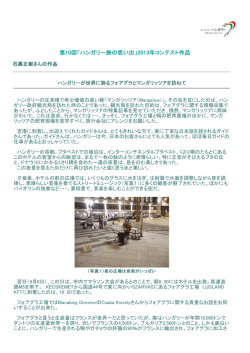
平成 26 年度文部科学省委託 「東日本大震災からの復興を担う専門人材育成支援事業」 3Dプリンター活用のための 3Dデザインの方法と応用 岩手県の復興を担う次世代ものづくり人材育成支援プロジェクト はじめに 今日、ものづくりの中で3Dプリントが注目を集めています。ファブリケーションラボラトリー (Fabrication Laboratory、通称ファブラボ)というアメリカ発の言葉が日本に上陸してからとい うもの、瞬く間に広まり、3Dプリンターを置くカフェスタイルの店舗も登場しています。 コンピュータの世界では、1980年代にデスクトップパブリッシングという概念をアップルコ ンピュータが提唱して以来、まさしくその後のパブリッシング(出版)の世界は大きく変わりま した。当時、筆者が Macintosh Plus のコンピュータを手に入れた際には、アイコンによるコン ピュータ操作に感動しつつ、時代の変革を実感したものです。しかし、コンピュータの少ない メモリー容量やフロッピーディスクによるシステムのインストールの煩雑さ、アプリケーションソ フトウェアの不足もあり、まだまだ満足のできるような作業環境ではなかったことも事実でした。 デスクトップパブリッシングに対応する初期のコンピュータやプリンター、ソフトウェア、通信環 境は、今日とは雲泥の差と言えるほど整っていませんでした。 その後、コンピュータの性能や通信環境が飛躍的に向上し、ソフトウェアも充実し、着実 にデスクトップパブリッシングの環境は整っていきました。出版・印刷業務の大半は、デジタ ルデータを前提にしたシステムへと構築され、現在ではデジタルを抜きにしてパブリッシング を語ることはもはや不可能です。 このように、革新的でより効率的な方向性が示されると、ハードウェア、ソフトウェアに対す る様々な開発のアプローチと企業の参入が相次ぐことになります。それは大きな流れとなっ て、新たな表現やビジネス、サービスを作り上げていくのです。 3Dプリンターもこのような新しい流れにあるのか、まだ実感できる段階にあるとは言えま せん。ですが、これはデスクトップパブリッシングの場合と同じように、製造業にとっての革新 「デスクトップ・ファクトリー」の時代に入りつつあることを示唆しているように思います。 それはユーザー自らが目的や必要に応じて、企業や工場によらず、ものを生み出し、作 り出す機会を持てる時代に入ったということです。もちろん、現状を見ると依然発展途上で、 これから時間をかけて多くの側面から環境を整えていくことが必要です。 まず、目的や必要に応じてものを生み出したりつくり出したりするためには、3Dプリンタ ーの活用以前にものづくりやデザインに対する知識や経験が備わっていなければなりませ 2 ん。現代のものづくりや、インダストリアルデザインやプロダクトデザインの考え方を押さえて3 D技術を活用していくことが求められます。当のパーソナル3Dプリンターも、「デスクトップ・ ファクトリー」を実現するレベルにはまだ遠く、けっして満足のできる環境にあるとは言えませ ん。まだまだ安定した動作環境にはなっていませんし、同時に、3Dのオペレーション自体に も一定の学習と経験が必要となってきます。また、従来のものづくりやデザインの側でも、3D プリンターをどのように生かしていけばよいのかについては試行錯誤が続いており、いまだ 決定打とよべるようなものも現れてはいません。 本書は、3Dプリンターをものづくりという視点からどのようにアプローチしていけばよいの かを考察し、具体的な活用を試みるテキストです。本テキストではこのような観点を踏まえて、 3Dプリンターを使ったものづくりのプロセスを具体的に示し、演習プログラムとして活用でき るように編集しました。また、3Dプリンターの効果的な活用事例や新たな方法も提示してみ ました。 1章のものづくりベーシックではこれまでの製品開発のプロセスや考え方を提示し、中小企 業や地場産業においての製品開発の在り方を述べていきます。2章においては製品企画の プロセスと方法についてデザイン開発の視点から述べていきます。3章では企画、デザイン に基づいた製品試作、プロトタイプについて3Dプリンターを用いた開発・試作の実際を紹介 します。4章では製品開発の実践としてワークショップ形式での開発の方法を紹介します。 3 目次 1章 ものづくりデザインと3Dデザイン .................................................... 5 1.1ものづくりの変化と3Dプリンター........................................................................ 5 1.2 3Dプリンターはプロシューマをつくり出せるか ................................................. 8 2章 製品開発のプロセスとデザイン開発 ............................................. 11 2.1 企画の具体化−製品デザインの展開− ........................................................... 17 3章 デザインプロトタイピングの実際とデザイン開発の展開 ................... 21 3.1 3Dデザインのトレーニングの方法と実際........................................................ 22 3.2.1 スケッチから3Dソフト、デザインプロトタイピングの方法 .............................. 44 3.2.2 スケッチの Rhinoceros による3Dデザインの詳細プロセス......................... 48 3.2.3 3Dプリントアウトについて ........................................................................ 61 3.3 3Dプリンターによるデザインアイデアの展開 .................................................. 74 3.4 3Dプリンター活用の実際 ............................................................................. 75 3.5 3Dプリントのプロセス−3Dソフトウェアから3Dプリントへ− ................................ 81 3.6 3Dプリントのプロセス−3Dスキャナーから3Dプリントへ− ................................ 82 4章 3Dプリントを介した、ものづくりプロジェクトの展開 .......................... 99 おわりに .......................................................................................... 102 4 1章 ものづくりデザインと3Dデザイン 1.1ものづくりの変化と3Dプリンター ものづくりの変化というとき、3つの側面が考えられます。1つはものそのものの変化で、製 品の高機能化、高品質化です。これは新技術の開発や生産システムの開発による高度化 が該当します。 この変化は年ごとに高機能化する家電電化製品を見てもわかります。省エネやエコ素材 など、高機能化は単に人の利便性ばかりでなく、環境に付加をかけない製品の方向性も顕 著になってきています。 この変化は分かりやすく、イメージしやすいのではないでしょうか。他者とのイメージも共 有しやすいと思います。高機能化した製品は誰が見ても性能がよくなったと言えますし、生 産システムによる製品の高品質化は目に見えて表れるからです。 しかし、問題はもう1つの変化です。それは外形や性能には現れない変化です。いった い、外部に現れない変化とは何でしょうか。それは分かりやすく言えばブランドのイメージ効 果に近いものがあります。いわゆる“ブランド価値”という一種の製品イメージの部分です。 製品のブランド化やブランド化に伴う製品イメージの向上は、企業イメージの向上へと繋 がっていきます。ブランド化とそれに伴う製品イメージの向上が製品の認知度を高め、流通 や市場における優位性や競争力を高め、それがまたブランドの価値を高めることにつながり ます。これがものづくりのもう1つの高度化です。 これは図1−2に示した「今日の製品観」です。