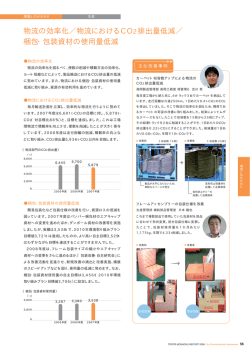
財団法人 群馬県産業支援機構 2010 7 8 合併号 INDEX ■ 特集1 中小企業白書 2010 年版のポイント・・・・・・・・・・・ 1 ■ 企業ルポ 杉原エス・イー・アイ株式会社・・・・・・・・・・・ 5 ■ 特集2 企業の省エネルギーへの取り組み(=コスト削減)ヒントがここにある!・・・・・・・・・・・ 7 ■ ここに注目!! 地域のこの企業 株式会社富商・・・・・・・・・・・ 10 ■ ぐんま産業創造倶楽部活動報告 「連携の在り方を探る」・・・・・・・・・・・ 11 ■ お知らせ 群馬県からのご案内・・・・・・・・・・・ 12 ■ 受・発注ニュース・・・・・・・・・・・13 今回の特集は、経済産業省中小企業庁がとりまとめ、先ごろ公表した「中小企業白書2010年版」のポイ ントをご紹介します。 第1部 最近の中小企業の動向 中小企業の業況は、持ち直しの動きが見られるが、業種・規模によってはその動きに違いがあり、デ フレや円高など、先行きへのリスクがある。 第1章 ●2009年度の中小企業の動向 第1節 内外経済動向では、2008年9月のリーマン・ショック後に急速に悪化したが、アジアを中心に緩や かに持ち直してきている。先行きについても、中国を始めとしたアジアを中心に回復の動きが広がり、 先進国の景気も緩やかに持ち直していく見込み。国内でも輸出を中心に着実に持ち直してきている。 第2節 中小企業の動向では、景況感は持ち直しの動きが見られるが、その水準は依然として低い。業種及 び規模によってはその動きに違いが見られる。 ◇中小製造業の生産: 輸送機械と電子部品関連で持ち直しているが、精密機械と一般機械関連で足踏み。 ◇経常利益: 前年に比べ増加に転じているが、売上価格の下落要因が経常利益を押し下げ、人件費を削 減せざるを得ない状況が続く。 ◇設備投資: 2009年度当初計画及び修正計画ともに前年度実績比で約4割減であり、実績も大幅に減少 することが予想される。 ◇資金繰り: 資金繰りDIは、持ち直しの動きが見られるが、水準自体は依然として低い。 ◇倒産件数: 足下増勢が鈍化しているが、小規模企業の倒産件数は多い。 ◇雇 用: 失業率は高水準で推移、製造業、卸売業、建設業で依然として雇用の過剰感が強い。 新規求人数は、規模にかかわらず、前年比で減少が続く。 2009年から、大企業、中小企業ともに、非自発的な離職が増加傾向。 ◇為替・物価: 中小企業の想定レートを超えて、急激な円高が進行。輸出を行う中小企業のうち約半数 が円高によりマイナスの影響を受けていると回答。 ※主力製品の単価変動の主な原因・理由は、「顧客や発注元からの要求を受け入れた」、「競争相手の単価 や世間相場に追随」と回答する割合が高く、価格競争への対応に苦慮していることがうかがえる。 主力製品等の単価の低下割合 主力製品等の単価変動の主な原因・理由 資料:(独)中小企業基盤整備機構・全国中小企業団体中央会 「中小企業の製品等の価格と雇用の動向に関する調査」 (2009年11∼12月) 1 2010 JULY 第2章 ●経済危機下の中小企業 第1節 経済危機が中小企業に及ぼした影響 ①株価下落等の資本市場を通じた影響: 中小企業向けの貸出残高は、その後の中小企業の業況の悪化と相俟って、都市銀行を中心に減少。 ②輸出急減等の財市場を通じた影響 2008年10月以降、中小企業性製品の輸出額は、前年比で半減した。これに伴い中小企業の生産は、 輸出関連業種を中心に急速に減少。 ○中小企業の直接及び間接輸出比率は、輸送用機械製造業が53.6%、電気機械製造業が53.0%、非鉄金 属業が52.5%であり、輸出急減により直接輸出を行う企業のみならず、直接輸出を行わない企業も 生産が減少したと考えられる。 ○自動車(新車)の輸出額は、2008年7−9月期と比較して2009年1−3月期までに約7,000億円減少。 この影響により、生産額は、製造業において、大企業で約8,300億円、中小企業で約4,000億円減少し、 非製造業において、大企業で約1,100億円、中小企業で約1,400億円減少したと試算され、自動車の 輸出額の減少により中小製造業のみならず、非製造業にも影響が及んだことがうかがえる。 ③前回の景気後退との比較 輸出急減の影響を直接受けた製造業を中心に、業況が急激に悪化し、生産が低水準に落ち込み、雇 用の過剰感が急速に高まったことが特徴。 第2節 中小企業対策の実施 ①中小企業金融対策 2008年末から2009年初以降、緊急保証制度、セーフティネット貸付、危機対応貸付の利用件数及び金 額は大幅に増加。緊急保証制度は、製造業や建設業において、比較的多く利用されている。 ②雇用対策 雇用調整助成金等の対象者数は、大企業では、ピーク時と比べて半分以下に減少しているが、中小企 業では、いまだ高水準で推移している。 第2部 中小企業の更なる発展の方策 第1章 ●国内制約が高まる中での新たな展開 中小企業は、厳しい経済情勢の下、密度が低下する集積の維持・発展、環境・エネルギー制約への対応、 少子高齢化時代の新事業展開といった様々な国内の課題にどのように取り組んでいくのかを分析。 第1節 密度が低下する中小製造業集積の維持・発展 ①中小製造業集積の事業所数及び従業者数 1986年から2006年までに、中小製造業集積である東京大田区、静岡県浜松市、大阪府東大阪市では事 業所数及び従業者数が2.5∼ 4 割減少。主な原因として地価高騰に伴う工場閉鎖や住居地域での工場を 営むことが困難となっていることなどが考えられる。 ②中小製造業集積の取引構造 3市区の取引構造を見ると、浜松市は多数の取引先を持つハブ企業が重層的に存在し、垂直的な取引 構造を有しているのに対して、東大阪市は、比較的取引先数の少ない企業同士が存在し、水平的な取 引構造を有している。大田区は、少数のハブ企業と多数の取引先数の少ない企業が存在し、垂直的・ 水平的な取引構造の双方が確認される。 ③中小製造業集積の域外への広がり 大田区の企業は、浜松市や東大阪市と比較して、市区外により多くの事業所を保有し、特に、東京都 以外の関東地方に立地させている割合が高い。取引先は大田区と東大阪は市区外との取引割合が高い。 ④中小製造業集積の維持・発展のために必要な取組 事業所減少の要因として、自営業者の高齢化による廃業の増加が考えられる。50∼60代の経営者は、 約2割が「自分の代で廃業したい」と回答。事業を引き継ぎたいと回答した企業も 1 割強が「後継者 の確保が難しい」と回答している。 2010 JULY 2 ※集積の維持・発展のためには ◇円滑な事業の引継ぎが必要であると考えられる。 ◇つながり力のある企業は、「地元工業会」や「異業種交流会」等の様々な場で他社と交流。 ◇他社との交流に「取引先の技術・能力を適格に判断できる」や「他社との間で技術的修正・ 提案を行いやすい」等の具体的目的意識を有している。 中小企業が連携して互いに強みを出し合い、競争力を高めて新事業展開及び創業等を行っていくことが 重要である。 自営業主の年齢層別の人数と平均年齢 企業の交流活動等の参加状況 資料:総務省「就業構造基本調査」再編加工 第2節 環境・エネルギー制約への対応 ①中小企業の二酸化炭素排出量 中小企業の排出量は12.6%を占める。部門別では、製造業を中心とする産業部門で11%、サービス業 を中心とする業務部門で43%を占める。 ②中小企業の省エネの取組みと課題 中小企業の生産額に占めるエネルギー投入額の割合(エネルギー投入比率)は、大企業と比較して高く、 1990年以降大企業ほどの改善は見られない。実際、小規模な企業では、新たな省エネ設備の導入等の 投資による省エネに取り組む割合が低い。 ※中小企業が省エネに取り組む割合 ◇「空室時の消灯の徹底」(約9割) ◇「室温度設定の適正管理」(約7割) ◇「高効率な照明機器の導入」、「照明制御装置の導入」(1割弱) 今後取り組む意向のある項目は、投資費用が低い「LED等照明器具」 (約6割)や高額投資を伴う「空 調機器やボイラー」等の割合が高い。 ③中小企業に対する省エネ支援制度 【無料省エネ診断サービス】 (財)省エネルギーセンター http://www.eccj.or.jp/ 【省エネ設備投資の支援制度及び税制優遇等】経済産業省 http://www.meti.go.jp/ 第3節 少子高齢化時代の新事業展開 ①少子高齢化が中小企業に及ぼす影響 総人口は2005年から減少し、2035年に2008年の約87%になると見込まれる。少子高齢化時代に中小企 業が新事業を展開して更なる成長を遂げていくためには、個人のライフステージに合った働き方を実 現できるような場を提供することなどにより、女性や高齢者を始め、より多様な人材を確保していく 必要がある。 ②中小企業における多様な働き方及び働かせ方 中小企業が女性や高齢者など多様な人材を確保していくためには、仕事と生活の調和(ワーク・ライ フ・バランス)を取って働ける場を提供していくことが重要である。また、人材の評価・育成に力を 入れている中小企業は、定着率や生産性が更に向上したと回答しており、ワーク・ライフ・バランス の取組に合わせて評価や育成制度を充実させることが効果的であると考えられる。 3 2010 JULY ③少子高齢化時代の中小企業の成長戦略 少子高齢化は、 「新成長戦略(基本方針)∼輝きある日本へ∼」に述べられているように、ライフ・ イノベーションを力強く推進することにより新たなサービス成長産業と、新・ものづくり産業を育て るチャンスでもあり、中小企業においても、独自の技術を活かして高い成長が見込まれる医療・介護 分野の需要を取り込もうとする取組が見られる。 第2章 ●国外の成長機会の取り組み 中小企業はアジアを中心とする世界経済の発展をどの様に取り込んでいくのかを分析。 第1節 中小企業の国際化 ①中小企業の国際化の現状 中小企業による輸出額や海外子会社の保有割合が上昇するなど、中小企業の国際化が進展しているが、 特に小規模な企業では輸出や直接投資を行う割合は低い。地域別に見ると、中小企業は大企業と比較 してアジアへの輸出割合が高く、中国に現地法人を保有する割合が増加している。 ②国際化を行う中小企業の特徴 中小企業のうち、国際化企業は、非国際化企業と比較して、国際化前の労働生産性が高く、国際化後 の労働生産性の伸び率も高い。 ③中小企業の国際化のための取組と課題 国際化企業は、非国際化企業より労働生産性は高いが、国際化していない企業が存在する。その理由 の約6割が「必要性を感じない」、約3割が「国内業務で手一杯で考えられない」と回答。 ※現地における課題 ◇直接投資企業は、輸出企業等に比べて、「法制度や会計制度、行政手続等」の情報面の課題に 加えて、 「人材確保・労働管理」や「投資費用の調達・資金繰り」といった人材面や資金面の 課題を挙げる割合が高くなる。 ◇現地の人材を定着させるための取組の中で効果的であったと答えた中小企業は、「賃金アップ」 や「責任ある仕事を任せる」が多いが、「キャリアパスの明確化」や「成果主義の導入」 、「従 業員教育の拡充」 、 「福利厚生の充実」が少なく、人材育成や評価を中心に対応を模索している ことがうかがえる。 輸出開始後に、輸出を継続する中小企業の割合は、大企業と比較して低く、2000年度に輸出を開始し た企業のうち、半数以上の企業が2007年度までに撤退している。また、中小企業の直接投資からの撤 退比率は、大企業と比較して高い。 第2節 グローバル経済下の中小企業 ①貿易の自由化に対する中小企業の認識 貿易の自由化について、国際化企業は約 7 割、非国際化企業は約 4 割の企業が「賛成」又は「どちら かといえば賛成」と回答している。中小企業が原産地証明書発給制度を利用しない理由は、「EPA の存在自体を知らなかった」が最も多く、同制度は、中小企業には十分に浸透しているとはいえない ことがうかがわれる。 ②貿易の自由化が中小企業に及ぼす影響 貿易の自由化は、日本経済のみならず、中小製造業にとってもプラスの効果をもたらすと試算され、 2010年に我が国において首脳会議が開催されるAPE C 等、貿易の自由化を推進していくことが重要 である。 中小企業は、自らの強みを活かして、アジアを中心に増大する需要の増加を自らの成長に取り込んで いくことが必要である。 2010年版中小企業白書のまとめ ピンチを乗り越えて: 今回の世界経済危機は非常に厳しく様々な課題も存在するが、中小企業が新事業展開 及び創業を行うことなどにより危機と課題を乗り越える中に、更に発展していくチャ ンスがある。 (中小企業庁発行:中小企業白書2010年版より) 2010 JULY 4 企業ルポ No.181 杉原エス・イー・アイ(株) 伊勢崎市今井町313 電 話/ 0270−25−8101 資本金/ 6,100万円 社員数/ 170名 一人当たり売上高は上場 大手製造企業並み 代表取締役社長 杉原 俊夫 氏 杉原エス・イー・アイ(株) (伊勢崎市今井町、杉原俊夫社長)の2009年6月期売上高は183億13百万円。 同期の従業員数は180名だったから、従業員一人当たりの売上高は1億円を超える。これは上場大手製造業 に遜色のない水準になる。売上の多くはEMS事業(電子機器の製造受託サービス)が占め、この受注動向 に業況が左右されるリスクがあるとはいえ、県内では高レベルの生産性を達成している企業だ。2004年6月 期の売上高と比べても、成長性の面で申し分ないパフォーマンスを達成している。 創業事業は通信機器の部品製造 1970年に創業(法人化は1973年)した杉原エス・イー・アイの創業事業は、通信関連機器(交換機、電話 機等)の部品製造。生家が電気工事業を営んでいた現社長の杉原俊夫氏が異分野の製造業に進出するべく起 こした会社である。大手通信機メーカーの下請会社として発展してきたが、ハイレベルな品質要求に応える ため、つねに製造技術の向上に磨きをかけてきた。最新技術への取り組みを第一にした経営姿勢は、品質管 理の厳しい大手企業を相手にした創業当初からのものである。 製造業の海外生産を見込んで、1995年にアミューズメント関連の設計に着手し娯楽機器分野に進出。1999 年には大手自動車メーカー2社のECU(エンジンコントロールユニット)の工程監査を受け、さらにその 2年後の2001年には別なメーカーのECU製造の工場認証を受けるなどし て、受注窓口の拡大を図り、現在では200社前後の企業と取り引きがある。 2005年には伊勢崎三和工業団地に進出。面実装ラインを8ライン増設。 2007年、2008年にもそれぞれ9ライン、10ラインの面実装ラインを増設し て事業拡大に弾みをつけている。三和工場ではクリーンルームで製品作り をしているが、高度なエンジニアリング体制と開発環境は世界的自動車 メーカーの技術担当者が一目見て安心したレベルだと言う。 三和工場全景 自社開発製品が売上に貢献 EMS事業の柱はプリント基板の実装で、設計、開発、部・資材調達、製造、 品質保証、梱包納品まで全てを請負うほか、客先の要望により、「設計開発」の み、或いは「製造・品質保証」、 「梱包・納品」のプロセスのみといった発注パター 5 2010 JULY 無線タグ&AP ンにも柔軟に対応している。 2003年から手がけ、現在では多くのユーザーに支持されるようになったRF−ID(非接触型自動認識シ ステム)事業では、センサー情報をワイヤレス(無線)でパソコン等に伝送して管理するセンサーネットワー クシステムを販売している。無線を利用し、配線工事が不要なため導入コストが低いのが特徴。2005年には 第1回「RFIDソリューションEXPO展」に出展。同年には「ユビキタスコンパス」が群馬県の「チャ レンジITビジネス賞」を受賞。今年5月開催された第5回同展には、ブースに約1,800名の来場者があった。 温度・湿度等の環境情報を検知するワイヤレスセンサーを組み込んだ管理シ ステムは、当初、博物館・美術館の美術品の管理需要を想定していただけだっ たが、今ではそれにとどまらず著名な神社・仏閣まで利用が広がっている。 最近では、リアルタイムでエネルギー消費 量が測定でき利用金額が表示されることか ら、事業所内の消費電力を時間や場所ごとに 細かく検証でき、企業のコストと温暖化ガス エコモニタリングシステム (二酸化炭素等)の削減にも貢献できる「エコ モニタリングシステム」が様々なメディアで 取り上げられ話題となっている。ガス、水道、石油の計測機能も追加できる システムだが、これもRF−ID事業の商品である。 8ch 電力計測ユニット 最先端デバイスの実装技術はトップクラス 高水準の技術レベルを維持するため、トップマシンへの積極投資、クリーンルームなど最高水準の作業環 境の整備に力を注いでおり、導入した最新機械のシリアルナンバー(製造番号)が一桁のものも少なくない。 ISO9001の取得は1999年、ISO14001の取得は2004年と世界標準の取得も業界に先駆けたものとなっ ている。 だが、杉原エス・イー・アイの最大の強みは、最先端機器を揃えることではなく、その最先端機器を使い こなせるオペレーター(技術者)を養成し、抱えていることにある。いくら最先端機器があったとしても、 それを使いこなせないのでは 宝の持ち腐れ になってしまう。使いこなせてこそ、その真価を発揮できる。 典型的なのは高額部品の実装においても、リワーク(取り外し・再実装)できる技術者がいることだ。1つ 10万円、20万円といった極小チップをリワークできるのとできないのでは、製造コストに大きな開きができ てしまう。極小チップを実装できるかできないか、リワークできるかできないかだけの注文もあるという。 技術力を蓄積するためには人材の定着が不可欠だが、同社には勤続年数20年を超える社員が少なくない。 社長の杉原氏は次世代の人材育成にも熱心で、伊勢崎市の教育委員長も歴任している人物。図書館、奨学基 金への継続的な寄付を続けている。 技術力こそ受注の源泉 多品種少量生産への対応を進めた結果、今では単品ものの受注もこなすように なっている。「誰にも負けない努力」が合言葉の企業であり、「品質だけは負けな い」自負があるという。 高い精度と信頼性が業界に浸透したからか、今では大手製造業者がネット経由 で当社を探し出して、直接問い合せ・引き合いを出してくるケースも見られ、そ の中には海外企業からのものも混じるようになっている。大手企業の設備投資は 海外志向の色合いが濃くなる一方だが、国際間の技術開発競争が一層激しくなる 中で、常に最先端にいることを意識した経営は、多くの企業にとって魅力ある存 在であり続けるものと思われる。 本社外観 2010 JULY 6 いまや、企業活動において「環境」 「省エネルギー」は欠かすことのできないテーマであり、地球温暖化 防止に向けた取り組みが、ますます活発化しています。 