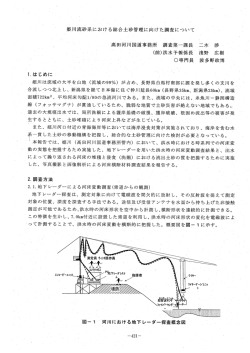
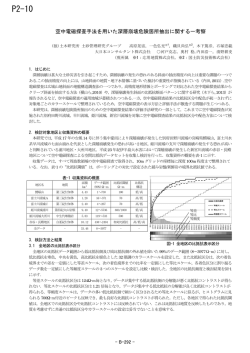
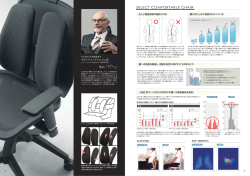
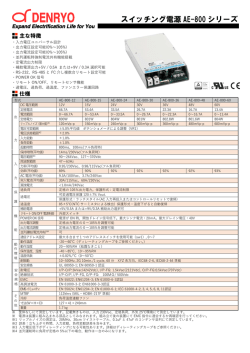
66/77kV CV ケーブル用ダイレクトモールド気中終端接続部の開発 5 66/77kV CV ケーブル用 ダイレクトモールド気中終端接続部の開発 Development of direct molded outdoor sealing end for 66/77kV XLPE cable 敦* 田中 Norbert MIKLI ** Dr. Matthias BERTH ** Atsushi TANAKA 辺見 清*** Kiyoshi HENMI 足立 和久 Kazuhisa ADACHI 瀬間 信幸 Nobuyuki SEMA エポキシブッシング表面にシリコーンゴムを直接モールドした完全乾式構造(ソリッドコンポジットタイプ) の 66/77kV ダイレクトモールド気中終端接続部を開発,実用化した。本終端接続部はプラグイン構造を適用 しており,本体材料は予め工場内で出荷試験を実施して現地に搬入されるため,信頼性が向上し,現地での組 立時間が短縮できる。また,従来の磁器がい管を適用した接続部と比較して大幅に軽量化し,絶縁油やガスを 使用しないことから現地作業の省力化が可能である。 We have developed and made the practical use of 66/77kV direct molded outdoor sealing end as a dry type (solid composite type products). This product uses plug-in technology which can be time saving on the installation at sites and high reliability because it has been made the product test in the factory. Extra features are light weight comparing with the conventional porcelain technology, and oil free and gas free products. 1.は じ め に 従来の 66/77kV CV ケーブル用気中終端接続部は重量物 2.構 2.1 造 完全乾式化 である磁器製がい管を用い,内部にはシリコーン油等の絶 ダイレクトモールド気中終端接続部はエポキシブッシン 縁油を注入していた。これらすべての組立を現地で行って グの表面にシリコーンゴムを直接モールドした完全乾式の いたため,工期短縮と工事の省力化が望まれていた(図 1)。 接続部である(図 2)。 そこで,ポリマーがい管メーカーであるタイコエレクト がい管部のスリム化,アルミ合金の適用により従来品の ロニクスアキシコムのシリコーンモールド技術を導入し, 1/2 以下に軽量化することで,重機を使用せずに組立が可 エポキシブッシング表面にシリコーンゴムを直接モールド 能となり,作業性が大幅に向上した(表 1) 。 した完全乾式構造(ソリッドコンポジットタイプ)の 内部に絶縁油やガスを使用しないことから,特別な設備 66/77kV ダイレクトモールド気中終端接続部を開発,実用 を使用しなくても,水平,斜め,逆さ取付け等,自由な設 化した。本終端接続部はプラグイン構造を適用しており, 置形態が可能である(図 3) 。 