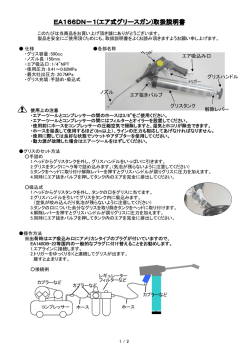
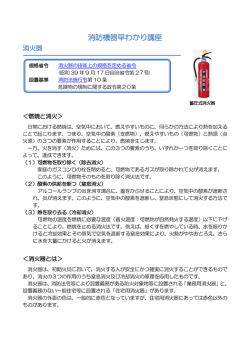
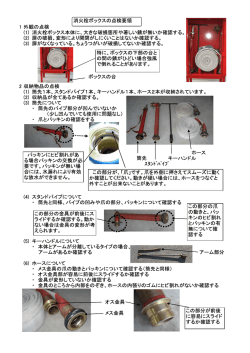
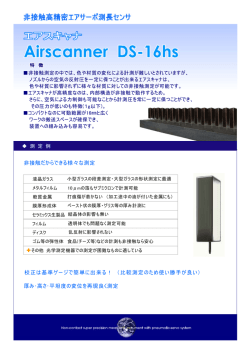
エアーマイクロメータノズル 定期交換方法の改善事例 日産自動車株式会社 横浜工場 計測技術部 計量計測Gr 発表:須藤健文 1、会社概要 2、横浜工場概要 3、計量計測グループ概要 4、改善工夫事例紹介 4.1 4.2 4.3 4.4 4.5 4.6 4.7 エアーマイクロについて 定期校正の実施 テーマ選定理由 現状の把握 解析 対策の立案と実施 効果の確認 ( ’04年4月現在) 計量計測グループ概要 ● 栃木工場 九州工場 川越 ● ● Tokyo ◎ 人数 NTC 30 川越 20 栃木工場 20 横浜工場 20 追浜工場 5 5 九州工場 Total 100 ● 横浜工場 NTC ● ● 追浜工場 計量計測グループが各拠点で同 一の校正基準、トレーサビリティ 体系の下で計測器の校正及び管 理をしています。 日産計測標準トレーサビリティ体系 校正量 長さ 国家/国際標準 産総研 計量標準 総合センター (NMIJ/AIST) 認定事業者・メーカ等 日本品質保証 機構(JQA) 日産計測標準 ブロックゲージ(Jcss、A2LA) (125〜1000mm) 社内標準等 ブロックゲージ 測長機 認定事業者 ブロックゲージ(Jcss) マスターリングゲージ 小穴内径測定機 三次元測定機 メーカ レーザー測長機 チェックマスタ 認定事業者 トレーサビリティの一例 日本軸受検査 日産計測標準である一次標 協会(JBI) 準器の下に二次標準器や校 正用標準器があり、国際標準 英国認定 サービス につながっています。 (UKAS) 標準尺(ガラススケール)(Jcss) 三次元測定機 大型三次元測定機 工具顕微鏡 標準尺(鋼製) 高精度二次元測定機 表面粗さ標準片 表面粗さ標準片 表面粗さ計 真円度グラスマスタ 真円度測定機 校正業務量 • 校正対象点数/実施点数(全工場) ゲージ Gauges 計測器 Measuring instruments センサ Sensors Total • 校正担当者数 • 50人 対象点数 校正点数(/year) Objects Actual calibration 57,000 24,000 44,000 28,000 8,000 22,000 109,000 74,000 管理対象計測器数 横浜工場管理対象計測器数 種類 数量 限界ゲージ類 総合ゲージ ダイヤルゲージ類 シリンダーゲージ類 マイクロメータ類 エアーマイクロメータ ノギス類 ハイトゲージ類 トルクレンチ類 トルクアナライザ エンジン回転計 負圧計 はかり類 温度計 その他 合 計 貸出数 9,230 864 1,862 393 359 232 285 42 1,023 38 90 62 35 54 1,784 16,353 在庫数 12,928 6 217 526 136 190 207 13 960 11 40 7 19 19 797 16,076 総数 22,158 870 2,079 919 495 422 492 55 1,983 49 130 69 54 73 2,581 32,429 ゲージの定期交換の流れ 貸出 洗浄 準備 定期交換 在庫 校正 保管 エアーマイクロメータノズル 定期交換方法の改善事例 エアーマイクロメータとは? エアーマイクロ ユニット ホース 空気の流れを利用する比 較測定器で、きわめて微 少な寸法変位を無接触で 精密に迅速に測定するこ とができます。 エンジン加工では、クラン ク・カム・コンロッド 等 マスタ ノズル アクスル加工では、ハブ ナックル 等に使われて います。 エアーマイクロの原理 エアーマイクロの原理は 空気を噴出すノズルと被 測定物との隙間に比例し て空気の流量や圧力が 変化することを利用した 比較測定器である。 比較測定器なので測定前 に必ず大範と小範による 「マスター合わせ」行う。 