これは図1−1の「旧製品観」で示しました 「技術/製品」をと「ユーザー/市場」だけの関係では製品を開発することはもはやできない ことを表しています。 さて、第三の変化とは3Dプリンターの登場です。これまでラピッド・プロトタイピングが注 目をされていましたが、現在は3Dプリンターへの関心が急速に高まっています。これは何を 意味しているのでしょうか。単に興味本位の一時的なブームとは言えない状況です。 これはこれまで製品は企業がつくり、量販店や専門店で買うことが当たり前であったのが、 ユーザーが自分でものを作ることができることになったことは非常に大きな変化といえるでし ょう。 5 これまではメーカーとユーザーは明確に区分され「売り手」と「買い手」に分かれていまし たが、3Dプリンターの登場で「売り手」と「買い手」の不文律は変化し「共創」の時代に入りつ つあるように感じます。 3Dプリンターを大きく巨大にすれば家も作ることも可能ですし、現にそれは研究が試みら れているように、多くの工業製品の製造が3Dプリンターで出来る日もそう遠い話しではない かもしれません。 6 図1−1 旧製品観 図1−2 現代の製品開発 7 1.2 3Dプリンターはプロシューマをつくり出せるか 3Dプリンターに対する期待は過大なのか、それとも一時的なブームなのか、現時点で は判断はできませんが、消費者が生産者、すなわちプロデュース プラス コンシューマ、す なわちプロシューマの現実味はますます増していきそうです。 すでに趣味の世界、いえ、決して趣味とは言えない経済効果を発揮するフィギア制作と その展示販売は活況を呈しています。 これは図1−2の現代の製品開発の別の土俵が生まれつつあるのかもしれません。ここ では製品開発におけるデザインの関係性を示しています。まずは開発の全体像を把握して ください。ここでは開発の主要な領域を示していますが、開発の内容によっては、それぞれ の段階を細分化する場合や、また新たなプロセスを加えていくこともあります。それぞれの段 階は重要ですがその中でもとくに重要と考えられる部分については事例を示して詳述して います。 また、ここでは開発の手法やコンピュータでの支援や3Dプリンターの活用事例を示しまし た。開発の手法については必要と思われる段階でいくつかを具体的に紹介します。特にコ ンピュータの活用や3Dプリントについては詳述しています。 製品開発のプロセスはデザインプロセスと重なります。デザインを導入している場合はデ ザイン開発と製品開発が連動しています。デザインを導入しているか、していないかで製品 開発のプロセスは大きく異なってきます。 現在の製品開発ではデザインと無関係というケースは珍しいのではないかと思います。な ぜならば図1−2に示すように今日の製品には単に製品の形状(スタイリング)以外に使い勝 手や周辺環境とのマッチング、他社製品に対するアピールも必要です。さらに商品としての ブランドやネーミングパッケージも重要です。 8 いずれにしても、今日の製品開発ではデザインを抜きには考えられないと言ってもよいで しょう。 さて、このデザインをどのように考えて製品開発に生かしていけばよいのでしょうか。私た ちの身の回りの工業製品を見るとほとんどのものがデザインされていることがわかります。 基本的には製品企画、正確には企業の製品戦略や経営戦略からデザインが導入されて いれば高い効果を上げることができます。製品設計や生産技術段階でもデザインの導入は 可能ですが、この段階ではそれほど多くのことはできません。 製品戦略や製品企画については別冊「3Dプリント技術を活用した今日的ものづくりの方 法とデザインの展開」を参照してください。 ここでは主に製品企画(デザイン企画)のデザイン開発段階を中心に3Dデザインの詳細 について説明していきます。 9 10 2章 製品開発のプロセスとデザイン開発 製品開発のプロセスの概略を次の「デザインプロセス」に示します。まずは開発の全体像 を把握してください。ここでは開発の主要な骨格を示していますが、開発の内容によっては、 それぞれの段階を細分化する場合や、また新たなプロセスを加えていくこともあります。それ ぞれの段階は重要ですがその中でもとくに重要と考えられる部分については事例を示して 詳述しています。 また、ここで示したそれぞれの段階に、開発の手法やコンピュータでの支援や3Dプリンタ ーの活用事例を示しました。開発の手法については必要と思われる段階でいくつかを具体 的に紹介します。特にコンピュータの活用や3Dプリントについては詳述しています。 ■詳細デザイン仕様 1. デザイン基本条件(対象ユーザー、使用場所、使用方法等) 2. デザインコンセプト 3. デザイン仕様(デザイン図、デザイン基本構成、図面データ) 4. 色彩、素材、表面仕上げ 5. 操作フロー、操作仕様 6. 表示使用(グラフィック仕様) 7. 各種品質基準への適合(SGマーク他、ユニバーサルデザイン他) ■デザインプロセス 1. デザインコンセプト 2. 外形デザイン検討、詳細デザイン検討、コンセプトモデル 3. 詳細モデル検討 4. デザイン評価 5. 詳細デザイン仕様作成 6. 詳細デザインデータ作成 7.開発支援 11 以上のようなデザインプロセスは一般的ですが、製品特性や業種、製品種別によって変 わってきます。本章ではこのデザインプロセスの部分を3Dデザインとして3Dプリンターやス キャナーを用いて、創造的で効率的なデザインプロセスを目指すものです。 さて、上記のプロセスで分かりにくく、表現も難しいのは「デザインコンセプト」です。このコ ンセプトについて説明したいと思いますが、製品コンセプトや商品コンセプトとデザインコン セプトがどのように異なっているのかを次に説明したいと思います。 ■製品コンセプトとデザインコンセプト 製品コンセプトを定義すると「特定のユーザーがもっている、あるいは持つと思われる特 定の“ニーズ”に基づいて、企業が置かれている環境、たとえば社会状況や市場動向から製 品戦略の構想を具体化すること」と言えます。 製品デザインにおいてコンセプトは重要で、なぜ、そのようなイメージになったのか、なぜ、 そのイメージでなければならないのか、ユーザーターゲットは誰か、製品の何を特徴づける のか、いずれもコンセプトでデザインの方向性が決まってきます。 ■コンセプトワーク ここではコンセプトワークについて、その具体的な展開について考えてみます。コンセプト ワークはものづくりの根幹を考える重要なスタート地点です。この段階で5W2Hが意識され、 開発のテーマが明確になっていればコンセプトワークは順調にスタートできます。 ここでの説明を竹ポリプロピレンの製品開発で紹介します。竹ポリプロピレンという、これま でにない素材のブラウン色のPP シートのマイナス面をどうデザインで克服するかがテーマ です。そのマイナス面を魅力的にするため、環境に対する意識からこれまでのPPシートに はない素材感、質感の魅力を生かす製品デザインを展開することが開発のコンセプトになり ました。 12 竹ポリプロピレンは竹の繊維が入ったポリプロピレンでCО2の削減に寄与するエコロジカ ルな素材です。しかし、自然素材が入るという事で純粋なポリプロピレンに比較して竹の香り や茶色がかった色、クラフト的な風合い、素材の性能が従来品よりも落ちることなどがマイナ ス面と考えられてきたのです。 これをどのようにデザインすればプラスになるのかが開発のポイントとなりました。若い人 達の多くは着色されたものより、素材そのものの色や風合いを重視することがディスカッショ ンから分かりました。 また、クライアントからファイル等の文具ではない新たな用途のデザインの要望があり、多 角的なアイデアを出してデザインを進めました。 竹ポリプロピレンの新たなデザインにチャレンジし、これまでにない発想のデザインを行う ため、ディスカッションに入りました。その後、デザイン開発者はさまざまなアイデアを展開し、 様々な発想のデザインを行いました。 この段階で多数のアイデアが示され、各製品領域の絞り込みと、コンセプトモデルが作ら れました。アイデアの一例としてはパーティションや照明、コードカバー、ショッピングバッグ 等の提案がなされました。 写真2-1のコンセプトモデルはパーティションです。発想は屏風のように折りたたみがで きることです。縮尺が10分の1です。サイズが大きい製品では縮尺コンセプトモデルを使って 表現しますが、ポイントは人体モデルもセッティングされちることです。この人体モデルによっ て実際のサイズ感が想像できます。 次の図2-1は3Dグラフィックによるデザイン案です。このテトラ型収納ボックスは電気コ ードなどの目隠し、あるいは埃よけのカバーを提案したものですが、実作したものが写真2- 2のものです。