「環境」 「省エネルギー」の取り組みは、単に地球温暖化防止への貢献に留まらず、固定費であるエネルギー コストの削減につながる重要な企業活動と位置づけられます。 このような中、東京電力グループでは、安全に安定的に電気を供給することに加え、『CO2 の少ない電気 をつくる取り組み』『高いエネルギー効率で電気をつかう取り組み』の両面から【低炭素社会の実現】に向 けて取り組んでいます。 ■高いエネルギー効率で電気をつかう取り組み■ 現代社会における様々な省エネルギー機器を支えるヒートポンプは、太陽光や風力と同様に無尽蔵な自然 エネルギーである大気熱をわずかな電気でくみ上げ、投入した電気エネルギーの約3∼6倍の熱エネルギー をつくりだします。 経済性・環境性に優れた電気を活用するヒートポンプやIHの技術革新はめざましく、活用範囲が大きく 広がっています。民生用・産業用のお客さまが課題にあげる省コストや省エネルギー・省CO2 に有効な高効 率機器をご紹介します。 [お問い合わせ先] 東京電力の各支社法人営業グループ ■省エネルギーの取り組み■ 「エネルギーの使用の合理化に関する法律」では、「すべてのエネルギー使用者に『エネルギーの使用の合 理化』努力」を求めています。 7 2010 JULY 取り組みによるメリット 省エネルギーの取り組みにより、エネルギーコスト削減やCO2削減などへ寄与 取り組みのポイント <エネルギー使用状況の把握> エネルギーの使用状況把握には、各設備のエネルギー使用量とエネルギーロスの把握や 「いつ」 「どこで」「どれくらい」「何の目的で」使用されているかを把握することが重要です。 <省エネルギー自己診断>[関東地区電気使用合理化委員会:パンフレットより] 電力管理 ○電気の使用量について、具体的な省エネ目標を設定していますか。 ○毎月の電力使用量を電灯・電力別に把握・管理していますか。 ○毎月の最大電力を把握・管理していますか。 ○工場全体もしくは主要製品の電力原単位を把握・管理していますか。 いる いない いる いない いる いない いる いない 受電設備管理 ○夜間や休日などに、不使用の負荷設備を遮断していますか。 ○負荷設備にコンデンサを取り付けるなど低圧の力率改善も行っていますか。 ○負荷設備端の電圧(末端電圧)は適正に管理していますか。 いる いない いる いない いる いない 照明設備管理 ○高効率のランプや器具を採用していますか。 ○照明器具の取り付け位置や高さは適正になっていますか。 ○照明器具の清掃は計画的に実施していますか。 ○不要時に部分的な消灯ができる配線にしていますか。 ○作業場所ごとに、適正な照度になっていますか。 いる いない いる いない いる いない いる いない いる いない 冷暖房設備管理 ○各部門の室内温度を設定し、測定・管理していますか。 ○空調設備の清掃は計画的に実施していますか。 ○ブラインドを取り付けるなど、日射の遮断を工夫していますか。 ○外気侵入などによる熱損失を防いでいますか。 ○外気の利用など効率的な運転をしていますか。 ○高効率機器(蓄熱式ヒートポンプ等)を採用していますか。 ○排熱の利用について検討していますか。 いる いない いる いない いる いない いる いない いる いない いる いない いる いない 搬送設備管理 ○モータの無負荷時には運転を停止していますか。 ○モータの運転制御には、インバータの採用などを検討していますか。 ○ポンプの使用流量や圧力を管理していますか。 ○コンプレッサの適正圧力を管理していますか。 ○圧縮空気の漏れを定期的に管理していますか。 ○複数台の場合には、台数制御を検討していますか。 いる いない いる いない いる いない いる いない いる いない いる いない ■電気の使用合理化による表彰制度のご紹介■ 省エネルギー推進の社内風土確立や企業イメージ向上等に向け、実践された電気の使用合理化活動により 「関東経済産業局長表彰」「関東地区電気使用合理化委員長表彰」へ応募してはいかがでしょうか。 [お問い合わせ先]電気使用合理化委員会 群馬地区(027−898−4889東京電力内) 2010 JULY 8 ■省エネルギー事例のご紹介■ 対 象 取り組み事項 概 要(特徴) 水銀灯ランプからセラミックメタルハライドへ 更新 照明機器 従来型水銀灯→高効率型ランプ <水銀灯(現行)> <高効率型ランプ> 消費電力:310W 消費電力:208W ランプ光束:15,800lm ランプ光束:20,900lm 寿命:12,000h 寿命:12,000h 蒸気バルブへ保温用ジャッケトの取り付け 蒸気バルブの保温 <改善前> 放熱量:72,000Mcal 蒸気ロス:112t/ 年 <改善後> 放熱量:6,900Mcal 蒸気ロス:11t/ 年 断熱対策 <改善前> 炉壁温度:約 100℃ <改善後> 炉壁温度:約 70℃ コンプレッサの容量少量化による台数制御とイ ンバータ制御 エアー コンプレッサ エアー供給設備の高効率化 <改善前> 容量:150kW 台数:4台 エネルギー費用(ランニングコスト)の削減 <改善前> イニシャル:100 ランニング:100 省エネ:100 <改善後> イニシャル:107 ランニング:75 省エネ :50 蒸気ロス・燃料費の削減 <改善前> ロス分放熱量:100 ロス分燃料費:100 <改善後> ロス分放熱量:10 ロス分燃料費:10 放熱ロス抑制と空調エネルギー費用の削減 作業環境の改善・安全性向上 工業炉壁への断熱塗装 発熱体への断熱塗布 効 果 <改善後> 容量:75kW 台数:4台 <改善前> 燃料費:100 省エネ:100 <改善後> 燃料費:90 省エネ:90 コンプレッサ効率的運用による管理費削減 <改善前> 燃料費:100 省エネ:100 <改善後> 燃料費:90 省エネ:90 空気量制御とメンテ費用の削減 ボイラ 運用改善 ボイラ燃料空気量の制御 空気量のインバータ制御とファンモータの消耗 抑制によるメンテナンス間隔の長期化 <改善前> 燃料量:100 電力量:100 <改善後> 燃料量:98 電力量:40 管理費用・エネルギー費用の削減 ポンプ 運用改善 空調用ポンプのインバータ化 空調システム全体のポンプにインバータを導入 