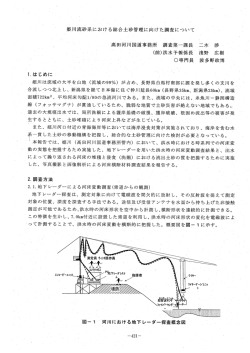
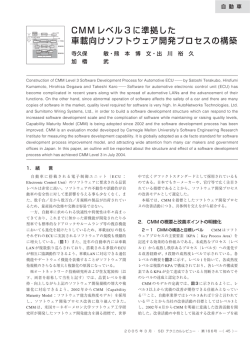
群 馬 県 立 産 業 技 術 セ ン タ ー 研 究 報 告 ( 2013) 三 次 元 測 定 機 の信 頼 性 向 上 に 関す る 研 究 ( 第 2報 ) ―スキャニング測定における測定条件の影響― 鏑 木 哲 志 ・ 中 村 哲 也 ・ 小 谷 雄 二 *・ 横 山 靖 *・ 細 谷 肇 * A study on reliability improvement of coordinate measuring machine (2 n d Report) ― Effects of measurement conditions under scannin g measuring mode― Tetsushi KABURAGI, Tetsuya NAKAMURA, Yuji KOTANI Yasushi YOKOYAMA and Hajime HOSOYA 本研究では、三次元測定機の信頼性向上のため、スキャニング測定における測定機の特 性を把握することを試みた。実験は、スキャニング測定において重要な測定条件となる基 準変位と倣い速度を変化させてマスターボールの赤道面を測定し、形状誤差と直径値の評 価を行った。その結果、形状誤差は基準変位に依存せず倣い速度の増加に伴い大きくなっ た。直径値は倣い速度を速くすると小さくなり、基準変位が大きくなるほど校正値からの 偏差が大きくなった。 キーワード:三次元測定機、信頼性、スキャニング測定 To improve reliability of coordinate measuring machine (CMM), we have examined the characteristics of the CMMs under scanning measuring mode. The equator of the reference sphere was measured under the different scanning speed and deflection conditions, and the form error and the diameter value ware obtained. As a result, the form error did not depend on the deflection and it increased with increasing scanning speed. The diameter value decreased with the increase of the scanning speed and the deviation from the calibrated value of the diameter increased with increasing deflection. Keywords : Coordinate Measuring Machine, CMM, Reliability, Scanning Measuring 1 はじめに は、比較的容易にかつ高精度に機械部品等の三 次元形状及び寸法等の測定を可能とする装置で 当センターでは、依頼試験や共同研究等で あり、広く工業界で利用されている。CMM の 各種測定機を使用した測定結果を顧客に提供 信頼性を確保する手段は、例えば製造者が実施 している。そのため、測定結果の信頼性の確 する定期点検やユーザが実施する日常点検によ 保及び向上は重要な課題である。 る精度確認が挙げられる。これらの点検方法は、 本研究において対象とする測定機は、三次 元測定機(以下、CMM という)である。CMM 技術支援係 * 計測係 JIS 規格 1) やメーカ規格に従う場合が多い。こ の点検により、測定機の仕様に対する適合性を 判断することによる信頼性の確保は可能である が、点検方法とは異なる特殊な測定方法を採用 する場合、測定結果の信頼性の判断は必ずし 対象をプロービングする際のスタイラス球の動 も行えない場合が多い。実際の測定において きを模式的に示したものである。CMM のプロ は、特殊な測定方法を採用する場合がほとん ーブは大きく 2 つあり、1 つはタッチトリガー どであり、その利用形態に合わせた信頼性の プローブ、そしてもう 1 つはスキャニングプロ 評価を行う必要がある。 ーブである。タッチトリガープローブによる測 スキャニング測定(倣い測定)は、測定対 定対象のプロービングは、測定目標点から離れ 象(ワーク)にスタイラスを接触させて表面 た位置から接近し、接触してプロービングする を倣うことにより、ワーク形状を高速かつ高 行為を繰り返すことで測定対象の表面点を得る 密度に取得する測定方法である。スキャニン というものである。