実際に電源コードを中に入れて試しています。 写真2-3はさまざまな案のコンセプトモデルです。 13 写真2−1 コンセプトモデル 14 図2−1 3Dグラフィックによるデザイン案 写真2−2 コンセプトモデルによる実験 15 」 写真2−3 コンセプトモデル 16 2.1 企画の具体化−製品デザインの展開− いよいよ企画から具体的な製品開発へと展開していきます。製品の具体化の第一歩は製 品の具体的なイメージを作ることです。通常、この段階はデザインの役割となります。デザイ ンではスケッチを描き、企画に基づいて製品の具体的なアイデアを出していきます。このア イデアをスケッチで表現していくわけですが、ここではデザインコンセプトを明確にしていくこ とが求められます。 デザインコンセプトは、イメージを背景となるシーンやイメージを価値づける言葉や、5W2H (when:いつ、where:どこで、why:何のために、who:誰が、what:何のために、how:どのよう に、how much:いくらで)で表現します。 企画の具体化には2つの局面があります。1つはシーズの明確化です。シーズとはその製 品を特徴付ける技術的な側面のことです。動力源や素材、機能や性能、使い方や使い勝手 を規定していく必要があります。もう1つはニーズ(ウォンツ)の明確化です。その製品のター ゲットが誰であるのか、どこで使うのか、どのように使うのかなどを明確にしていきます。 上記のシーズとニーズとをマッチングさせたものを1つの形態として表現していきます。デ ザインスケッチはこの2つの側面をイメージとしてスケッチで表現したものです。 このデザインスケッチに代わるものとしてコンピュータグラフィックスがありますが、企画や デザインコンセプトの理解とそこから製品の形態を思い浮かべるイメージが重要です。です からスケッチの得手、不得意は関係なく、デザインスケッチを描くことは必要です。 スケッチから大まかな形態がイメージできれば、それをもとにコンピュータグラフィックスを 用いてより具体的な表現をすることが可能です。しかし、この企画の部分やデザインコンセ プト、シーズやニーズを設定できないと高性能のコンピュータグラフィックスを用いてもその 力を発揮することはできないでしょう。 逆にこの企画段階やデザインコンセプト、製品イメージを持って、コンピュータグラフィック スを用いれば、スケッチでは高度な技術が必要な素材表現や、製品の構造と成形方法も比 較的容易に表現できます。本書で扱う Solidworks や Rhinoceros などのソフトウェアは、高 機能のレンダリング表現機能を有しているのでリアルな質感表現が可能です。また、 Solidworks は応力計算や構造計算機能を有しているので、素材の違いや厚さ、寸法の差 17 から的確な仕様を設定することができます。 ■企画からデザインコンセプト、イメージスケッチ、プロトタイピング、製品デザ インの展開 ではここで、企画からデザインコンセプト、イメージスケッチ、プロトタイピング、機能及び 構造の検討、製品デザインまでの流れを具体的事例から見ていきます。 ここでは特殊なガラスを用いた製品開発です。「公共空間におけるベンチ」製品開発の テーマです。ここで、示しているのは通常の開発のスタイルでのデザイン開発のプロセスで す。 まず、はじめに、図2-2のように手描きのスケッチを多数描きます。そこから次の図2-3 のように製品デザインに入りますが、同時に特殊素材を使用しているので図2-4のように構 造解析行いました。 図2-5はベンチデザインの図面です。以上が通常のデザイン開発のプロセスです。 図2−2 アイデアスケッチ 18 図2−3 3Dグラフィックによるデザイン 図2−4 3Dグラフィックによるデザイン構造解析 図2−5 図面 19 20 3章 デザインプロトタイピングの実際とデザイン開発の展開 デザインプロトタイピングとは、文字通りデザインとプロトタイピングを組み合わせた言葉で す。プロトタイピングとは、アイデアを具体的な形に表現し、機能や構造を検討するためのモ デル(模型)を作ることです。このプロトタイピングを行うことによって、アイデアが可視化され、 より直接的に具体像を知ることができるようになります。アイデアの問題点や改善点について 設計の変更などを検討する上で有効です。 このプロトタイピングの語にデザインの語を加えることの意味は、単に構造や機構だけでなく 製品イメージや使い勝手などデザインに関係する部分も併せて検討できるようにするためで す。3Dプリンターでこの部分を立体的にシミュレーションすることができれば効果的なデザ インに繋がっていきます。企画の段階でのアイデアを立体化して、そこからさらにアイデアを 発展させることも、3Dプリンターを利用する上で重要なことです。 さて、3Dグラフィックソフトウェアや3Dプリンターを使用すると、自分のイメージがさも自由に すぐに具体化できるように錯覚しがちですが、実際はそうではありません。3Dグラフィックソ フトウェアや3Dプリンターを有効に使用するためには、これらに習熟することはもちろん必要 ですが、同時に空間や立体を意識する感覚を養う必要があります。次にその方法を紹介し ます。 21 3.1 3Dデザインのトレーニングの方法と実際 トレーニングの方法ですが、これは手描きによる線図(平面図、正面図、側面図など)とパー スペクティブ視点のスケッチ(遠近法による立体表現)を描くことが基本となります。紙の上に 表現されたスケッチからそれが実際に 3 次元空間上に存在する姿を想像し、3Dソフトウェア で形状を再現していくのです。そのためには線図とパースの表現を繰り返し習熟し、併せて 3Dソフトウェアでの表現も繰り返し行っていく必要があります。繰り返していくうちに次第に 空間や立体を意識する感覚に慣れ、3Dソフトウェアの中で自在に形状を作ることができるよ うになるでしょう。 ここでは、Rhinoceros という3Dソフトウェアを用いてアイデアを3Dデータ化する方法を 紹介します。 Rhinoceros はサーフェスモデリングを主体とした3DCADソフトウェアです。このサーフェ スモデラー3DCADソフトウェアは、ソリッドモデラー3DCADソフトウェアや3DCGソフトウェ アと違って、いわゆる「粘土をこねる」と言われるように、画面上で直接3次元形状を押し込ん だり引っ張ったり付け加えたりするような作業を前提に作られてはいません。サーフェスモデ リングの場合、基本的には3次元空間中に座標(点)を置く→点と点を直線や曲線で繋ぐ→ 直線や曲線で囲まれた空間が面(サーフェス)になる→サーフェスで囲まれた空間が立体 (ソリッド)になる、といった「点→線→サーフェス→ソリッド」のプロセスを踏まえた作業が求め られます。 3Dプリンターで出力するデータはソリッドな立体となっている必要がありますが、サーフェ スモデラーの場合はこの「点→線→サーフェス→ソリッド」のプロセスが正しく踏まえられてい ないと、画面上では一見それらしく立体になっているように感じられても出力には適さない形 状ができてしまう場合があり、注意が必要です。 また、サーフェスモデラーに限らず、3DCADソフトウェアでは寸法の入力が3次元形状を 作成する上では必要となってきます。特にサーフェスモデラーでは、寸法を頼りに点を置き、 線を引き、サーフェスを作っていかなければ、なかなか出力に適したソリッド形状にはなりま せん。機械設計や建築設計で使われる三面図(正しくは第三角法を用いた正投影図と呼び ますが、本テキストでは詳述しません)を参考に座標を入力していくことが最も確実ですが、 22 精緻な図面を参考にできない場合もあるでしょう。ですが、そういった場合でもどこか一箇所 だけでも寸法が示されたスケッチや簡易な図面を参考にしていかなければ、まず、最初に点 をどこに置いていいのかすらわからなくなってしまいます。寸法は誰か他の人に形状がどん なものかを伝えるための最も重要な手段のひとつなのです。 では、実際にアイデアを3Dデータ化していきます。先にも述べましたが、アイデアを具体 化していくにはデザインスケッチが重要であり、ここでもデザインスケッチを参考にして3次元 形状を作っていきます。 まず、次のような形の3Dモデルを作る方法を紹介します。 図3-1 3Dグラフィックによるデザイン 23 ① デザインスケッチから形状を把握する。 図3−2 手描きスケッチ 図3−3 手描きスケッチ 24 図3−4 手描き寸法メモ ・このように、パースペクティブ視点のスケッチや簡単な寸法の指示があると、全体の形状が 把握しやすく作業が容易になります。 ・また、この場合、以下のような簡易な三面図の状態になったデザインスケッチもあります。 