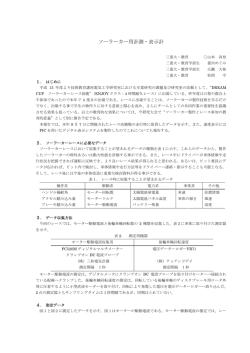
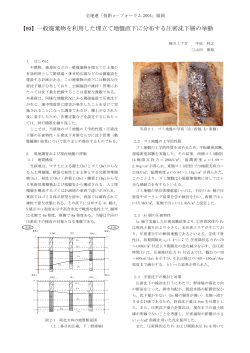
放射性有機廃液を持続燃焼させるための助燃ガス量自動制御装置の開発 近藤 真理,杉本 勇二*,小島 久,柴田 理尋,西澤 邦秀 名古屋大学アイソトープ総合センター,株式会社イング* 1.はじめに 1)背景 放射性有機廃液焼却中に炉内温度が設定温度以上あるいは以下となると廃液噴霧が中断される。設定温度範囲内で安定燃焼 させるために,従来は,廃液と混合燃焼する助燃バイパスガス量を手動調整していた。効率的に廃液を焼却するためには,助燃バ イパスガス量を自動調整することが必要とされていた。 2)目的 本研究の目的は,①助燃ガス量を自動制御する装置を開発すること,②炉内温度を設定温度範囲内で安定燃焼させること,及び ③焼却作業を効率化することである。 2.材料及び方法 1)焼却装置,ガス量自動制御装置及び廃液 ・有機廃液焼却装置(富士工業社製FRB-30S),1日最大焼却量:15L ・ガス量自動制御装置 ①構成:熱電対変換器(日本シンテック,SAE-0), ガス自動調整弁(日本バルブコントロール,CM1-030), PC(OS:windows XP), 焼却装置 I/Oインターフェイス(インターフェイス,PCI入出力ボード), 入出力制御及びデータ処理ソフト(イング,アイオス) ソフト制御画面 ガス量自動制御装置 装置ON/OFF信号 PCI 廃液噴霧ON/OFF信号 制御盤 熱電対 変換器 ソフト:D/Aボード,A/Dボードによる入出力制御 及びVB6を使用 温度信号 熱電対センサー 主ガス管 管Ⅰ ②ガス自動調整弁の開度:全開時を100%とする相対値 炉 弁開度信号 ③焼却温度範囲:800〜1,000℃に設定 廃液+ガス 廃液 管Ⅲ バイパス 混合燃焼 タンク ・廃液の種類と量: ガス管 ガス自動調整弁 メタノール(低熱量模擬廃液) メタノ ル(低熱量模擬廃液),キシレン(高熱量模擬廃液), キシレン(高熱量模擬廃液) 管Ⅱ 実廃液1(キシレン系廃液),実廃液2(水含有率の高い廃液), 手動弁 各3リットル 図1 焼却装置全体の模式図 2)ガス量自動制御装置の機能 ・図1は焼却装置全体の模式図であり,今回開発した自動制御装置部分は赤で示してある。 ・主ガスが停止した後の,バイパスガス及び廃液の混合燃焼(燃焼Ⅱ)を設定温度内で継続させる。 ・炉内温度制御順序: ①焼却炉内のセンサーからの温度信号を受信する。 ②温度に対応するガス自動調整弁の開度を計算する。 ③弁開度信号をガス自動調整弁に送信して開度を調整する。 ・信号送受信間隔:温度信号及び弁開度信号は,装置の起動から終了まで毎15秒で送受信を行う。 3)ガス弁開度調整方法 弁の開度を炉内温度の一次式で表した。 y=a(T−T0)+b (1) y:開度 T:炉内温度(℃) a,b:任意定数 T0:安定燃焼させる基準温度(℃) a,b,T0は設定値入力画面で随時変更可能であるが,今回はすべての焼却において, y=−0.4(T−900)+40 (2) を使用した。 写真 ガス自動調整弁 3.結果 1)燃焼Ⅱの炉内温度を安定化させることができた。 図2−1〜4は,4種類の廃液の手動制御時の炉内温度及び弁開度の経時変化を示している。実廃液2以外は,上限又は下限温 度に達し廃液燃焼が中断した。図3−1〜4は,自動制御時の炉内温度及び弁開度の経時変化を示している。燃焼Ⅱではいずれも 設定温度内で燃焼した。 2)残液処理時の炉内温度の安定化にも有効であった。 図3−1,2,4 に示すように4例中3例において残液処理時も設定温度内で燃焼した。 3)ガス量を自動制御することにより焼却作業が効率化され,かつガス消費量が削減された。 設定温度範囲 600 60 400 40 200 20 400 40 200 20 0 燃焼Ⅰ 燃焼Ⅱ 残液処理 炉の冷却 炉の予熱 600 60 400 40 200 20 0 0 燃焼Ⅰ 燃焼Ⅱ 炉の予熱 炉の冷却 80 炉の予熱 燃焼Ⅱ 800 80 800 80 600 60 600 60 600 60 400 40 400 40 400 40 200 20 200 20 200 20 経過時間〔h〕 図3−2 キシレン焼却(自動制御) 0 0 0:00 0:03 0:07 0:10 0:14 0:17 0:21 0:24 0:28 0:31 0:35 0:38 0:42 0:45 0:49 0:52 0:56 0:59 1:03 1:06 1:10 1:13 1:17 1:20 1:24 1:27 1:31 1:34 1:38 0 0:00 0:04 0:08 0:12 0:17 0:21 0:25 0:29 0:34 0:38 0:42 0:46 0:51 0:55 0:59 1:03 1:08 1:12 