一方、スキャニングプロー グ測定は、動的な測定であることから、一般 ブでは測定対象にスタイラスを接触させたまま 的なタッチトリガー方式の測定と比較して、 測定対象の表面を倣うことで表面点を得るとい 測定条件が測定結果に影響しやすい測定方法 うものである。前者と比較して短時間に多数の である。ワークは形状や表面状態が様々であ 連続した点が得られることが利点である。 り、使用するスタイラス、測定力あるいは測 定速度等の測定条件は CMM のユーザにおい 表 2-1 CMM の主な仕様 て任意に設定される。過去に、独立行政法人 項 目 仕 様 産業技術総合研究所が主催し実施された「ス 測定範囲 [mm] 1205×1905×1005 キャニング測定機能を使用して同一ワークを 多機関で測定を実施する持ち回り測定」では、 各機関の測定結果が測定機の保証精度を超え て大きく異なる結果であった。この要因は測 定機の固有の測定能力だけでなく、測定条件 最小表示量 [mm] 0.0001 最大許容指示誤差(MPEE) [µm] 2.3 + 3L / 1000 (L:測定長mm) 最大許容スキャニング誤差 (MPETHP) [µm] 2.8 使用プローブ SP25M (+ SM25-1) (スタイラス:f 4×50 mm) 図 2-1 CMM の外観 の影響も大きいと考えられる。 このような背景から、当センターは、CMM 2.3 プロービングシステム の信頼性の向上を目的として、カールツァイ プロービングシステムは、レニショー製のプ ス製の CMM についてスキャニング測定にお ロービングシステムを使用した。プロービング ける測定条件が測定結果に与える影響につい システムの外観を図 2-3 に示す。また、構成内 ての検討を実施し 2 )、信頼性向上に資する有 容を表 2-2 に示す。 効な知見を得た。そこで本研究では、製造者 が異なる CMM について同様の検討を実施し たので、その結果について述べる。 スタイラス スタイラスの動き ■タッチトリガー プローブ 2 2.1 実施方法 測定対象 測定機 本研究において使用した CMM は、ミツト ヨ製 Crysta-Apex C121910 である。図 2-1 に外観を示す。表 2-1 に測定機の主な仕様を 示す。本測定機は比較的大きな測定範囲であ ■スキャニング プローブ 測定対象 ることが特徴である。 2.2 スキャニング測定機能 本研究は、スキャニング測定を検討対象と した。図 2-2 にスキャニング測定を説明する ための模式図を示す。図は CMM により測定 図 2-2 プローブ方式とスタイラスの動き 2.6 測定条件 測定条件が測定精度に与える影響について、 製造者から表 2-3 に示す関係が示されている 3) 。 回転式 プローブヘッド ここで、スキャニング速度(倣い速度)はワー ク表面にスタイラスを接触さながら移動しその プローブ 座標を取得する測定速度である。基準変位はス モジュール タイラスをワークに接触させて、ワーク側にプ スタイラス ローブを押し込む量であり、測定力に近い測定 図 2-3 プロービングシステムの外観 条件と言える。ワーク曲率はワーク寸法に依存 するものでありユーザが自由に設定することは 表 2-2 プロービングシステムの構成 項目 型式及び仕様 回転式プローブヘッド PH10MQ プローブ SP25M モジュール SM25-1 スタイラス φ 4×50mm 困難な項目である。高精度な測定を目的とした 場合、倣い速度は遅く、そして基準変位は小さ く設定することが望ましい。 表 2-3 測定条件と測定精度との関係 水準 測定精度 2.4 測定対象 測定対象はマスターボールとした。外観を 図 2-4 に示す。マスターボールの材質はセラ 低 高 倣い速度 速 遅 基準変位 大 小 ワーク曲率 大 小 ミックであり、直径は呼び寸法 20mm である。 直径及び形状の不確かさはおよそ 0.2µm と 本研究で設定する測定条件の範囲を表 2-4 に 言われている。本研究では、ワークの影響で 示す。倣い速度については、1mm/s から 20mm/s はなく、測定機の特性の検討を目的として、 までの範囲において段階的に設定した。基準変 測定機の校正に使用さる基準器である本試料 位については、0.2mm から 0.4mm の範囲でユ を測定対象とした。 ーザにて設定可能でありこの範囲において段階 的に設定した。測定点の間隔は 0.1mm とした。 表 2-4 測定条件 項目 水準 倣い速度 [mm/s] 1~20 基準変位 [mm] 0.2~0.4 図 2-4 マスターボール 2.7 2.5 評価対象と測定方法 基準変位の影響の検討 基準変位の影響を検討するため、測定条件に 評価対象は、マスターボールの赤道、すな ついて、倣い速度を 1mm/s で固定して、基準 わちマスターボールの中心を通る XY 面と平 変位を 0.2mm から 0.4mm の範囲を 0.05mm ご 行な面とマスターボール表面とが交差する断 との値で設定し測定を実施した。 面とした。