し,圧力や温度にて自動制御 既設熱源機を電気式高効率ヒートポンプへ更新 空調設備 熱源機の更新 <改善前> ガス炊吸収式冷凍機 COP:1.1 <改善後> 水冷ヒートポンプチラー COP:6.0 既設熱源機を電気式高効率ヒートポンプへ更新 給湯設備 熱源機の更新 <改善前> ガス炊ボイラ COP:0.9 <改善後> ヒートポンプチラー COP:4.0 <改善前> 電力量:100 全エネルギー:100 <改善後> 電力量:44 全エネルギー:98 エネルギー費用・省エネ・CO2 排出量の削減 <改善前> コスト:100 CO2 :100 省エネ:100 エネルギー費用・省エネ・CO2 排出量の削減 <改善前> コスト:100 CO2 :100 省エネ:100 *改善後の効果は,採用されたお客さま設計値や実績となります(お客さまの使用状況・条件により変動いたします) *「省エネ」は一次エネルギー換算(省エネルギー法),「CO2」は各排出原単位(地球温暖化対策推進法)により算定 9 2010 JULY <改善後> コスト:57 CO2 :35 省エネ:49 <改善後> コスト:70 CO2 :44 省エネ:61 ここに注目! ! 地域のこの企業 ̶̶ 環境にやさしい素材「アルミニウム」の専門商社 ̶̶ <企業概要> 事 業 者:株式会社富 商 (代表取締役社長 富永 連) 事業内容:アルミニウム関係各種材料および非鉄金属材料加工品・製品 の仕入・販売、硬質アルマイト加工・販売 資 本 金:3,000万円 従 業 員:55人(伊勢崎事業所17人) 連 絡 先:本 社:東京都千代田区神田佐久間町 3−21−24 伊勢崎事業所:群馬県伊勢崎市若葉町 22−17 TEL 0270−25−5519 FAX 0270−26−6172 ホームページ http://www. tomisho. co. jp 富永社長 ○「新硬質皮膜法」の特許を譲り受ける。 Q.事業内容及び伊勢崎事業所でのお仕事の内容を教えて下さい。 A.当社は、アルミの専門商社として産業界のあらゆる分野に素材を供給しています。 伊勢崎事業所では商社機能の物流倉庫のほか「硬質アルマイト」の専門工場として北は山形県から南は熊 本県まで様々な分野のお客様との取引をさせて頂いております。 Q.硬質アルマイト処理の歴史は古いと聞きましたが、いつから行っていますか? A.伊勢崎事業所は昭和39年に新築し、翌年に日本軽金属㈱より「新硬質皮膜法」の特許を譲り受けて以来、 群馬でアルマイト処理を行って来ました。現在では特許の期限が切れてしまいましたが、 「硬質アルマイト」 といえば富永金属工業㈱(現:㈱富商)というくらい多大なる評価を頂いてまいりました。 ○大きな電解槽と長年の経験で満足の行く製品作り。 Q.大きな製品に硬質アルマイト処理が出来ると聞きましたが? A.当社は横1m、 長さ3m、 深さ1.5mの電解槽で硬質アルマイト処理を行っ ています。この深さがある企業が国内でも少なく、日本各地から発注を 頂いております。 また、当社で取り扱う商品は既製の品物ばかりではなく、お客様のニー ズに合った製品に仕上げるため、長年の経験において満足いただける製 品作りを心がけています。 ○ぐんまの1社1技術に認定。 Q.昨年ぐんまの1社1技術に認定されたと聞きましたが、その技術を教 えて下さい。 A.当社の「硬質アルマイト」は低温、大電流密度で陽極酸化被膜処理を 行うもので、一般アルマイト処理では得られない硬質皮膜(膜厚∼ 150μ、硬度 Hv400)を生成できます。電気絶縁性(破壊電圧1000∼ 1500VAC)も良好で、高い耐摩耗性、耐食性を付加できます。この 硬質皮膜処理をもって「アルミ+ CFRP 高比強度複合材」への硬質 アルマイト処理を可能とします。 アルミ+ CFRP 高比強度複合材 Q.今後の展開を教えて下さい。 A.いままで工場単体での営業活動はあまり行っていなかったため、県内企業の方に知られず、他県の工場へ 処理を依頼していたという方もいらっしゃいました。当社を知って頂き、パートナー企業となって頂ける よう、より一層努力したいと思います。 2010 JULY 10 ぐんま産業創造倶楽部 活動報告 連携の在り方を探る 「企業間連携・ネットワーク」フォーラム ぐんま産業創造倶楽部 群馬県産業支援機構 製造業やサービス業をはじめとする民間事業者と金融機関や大学などの支援機関で組織するぐんま産 業創造倶楽部(古賀義朗代表世話人)と、群馬県産業支援機構(下山博理事長)は6月8日、前橋市内 で「企業間連携・ネットワーク」フォーラムを開きました。企業連携は中小企業の新たな事業モデルと して注目される半面、成果に結びつかないケースがあるなど課題も指摘されています。こうした現状を 踏まえフォーラムでは、連携先進企業の実務者による基調講演とパネルディスカッションを通じて、連 携を巡る課題の整理や実効的な企業連携の在り方を探りました。 小規模なネットワークを 的とした少数精鋭の「小規模なネットワークがおす 基調講演した東成エレク すめ!」と強調しました。 トロビーム営業部・経営企 画部部長の円城寺裕生氏は、 従来の異業種連携の問題点 として①社長だけ熱くなり 〈基調講演〉 東成エレクトロビーム 円城寺 裕生 氏 実績を踏まえて同氏は、売上向上や顧客の創造を目 連携組織の代表討論 社員が活動を理解していな い(社内の温度差)②理念 や目標、事業計画がない(効 果が見えない)③チームを 作れば仕事が回ってくるという受け身の発想̶̶な どを指摘。そのうえで「連携の構築と発展のポイン ト」を下記のように整理しました。 ∼ 連携の構築と発展のポイント ∼ 1.分野の違う少数の意欲的な企業を集める 2.目的と理念の共有 3.ネットワークのアウトラインをデザインする 4.事業計画と規約に則った活動 5.中小企業支援策と支援機関の活用 同社は独自の先進技術を持つ異業種5社との広域 11 〈パネルディスカッション〉 東成エレクトロビーム 円城寺 裕生 氏 両毛ものづくりネットワーク 梅澤 隆司 氏 ものづくりネットワーク高崎 石関 成彦 氏 ぐんま産業創造倶楽部 農商工連携分科会 清水 一也 氏 環境産業分科会 二川 真士 氏 航空宇宙産業分科会 横田 豊 氏 連合「ファイブ・テック・ネット」や、近隣の5社 パネルディスカッションでは、基調講演した円城 でつくる協業受注グループ「チーム入間」に参画し 寺氏を交えて、企業連携に取り組む県内組織の代表 実績を上げていま と、昨年9月に発足した同倶楽部の3分科会(航空 す。 