図3−5 手描きスケッチ 25 図3−6 手描きスケッチ 図3−7 手描きスケッチ ・このデザインスケッチの場合、いくらかの寸法が指定されており、また、三面図であることか ら、わかっている寸法からそれ以外の寸法を大まかに割り出すことができます(三面図の見 方についてはここでは省略します)。 26 ② Rhinoceros にデザインスケッチを取り込み、線をトレースする。 図3−8 手描きスケッチ ・取り込んだデザインスケッチを下敷きにして、曲線で画像をトレースしていきます。手描きの 線は不安定ですので、曲線を整理することを意識しながら作業します。 図3−9 手描きスケッチ 27 ・複雑な手描きの曲線は、正確な三面図でない場合は誤差があることがほとんどです。今回 は三面のうち最もイメージに近い曲線が描けている面の曲線を採用し、そこから他の面の曲 線を割り出しました。 ③ トレースした曲線を3次元空間上に配置する。 図3−10 3DCG による線画 ・この段階で、三面それぞれの寸法の誤差を調整します。 28 ④ 曲線からサーフェスを作る。 図3−11 3DCG による線画 ⑤ 厚みをつけ、ソリッド形状にする。 図3−12 3DCG による線画 29 ⑥ 完成 図3−13 3 3DCG によるレンダリング ⑦ 同様に、残りの 2 つも3Dデータを作成する。 図3−14 3 3DCG による線画 30 ⑧ 完成 図3−15 3 3DCG によるレンダリング 写真3−1 3Dプリンターによる出力 次の事例も見てみましょう。 31 ① デザインスケッチから形状を把握する。 図3−16 手描きスケッチ 図3−17 手描きスケッチ ・この事例の場合も、簡単なスケッチと図面が形状の把握を助けてくれます。 32 ② Rhinoceros にデザインスケッチを取り込み、線をトレースする。 図3−18 手描きスケッチ ・先ほどの事例と同様に、曲線を整理しながらトレースしていきます。 ③ 曲線からサーフェスを作り、ソリッド形状にする。 図3−19 3DCG による線画 33 ・単純な押し出し形状なので、そのまま3次元形状を作っていきます。 ④ 形状の整理。 図3−20 3DCG による線画 ・図面の指示通りの個数を積み上げましたが、バランスを考えて形を整理します。 図3−21 3DCG による線画 34 ⑤ 完成 図3−22 3DCG によるレンダリング 写真3−2 3Dプリンターによる出力 次の事例です。 35 ① デザインスケッチから形状を把握する。 図 3−23 手描きスケッチ ・この事例の場合、デザインスケッチの情報量が少なく、なかなかイメージが掴めません。 しかし、スケッチ作成者から口頭で、花瓶が2つ重なったような形状であること、内側の筒 が外側の筒を貫いていること、口の部分と底面の断面はともに円形であること、高さは 300mm であること、透明なガラスのような素材であること、との指示が得られました。 もちろん形状が把握しやすいスケッチを描ける技術は持っていた方がよいですが、誰もが その技術を持っているわけではありません。ですがスケッチが描けないからといって、形状の イメージを一切持っていないわけではありません。このようにスケッチ以外からも口頭でのコミ ュニケーションによって重要な指示が得られることもあります。 36 ② Rhinoceros にデザインスケッチを取り込み、線をトレースする。 図3−24 手描きスケッチ 図3−25 3DCG による線画 37 ③ 曲線からサーフェスを作り、ソリッド形状にする。 図3−26 DCG による線画 ・ガラス素材であることを注意しながらソリッド 2 形状を作成していきます。 38 ④ 完成 写真3−3 3 面図立体 写真3−4 3DCG による形態シミュレーション ・レンダリングを行うと、実物がイメージしやすくなり有効です。なるべく素材感を実物に近づ けると具体的なイメージが得やすくなります。 次の事例です。 39 ① デザインスケッチから形状を把握する。 図3−27 手描きによる線画 ・このスケッチも情報量が少なく、スケッチ作成者とのコミュニケーションが必要です。口頭に て横幅が 120mm、高さが 28mm、中央の円形の部分は窪みでそれ以外は中心から縁に向か ってなだらかに下がっていく形状、との指示が得られました。 40 ② Rhinoceros にデザインスケッチを取り込み、線をトレースする。 図3−28 手描きによる線画 ③ 不明な部分を補う。 写真3−5 3 面図立体 41 図3−29 DCG による線画 ・不明な部分はスケッチ作成者とコミュニケーションを取りつつ作っていきます。 ④ 曲線からサーフェスを作り、ソリッド形状にする。 図3−30 DCG による線画 42 ⑤ 完成 図3−31 DCG によるレンダリング 写真3−6 3Dプリンターによる出力 43 3.2.1 スケッチから3Dソフト、デザインプロトタイピングの方法 ここまでいくつかの3Dデータの作成の事例を見てきました。これらの事例で行っている作 業は、デザインスケッチの段階での不明慮な点を補うために、ある程度以上の Rhinoceros のスキルや立体物を捉える感覚、経験や知識が必要となります。ですが、ここで見たように、 たとえあまりスケッチのスキルを持たない人でも、3DCGや3DCADのスキルを持つ人と共 同して作業を行えば、アイデアやイメージを立体物として形にしていくことが可能です。そし て、3Dデータがあれば、3Dプリンターを使用して現実に手に取って触れるモデルにもでき ます。 こうして作ったモデルがあれば、形状や大きさなどがこれでよいのかを実際に見て触って 評価して、改善点などのフィードバックを得て、もっと目的に合った形状をさらに作っていくと いうように、効率のよいプロトタイピングが可能です。これは3D技術の大きな利点であるとと もに、今後の更なる発展が期待される分野だと言えるでしょう。 次の事例は、よりイメージスケッチに近い状態のデザインスケッチをもとに Rhinoceros で3 Dデータを作成していったものです。 次の事例も、先の事例と同じテーマで考えられたアイデアです。やはり鋳物で、テーブル ウェア(ポット)のアイデアになります。 44 ① デザインスケッチから形状を把握する。 ・このデザインスケッチから、まずは主となる形態を読み取っていきます。 ② スケッチをもとに Rhinoceros 上で線画を描く。 ・適度に線を整理しながら、それぞれのスケッチの特徴を踏まえて線画を描いていきます。 ・寸法の指示がされていなかったため、取っ手のサイズや一般的なポットのサイズを参考に 高さを 140mm としました。 45 ③ 線画からサーフェスを作成する。 ④ サーフェスを結合してソリッド化し、細部を作る。 ・先の事例と同様、鋳物であることを意識しつつ作ります。 46 ⑤ レンダリングをして形状やカラーリングを確認する。 ⑥ 3Dプリントをする。 ⑦ 塗装して完成。 つぎに、3Dプリンターを効果的に使用するためのソフトウェアについて説明します。3Dプ リンターはあくまでも3次元形状をプリントアウトする装置であって、3Dプリンター本体だけで 形状を自由に作れるということではありません。3次元形状は3DCGや3DCADなどのソフト ウェアを使用して作成する必要があります。3Dプリンターに付属する専用ソフトウェアで3次 元形状の加工ができる機能を持つものもありますが、あくまで補助的なものです。3Dプリン ターを使用する上では3DCGや3DCADで3次元形状データを作成できるスキルを持って いるという前提が求められるということを留意しなければなりません。 また、プリントアウトする形状も3次元形状をつくるソフトウェアの特性によって変わります。 どのようなソフトウェアでどのようなデータを作成したかによって、プリントアウトの質も大きく異 なります。 現在一般的に使われている3DCG作成ソフトウェアを表3-2-3-3、3-2-3-4で、3DCA D作成ソフトウェアを表3-2-3-5で、それらのソフトウェアや3Dプリンター、RPで使われてい るデータ形式の拡張子の一覧を表3-2-3-1、3-2-3-2で示しました。 47 3.2.2 スケッチの Rhinoceros による3Dデザインの詳細プロセス 次の事例は、よりイメージスケッチに近い状態のデザインスケッチをもとに Rhinoceros で3 Dデータを作成していったものです。 ① デザインスケッチから形状を把握する。 ・このスケッチからは、大まかな寸法以外にあまり具体的な形状は把握できませんが、これは 鋳物を用いた調味料容器で、円筒形であると伝えられました。高さ約 100mm、直径 50mm の円 筒形の容器として3Dデータを作成していきます。 48 ② Rhinoceros を起動する。 ・まずは、どのような手順で3Dデータを作成していくかを考えることが重要です。