測定方法は、マスターボールをス タイラスのシャフト方向で定まる極と赤道面 2.8 倣い速度の影響の検討 を等間隔に 4 分割した箇所の点を取得し、そ 倣い速度の影響を検討するため、測定条件に れにより決定される球の中心を原点として、 ついて、倣い速度を 1mm/s から 20mm/s の範 機械座標系の XY 面に平行な断面に沿ってス 囲で最小速度を 1 mm/s として 2 mm/s 以上は 2 キャニング測定を行うこととした。 mm/s ずつ増加させた。基準変位はそれぞれの 倣い速度において、0.2mm から 0.4mm の範 ている。形状誤差が最大で 1.8µm にもかかわら 囲を 0.1mm ごとの値で設定し測定を実施し ず直径値が 0.3µm の範囲で一致するのは、主と た。 して 2 つの理由が考えられる。一つは、形状誤 差が全測定値における半径方向の差異の幅であ 3 実験結果と考察 り、1 点でも大きな誤差が生じるとその値が形 状誤差として表現されてしまうことである。こ 3.1 基準変位の影響 の対策として、適切なフィルタを適用すること 測定結果の例を図 3-1 に示す。図はスキャ が考えられるが、通常顧客に提供する測定結果 ニング測定により取得された点の座標と指示 は、測定対象が円や線等の単純な幾何形状では すべき座標(以下、基準値という)との差で ないことが大半であり、フィルタを適用するこ ある形状誤差を示したものである。各測定点 とができないため、各測定点の形状誤差に対す の誤差が基準値からの線分で示されている。 る重みが強い。もう一つは、測定点と原点との 測定対象は球の断面、すなわち円であり、内 距離は半径となるが、この半径の中央値が校正 周及び 外周の 円は±1µm の公差を示 して い 値に近い値であり、全ての点が半径方向で基準 る。この公差は測定の目標値ではなく、誤差 値に対しての正負に均等に存在していることで の目安として使用するものである。図の例で ある。図 3-1 から後者の理由が合理的であると は、いずれの測定点も±1µm 以内であること 考えられる。 が分かる。また、誤差も中央の基準値から半 0.002 生じていないことが分かる。 Form error [mm] 径方向に出入りしており、測定結果に偏りが 0.001 0.2 0.3 0.4 Deflection [mm] 図 3-2 形状誤差と基準変位との関係 0.2 図 3-1 測定結果の例 る形状誤差と測定値に最小自乗法を用いて円 をあてはめた際の直径値の評価を実施した。 それらの結果を図 3-2 及び図 3-3 に示す。そ れぞれの図において、横軸は基準変位であり 縦軸は各評価量である。直径値のグラフで示 される破線はマスターボールの校正値であり、 19.987 Diameter [mm] 測定点について、誤差の半径方向の幅であ Calibrated value 19.986 0.2 0.3 0.4 Deflection [mm] 図 3-3 直径値と基準変位との関係 本評価では基準値となる。の形状誤差につい ては、それぞれの基準変位にて 1.7µm を中央 形状誤差は、基準変位が 0.3mm で最も小さ 値として 0.2µm の範囲であった。基準変位が い結果となったが、直径値は、基準変位が 0.3mm の場合は最も形状誤差が小さくなっ 0.2mm で最も校正値に近い結果となった。直径 た。その程度は測定機の最小表示値の単位で 値については製造者から得られた情報のとおり ある。直径値については、校正値に対して最 基準変位が大きくなると校正値との差異が大き 大でも 0.3µm 程度の誤差である。基準変位の くなる傾向が見られたが、形状誤差については、 増加に伴い、校正値からの偏差が大きくなっ 設定範囲の中央値で最も小さい値となった。こ れについては、プロービングシステムとワー 測定を行う機能である。倣い速度が速い場合は、 クとの相性やワークの表面状態により最適値 曲率や表面性状の急峻な変化の影響で、測定機 が異なることが予想され、今回の検討での組 は指示値どおりに動作しないことが多い。また、 み合わせにおいては、基準変位 0.3 が形状誤 制御機側の点の倣い速度にも依存するため、倣 差を小さくする目的であれば最適値となった。 い速度はあくまでも制御の上での目標値となる。 目視では、倣い速度の設定値を増すごとに初期 3.2 倣い速度の影響 の段階では測定機の動作が速くなることは確認 倣い速度を変化させて測定した結果につい できたが、後半はその違いを明確に把握するこ て、前節と同様に形状誤差の評価を実施した。 とはできなかった。実用的な使用を想定すると、 形状誤差と倣い速度の関係を図 3-4 に示す。 スタイラスの寿命やワーク形状の複雑さから倣 また、形状誤差は測定点 1 点の重みが強いた い速度を 10mm/s 以上で使用することは現実的 め、その影響を緩和するために各測定点と原 でないことから、この議論はここまでに留める 点との距離である半径の標準偏差も求めた。 