「同ネット」 宇宙産業、環境産業、農商工連携)のリーダーが討 による取引は年間 論。連携の進捗状況や活動分野ごとの課題と実効的 2∼3億円。いず な連携の在り方を探りました。 れも5社程度の小 フォーラムのあと会場では、同倶楽部の平成22年 規模なグループで 度全体会と交流会を開き、21年度事業や22年度計画 成果を上げている の報告をはじめ、参加者の相互交流を図りました。 2010 JULY 群馬県産業経済部からのお知らせ 平成22年度 「1社1技術」 募集中です! 群馬県では、 「ものづくり立県ぐんま」の実現を図るため、県内企業が有する優れた独自の技術を「1社 1技術」として選定し、広くPRを行っています。選定企業には、更なる技術力向上のため、各種支援を行っ ています。 本年度の募集を開始いたしますので、御社が誇る技術を是非応募してください。また、既に選定済みの企 業であっても、最新技術の更新も同時に募集していますので、積極的に応募してください。 応募方法等 ○対象企業:県内に事業所を有する中小製造業者で、以下のいずれかに該当する技術を有する企業 (1)特許を有する、または出願中の技術 (2)特許は有していないが、特許と同等の技術 (3)他社の追随を許さない独自の技術 ○応募期間:平成22年7月1日(木)から平成22年9月30日(木) ○提 出 先:企業所在地を管轄する行政事務所 ※応募書類等詳細については、県HP( http://www.pref.gunma.jp/ )をご覧ください。 選定企業に対する支援 選定企業には、 「選定証」を交付します。また、選定された技術の中でも、特に優れた技術については、 「群 馬技術大賞」等の賞を授与し、ぐんま新技術・新製品開発推進補助金(一般型)へ申請する場合に、加点の 対象となります。(新規・更新ともに対象となります。) さらに、県HP等へ掲載し、その技術力をPRしていく他、県制度融資「中小企業パワーアップ資金」の 申請資格付与など各種支援により、選定企業の一層の発展を後押しします。 問い合わせ先 群馬県内各行政事務所 または 群馬県産業経済部 工業振興課 技術開発係 (担当:久保田) TEL:027−226−3352 FAX:027−221−3191 平成22年度グッドデザインぐんま商品を 募集しています! この事業は、県内の企業が製造または販売する商品でデザインの優れたものを「グッドデザインぐんま商 品」として選び、その商品を推奨・宣伝することで、県内企業のデザイン開発を振興するものです。 対象商品・応募要件 対象となる商品は、県内でデザインされた商品(またはパッケージ)で、県内で製造または販売されてい る商品です。申請者はその商品の製造業者か、販売業者になります。 応募方法・期限 応募は、所定の申請書によります。申請書は工業振興課等で配布するほか、県ホームページからもダウン ロードできます。 URL :http://www.pref.gunma.jp 募集期限:平成22年9月3日(金) (当日消印有効) 応募・問い合わせ先 群馬県産業経済部 工業振興課 技術開発係 (担当:久保田) TEL:027−226−3352 FAX:027−221−3191 2010 JULY 12 受・発注ニュース No.399 (財)群馬県産業支援機構 あっせんに関する相談は、お気軽にお問合せください。 ●協力企業や発注元をさがしている。 ●部品加工、機械製作等で外注先をさがしている。 ●遊休機械を有効活用したい。 販路・産学連携グループ TEL.027-255-6501 <お知らせ> 当機構では、経済環境の急速な悪化に伴う緊急経済対策の一環として、受注に関する特別相談窓口の設置 など受注確保対策を実施しております。 受注したい 番号 地区・従業員 (人) 切 経験年数 主要設備 1 高 崎・4 小ロット、短納期が得意です。 30 マシニングセンター(40V)・2、マシニングセンター(5V)、NCフライス盤 (2#)、ワイヤーカット放電加工機、フライス盤(2#・4#)、平面研削盤 、 汎用旋盤 2 太 田・2 プレス金型の部品加工(セクショナル ダイ・カム・プレート)、製缶加工 最大値W1200*L2500*H1000 10 高速5面加工機(テーブルサイズ2500*1200)、立型マシニングセンター 5番(600*1200)、ベッド型立フライス5番(600*1500)、3番(500 *1000)、ベッド型横フライス3番(400*1000)、横型フライス2番 3 伊勢崎・5 切削加工、マシニング加工全般。試 作・多種少量品から量産加工まで対 応可能です。 55 縦型マシニングセンター(40#・2パレット)、NC旋盤(8インチ・2SP・ガ ントリー付)、NC旋盤ガントリー付(6インチ、8インチ)、NC旋盤ロボット 付(10インチ、8インチ・4)、NC旋盤、ボール盤 4 前 橋・4 切削加工全般。試作品・多種少量か ら量産まで対応します。各種金属 (鉄、ステンレス、非鉄)、プラスチ ック材に対応します。 39 CNC旋盤(8インチ油圧チャック・心押台有、ガントリーローダ付)、立型マ シニングセンタ(630×410×460)、CNC普通旋盤10インチスクロールチ ャック(510×1000)、汎用万能形フライス盤、工具研削盤 5 藤 岡・3 樹脂材の旋盤、穴明け加工。丸物最 大φ600、φ300∼φ400得意。 34 NC旋盤(φ550×1100)、旋盤6尺(φ600)、ベンチレース・2、ボール盤・ 2(φ25、φ13) 6 玉 村・5 精密切削加工、自動化・省力化各種 専用機部品。試作、多品種少ロット 対応可能です。 46 7 甘 楽・4 少ロット、短納期製品への対応を得 29 意としています。材料アルミ、45C、 SUS、真鍮等 縦型マシニングセンター(500×1000mm) (400×800mm)、NCフライ ス盤(400×800mm)、縦型フライス盤(300×700mm)、横型フライス 盤(300×700mm)、成形研削盤(200×400mm)、TIG溶接機 マシニングセンター(3#ファナック製)・2、 (浜井4#)、 (池貝4#)・2、 NCフライス盤(300×700、4#)、汎用フライス盤 8 富 岡・4 複合自動旋盤加工により、小物部品 加工を中心に、多品種小ロット・短 納期にも対応します。