1:16 1:20 1:25 1:29 1:33 1:37 1:42 1:46 0 経過時間[h] 図3−3 実廃液1焼却(自動制御) 開度〔%〕 80 開度〔%〕 800 炉内温度〔℃〕 100 開度〔%〕 20 0 残液処理 1000 0:00 0:04 0:08 0:12 0:16 0:20 0:24 0:28 0:32 0:36 0:40 0:44 0:48 0:52 0:56 1:00 1:04 1:08 1:12 1:16 1:20 1:24 1:28 1:32 1:36 1:40 1:44 40 200 炉の予熱 100 経過時間〔h〕 60 400 図2−4 実廃液2焼却(手動制御) 残液処理 炉の冷却 1000 図3−1 メタノール焼却(自動制御) 80 経過時間[h] 100 0 100 0 1000 0 残液処理 炉の冷却 600 0 燃焼Ⅰ 燃焼Ⅱ 800 図2−3 実廃液1焼却(手動制御) 残液処理 炉の冷却 燃焼Ⅰ 1000 経過時間[h] 図2−2 キシレン焼却(手動制御) 炉内温度〔℃〕 炉内温度〔℃〕 炉の予熱 残液処理 100 経過時間〔h〕 図2−1 メタノール焼却(手動制御) 燃焼Ⅱ 800 0:00 0:04 0:09 0:13 0:18 0:22 0:27 0:31 0:36 0:40 0:45 0:49 0:54 0:58 1:03 1:07 1:12 1:16 1:21 1:25 1:30 1:34 1:39 1:43 1:48 1:52 1:57 経過時間〔h〕 燃焼Ⅰ 1000 0:00 0:03 0:06 0:09 0:13 0:16 0:19 0:22 0:26 0:29 0:32 0:35 0:39 0:42 0:45 0:48 0:52 0:55 0:58 1:01 1:05 1:08 1:11 1:14 1:18 1:21 1:24 1:27 0 0:00 0:04 0:08 0:12 0:17 0:21 0:25 0:29 0:34 0:38 0:42 0:46 0:51 0:55 0:59 1:03 1:08 1:12 1:16 1:20 1:25 1:29 1:33 1:37 1:42 1:46 1:50 0 開度〔%〕 60 炉内温 温度〔℃〕 600 炉内温度〔℃〕 炉 80 開度〔%〕 開 炉の予熱 100 燃焼Ⅰ 燃焼Ⅱ 炉の冷却 1000 100 800 80 600 60 400 40 200 20 0 開度〔%〕 残液処理 炉の冷却 0:00 0:03 0:06 0:09 0:12 0:15 0:18 0:21 0:24 0:27 0:30 0:33 0:36 0:39 0:42 0:45 0:48 0:51 0:54 0:57 1:00 1:03 1:06 1:09 1:12 1:15 燃焼Ⅱ 800 0 0:00 0:03 0:06 0:09 0:12 0:15 0:18 0:21 0:24 0:27 0:30 0:33 0:36 0:39 0:42 0:45 0:48 0:51 0:54 0:57 1:00 1:03 1:06 1:09 1:12 燃焼Ⅰ 1000 80 開度〔%〕 炉の予熱 100 800 炉内 内温度〔℃〕 残液処理 炉の冷却 炉内温度〔℃〕 弁開度 燃焼Ⅱ 開度〔%〕 開 燃焼Ⅰ 1000 炉内 内温度〔℃〕 炉内温度 炉の予熱 経過時間[h] 図3−4 実廃液2焼却(自動制御) 4.考察 1)ガス量調整ファクター値の最適化 今回は3L焼却したが,高熱量廃液を15L焼却する場合は,弁開度を0にしても温度が上限温度に到達する可能性がある。また,装 置起動から残液処理時までのガス量を連続して調整することは,燃焼Ⅱを設定温度内で持続させるために有効であったが,残液処 理時には4例中1例で効果が認められなかった。廃液噴霧終了後のバイパスガスのみの燃焼でも設定温度内で燃焼するガス量調 整を検討する必要がある。 これらの対策として,廃液の性状に応じて①基準温度を変更する,②開度式(1)にTとT0の差に依存する補正項を導入する, ③二 次関数あるいは指数関数を使用する,④式(1)の係数a,bを修正する,等の最適化を検討する予定である。 2)開度式,基準温度等のパターン登録 2)開度式 基準温度等のパタ ン登録 廃液の種類ごとに決定された最適な開度式及び基準温度を自動制御装置のPCにパターン登録しておき,焼却開始時に廃液の種 類に適したパターンを選択するようにソフトを修正する。 3)焼却システム制御のIT化:LANを用いて管理室から焼却システムを遠隔操作するためのソフト及びハードを開発する。 5.結論 1)炉内温度と連動させてバイパスガス管の助燃ガス量を自動制御する装置を開発した。 2)廃液を設定温度範囲内で安定燃焼させることが可能となった。 3)焼却作業の効率化と助燃ガス量の削減を実現した。
© Copyright 2026 Paperzz