定期校正の実施 定期校正は ノズル マスター 小範 大範 ユニット 36ヶ月 ノズル 6or12ヶ月 マスター 6or12ヶ月の 運用周期で校正済品と 定期的に交換しています。 テーマ選定理由 1 個あたり交換作業工数比較 その 他 ケ ゙ ー シ ゙ 1個あたり4.25分 もの差が有る 0. 75 エ ア ー マ イ クロノ ス ゙ ル 5 0 1 2 3 4 5 工数(分) その他ゲージと同じ 工数にしたい 年間交換個数 エアーマイクロノズル交換数:2 3 2 個 6 現状の把握 ①交換作業の流れを比較 エアーマイクロノズル その他ゲージ 作業開始 作業開始 工具番号確認 工具番号確認 ノズル交換 ゲージ交換 運用台帳記入 運用台帳記入 完了 完了 判った事: 作業工程は 同じである ②工程ごとの工数比較 エアーマイクロノズル交換工数 作成日:2003/11/12 作成者:須藤 n=5.0 作成日:2003/11/12 作成者:須藤 判った事: n=0.75 交換時間に差がある (%) 10 80 60 40 20 0 累 積 比 率 (分) 5.0 4.0 工 累 3.0 数 積 2.0 (%) 比 73.3% 40.0% 1.0 0.30 0.25 0.2 100 率 0.0 ゲ 運 工 0 用 具 ジ 台 番 交 帳 号 換 記 確 入 認 ー (分) 96.0% 91.0% 5.0 4.0 4.55 工 3.0 数 2.0 1.0 0.25 0.2 0.0 工 ノ 運 具 ズ 用 番 ル 台 号 交 帳 確 換 記 入 認 その他ゲージ交換工数 ③ノズル交換作業手順 1 作業開始 ラ イ ン 品 取 外 し ①握り部回転・分離 ②ホースを抜く 2 ③握り部取付け 3 ③ノズル交換作業手順 4 作業開始 ラ イ ン 品 取 外 し 校 正 済 品 取 付 ①握り部回転・分離 ②ホースを抜く 5 ③握り部取付け 判った事: ④握り部回転・分離 ⑤ホース取付け ⑥握り部取付け 完了 6 取付け・取外 し作業が多く 時間が掛かっ ている 解析 ノズ ル ねじ込み式 握り部 真鍮製 ビニー ル製 漏れない 様密着 不慣れ *検証2 能力 ホー ス との 接続 ホー ス を抜く 力が要る プ ライヤーで こ じっ て抜く ホー ス 抜き挿し 材質 抜けにくい はめ あい *検証1 ホース 作業方法 1)ホースを抜く為に握りを外さなければならない。 2)ホースが密着している為、抜けにくい ︑ 握りを外してから 抜けにくい *検証2 時な 間ぜ が取 掛付 かけ ・ て取 い外 る し の作 か業 に 多 く っ ホー ス 継手 人 検証1 ホースを抜く為に、握りを外さなければならない。 ノズルの構造 ホース 継手 握 り ねじ部 全てのノズルが 握りを外さないと 継手が出てこない。 検証2 ホースが密着している為、抜けにくい。 エアーが漏れないように、継手とホースが密着してなければならない。 ホースを抜くのに、力一杯引っ張らないと抜けない。 対策の立案と実施 ホースを抜く作業を無くせば、握りも外さなくて済み、 工数を短縮する事が出来る。 対策の立案 細いホース用のワンタッチ カプラはあるのか? ホースを抜く作業 を無くすには? 工場エアーを継ぐ様なワンタッチ カプラを使えば、抜かなくて済む。 技術課に問い合わせした所︑ 設備用に小さいワンタッチカプ ラがあるとの事! 早速取り寄せて︑取り付けてみた所 エアー漏れも無く使用可能! 対策の立案 ワンタッチカプラ ホース この様に、ワンタッチカプラを取付け、 接続する事により、握りやホースを 抜く作業を無くすことが出来て、 1個あたり4.25分短縮。 校正時も、取付け・ 取外し作業が有ったが、 この改善により無くなり、 1個あたり4.25分短縮 TOTAL8.5分短縮!! 4.効果の確認 有形効果 4.25分減 対策後 0 .7 5 対策前 5 0 2 4 6 工数( 分) 交換・校正作業とも4.25分短縮 T O T A L 8 . 5 分減 無形効果:握り・ホースを抜く作業が無くなり楽になった。 年間 算式;8.5(分)×232(個)×38(円/分) 効果 有形効果金額;74,936円
© Copyright 2026 Paperzz