最大25φ∼最 小3φ、長さ最大50mm。 51 NC複合自動旋盤・6、NC自動盤・4、プロコン付き精密自動盤、ベンチレー ス、タッピング盤、投影機、工具顕微鏡、ピンゲージ(5φ∼10φ) 9 榛 東・3 汎用機材を使った高精度、異形物の 切削加工を得意とします。φ500∼φ 1600(正面盤)フランジ、シャット類 5 正面旋盤(1600φ、1200φ)、旋盤(1500mm、1000mm)、ラヂアルボ ール盤1000mm フライス盤2#、タレット旋盤4A、バンドソー200φ 10 富 岡・ 2 切削、プレス板金。切削については 各種金属、プラスチック材料に対応 します。ストロークX450・Y300 5 ロボドリル・3、NCフライス、ボール盤、マスターCAM2.5軸・2、工具 顕微鏡 11 太 田・15 CNC工具研削盤・20、万能工具研削盤・15、その他加工機(ラッピングマシ ン、切断機等)・10、専用機(ドリルポインター、タップ研削機等)・10、測定 機器(マイクロスコープ、レーザーマイクロ投影機等)・30 12 邑 楽・ 7 28 ドリル・エンドミル等の再研磨・ 改造・新品製作。φ0.05∼50㎜。 コーティングサービス。 多品種少量の各種部品加工。5軸 20 加工により高精度・短納期の加工 が可能です。 1 伊勢崎・19 コンピューター応用電子機器の 開発、設計、製造及び医療用具 製造業 14 旋盤、フライス盤、バンドソウ、測定器類、ETAC環境試験器、ベルトコンベアー 16m×50cm 2 甘 楽・13 コネクター部品の切削からケーブ ル ASSY まで一貫してお客様の要 望にお応えします。 49 自動旋盤・25、NC自動旋盤・6、卓上旋盤・7、フライス・5、二次加工・15、コー ド自動加工機、コード加工機・2、卓上プレス・6、自動コード試験機・2、フットプ レス・5 3 大 泉 ・ 4 品質納期堅守、量産加工等対応可 48 ベルトコンベアー20m1基、エア・コンプレッサー3.7k1台、電気ドライバー5台、 エアドライバー5台 4 安 中 ・ 4 各種トランスの製造、最大100 KVA位まで 37 小型巻線機10台、大型巻線機2台、乾燥機2台 5 伊勢崎・27 電子機器組立・マウント(実装)加工。小 ロット、多品種、短納期に対応。共晶は もとより鉛フリーにも実績あり。 3 チップ部品実装機・2ライン(中速・異形部品実装機N2リフロー炉)Lサイズ 基板対応可。噴流式半田付装置(共晶、大気鉛フリー、鉛フリーN2ロングフー ド)各1、各種検査機、窒素ガス発生装置 6 前 橋・20 製缶物及び機械加工、大小各種、少 量にも対応します。一般産業機械 装置の設計、製作、組立。 45 マシニングセンター2900×6300、プラノミラー1500×4000、プレーナー 1000×2000、横中ぐり盤1000×1000、ベンディングロール10×2500、電 気溶接機 7 富 岡 ・ 3 品質・納期はもちろんのこと、整理整 頓が行き届いた作業環境で、親会社様 の協力会社として柔軟な対応ができる 会社です。 6 コンプレッサー10馬力1、エアープレス3、ベルトコンベアー2、電気ドラ イバー、ハンダゴテ 削 組 立 13 (平成22年7月9日現在) 企業特徴等 2010 JULY 立型マシニングセンター・2(1050×550×550、1250×650×650)NC 旋盤(440×500)・2、 (400×350)、 (φ34棒材加工)・3、五軸加工機 (350×350×240) プ レ ス 板 金 番号 地区・従業員(人) 主要設備 企業特徴等 経験年数 1 桐 生・23 プレス加工、プレス金型・樹脂金型 ・組立加工 金型作成から組立ま で一貫生産 ISO9001 47 プレス22t∼200t(19台)、金型加工設備一式、組立用具一式 2 伊勢崎・ 3 各種溶接、組立加工。外構フェン ス、道路用フェンス、各種門扉、 引戸門扉等の製作 39 バンドソー(H300*W600)、シャーリング(1800mm、厚3mm)、ボー ル盤(13mm)、半自動溶接機・4、単発プレス機(50t、30t) 3 伊勢崎・15 アルミ加工、溶接加工得意。 42 パイプベンダー、折り曲げベンダー、シャーリング、半自動溶接機・12、アルミ 溶接機・5、ステンレス溶接機・3 4 伊勢崎・ 5 プレス金型 OA機器、自動車、パ チンコ部品プログレ 400tプレス 位まで 40 ワイヤーカット放電加工機・3、マシニングセンター、3D・2DCADCAM、そ の他汎用機・20 5 伊勢崎・29 アルミ加工得意。試作から量産ま で、短納期で対応します。表面処 理から組付加工まで行います。 39 プレス 147KN∼2000KNまで25台(サーボプレス有)、タレットパンチプレ ス・2、プレスブレーキ490KN∼784KNまで・3台、スポット溶接機・5、シャ ーリング、クレーン2.8t 6 伊勢崎・ 4 板金加工、溶接加工。 空調溶接得意。 35 プレスブレーキNC装置付・2、プレス(35t、10t)、溶接機YD−355 200R、180R、スポット溶接機・2、ボール盤(13mm)・1 7 太 田・13 板金および機械加工の試作・量産 まで対応可能。鉄・ステンレス・ア ルミ・銅などの材料調達から加工 (塗装まで)・納品まで一貫した 体制にて対応。 1 昭 和・ 2 プラスチック加工、真空成型 13 真空成型機(1200×1600)、NCルーター加工機(X1300、Y2000、 Z450) 2 前 橋・22 銑鉄鋳物製造 FC150∼280、ロ ット5個∼3万個/月、単重0.05∼ 5.0kg、納期5∼10日(シェル使用 は10日) 47 キュポラ・2、AMFⅡ型(枠サイズ450×550mm)、AMFⅣ型 3 伊勢崎・ 2 機械設備及び修理・溶接、製缶加工 40 シャーリング(6.5t×2000mm)ベンダー(100t×2000mm)、バンドソ ー(H300×W650)、プラズマ切断機、CO2溶接機、天井クレーン (2.8t)、ボール盤 4 館 林・ 8 パイプ曲げ、レーザー加工、溶接、 30 旋盤、研磨他、金属加工社内にて 一貫生産が可能です。 