ここではス ケッチをトレース→線画→サーフェス→ソリッド→内側や細部という手順で作業を進めていき ます。 ③ ツールバーから、サーフェス→ピクチャーフレームコマンドを選択する。 ④ 画像を選択し、Front ビューに適当な大きさで配置する。 ・寸法はこの段階では合わせずにおきます。 49 ⑤ ポリライン→線コマンドを選択し、中心線を描く。 ・手描きのスケッチ段階では、寸法や左右対称などを正確に描けていることは稀です。基準 となる中心線が重要となります。 ・長さは正確でなくともかまいません。 ⑥ 点コマンドを選択し、スケッチ上に点を置く。 ・左右どちらかの側の線を基準に点を置き、移動→ミラーコマンドを選択し点を中心線の反 対側にコピーします。 50 ⑦ 曲線→通過点指定曲線コマンドを選択し、点を曲線でつないでいく。 ・通過点指定曲線コマンドで上手くスケッチの線をトレースできない場合は、ハンドル曲線コ マンドや円弧コマンド、楕円コマンド、曲線をブレンドコマンドなどを使ってトレースしていきま す。通過点指定曲線コマンド以外のコマンドを使う場合は、寸法上重要な点(この場合は頂 点と左右の端の点)からずれないように注意します。なお、点スナップが有効になっているこ とを確認しておくとよいです。 ⑧ ポリライン→線コマンドを選択し、⑦で描いた曲線の左端の点から右方向に長さ 50mm の 直線を描く。 51 ⑨ 2Dスケールコマンドを選択し、⑧で描いた直線を補助線として、⑤で描いた中心線と⑥ で置いた点、⑦で描いた曲線を拡大する。 ・曲線だけでなく、中心線と点も拡大しておくと後の作業がやりやすくなります。 ⑩ サーフェス→回転コマンドを選択し、⑨で拡大させた曲線を 360 度回転させたサーフェ スを作る。 52 ⑪ ブール演算→キャップコマンドを選択し、⑩で作ったサーフェスをソリッド化する。 ・キャップコマンド以外のコマンドでサーフェスを貼り、結合させてソリッドを作成しても構いま せん。 ⑫ ソリッド→押し出し(閉じた平面曲線から)コマンドを選択し、スケッチを参考にしつつ高さ のバランスを調整して、本体となるソリッドの円柱を作る。 ・⑪と同様、他の方法でサーフェスを作っても構いませんが、その場合もこの後の作業効率 を考えてソリッド化しておいた方が良いです。 53 ⑬ ブール演算→閉じたポリサーフェスをシェルコマンドで選択、蓋になる部分と本体になる 部分の2つのソリッドを厚さ 4mm の容器状の形にする。 ・鋳物の容器であることを考慮して厚さ 4mm としました。 ⑭ スケッチを参考にポリライン→線コマンドなどを使い、注ぎ口部分の外形線を描く。 ・スケッチの注ぎ口の径では実物の製品として考えた場合に細すぎるので、ここでは先端を 直径 5mm としました。 54 ⑮ ⑭で描いた外形線から、円→直径指定コマンドを選択し、注ぎ口の円を描く。 ・円コマンドにも数種類ありますが、作成する場面に応じて適切なコマンドを選択するように しましょう。 ⑯ サーフェス→2レールスイープコマンドを選択し、注ぎ口外形線の上下の曲線をレール、 同じく両端の円を断面曲線とし、サーフェスを作成する。 55 ⑰ ブール演算→キャップコマンドで⑯のサーフェスをソリッド化し、同じくブール演算→シェ ルコマンドで厚さ 1.5mm の円筒形を作る。 ・ここでも実際の製品としての厚みや注ぎ口内側の径を考慮します。 ⑱ ブール演算→分割コマンドや和コマンド、差コマンドを選択し注ぎ口と蓋との重なる部分 やはみ出す部分を切り取り、結合してひとつのソリッドを作る。 56 ⑲ 蓋は本体に挿し入れられる構造とし、蓋が凸部、本体が凹部となるようにする。本体の凹 部は上面から 5mm の深さとし、ソリッド→円柱コマンドを選択して直径 46mm の円柱を作っ て凹部となるところに置き、ブール演算→差コマンドで本体から削り取って凹部を作る。 ⑳ 同様に、蓋に凸部を作る。ソリッド→チューブコマンドを選択し、直径 45.8mm、厚さ 1.9mm、 高さ 5mm の円筒形を作り、ブール演算→和を選択し、蓋のパーツと結合する。 ・凸部と凹部の径をまったく同じにしてしまうと実際の製品となった際にはまらなくなってしま うため、今回は 0.1mm 分のクリアランスを設けました(実際は素材や製法により必要なクリアラ ンスは異なります)。3Dプリンターで出力する場合も同様に、0.1mm~0.2mm 程度のクリアラン スを設けた方が良いでしょう。 57 ㉑ ソリッド→円柱コマンドを選択して直径 40mm 高さ 2mm の円柱を作り、ブール演算→ 差コマンドで本体の底部分に凹みを作る。 ・ここでも、実際の製品となった場合を意識します。 ㉒ ブール演算→可変半径フィレットコマンドを選択し、全体のエッジを丸める。 58 ㉓ 完成。 ㉔ レンダリングする。 59 ・この段階では形状の確認を主とし、細かい塗装は再現しません。 ㉕ 3Dプリントをする。 ㉖ 塗装して完成。 60 3.2.3 3Dプリントアウトについて 次に、実際に3Dプリンターでの出力のプロセスを見ていきます。3Dプリンターやラピッ ド・プロトタイピングなどの分野では、多くのソフトウェアやアプリケーションの間でのデータの やり取りが求められます。その際のデータの受け渡しに主に使われる形式はSTLと呼ばれ る形式で、.stl と表示されます。STLとは stereolithography、つまり光造形の略称です。 三角形のポリゴンで表現される3次元形状で、曲線や曲面の表現はできません(細かい平面 の集合で擬似的に曲線と曲面を表現します)。 STLは、本来は SLA CAD というソフトウェアのデータファイル用に開発されたデータ形式で、 3D出力のために開発されたデータ形式ではありません。ですが、データ構造が単純で扱い やすかったため、次第に3D出力の際のソフトウェア間のデータ受け渡し用のデータ形式と して、広く使われるようになったものです。そのため、3DCGソフトウェアや3DCADソフトウェ アで3次元形状を作成した場合は、ソフトウェア専用のデータ形式で保存してしまうと、その ままでは3D出力機器で読み込むことはできません。一度STL形式に変換する必要がありま す。 この変換作業を「エクスポート」や「書き出し」と呼びます。ソフトウェアによってやり方は異 なりますが、多くは「名前をつけて保存」する際にデータ形式を選択することによって変換が 可能です。 以下では、Rhinoceros と3Ds MAX でのSTLデータの変換/書き出し方法を説明します。 下記の図3−2−3−1 Rhinoceros による STL ファイル書き出し画面のように Rhinoceros から STL データを書き出します。 次に図3−2−3−2 3DsMax による STL ファイル書き出し画面を提示します。 さて、それぞれの3DCG/CAD ソフトはそれぞれのソフトウェアの特徴にもとづいて STL など 出力拡張子を有しています、拡張子の特性によってプリントの質や速度が異なってきますの で留意してください。 各3DCG/CAD に対応する拡張子一覧を表3−2−3−1および表3−2−3−2に提示していま す。また、現在使用可能な3DCG/CAD ソフトの一覧を表3−2−3−3、3−2−3−4、3−2−3−5 に提示しています。 61 図3-2-3-1 Rhinoceros による STL ファイル書き出し画面 62 図3-2-3-2 3DsMax による STL ファイル書き出し画面 63 表3−2−3−1 主な3DCG/CAD拡張子一覧 64 表3−2−3−2 主な3DCG/CAD拡張子一覧 65 表3−2−3−3 主な3DCG作成ソフトウェア一覧 66 表3−2−3−4 主な3DCG作成ソフトウェア一覧 67 表3−2−3−5 主な3CAD作成ソフトウェア一覧 では次に、実際に3Dプリントを行うプロセスについて説明していきます。 現在、多くの3DCG/3DCADソフトウェアでは、3Dデータを作成したソフトウェアから直 接3Dプリンターを操作することができません。その点がデスクトップパブリッシングで使われ るドローイングソフトウェアとの大きな違いであり、また「デスクトップ・ファクトリー」へ向けての 環境がいまだ整備されていない点だとも言えるかもしれません。 3Dプリンターを操作するには、3DCG/3DCADソフトウェアとは別に、3Dプリンター用 のオペレーティング・ソフトウェアが必要になります。3Dプリンターに付属する専用のソフトウ ェアもあれば、フリーウェアをダウンロードして使用するものもあり、機種によって千差万別で す。 68 また、多くの場合、オペレーティング・ソフトウェアとは別に、STLデータから3Dプリンター の動作指示コード「G-CODE(Gコード)」を作成するソフトウェアが必要とされます。