本体材料は予め工場内で出荷試験を実施して現地に搬入さ れるため,信頼性が向上し,現地での組立時間が短縮でき 2.2 プラグイン化 る。また,従来の磁器がい管を適用した接続部と比較して ダイレクトモールド気中終端接続部はプラグイン構造に 大幅に軽量化し,絶縁油やガスを使用しないことから現地 より本体材料と接続材料に分かれる。ケーブル側の接続材 作業の省力化が可能である 1)。 料は縮小形 Y 分岐,プレハブジョイントと互換性を有する ため,緊急時の対応が容易となっている。また,本体は予 * 東京電力株式会社 ** Tycoelectronics Axicom *** 株式会社エクシム め工場内で全数電気試験を実施して出荷するため,信頼性 が高い(図 4)。 昭 和 電 線 レ ビ ュ ー 6 Vol. 54, No. 1 (2004) 1.磁器がい管を適用 2.シリコーン油等を注入 3.がい管長にあわせて ケーブルを処理 4.がい管内部で 電界緩和 図 3 自由な設置形態 5.接続はすべて 現場組立 図 1 従来の気中終端接続部 縮小形Y分岐 現地組立 工場内組立 1.エポキシ表面に 直接シリコ−ンゴムを モールド 2.完全乾式の 固体絶縁構造 3.遮蔽金具の 一体化 4.アルミ合金の採用 全数電気試験を 実施し、出荷する 縮小形プレハブジョイント 図 4 縮小形 Y 分岐、プレハブジョイントとの互換性 3.組立工程の簡略化 ダイレクトモールド気中終端接続部はプラグイン構造を 採用しており,本体は工場内で加工され,現地に搬入され 5.がい管側は工場で 組立,プラグイン 構造を採用 る。このため,現地組立部品点数は大幅に減少している (図 5)。さらに,ケーブル処理長が大幅に縮小しているこ と,絶縁油の注入が不要なことから現地での組立工程が簡 略化できる(図 6)。 図 2 ダイレクトモールド気中終端接続部 表 1 気中終端接続部の比較 項目 従来品 開発品 磁器がい管(B-854) (ダイレクトモールド) 質量 約 180kg 約 80kg 平均直径 265mm 195mm がい管部全長 1322mm 1297mm 漏洩距離 2600mm 3973mm 従来型気中終端 ダイレクトモールドCH 図 5 現地組立部品の比較 66/77kV CV ケーブル用ダイレクトモールド気中終端接続部の開発 ケーブル 処理 がい管 エポキシ座 組立 160 ケーブル組込 ・圧縮金具組立 上部金具組立 ケーブル挿入 防食処理 プラグイン 絶縁油 防食処理 注入 大幅な圧縮 従来品 ダイレクトモールド 同等処理 ソリッド構造のため,絶縁油注入行程無し 汚損試験実測値 0.33 mg/cm2: 124.4 kV 140 汚損耐電圧(kV) ケーブル 処理 7 120 100 77kV級 線路最高電圧 80.5kV 80 60 ダイレクトモールドEB-A B-1454(超重汚損用) B-1054(重汚損用) B-854(軽汚損用) 40 プラグイン方式を採用したため,組立が簡略化 予め工場でがい管側を組立てるため、現地での作業は無い ケーブル処理長が大幅に縮小,作業の省力化 20 0 0.01 0.1 1 塩分付着密度(mg/cm2) 図 6 現地組立工程の簡略化 図 8 耐汚損特性比較 4.耐汚損性能 4.1 B-85(軽汚損タイプ) 耐汚損設計 ダイレクトモールド気中終端接続部の耐汚損性能は従来 の磁器がい管と同様,電気協同研究 第 35 巻 第 3 号に基 磁器がい管タイプ B-1054(重汚損タイプ) づいて決定している。がい管は平均直径を小さくすること で,短い漏洩距離で対応可能となる 2)。従来の気中終端接 続部は電界緩和のためのストレスコーン,エポキシ座等が B-1454(超重汚損タイプ) がい管内部にあるため,平均直径の太いがい管が必要とな る。