0.2 その結果を図 3-5 に示す。 倣い速度が 6 mm/s から 8mm/s までの領域で は比較的大きく増加する傾向であり、その後 倣い速度が速くなると緩やかな増加傾向とな る。これは図 3-5 に示す半径の標準偏差の傾 0.008 0.006 0.004 0.002 0.000 向と同様であることから、形状誤差は特異的 0 に大きな偏差をもつある固有の点に支配され 4 象が起こりづらかったためと考えられる。こ れについては、標準偏差の結果から測定値の 半径方向のばらつきが小さいことからも予想 される。従って、形状誤差は、倣い速度の上 Standard deviation of radius [mm] 対して基準変位は影響している様子は見られ 速度を速めても測定子のはねやびびり等の現 16 20 0.2 0.3 0.4 4 8 12 0.0010 0.0008 0.0006 0.0004 0.0002 0.0000 0 16 20 Measuring speed [mm/s] 昇にともなう動的な系統的誤差が表現されて いると考えられる。この原因については様々 12 図 3-4 形状誤差と倣い速度との関係 て、倣い速度 4mm/s 以上では、形状誤差に スの表面粗さは非常に小さいことから、倣い 8 Measuring speed [mm/s] ていないことが分かる。また、図 3-5 におい ない。これは、マスターボール及びスタイラ 0.4 0.010 Form error [mm] まず両者について注目する。形状誤差は、 0.3 図 3-5 半径の標準偏差と倣い速度との関係 な理由が考えられ、原因を特定することは困 難であるが、形状誤差を小さくするためには 倣い速度を遅くすることは有効な手段である 0.2 因として測定機が指示値どおりに動作してい ないことが考えられる。本測定においては、 測定対象は円形状であるもののスキャニング 測定については未知形状として実施している。 これは予め決められた軌道で測定点を取得す るのではなく、ワークの測定形状に追従して Diameter [mm] ると形状誤差の増加が小さくなった。この原 0.4 Calibrated value 19.988 と言える。 また、形状誤差において、ある速度を超え 0.3 19.986 19.984 0 4 8 12 16 Measuring speed [mm/s] 図 3-6 直径値と倣い速度との関係 20 ものとする。 4 まとめ 次に、前節と同様に直径値の評価を実施し た結果について、直径値と倣い速度の関係を CMM によるスキャニング測定について、マ 図 3-6 に示す。全ての基準変位に対して、直 スターボールを測定対象として、測定条件の影 径値は倣い速度に対して負の相関があること 響を検討したところ次の知見を得た。 が分かる。また、基準変位が大きくなると、 基準値からの偏差が大きくなることが分かる。 (1) 倣い速度が 1mm/s の場合、全ての基準変位 これは形状誤差と同様に、測定機の動的な影 の設定値において形状誤差は 1.8µm 以下、そ 響が表現されていると考えられる。実用的な して直径値の校正値からの偏差は 0.3µm 以 倣い速度である 10mm/s 以下の範囲では、基 下であった。 準値からの偏差がおよそ 0.5µm の範囲とな (2) 形状誤差は、倣い速度を速くすると大きく り、直径値においても基準値からの偏差を小 なるが、基準変位は形状誤差に対して大きな さくするためには倣い速度を遅くすることは 影響を与えない。 (3) 直径値は、倣い速度を速くすると小さくな 有効な手段である。 形状誤差の評価を行った例の抜粋を図 3-7 に示す。倣い速度が増加すると、半径方向の り、基準変位が大きくなるほど校正値からの 偏差が大きくなる。 誤差が大きくなっていくことが分かる。過去 実施したカールツァイス製の CMM(UPMC 参 考 文 献 850/700 CARAT HSS)での評価 2) において、 剛性の低いスタイラスでは、近傍の点間の半 1) JIS B 7440 シリーズ、日本規格協会 径方向のばらつきは小さいものの、形状自体 2) 鏑木哲志ほか:三次元測定機の信頼性向上に がゆがんで測定される結果であった。一方、 関する研究、群馬産業技術センター研究報告、 本研究で使用したミツトヨ製の CMM では、 43-46(2012) 半径方向の誤差は大きいものの、その誤差の 幅の中央値は実際の形状にほぼ近い値として 3) ミツトヨ 倣いプローブ SP25M ユーザー ズマニュアル 測定されている。CMM の種類により誤差の 発生する機構が異なることから、測定機の信 頼性を向上させるためには、測定機の特性を 理解して適切に運用することが重要である。 2 Measuring speed [mm/s] 4 6 0.4 Deflection 0.3 0.2 1 図 3-7 形状誤差の例 12 18
© Copyright 2026 Paperzz