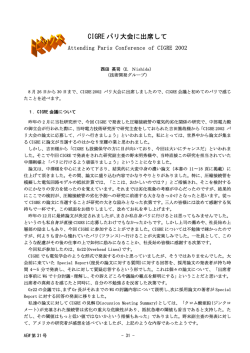
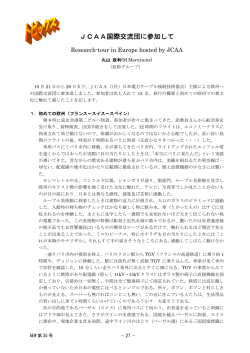
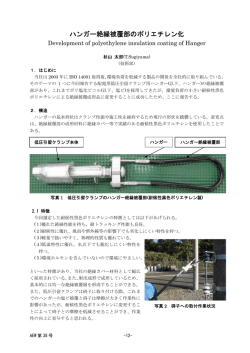
アルミニウムの摩擦スポット接合に関する研究 Study of Friction Spot Joining of Aluminum 中村 満(M.Nakamura) 佐藤 裕(Y.S.Sato) 鈴木 祐一(Y.Suzuki) (岩手大学教授 工学博士) (東北大学准教授 工学博士) (技術部) 1.はじめに 送電線鉄塔における耐張箇所では、電線を鉄塔に引き留めるための引留クランプが装着される。 また、クランプからクランプへと渡り線としてのジャンパ装置を設ける。クランプには様々なタイ プがあるが、その中でも送電線に古くより採用されている圧縮型引留クランプは、現在においても 全国で採用されている。 近年、この圧縮型引留クランプの電気的経年劣化による発熱問題が散見し、その対応策が急務と なっている。劣化箇所は、クランプとジャンパソケットの電線圧縮部、並びにクランプ本体とジャ ンパソケットを接続する羽子板部に大別される。今回、この羽子板部分の電気的劣化に対応する新 しい技術として、アルミニウムの摩擦スポット技術を応用した技術の研究に着手した。 本稿では、岩手大学並びに東北大学のご協力を得て進めている技術の開発経緯とその効果の検証 経過を紹介する。 2.開発経緯 送電線においては、そのほとんどが屋外の大気中に暴露される形で存在する。そのため、その電 気的接続部は負荷電流や周囲環境等により電気的経年劣化が生じる恐れがある。 圧縮型クランプの羽子板部は、純アルミニウムを用いた鋳造品で、一般的にボルトの締め付けで 電気的接点を得る構造である。しかし、羽子板部の接触部が外部に露出しているため電気抵抗増加 という劣化を起こしやすい傾向にある。場合によっては、腐食により接触部を著しく酸化させ、希 には溶損事故に至るケースも確認されている。以前より、有効な劣化防止や改修対策の確立を要望 されている分野でもある。 羽子板部は、施工初期のボルト締付けで得られる有効な電気的接点が、実は羽子板全体の接触面 積に比較し、かなり狭い範囲に限られることがわかっている。さらに、経年劣化とともにその電気 的接点も減少し、やがて接触部の抵抗を上昇させることになる。経年的に劣化しにくい接続を得る には、界面に金属的結合を持たせることが有効である。金属的な結合方法としては、一般的に溶接 等が上げられるが、設備的な問題から現場での施工は現実的ではない。鉄塔上で溶接並みの金属的 結合が可能となれば、今現在抱えている接続部の発熱対策とし有効な手段となり得る。 一方、自動車のアルミニウム化に伴いボディーの接合技術として開発された摩擦スポット接合 Friction Spot Joining(以下FSJ)は、金属的な結合状態を作り出す画期的な工法として確立されてい る。さらに、抵抗スポット溶接のような熱による変形が極めて小さいという特徴がある。 FSJ工法は、これまでの研究において、機械的な攪拌により部材表面の酸化皮膜が分断され、金 属的に結合されていることが報告されている。 この特徴は、機械的な接合のみならず、金属的な結合による理想的な電気的導通を可能にし、さ らに、経年的電気的劣化を起こしにくい工法として大きな可能性を備えている。 接合は、ツールの回転→圧入→攪拌→引抜きと比較的単純な行程であり、短時間作業、大規模電 源不要など、現地搭上作業を可能にする条件を備えていることも大きな魅力である。 AEW 第 38 号 -17- 3.羽子板部の現状と現行の改修方法 羽子板部の発熱要因の多くは、接触部に介在する酸化皮膜が電気的な導通を阻害し接触部の抵抗 を増加させることに起因している。