こちら も機器専用のものとフリーウェアを利用するものとがあり、オペレーティング・ソフトウェアと一 体化しているタイプや独立して起動させるタイプなど、色々な種類があります。 以下は、オペレーティング・ソフトウェア Repetier とG-CODE作成ソフトウェア Slic3r を 使用した、3Dプリンティング・プロセスの実例です。 3次元形状を出力する場合、形状によっては「サポート材」と呼ばれる実際に出力したい形 を支えるための部分を同時に出力する必要があります。 サポート材は主に熱溶解積層方式やインクジェット方式の3Dプリンターで必要となります。 これらの方式の3Dプリンターでは素材を下から上へと積層して形状を作っていくために、宙 に浮いた部分や、ティーカップのように上に向かって徐々に広がっていく形状(これはオー バーハングと呼ばれます)は、物理的に成形が不可能もしくは困難です。この問題を解消す るためにつけられる部材がサポート材で、前ページのクマのモデルの手の部分のように宙に 浮いている部分には、支える部分がないと出力した部分が落下してしまうのがわかるでしょ う。 多くのオペレーティング・ソフトウェアでは、サポート材を自動で生成することが可能です。 また、より適切な形のサポート材を作りたい場合は、3Dデータの時点で自作する必要があり ます。 現状、低価格帯の3Dプリンターを使用する上で、サポート材は悩ましい問題です。完全に 除去することが困難で、出力の仕上がりにどうしても影響を及ぼしてしまうからです。そして、 複雑な形状ほどサポート材は多く必要になります。今後の改善や技術の発展が望まれてい る点だと言えるでしょう。 次に3Dプリントの出力手順を図3-2-3-3から3-2-3-6に提示します。 なお、保存する際に「バイナリ形式」と「アスキー(ASCII)形式」のどちらで保存するかと いうウインドウが開きます。これらについて本テキストでは詳述しませんが、バイナリ形式とは 2進法で書かれたデータ形式、アスキー形式とはテキストで書かれたデータ形式のことです。 バイナリ形式の方が使用するデータ量を小さくすることができますが、使用するソフトウェア によっては読み込めないことがあります。アスキー形式はデータ量が大きくなってしまいます 69 が、バイナリ化することで圧縮が容易で、また比較的確実に読み込むことができるとされてい ます。 図3-2-3-3 3Dプリント出力操作画面(1) 70 図3-2-3-4 3Dプリント出力操作画面(2) 71 図3-2-3-5 3Dプリント出力操作画面(3) 72 図3-2-3-6 3Dプリント出力操作画面(4) 73 3.3 3Dプリンターによるデザインアイデアの展開 別冊「3Dプリント技術を活用した今日的ものづくりの方法とデザインの展開」にも記述をし ていますが、重要な項目ですので、再度述べさせていただきます。 3Dプリンターをどのように使用していくのかさまざまなアイデアがありますが、ここでは製 品デザインを対象にした3Dプリンターの活用法を考えていきます。 今日の工業製品は機能や性能が著しく発展し、コンパクトでその製造過程においてもさま ざまな方法で生産されています。射出成型、押出成型、金型鋳造、プレス加工、真空注型、 ブロー成型など多様な加工方法が採用されていますが、それぞれの加工方法にはそれぞ れの加工上の制約があり、製品デザインを行っていく上で、これらの製造方法や加工方法、 素材、機構等を把握していると的確なデザインを行っていくことができます。 これらの製品デザインの形状を想定しながら3Dプリンターを活用することは重要です。 3Dプリントは3Dコンピュータグラフィックスや3Dスキャナーによって、上記に示した工業 製品の加工方法によらない自由な形状をつくることが可能です。現在、普及が進みつつあ る一般的な3Dプリントは熱溶解積層方式と称されるものですが、今はまだ工業製品の生産 に適した品質を実現するのは難しい段階にあり、ホビーやフィギアなどの分野でいわゆる 「一品もの、少量生産」のための道具として使われているものが大半です。ですが、今後より 普及が進み、品質も向上すれば、製品製造、製品加工の1つの手段として多くの工業製品 に適用されることは考えられますし、いずれは3Dプリントが工業生産の中心となっていくこと もじゅうぶんに想定されるでしょう。 さらに言えば、従来の生産と消費という図式そのものが変わる可能性も3Dプリンターは秘 めています。以前からプロシューマ:Prosumer=Producer(生産者)+Consumer(消費者)と いう言葉がありましたが、3Dプリンターの進歩によって、その言葉が現実味を帯びてきてい ます。必要とする工業製品を3Dプリンターで自分が作り自分でそれを使う時代に入りつつ あるのは確かなようです。 74 3.4 3Dプリンター活用の実際 つぎに3Dプリンターの活用の具体的なプロセスを紹介します。まず、3Dプリンターの種 類を見てみましょう。ここでは主に小型の卓上タイプの3Dプリンターを紹介します。より高度 な3DプリンターでRP(Rapid Prototyping:ラピッド・プロトタイピング)と呼ばれる範疇に入 る機種はここでは省きます。 現在普及が進んでいる3Dプリンターのほとんどは、熱溶解積層方式と呼ばれる樹脂の フィラメントを加熱し溶解させたものを積層させていく方式を採っています。この方式の3Dプ リンターは低価格化が進み、パーソナルユースとじゅうぶんに呼べるほど小型で低価格帯の ものも販売されるようになってきました。 小型の3Dプリンターで熱溶解積層方式を採用した場合には、構造上、温度の管理や振 動と平行性の制御などの問題が発生します。そのため、それぞれの製品でこれらの問題を どう解決するかが重要とされてきましたが、メーカーの試行錯誤の結果、大きく分けて以下の 3つのタイプが作られるようになりました。 RepRap 型/メンデル型 RepRap.org プロジェクトにより開発されたオープンソースハードウェアシステムを用いるタ イプで、主要な部品を3Dプリントで製作できるようになっています。樹脂製の接合部を用い た簡易フレーム構造を採用し、小型軽量で、比較的低価格です。部品の交換により機能拡 張が可能ですが、多くは自作が求められます。その反面、フレーム接合部が3Dプリントされ た樹脂製のために劣化しやすく、構造的にも安定性が低いため、出力精度を維持すること が難しいのが欠点です。 自己複製機械というテーマで開発されたため、遺伝学の父と呼ばれるメンデルにちなん で命名されました。 フレーム型 全金属製、または一部樹脂製のフレーム構造を採用したタイプです。高いフレーム剛性 を備えるため、特に全金属性では出力精度が高いことと静粛性が特徴ですが、開放型のた 75 め温度管理が難しく、高価になってしまうのが欠点です。 ボックス型 箱型の筐体内部に機構を収めることで内部の温度管理が容易で、構造的にも出力精度 や安定性に優れているタイプです。高価になってしまうのが欠点で、また、完全に密閉型に してしまうと Stratasys 社の持つ特許を侵害してしまうため、他のメーカーのボックス型製品 は完全な密閉型を採用していない製品が多く、その場合は本来なら望めるはずの温度管理 上のメリットはあまりありません。 また、それぞれのタイプの長所を組み合わせた混合タイプも販売されています。まだまだ 発展途上の分野であり、販売されている製品も玉石混交といった趣ですが、主なタイプを後 で提示します。 熱溶解積層方式で使われるフィラメントは専用のものから汎用のものまで多くの種類があ り、また、この方式の普及とあいまって新たな素材も次々と開発されています。以下は標準 的に使われているフィラメントと、その素材特性イメージの一覧です。 」 76 フィラメント素材 フィラメント ABS PLA Polyflex BRONZE WOOD 表3−4 素材別フィラメント 77 フィラメント素材 素材特性イメージ Polyflex 78 Polyflex BRONZE BRONZE WOO 表3−4−2 素材別フィラメント一特性一覧 79 ■デスクトップ・ファクトリー 3Dプリンターをデスクトップ・ファクトリーとして活用していくためには、ハードウェアとソフト ウェアの拡充がまだまだ必要です。例えば、ユニバーサルデザインに対応するコップを作る ための専用のデザイン・アプリケーションがあれば、専門的なデザインの知識や技術をあまり 持たなくとも容易に自分に合ったコップを制作できる、といったものです。こういったものがい ずれ登場する可能性はありますが、現状はまだまだといったところです。 では、現状での3Dプリンターの活用事例を見てみましょう。 一口に3Dプリンターといっても種類もグレードも多く、パーソナルレベルから本格的製品 開発レベルまでさまざまです。