え駒を入れてクサビで固定す糺 ②湾曲積層材の両端に押さえ駒を入れ、湾曲の接着積層材の変形回復を阻止する。 ③湾曲積層材を成型圧締装置から取り出す。 ④湾曲のコーナー部2ヶ所に押さえ駒を入れ、クサビで固定す糺 ⑤直線部の両端を押さえている押さえ駒をクサビで固定する。 製作した湾曲積層材を1週間木材加工実験室に放置し(平成7年9月23日∼9月30日)、その後 固定していた押さえ駒を取り外して、各種の強度実験及び加工実験を行った。 2−3湾曲積層材の接着強度実験 製作した湾曲積層材の強度性能を評価するため、試験体の5ヶ所から20×20mm2がオーバー ラップするブロックせん断試験片を切り出した。接着強度実験は、万能材料試験機を用いて、 クロスヘッドの昇降速度1mm/minの条件で行った。3つの試験片を実験し、結果はその平均 値で示した。 3.着具と考察 3−1単板の曲げ特性 湾曲積層材を製作する前に、はじめに単板の曲げ特性について言及する。図2に示す成型圧 締装置を用いて1枚の単板の曲げ実験を行い、破壊が生じたときのたわみ量を測定した。同図 で荷重点に示した切り欠きは、単板の接着圧縮用の押さえ駒を挿入する溝である。実験の結果 を妻1に示す。この結果から、乾燥単板において、プナ材が最も少量のたわみで破壊したこと から、脆弱な材料であったと言える。一方、ヒノキ材が最も高い値を示し、3樹種の中では最 一37一 押さえ駒 供鋤オ クサビ 図3 湾曲積層材の固定方法 も靱性を有していたことがわかる。なお、実験で生じた破壊はすべての単板において曲げの外 周の引張側であったことから、計測たわみは引張強度における極限のたわみ量であると言える。 本研究が目的とする曲げ加工は成型圧締装置の設計上、少なくても90mm以上のたわみに耐 えなければならないことから、いずれの乾燥単板も曲げ加工には不適当であることがわかる。 さて、天然材料である木材は、水分を吸収したり放出したりする性質がある。そして、木材 内に含有する水分によって木材の機械的性質は大きく変化する。すなわち、含有水分量を示す 含水率の増加にともないヤング率は低下し、低荷重のもとで大きな変形を生じやすくなり、木 材の柔軟性が増加する3)。したがって、木材に多くの水分を含有させることで、本研究が目的 とする大変形の曲げ加工が可能になると考えられる。 そこで、柔軟な湿潤単板を得るために水中に浸せきし、浸せき時間と木材含水率の関係を検 討した。供試単板の水中長せき時間を対数目盛で横軸に、木材含水率を普通目盛で縦軸に取っ て両者の関係を示したのが図4である。浸せき時間の増加とともに木材に吸水される水分は増 加し、24時間の浸せきで含水率が60−80%に達することがわかる。 つぎに、単板の含水率と曲げたわみ量の関係を検討した。ここでたわみ量は、表1の結果と 同様に、単板が曲げの力で破壊したときの極限たわみ量で示す。結果を図5に示す。含水率の 増加にともない、たわみ量は増加し、特に気乾含水率から含水率約30%までの領域で含水率の 表1 たわみ量 樹種名 乾燥単板 湿潤単板 ス ギ 39(16)mm 破壊せず ヒノキ 45(15)mm 破壊せず ブ ナ 23(12)mm 破壊せず n・5,括弧は標準偏差を示す。 一38一 変化に対するたわみ量の変化幅が大きいことがわかる。木材のヤング率は、気乾含水率から含 水率約30%までは含水率の増加とともに直線的に低下し、また含水率が30%以上では一定がや や低下する傾向にあり、本実験の結果は従来の木材の強度的性質と一致する3)。24時間の浸せ きで、3つの単板はいずれも90mmのたわみ量に達し、本研究が目的とするU字形の成型物で 必要なたわみ量を満足していることがわかる(表1)。 100 11 100 80 ■一 E 9〕 60 5 鮒 ● 崇 誌 40 4 1 一 価 80 1 60 1 ・ o一 i一 40 辿 20 20 一 一 10 100 1000 20 10000 浸せき時間{min〕 ○一一○ スギ材 40 60 80 含水車 (%〕 △ △ ヒノキ材 □一口 ブナ材 図5 単板の含水率とたわみ量の関係 図4 単板の吸水による含水率変化 さらに、実際に単板5枚を積層するときに必要な圧縮力を検討した。