NCベンダ・3(φ8∼φ89.1)、レーザー加工機、溶接ロボット、プラズマロ ボット、溶接機・5、研磨機・4、旋盤 5 桐 生・16 スポット溶接の試作・量産治工具の製 作、材料の調達∼製造・出荷まで一貫 した受注に対応します。スポット溶接 をキーとした開発課題にフレキシブ ルにお応えします。 16 コンデンサ型スポット溶接機・10、インバータ溶接機、NC旋盤・8 6 玉 村・ 5 難易度の高い中小物冷間鍛造品を 得意とします。 30 油圧プレス1600t、ナックルプレス、油圧複動プレス、油圧プレス、クランク プレス、潤滑(ボンデ)処理装置 7 伊勢崎・25 セラミック・金属コーティング(表面 改質)。世界初のセラミックコーティ ング技術 20 自社開発皮膜形成装置(CASP)、HVOF溶射装置、プラズマ溶射装置、ガ ス溶射装置、マシニングセンター、NC旋盤 8 伊勢崎・ 3 プレス金型部品、機械部品加工。超 硬材加工得意。ロー付加工、ラップ 加工もします。 21 光学式ならい研削盤・2、成型研削盤・2、平面研削盤(ベッドサイズ450* 200)、ラップ盤、工具顕微鏡 New! 7 三菱レーザ加工機1台、ベンダー175t1台、塗装ブース3基、乾燥炉1基、フラ イス、ラジアルボール盤、旋盤、バランシングマシン(φ800まで)、ミツトヨ3 次元測定器ほか各種測定器 そ の 他 売 り ま す ①チェーンブロック4台(㈱キトー ES 2-474(2 t)、㈱キトー ES3B-182(1t)、 ㈱キトー ES3B-813(0.5 t)、㈱キトー M-5(0.5 t)) ②三次元測定器(㈱ミツトヨ BH303、設備サイズ 800 × 800 × 1900mm、ステージX 325・ Y300・Z300、手動、CCD カメラ付、データ処理 MICROPAK700 91年製) ③レーザーマーキング装置一式(ミヤチテクノス㈱ DW5300、出力30kw、速度1∼ 3000mm/sec、エリ ア100×100mm、2004 年) ④スカラロボット(蛇の目ミシン工業㈱ JSR4400、3軸、アーム動作380R、Z軸動作100mm、2002年) ⑤UVインクジェットプリンター(㈱ミマキエンジニアリング UFJ − 605C、最大作図巾600 ×送り500、メ ディアサイズ700×600 2007年) 買 い ま す ①NC旋盤 (オークマLB15∼20、 2000年以降製、 付属部品) ②NC旋盤 (ファナック ロクテイ以上 チャック10∼12以上) ③ローレット転造盤 (SK120 久保田 転造駒付き) ④卓上旋盤 (5∼8号 曙 押しコック付き) ⑤レベラー付クレードル (ブランド指定不要、3.2×95 (材質SPHC) 矯正できれ ばOK) 受・発注ニュース(速報版) (財)群馬県産業支援機構では、情報誌『企業サポートぐんま』発行後に掲載申し込みがあった受発注案 件についてメールマガジン「G-BOSS ネット」内に「受・発注ニュース(速報版)」として概要をご紹介し ていますので、併せてご活用ください。 http://www.g-inf.or.jp/mailmagazine/index.html(メルマガ登録はこちらをご覧下さい。) BIZ MATCH STATION(ビジネス・マッチング・ステーション)をご利用ください! ! (財)全国中小企業取引振興協会では、中小企業の皆様方の取引拡大やビジネスパートナー探しをお手伝 いするサイトを運営しています。全国の企業から寄せられた、受発注情報をはじめとした様々な情報が掲 載されておりますので、是非ご利用ください。 http://biz-match-station.zenkyo.or.jp/ (詳しくはホームページをご覧下さい。) 2010 JULY 14 ぐんま新技術・新製品開発推進補助金 (産業支援機関・県パートナーシップ支援型) 募集のお知らせ 群馬県産業支援機構では、群馬県と連携して、県内中小企業における新技術・新製品の開発を支援し ます。 〔募集期間〕平成22年7月20日(火)∼8月20日(金) 対象事業:県内の中小企業の方が実施する新技術・新製品の試作・開発 対象経費:原材料費、機械装置・工具器具費、外注加工費、調査委託費、特許出願費など 事業期間:交付決定の日から平成23年2月末まで 補 助 率:2/3(うち 機構1/3、県1/3) 補 助 額:200万円以内 応募方法:所定の申請書に必要事項を記入の上、機構または県工業振興課の担当窓口までご持参くだ さい。 ※申請書のダウンロードおよび応募方法等の詳細は、下記をご覧ください。 機構HP : http://www.g-inf.or.jp 群馬県HP : http://www.pref.gunma.jp <お問い合せ先> 〒371−0854 前橋市大渡町1−10−7 県公社ビル2階 (財)群馬県産業支援機構 販路・産学連携グループ TEL:027−255−6601/FAX:027−255−6161 第14回機械要素技術展 開催報告! 平成 22 年6月23日(水)∼25日(金)の3日間、東京ビッグサイトにおいて、 「第14回機械要素技術展」 が開催されました。群馬県ブースでは県内企業19社が出展し、会場での商談成立など出展企業の販路 拡大を支援することができました。(財)群馬県産業支援機構も出展し、県産業経済部と連携し発注 相談や県内企業の紹介に努めました。 ◇実施結果 (群馬県産業経済部工業振興課発表) ①全体の状況(主催者発表) ・総来場者数 84,353人 ②群馬県ブースの状況 ・来場者数 5,055人 ③群馬県の主な成果 ・商談成立件数 43件 ・試作・見積依頼件数 115件 ・後日の企業訪問・話し合い 263件 第 29 巻第 3 号 平成 22 年 7 月 26 日 発行所/ (財) 群馬県産業支援機構 〒 371 − 0854 群馬県前橋市大渡町 1− 10− 7 群馬県公社総合ビル2階 TEL.027 − 255 − 6500 URL. http://www.g-inf.or.jp/ 印刷所/上毎印刷工業株式会社 TEL.027 − 224 − 6245
© Copyright 2026 Paperzz