一方,ダイレクトモールド気中終端接続部の電界緩和 ダイレクトモールドタイプ ダイレクトモールドEB-A のためのストレスコーン部はがい管の外部に配置させて (軽〜超重汚損共用タイプ) いる。このため,がい管の平均直径を小さくでき,軽汚 図 9 気中終端接続部の比較 損用がい管「B-854」と同等の全長で,超重汚損用がい管 「B-1454」と同等以上の耐汚損性能を得ることが可能とな った(図 8)。 従来は軽,重,超重の汚損区分により,適切ながい管を 選択していたが,ダイレクトモールド気中終端接続部は耐 汚損性能に優れるため,軽汚損から超重汚損まで 1 種類の 接続部で対応可能である(図 9) 。 4.2 耐汚損性能確認 耐汚損性能を確認するため,等価霧中閃絡試験を実施し た。超重汚損地域となる 0.33mg/cm2 の汚損状態において, 5%閃絡電圧は 124.4kV となった。この閃絡電圧は超重汚損 用がい管「B-1454」の性能を大きく上回り,優れた耐汚損 性能を有することを確認した。 図 7 がいし・がい管の設計基準曲線(154kV 以下) (引用:電気協同研究 第 35 巻 3 号) 図 10 等価霧中 5% 閃絡試験状況 昭 和 電 線 レ ビ ュ ー 8 Vol. 54, No. 1 (2004) 5.電気性能 5.1 初期,長期性能試験 JEC-3408 に基づき初期および長期性能試験を実施し, 66/77kV 気中終端接続部として十分な性能を有することを 確認した。 表 2 初期性能試験結果 項目 特性 結果 商用周波耐電圧試験 150kV 1 時間 良 ± 550kV 3 回 良 195kV 1 時間 良 雷インパルス 耐電圧試験 直流耐電圧試験 図 12 乾燥 AC 閃絡試験状況 表 3 長期性能試験結果 項目 特性 結果 65kV 連続課電 8h on / 16h off 長期課通電試験 良 商用周波耐電圧試験 エポキシブッシング単体閃絡試験 90 ℃ 152 サイクル シリコーンゴムが無い状態においても送電支障が生じな 105 ℃ 32 サイクル いことを確認するため,シリコーンゴムをモールドしない 雷インパルス 耐電圧試験 5.3 ± 550kV 3 回 良 状態で商用周波,雷インパルス閃絡試験を実施した。結果 90kV 10 分 良 を表 5 に示す。商用周波閃絡電圧が 138kV となり,運転電 圧(66/√─ 3 )に対して十分な裕度のあることを確認した。 雷インパルス閃絡電圧は 373kV となり,66kV 系統機器の 雷インパルス耐電圧である 350kV よりも高い性能を有する ことを確認した 3)。 表 5 エポキシブッシング単体の閃絡試験結果 項目 試験結果 乾燥 AC 閃絡試験 図 11 長期課通電試験状況 5.2 乾燥 Imp 閃絡試験 138kV (10 回閃絡 平均値) 373kV (40 回閃絡 平均値) 繰り返し閃絡試験 閃絡性能を確認するため,商用周波(乾燥・注水),お よび雷インパルスの繰り返し閃絡試験を実施した。結果を 6.機械性能 表 4 に示す。閃絡電圧は耐電圧値に対して十分な裕度のあ ることを確認した。 6.1 表 4 閃絡試験結果 項目 注水 AC 閃絡試験 試験結果 229kV (10 回閃絡 平均値) 注水 Imp 閃絡試験 612kV (負極) (40 回閃絡 50%値) 注水 Imp 閃絡試験 686kV (正極) (30 回閃絡 50%値) 乾燥 AC 閃絡試験 239kV (5 回閃絡 平均値) 曲げ荷重性能試験 ダイレクトモールド気中終端接続部に風圧荷重,地震荷 重,短絡電磁力の複合荷重が加わった場合を考慮し,複合 荷重の 2 倍以上である 2940N(300kgf)を試験荷重とした。 試験荷重の内訳を表 6 に示す。 曲げ耐荷重試験を実施後,電気性能確認として160kVまで 電圧を印加しても部分放電の発生しないことを確認した。 