その結果を妻2に示す。 これから、気乾状態の乾燥単板よりも吸水した湿潤単板の方が著しく圧縮圧力が低いことがわ かる。なお、乾燥単板は曲げ実験の過程でU字の湾曲都、すなわち単板の最外周ではじめに引 張破壊が生じ、その後順次破壊が内側へ進行し、最終的には5枚の単板すべてが破壊した。一 方、湿潤単板では、乾燥単板で観察された破壊は全く見られなかった。しかし、湾曲の内側で 圧縮による座屈破壊が一部の積層材では見られた。 以上の実験結果から、湿潤状態の単板を成型圧縮することで、中学生でも十分に湾曲積層材 を製作できると考えられる。 表2 曲げに必要な圧縮カ 樹種名 乾燥単板 湿潤単板 ス ギ 41,2 33,0 ヒノキ 65,9 34,6 ブ ナ 86.6 37,1 (単位:㎏f) 一39一 3−2 湾曲積層材の乾燥経過 成型圧締装置で湾曲に成型圧縮し、その後押さえ駒とクサビで固定した直後の湾曲積層材は 非常に含水率が高いので、実際に使用する場合、この湿潤の湾曲積層材は乾燥を行い、変形を 固定する必要がある。また、単板を接着するのに用いた接着剤は剤中の水分を飛散してはじめ て接着力が発現するため、単板の乾燥と同時に接着剤中の水分も除去する必要がある。そこで、 単板の乾燥および接着剤中の水分の蒸発乾燥経過を検討した。24時間水中に浸せきしたヒノキ 単板を用いて湾曲積層した試験材の乾燥経過曲線を図6に示す。24時間の浸せきで含水率約 64%のヒノキ単板が、接着剤を塗布することによって含水率が約95%まで増加したことがわか る。乾燥を開始してから2日目までに急速に乾燥が進行し、その後乾燥速度は急激に低下した。 その後5日目に約15%の含水率値に達してからは安定することがわかる。中学校の技術・家庭 科の授業は、現在1週間に1回の割合で行われる学校が多く、湾曲積層材を製作して1週間後 にそれを加工する授業では、乾燥度に問題ないことがわかる。つぎに、1週間後に固定を解除 したときのU字の成型物の戻りを計測した。固定を解除した瞬間に5∼10mm程度の開脚が観 察されたがこその後室内に放置しても開脚量に変化は見られなかった。 100 W0 」 一 一 I 一 I一■一一’’一I一 。一⊥ 三 U0 鮒60 < S0 仙40 Q0 @0 2 4 6 8 放置時間(日) 図6 湾曲積層材の乾燥経過曲線 3−3湾曲積層材の強度実験 曲げ加工した湾曲積層材の接着性能は、中学生が授業の加工時に加える力への抵抗性と、作 品を作った後実際に使用するときの製品の寿命に大きく影響を及ぼす。このため、製作した湾 曲積層材の強度的性能を評価する必要がある。 そこで、ヒノキ単板で製作した湾曲積層材の接着層部のはく離強さ実験をブロックせん断試 験で行った。その結果を図7に示す。本来ブロックせん断試験は、平面と平面の接着性を評価 するためのものであり、本実験のように湾曲物ではせん断力だけでなく曲げの応力も発生する 一40一 ため、純粋なせん断接着力試験とは異なる。したがって、ここでは接着層の力学的な評価の参 考値とする。なお、曲げ応力は接着層を開裂するように作用するため、せん断応力値よりも低 い値を示すことが知られている。湾曲積層材の直線部分では、せん断応力は86.5および 109.2㎏f/cm2を示し、他の接着力試験4)と同程度の接着力の数値であり、また接着面に木材 の破断面が付着していたことから接着性能は全く問題ないことがわかる。一方、湾曲部の接着 力は43.2−53.5kgf/cm2であり、一部曲げ応力も加わったことを考慮すると、平面部と同様に 湾曲部の接着は問題ないと考える。 以上のせん断試験片の強度分布の結果から、成型した湾曲積層材はその後の加工工程および 作品になってからの使用に十分に耐えうることがわかる。 432 47.4 53.5 86.5 カの方向 七 績著層 109.2 く讐寧 ブロックせん断艶美 (kgf/c111F〕 図7 接着強度の分布 つぎに、2−2で示した湾曲積層材を製作・調整の手順通りに行わなかった場合について、そ の接着性能を検討する。