アルミニウム表面の酸化皮膜は電気的には絶縁物として扱われ、 さらに、経年的に膜厚が増加する傾向にあるため、定期的に清掃改修し、健全な状態に復帰させる ことが望ましい。 写真 1 羽子板部の発熱状況 写真 2 羽子板部の溶損現象 現行の改修方法は、羽子板部を解放した後、表面の酸化物をブラシ等により除去し再度締め付け る方法が取られている。再度締め付ける際は、電気的接点保護の観点から、酸化や水などの侵入を 抑制するため表面に薄くコンパウンドを塗布する。また、締め付け時の電気的接点をより多く確保 する方法としてバックアップ金具を用いる場合もある。 バックアップ金具 コンパウンド 写真 3 羽子板部の改修 写真 4 バックアップ金具装着 これらは現在でもおこなわれている改修方法であり、送電設備の保守に一定の成果を上げている。 当社の研究では、410 ㎜ 2 の引留クランプ本線圧縮部の施工初期において、通電に寄与している 有効な電気的接点を一つに集めてもわずか直径 11 ㎜程度の円内に収まる面積との試算もある。 この研究成果を踏まえ、羽子板部のアルミニウムを金属的に結合できれば、劣化の進行を抑制で きる電気的接点を再び得ることが可能で、さらに、半永続的に電気的接続を確保できる可能性も考 えられる。 本研究は、その可能性を検証するための基礎研究である。 AEW 第 38 号 -18- 4.FSJ 適用への構想 図 1 FSJ 接合工法 回転したツールにより回転塑性流動が発生 し、金属的に結合する。 FSJ 施工箇所(本体及びソケット羽子板) アルミニウム製帯板 写真 5 FSJ 接合想定図 FSJ は、回転したツールと被接合部材の間で生じる摩擦熱により材料を軟化させ、攪拌による塑 性流動を生じさせることにより、金属間の界面を消失させる接合法である。被接合部材は融点にま で達していないため溶融に伴う溶接欠陥は皆無であり、また、熱歪みも抵抗スポット溶接に比べ極 めて小さいという特徴がある。 部材間の界面の消失は、いわゆる酸化物(アルミニウムの酸化皮膜)が連続的に介在しない結合で あり、電気的な導通を安定して得る極めて理想的な状態といえる。 試作実験を開始するに当たり、クランプの材料が純アルミニウムの鋳造品であることから、実験 素材を純アルミニウム鋳物(クランプを想定)と A1070 板材(リード線の帯板に相当)とした。 5.接合部の試作 実験 1 として、FSJ マシンと既存ツールを用いて接合試験を行った。接合では、ツールの回転数、 加圧力、接合時間の条件を決定する必要があるが、これまでのアルミニウム板 A6000 系材料におけ る実験をもとに、回転数 2,000rpm、加圧力 5,300N、接合時間 1.2S を試作条件とした。 写真 6 AEW 第 38 号 FSJ マシン 写真 7 -19- FSJ ツール 接合後、結合部をエッチングし、断面観察を行った。結合部分はねじ部近傍のごく一部(写真 8 の赤囲い)に限られており、ほとんど結合部が存在していないことを確認した。次に、試験サンプル の一部では材料がねじ部近傍でちぎれる現象が発生するなどしたため、実験 2 として、帯板の厚さ を 2 ㎜にし、ツールのねじ部の長さを 3 ㎜に設計変更し実験を行うことにした。回転数は 2,000rpm としたが、加圧力はツールの挿入深さによる制御に変更し、ねじ部先端が最下点に達した時の荷重 を計測する方法に変更した。 A1070 A1070 t1 純アルミニウム鋳物 写真 8 t2 純アルミニウム鋳物 実験 1 の接合外観、断面 写真 9 実験 2 の接合外観、断面 実験 1 に比べ実験 2 では、A1070 の帯板が下部のアルミニウム鋳物側に入り込む様子が確認され る。しかしながら、部材間には明らかに界面の存在が確認され、実験 2 の条件でも理想的な結合は 得られなかった。 実験 3 は、実験 2 の結果でも攪拌領域が不足していたため、ねじ部長さ、ねじ部深さをそのまま にして、ツールのショルダ径(これまでの実験では φ10 ㎜)を太くし、攪拌領域を増やすことを試み た。