66/77kV CV ケーブル用ダイレクトモールド気中終端接続部の開発 表 6 曲げ荷重検討 7.ま 9 と め ダイレクト モールド 備考 気中終端 の表面にシリコーンゴムを直接モールドしたダイレクトモ 接続部 風速 40m 風圧荷重 388 気圧 760mmHg 気温 15 ℃ モ ー メ ン ト 加速度 0.3G 地震荷重 249 リード線 5m (硬銅より線 1000mm2) 短絡電流 I=31.5kA (N・m) 電磁力 639 相間 1.1m リード線 5m 合計 1.1 想定荷重(N) 1160 安全率 本接続部は次の特長を有する。 漓 エポキシブッシングの表面にシリコーンゴムを直接 モールドした完全乾式気中終端接続部である。 滷 内部に絶縁油やガスを使用しないことから,特別な 設備を使用しなくても,水平,斜め,逆さ取付け等, 自由な設置形態が可能である。 澆 従来の磁器がい管の 1/2 以下に軽量化したため,重 上した。 モーメント合計/試料長さ 2.5 試験荷重(N) ールド気中終端接続部を開発した。 機を使用せずに作業可能となり,作業性が大幅に向 1276 試料長さ(m) 軽量化,組立時間の短縮を目指し,エポキシブッシング 2940(300kgf) 想定荷重×安全率 潺 本体は予め工場内で全数電気試験を実施するため, 信頼性が高い。 潸 電力会社で採用されている縮小形 Y 分岐,プレハブ ジョイントの接続材料と互換性があるため,緊急時 の部品供給のための対応が容易になっている。 澁 部品点数が少なく,プラグイン構造を採用している ため,工期の大幅な短縮が可能である。 澀 がい管をスリム化したため,耐汚損性能に優れ,現 行の軽汚損用「B-854」と同じ全長で超重汚損用 「B-1454」としての適用を可能とした。 潯 電気,機械性能については 66/77kV 級接続部として 十分な性能を有している。 省力化および工事の短縮が望まれている電力設備にダイ レクトモールド気中終端接続部を適用することで,大きな 効果が得られると確信する。 参考文献 図 13 曲げ耐荷重試験状況 1)戸谷,田中他,平成 16 年電気学会全国大会 7-138 66/77kV ダイレクトモールド気中終端接続部の開発 2)電気協同研究 第 35 巻 第 3 号 変電設備の耐塩設計 6.2 耐震性能 ダイレクトモールド気中終端接続部の耐震性能を確認す るため,打撃法により固有振動数を測定した。変電所等に おける電気設備の耐震設計指針において,地震の周波数は 0.5 〜 10Hz と規定されている 4)。本接続部の固有振動数は この領域よりも高いため,耐震性に優れた接続部であるこ とが確認された。 3)JEC-0102 4)JEAG 5003 試験電圧標準 (電気学会) 変電所等における電気設備の耐震設計指針 (日本電気協会) 昭 和 電 線 レ ビ ュ ー 10 田中 敦(たなか あつし) 東京電力株式会社 工務部 地中送電グループ 主任 Norbert Mikli Tycoelectronics Axicom General Manager Technical & Sales, Axicom AG Dr.Matthias Berth Tycoelectronics Axicom Area Sales Manager Technical & Sales, Axicom AG 辺見 清(へんみ きよし) 株式会社エクシム 電力機器部 相模原品質保証課 係長 電力用機器の品質保証に従事 足立 和久(あだち かずひさ) 電機システム機器部 主任 電力用機器の開発に従事 瀬間 信幸(せま のぶゆき) 電機システム機器部 課長 電力用機器の開発に従事 Vol. 54, No. 1 (2004)
© Copyright 2026 Paperzz