本書ではパーソナルユースの機種を使用して3Dプリントの方 法を説明していきますが、併せて上位機種を用いた事例も紹介していきます。 パーソナルレベルに普及しつつある熱溶解積層方式の低価格帯3Dプリンターについて は先述しましたが、ここではより高価格帯の3Dプリンターについて紹介します。こちらもいく つかタイプがあり、それぞれに長所と短所があります。 光学造形方式 初期から存在する3Dプリンティングの方式で、光造形という略称で呼ばれるのが普通です。 液状の光硬化性の樹脂に紫外線レーザー光などを照射して硬化させ、積層していくことで モデルを造形します。極めて細かい積層ピッチで高精度なモデリングが可能で、また造形速 度が速いことも特徴です。ランニングコストが高いことや、紫外線硬化樹脂は劣化しやすく耐 久性に劣ることが欠点です。 インクジェット方式 光学造形方式の発展型で、印刷用のインクジェットプリンターのように光硬化性樹脂の微 細な液体を噴射し、紫外線を当てることで硬化させ、積層していく方式です。インクジェット プリンターで培われた技術からのフィードバックで、近年めざましい進歩を見せています。仕 上がりの表面を滑らかなものにすることができ、装置を比較的低価格に抑えられることなどが 特徴ですが、ランニングコストは光学造形方式同様に高くなります。 80 また、モデリング以外でも医療分野などでの活用が試みられているのもこのタイプです。 粉末焼結造形方式 レーザー焼結方式とも呼ばれます。ナイロンやメタルの粉末を満たした槽にレーザーを照 射して焼結させ、積層して造形していきます。耐久性の高い素材を使えることや複雑な形状 を出力できることが最大の特徴ですが、精度は多少落ちます。2014年にこの方式に関する 特許が期限を迎え、スタートアップ企業などから比較的低価格の製品が販売され始めまし た。 粉末石膏造形方式 石膏粉末をインクジェット方式で水や樹脂を噴射することで固め、積層していく方式です。 高速で造形でき、コストも安く済むこと、またカラー表現が容易なことが特徴ですが、強度や 出力精度はあまり高くありません。 ここで紹介する機種は、現在ではまだパーソナルユースと呼ぶには高価です。しかし、今 後低価格化していくことはじゅうぶんに予想されるものです。熱溶解積層方式と比べてもより 高精度なプリントが可能で、樹脂以外の素材を使うことができるタイプも存在します。次代の デスクトップ・ファクトリーを担う3Dプリンターは、ここに紹介するような機種がより進化したも のかも知れません。 3.5 3Dプリントのプロセス−3Dソフトウェアから3Dプリントへ− それでは次に3Dの具体的な制作に入っていきます。まず、アイデアに基づいて3Dソフト ウェアでアイデアを具体化していきます。ここで使用する3Dソフトウェアは Solidworks です。 Solidworks は広く使われている機械設計向けの CAD ソフトウェアです。 名前からも分かるようにソリッドモデリング(solid modeling)を主とするソフトウェアで、 容積を持つ3次元形状を使用してのモデリングとなります。一方、本書でも使用している Rhinoceros のように、サーフェスモデリングを主とするソフトウェアもあります。サーフェスモ 81 デリングの場合は容積を持たない外形面によって3次元形状を作っていきます。3Dプリンタ ーにデータを送信する際には、多くは STL というデータ形式が使われます。 3.6 3Dプリントのプロセス−3Dスキャナーから3Dプリントへ− 3Dプリンターの活用方法として3Dスキャナーと組み合わせた使い方があります。ここでは ユニバーサルデザインの視点とデスクトップ・ファクトリーのイメージで説明していきます。 私たちが日常的に使用している道具で手を使う道具はかなり多いと思います。キッチン用 品からカトラリー、工具、ステーショナリー、バッグ、乗用車、農具、農機具と多くの工業製品 の使用は手や足、体を用いて利用します。 その中で手を用いる道具は最も多いと思います。そしてこれらの道具は子供からお年寄り まで幅広く使われるものです。しかし、これらの道具の手を握る部分の形状は、子供が使うも のでもお年寄りが使うものでも同一の取っ手と持ち手で作られているのが普通です。 この取っ手と握り手の部分を3Dプリンターと3Dスキャナーを活用して作ります。手順は次の ように行います。 82 ① 紙粘土でその道具の取っ手と握り手の部分に合わせて自分の手で握って型を取る。 写真3−6−1 紙粘土による手がたの形状 ② 紙粘土が乾いたら3Dスキャナーでスキャンする。この時にスキャンしやすくするため、 プライマー塗料で塗装し細かい凹凸を埋めておく。 写真3−6−2 紙粘土による手がたの形状 83 ③ 3Dスキャン 写真3−6−3 スキャナー設定 ここで用いた3Dスキャナーは Scense でハンディタイプのものです。ファイル形式は ply です。 ④ 3Dスキャンデータを加工する。 写真3−6−4 スキャナーデータの取り込み スキャンデータをそのまま使用しても3Dプリントはできますが、型を取った際のそのままの 84 状態では、不必要な凹凸や正確にスキャンができていない部分などが残ります。形を整理 することでより手に馴染む形状となります。 写真3−6−5 スキャナーデータの面のチェック ⑤ NURBS 曲面へと変換する。 写真3−6−6 データの面整理 85 写真3−6−7 面の修正 写真3−6−8 データの面修正 写真3−6−9 データ修正完成 86 Geomagic Studio を使用してスキャンデータを点群データに変換し、不要なデータを取り 除きます(紙粘土で作ったときの不必要な凹凸の除去)。点群データをラッピングし、基本形 状を作ります。その後、さらに点群データを NURBS 曲面へと変換し、形状を整えます。この データをSTL形式に変換し、オペレーティング・ソフトウェアへと受け渡します。 ⑥ 3Dプリンターで出力する。 素材は ABS を用いました。プリントアウトしたモデルで握り心地や全体のバランス、イメージを 把握していきます。 写真3−6−10 3Dプリントアウト 87 写真3−6−11 形状の確認 写真3−6−12 しゃもじの制作 88 写真3−6−13 LED ライトの制作 写真3−6−14 LED ライトの評価 素材は ABS を用いました。プリントアウトしたモデルで握り心地や全体のバランス、イメージ を把握していきます。 デスクトップ・ファクトリーという考え方で3Dプリントアウトの事例を紹介しましたが、現時点 ではプリントアウトをしたものを実際に使用する場合は注意が必要です。実際に製品として 販売されている工具やキッチン用品などでは、安全面や耐久性など、それぞれの道具の使 用目的に沿った素材の適用基準があります。現在3Dプリントで使用されている素材はあくま で3Dプリントに適した素材であって、安全に自由に長く使えるような道具を作るための素材 ということではありません。 89 ■3Dスキャンの自動車デザインへの活用事例 次の事例は、自動車デザインで使われるモックアップを3Dスキャンした例です。 ① クレイモデルを3Dスキャンする。 写真3−6−15 乗用車のクレイモデル 自動車デザインで広く使用されている手法で、クレイモデリングという手法があります。 曲面を使用した比較的大きな形状のプロトタイピングに向き、インダストリアル・クレイなどと 呼ばれる熱軟化性の特殊な粘土を使用します。従来自動車デザインでプロトタイピングに使 用されていたのは木材や水粘土、油粘土などでしたが、加工の効率が悪いことや形状の維 持が難しいことなど、あまりプロトタイピングに適した素材とは言えませんでした。この粘土は 戦後アメリカで自動車デザインに対する需要が飛躍的に高まった頃に開発されましたが、熱 すれば柔らかくなり冷えれば固まるこの粘土を使用することで、プロトタイピングの効率と自 由度が飛躍的に向上したのです。 90 写真3−6−16 乗用車のクレイモデル 当時は粘土で作ったモックアップをアナログ式の3次元測定器で計測し、設計図面へと 書き起こしていくプロセスが取られていました。現在では大型の3Dスキャナーによって原寸 大の模型から直接に形状を読み取り、設計へと反映させる方法が取られるようになっていま す。 91 ② スキャンした画像をソフトウェア上で整理する。 写真3−6−17 乗用車3Dスキャンデータ クレイモデルは手作業で作られるために複製は困難でしたが、3Dスキャンが普及したこと で複製も比較的容易になりました。このまま大型の3Dプリンターで出力することも可能で す。 92 ■鋳物製品への3Dプリントの活用 鋳物製品への3Dプリントの活用を紹介します。 