ただし、実用化を考えた場合、むやみに径を大きくすると施工工具の負荷を大きくすることに つながるため φ13 ㎜に留めた。(図 2) 図 2 実験 3 の改良ツール形状 AEW 第 38 号 写真 10 実験 3 の接合外観 -20- 改良ツールでは、回転数、挿入深さを変えて実験を行ったが、外観、断面観察によるアルミニウ ム界面の状態に大きな差は認められないことから低回転数、低負荷を目標として、回転数 1,500rpm、 挿入深さ 3.5 ㎜(この時の負荷荷重 4kN 程度)を基本設定値とした。 実験 3 では、接合部の外観(写真 10)に特に異常は見られず、接合部周辺はツールの圧入により排 出された余盛が形成されている。断面を確認すると、実験 2 では見られなかった塑性流動域内のア ルミニウム界面の不連続領域(写真 12 の赤囲い)が確認され、酸化被膜の分断が良好に行われている 可能性が示唆されたが、金属的な結合の有無については、より詳細な TEM 観察等が必要である。 写真 11 実験 2 の板間界面の様子 写真 12 実験 3 の板間界面の様子 6.接合部の機械的・電気的性能 実験 3 で得られた接合部において機械的、電気的性能調査を行った。 6.1 機械的性能(JIS Z3137 十字引張試験) 引張強度は平均 2,500N(MIN2,300N)で、A1070-O 材、厚み 2 ㎜、直径 φ13 ㎜として計算したせ ん断荷重の約 2,450N に対し、かなり高いレベルの接合であることを確認した。 写真 13 十字引張試験 6.2 写真 14 A1070 側 写真 15 アルミ鋳物側 写真 16 アルミ鋳物側 電気的性能(連続通電) 接合部の電気的性能は、圧縮型引留クランプなどのスペックを基本に、ACSR410 ㎜ 2 をモデルと し、連続許容電流である 847A を最大値として 4 段階レベルに分け、低い潮流より通電し交流抵抗 の変化を調査した。なお、比較のため同等の面積に MIG 溶接を行ったサンプルを作製し同一ルー プに組み入れた。 MIG 溶接、FSJ 工法双方のサンプルで、各潮流に於いて電気抵抗の急激な変化や不安定な変動は 認められず安定した交流抵抗の推移を示した。FSJ サンプルの接合部は電気的に安定したものであ る可能性が示された。(図 3) AEW 第 38 号 -21- FSJ 接合部 写真 17 連続通電試験 写真 18 交流抵抗測定 交流抵抗 負荷電流 図3 MIG・FSJ サンプル交流抵抗推移 7.今後に向けて 基礎的な実験段階ではあるが、劣化対策の手段として将来的に希望が持てる結果が得られたと感 じている。しかしながら、接合部分の金属的な結合が完全に実証されたわけではなく、今後、岩手 大学並びに東北大学のご協力と知見を頂きながら検証作業を進めていきたいと考えている。 また、電気的性能検証においても、今のところ短期的な通電試験結果のみであり、劣化対策工法 として経年的な信頼性が必ずしも得られているとはいえない。 今後、様々な環境試験を行いその性能検証を行う必要性があり、この検証の一環として通電ヒー トサイクルによる加速劣化試験を継続中である。近々、その結果が判明するが、現時点において安 定した交流抵抗で推移している。 加速劣化試験において良好な結果が得られるならば、できれば関係各所との共同研究という形で 実用化に向けた研究段階に移行したいと考えている。 この研究においては、純アルミニウム相互の金属接合という成果は無論であるが、送電線路の搭 上作業を考慮したコンパクトな FSJ 工具の開発も課題であり、この可能性についても検証が必要と 思われる。 最後に、本研究にあたり多大なご指導とご協力を頂きました岩手大学中村先生、並びに東北大学佐 藤先生に対し、厚くお礼を申し上げます。 AEW 第 38 号 -22-
© Copyright 2026 Paperzz