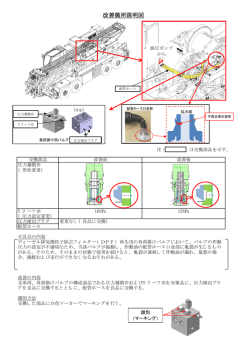
第 5 回 成形品品質−外観品質向上 大塚技術士事務所 所長(技術士:機械) 大塚正彦 〒260-0822 千葉市中央区蘇我5-11-9 TEL(043)264-5545 E-mail:[email protected] 1980年明治大学大学院修了後、総合エレクトロニクスメーカーで全社の生産技術開発を統括する生産技術開発グループ、また、電子 部品メーカーの生産・製造技術、R&D部門ほかで一貫してモールド関連技術・製造技術、特に精密射出成形金型設計・製造開発業務に 従事。現在、大塚技術士事務所・所長として技術コンサルタント活動を推進中。 成形製品、部品の高品質化を実現するには、製品、部品の設計段階での十分な検討が不可欠であるが、 金型設計、樹脂流動特性、成形技術の知識、ノウハウが必要である。今回は、外観品質に対する製品設 計、金型技術、成形技術面からの改善事例について紹介する。 1 ボス上面のひけ、 フローマーク防止 【 概 要 】ボスが立っている表面部とボス近傍との冷却速度にアンバランスが生じ、冷却された A 部表面が、肉厚中央部の未冷却部に引かれてひけ(凹)が発生する。ひけを防止するために、ボス 根元に肉盗み形状を追加し、ボス穴の内径ピン先端長さも長く、かつ R 形状を付与してフローマ ークが発生するのを防止する。改善が不十分な場合は、肉盗み形状、穴内径先端ピン長さを削りな がら効果を確認する。 改善前 改善後 穴内径ピン (R形状) 肉盗み A ボス コアピン ボス径 EJスリーブ ボス径を成形品の基本肉厚Tと同一にしたため、A部の 矢印部が基本肉厚Tより長くなり、A部表面にひけが発 生した。 留意点 固定ピン ボス径は成形品の基 本肉厚Tの約70∼80%程度の寸法に 設定することで、冷却バランスが均一になるが、設計制約上 で不可の場合、ボス根元に肉盗み形状を追加する。併せて、 穴内径のピン先端長さも長くするとともに先端はR形状とする。 ボス根元の肉盗み形状は、EJ (突出し)スリーブで形成することで高さの修正が容易であるが、コ ア側加工時に削り残しで形状を形成することも可能であり、金型の Q (品質) 、C (コスト) 、D (納 期)を考慮し、EJ スリーブ、固定ピンを設定するスペースを並行して確認する。 型技術 第 29 巻 第 8 号 2014 年 8 月号 099 2 リブ付きフタのひけ防止 【 概 要 】フタの内面にリブが設けられた場合、リブ厚は、基本肉厚の約 70∼80% の厚みに設定し て冷却バランスを均一にすることでひけを防止する。 改善前 改善後 A A 断面 A−A 断面 A−A 肉厚の均一化を重視して、基本肉厚Tとリブ厚tを同一寸 法に設定した結果、表面にひけが発生。 留意点 3 ×Tに設定す 基本肉厚Tとリブ厚tの関係をt=(0.7∼0.8) る。※リブ厚は根元での厚み。 リブ厚は、基本肉厚 T の約 70∼80% に設定してひけの発生を防止するが、初期は金型修正を容易 にするために基本肉厚の 70% に設定する。補強を目的にリブを設ける場合、強度確保の観点から厚 肉が望ましいため、成形結果を確認しながら金型削りにて肉厚を増加させる。 補強形状部のひけ防止 【 概 要 】部品強度アップを図るために補強形状を追加する場合、強度アップを図る部品の肉厚を 考慮せずに形状を追加するとひけが発生する。そのため、部品設計段階では、 “基本肉厚の約 70∼ 80% の厚みにする”を念頭に、肉抜きなどを行う。 改善前 改善後 B B 肉抜き A 部品Aの強度アップを図るために形状Bを追加したが、 強度アップは実現できるものの、部品Aの外観面にひけ が発生した。 留意点 100 A 部品Aの強度アップを図るために追加した形状Bに肉抜 きを追加した。 強度アップのための形状は、本図に示すような形状もあれば、リブ形状もあるため、アセンブリする 部品との嵌合確認を行いながら検討する必要がある。形状が決定したら、ひけ防止のための設計の基 本を念頭に設計を行う。
© Copyright 2026 Paperzz