マスターモデルの制作には大きな労力が必要となっていました。また、効率のよいプロト タイピングをおこなうことも難しいものでした。手間をかけた製品は日本の鋳物産業の長所で したが、それは時代とともに短所にもなり、産業そのものが徐々に衰退する一因ともなってい ったのです。 その点、3Dプリント技術を活用してマスターモデルの制作を行えば、より効率よくプロトタ イピングを行うことができ、新商品の開発もしやすくなります。伝統の技術が最新の技術と融 合することで新しい姿に生まれ変わることも可能なのではないかと考えました。 ① 3DCADソフトウェアでマスターモデルとなる3次元形状データを作成。 写真3−6−18 Solidworks による3Dデザイン 93 ② 3Dプリンターでマスターモデルを出力 ③ マスターモデルから鋳物を製造 写真3−6−19 ④ 完成 写真3−6−20 3Dプリント型による鋳物商品 94 ■ 写真3−6−21 3−6-22 3Dプリントによるゴーグルの制作と検討ではプリントアウトし た結果、実際に着用して検討できるなど、人間工学(エルゴノミックス)からのアプローチも 可能です。 写真3-6-23 3-6-24のカップの制作でも同様な試みが可能になっています。 写真3−6−21 3Dプリントによるゴーグルの制作と検討 写真3−6−22 ゴーグルの3Dプリンティング(サポートを用いた出力) 95 写真3−6−23 カップの制作 写真3−6−24 3Dプリンターによる制作過程 96 ■最終製品製造について 3Dプリントによるプロトタイピングが終了すると、次に製品の製造につて検討しなければ いけません。製品製造ための各種型技術の特性を検討して生産技術に入っていきます。 写真3−6−25、写真3−6−26、写真3−6−27 に射出成型の製品例を提示します。 成形手法 特徴 主な素材 用途 生産規模 射出成形 複雑な形状 ポリプロピレン、ポ ボールペン等の 10,000 個(単位ロット)以上 リスチレン等 文具用品等 椅子等 大量生産 大量生産 ガス使用射出 ひずみのない ポリスチレン、ポリ 成形 均一な仕上がり プロピレン MuCell 成形 軽量化と寸法精 さ まざ まな熱 可逆 自動車部品、工 度 性プラスチック 具部品 複数の部材を ポリプロピレン、ナ 歯ブラシ、工具 大量生産 成形して機能性 イロン。熱可逆性 を高める エストラマー等 強度安定、複雑 ステンレス、低合 エンジニアリング 10,000 個以上 な形状 金鋼 部材 柔軟な生産、低 アルミニウム、鉄 鉄瓶、車のシリン インサート成形 金属射出成形 砂型鋳造 コスト 射出中空成形 鍛造 単品から量産まで可能 ダーヘッド 安い単価、高速 ポリエチレンテレフ での製造 タレート 金属の結晶構 スチール 容器 大量生産 工具、刃物 少量〜大量生産 造のコントロー ル、 表3−6 成形手法一覧 97 写真3−6−25 射出成形 写真3−6−26 射出成形 写真3−6−27 射出成形 98 4章 3Dプリントを介した、ものづくりプロジェクトの展開 3Dプリントを介してのものづくりは幾つかの点で有利な側面があります。一つはスピーディ な製品モデルの製作です。ビジネス上の有効なプロモーションとして各種展示会への参加 があります。これらの展示会はビジネスコンタクトや自社 製品の反応を得るために有意義ですが、新製品を取り添えることや、コンセプトモデルを提 示する経費や準備の負担は大きいものがあります。 また、完成品モデルを見せてテストマーケティングするのにも有効です。写真4-1は展示 会風景ですが、各種製品のプロトタイプを3Dデザインと3Dプリントで行いました。写真4-2、 写真4-3はハンガーのコンセプトモデルです。これらは SolidWorks データから上位機種 の3Dプリンターで実物大を制作したものです。これらのモデルを用いてテストマーケティン グをして、製作上の課題やビジネス上の有意義な情報収集に役立てることも有効です。 次の写真のように、3Dデザインを多種類制作し、3Dプリントで評価し、結果として写真4 -5、写真4-6が製品化されたものです。 写真4−1 3Dプリント活用による展示会の実施 99 写真4−2 3Dプリント上位機種による成形 写真4−3 3Dプリント上位機種による成形 100 写真4−4 3DCG による3Dプリントの検討 写真4−5 ハンガーの射出成形実作 写真4−6 ハンガーのディスプレイ 101 おわりに 3Dプリンターを使ってどのようなことができて、何を表現でるのかを廻って本書でその可 能性を探ってきました。3Dグラフィックソフトから3Dプリントへ出力するという一見シンプルで 簡単に聞こえる技術ですが、本格的に製品開発に適用しようとするとそう容易ではありませ ん。何となくの形はできるのですが、それが企業から生産する、あるいは販売となるとそう簡 単にはいきません。 自分のイメージに照らし合わせて、そのものの形が表現できることになれば3Dデザイン、 3Dプリントの機能はその性能以上にさまざまな効果やアイデアを促してくるのではないでし ょうか。 Rhinoceros の講義に使いました市販書籍は以下の通りです。 タイトル:Rhinoceros ver.5入門 著者:是枝靖久 出版社:株式会社ラトルズ 本体価格:3,800円 102 平成 26 年度文部科学省委託 「東日本大震災からの復興を担う専門人材育成支援事業」 岩手県の復興を担う次世代ものづくり人材育成支援プロジェクト ■推進協議会 ◎ 細川 潤哉 高田 孝一 谷藤 修栄 齊藤 由夫 斎藤 公美 細沼 俊也 鶴 鉄雄 多田 誠 本村 健太 籠谷 睦美 小田中 稔 天沼 倫太郎 米谷 芳彦 田中館 一久 吉岡 正勝 齊藤 雅枝 盛岡情報ビジネス専門学校 教務 システム系学科 盛岡情報ビジネス専門学校 校長代理・事務局長 盛岡情報ビジネス専門学校 教務部 教務次長 盛岡情報ビジネス専門学校 教務部 盛岡情報ビジネス専門学校 教務部 大阪芸術大学附属大阪美術専門学校 総合デザイン学科コミュニケーションデザイン専攻 教授 学校法人 上田学園 メディアセンター主任研究員/上田安子服飾専門学校 教員/ 大阪総合デザイン専門学校講師 岩手県立産業技術短期大学校 産業デザイン科 科統括・助教授 岩手大学 工学部 大学院工学研究科 教授 office CADMS 代表 office CADMS テクニカルマネージャー codeMo 代表 id.arts 代表 193tree 代表 有限会社ザ・ライスマウンド マーケティングマネージャー 一般社団法人 MONO 統括マネージャー ■講座実施分科会 ◎ 斎藤 公美 齊藤 由夫 本村 健太 籠谷 睦美 小田中 稔 天沼 倫太郎 田中館 一久 菊地 正宏 高橋 正樹 吉岡 正勝 上原 郁夫 盛岡情報ビジネス専門学校 教務部 盛岡情報ビジネス専門学校 教務部 岩手大学 工学部 大学院工学研究科 教授 office CADMS 代表 office CADMS テクニカルマネージャー codeMo 代表 193tree 代表 合同会社シンプルテキスト 代表 株式会社 IBC ソフトアルファ システム本部システム一部 有限会社ザ・ライスマウンド マーケティングマネージャー 一般社団法人 MONO/後藤建築事務所株式会社 顧問 ■地域連携分科会 ◎ 齊藤 由夫 斎藤 公美 本村 健太 籠谷 睦美 小田中 稔 天沼 倫太郎 田中館 一久 菊地 正宏 盛岡情報ビジネス専門学校 教務部 盛岡情報ビジネス専門学校 教務部 岩手大学 工学部 大学院工学研究科 教授 office CADMS 代表 office CADMS テクニカルマネージャー codeMo 代表 193tree 代表 合同会社シンプルテキスト 代表 ■開発分科会 ◎ 谷藤 修栄 齊藤 由夫 高橋 正樹 米谷 芳彦 菊嶋 正和 吉岡 正勝 上原 郁夫 盛岡情報ビジネス専門学校 教務部 教務次長 盛岡情報ビジネス専門学校 教務部 株式会社 IBC ソフトアルファ システム本部システム一部 id.arts 代表 株式会社サンライズ・クリエイティブ 代表取締役 有限会社ザ・ライスマウンド マーケティングマネージャー 一般社団法人 MONO/後藤建築事務所株式会社 顧問 平成 26 年度文部科学省委託「東日本大震災からの復興を担う専門人材育成支援事業」 岩手県の復興を担う次世代ものづくり人材育成支援プロジェクト 3Dプリンター活用のための3Dデザインの方法と応用 平成 27 年 3 月 学校法人 龍澤学館 盛岡情報ビジネス専門学校 〒020-0021 岩手県盛岡市中央通 3-2-17 電話:019-622-1500 FAX 019-622-1028 ●本書の内容を無断で転記、掲載することは禁じます。
© Copyright 2026 Paperzz