製作手順を①、②、⑤、③、④の順序で行う、すなわちU字形の上端 部の2ヶ所をはじめにクサビで固定し、つぎに湾曲のコーナ部2ヶ所を固定すると、前者によっ て湾曲部の曲げ変形が固定されるため後者でいくら強い力で圧縮しても、単板問の密着は不十 分となり、その結果湾曲部の接着力は著しく低くなった。多くの場合単板は密着せずにすき間 のあいた状態となり、その後接着剤の硬化で密着不良のまま固定した。したがって、湾曲積層 材を製作・調整する手順は高い接着性能を発揮するためには重要であると言える。 4.木材加工題材の試作 4−1加工題材の開発条件 題材の製作にあたって、次にあげる3点を開発の基本とした。すなわち、 一41一 ①中学生が興味を持つ題材であること。 ②本題材が中学生の有する加工技能で簡単に製作ができること。 ③製作後日常生活で実用に供する題材であること。 4−2 曲げ加工材を用いた題材の試作 製作・調整した湾曲積層材を用いて、4種類の題材の試作を行った。ヒノキ単板で製作・調 整した湾曲積層材を用いた。使用した道具および機械類は、両刃のこぎり、かんな、木工やす り、卓上ボール盤、紙やすり(#240、#180)であった。 製作した題材を図8、図9、図10および図11に示す。図8は、製作・調整した湾曲積層材を 2個用い、両者を2本の丸棒で連結した「カセットラック」である。卓上ボール盤で4個の穴 を穿孔し、接着剤を介して接着するもので、加工の難易度は低く、作業時間も短い。図9は、 製作・調整したU字形の湾曲積層材の一部を切断してJ字形に加工し、これを木材に固着した 「フックハンガー」である。湾曲積層材を2または3個用い、加工の難易度は低く、作業時間 は短い。図10は、湾曲積層材1個を用い、任意のデザインに加工した合板を湾曲部に接着し、 直線部に丸棒を連結した「タオルハンガー」である。湾曲部に接着する部材は、中学生の創意・ 二1二夫が発揮できる箇所であり、作業時間として2時限が見込まれる。加工の難易度は中庸であ る。図11は、製作・調整した湾曲積層材を2個用い、端部を接合した2つの部材を蝶番で連結 した「ファンシースタンド」である。ここでは一方にミラーが、片方には写真がそれぞれ入れ てある。写真等の固定方法に幾分作業時間を有する。加工の難易度は難の部類に属する。 図8 カセットラック 図9 フックハンガー 図10 タオルハンガー 図11 ファンシースタンド 一42一 5.ま と め 中学校技術・家庭科の木材加工学習では、かんな、両刃のこ、のみなどを用いた加工題材が 多く、これらは道具の性質上直線に加工する作品が主体である。一方、日常の生活品の中には、 直線の形状に加えて曲線に加工された部材も多く、デザイン性等から見ても目を見張る商品が ある。 本研究は、中学校の木材加工学習の一つに、簡易な曲げ加工技術を提案し、中学生の創意・ 工夫を向上させることを目的とした。丸太から刃物で薄く切削した単板を繊維の方向を平行に して接着積層する方法を用いた。はじめに簡易の成型圧締装置を開発し、つぎにこれに用いる 単板の性質を検討した。その結果、乾燥単板は湾曲成型時に破壊したり、また成型に多大の力 を必要としたため、中学生の実習には実用的でないことがわかった。一方、単板に水分を吸収 させて柔軟性を付加することによって、湾曲成型加工が可能となった。湾曲積層材を製作する 上で必要な条件を求めるため、単板の柔軟性の付加に必要な水分量、成型に要する圧縮力、成 型後の湾曲積層材の乾燥経過を検討した。得られた条件で湾曲積層材を製作した結果、接着性 能に問題ないことが明らかになった。 さらに、湾曲積層材を製作する材料調整の学習だけでなく、加工までの一連の内容を教授す るために、製作した湾曲積層材を用いて4種類の加工題材が提案できた。 引用文献 1)鈴木寿雄編修代表1技術・家庭上,開隆堂,7−52(1993). 2)今田晃一,青木務,則元京:技術・家庭科木材加工領域における新しい教材の開発,家庭 用電子レンジによる曲げ木の製作,日本産業技術教育学会誌,29,事,1−8(1987). 3)渡辺治人:木材理学総論,農林出版,479−483(1978). 4)谷口義昭=接着の技術,日本接着協会誌,Vol.5,No.1,58−61(1985)、 一43一
© Copyright 2026 Paperzz