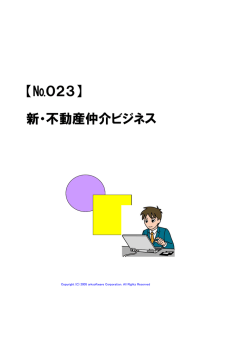
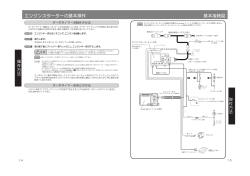
ティグ材料 .概 要 ティグ溶接ではスパッタやヒュームは発生せず、外観、形状に優れた 高品質な溶接部が得られます。電流と溶加量は連動せず、それぞれ任意 に設定出来るため、パイプの全周や裏波の溶接に採用されます。アーク が安定し、スパッタが出ないことから、薄板の溶接にも適用されます。 .溶接作業の要点 軟 鋼 〜 MPa 級 鋼 ︵ テ ィ グ 材 料 ︶ トーチ角度10〜20゜ 溶接方向 )溶接用電源 トーチ 定電流特性(又は垂下 タングステン電極 電極突出し長さ Arガス 特性) の直流をDC (−) 棒角度 溶加棒 (下向溶接概要図) ビード 15〜30゜ で使用するのが一般的 母材 です。 アーク長 )シールドガス アルゴン等の不活性ガスは酸化を防ぎますが、ガス中の不純物は電 極消耗を早めるため、溶接には溶接用高純度アルゴン(JIS K で定める)を使用して下さい。配管経路が長い場合、ゴム製管は水 分増加する場合があり、金属管やテフロンチューブ管が適します。 シールドガス流量は、 〜 ℓ/minが適当です。裏波溶接では、 裏面酸化防止のため、バックシールドをすることが望ましいです。 )タングステン電極 一般に 〜 %トリア入り電極が用いられます。電極先端が消耗す るとアークの集中性が悪くなるので、グラインダー等により研削仕 上します。 )電極の突出し長さとアーク長 シールド状態を良好に保ち、電極先端や溶融池が良く見えるように するには、ノズルからの電極の突出し長さは mm程度が適当です。 アーク長は 〜 mmが適当で、長過ぎるとシールド不良になり、 またアンダカットが発生し易くなります。 )開先部の清掃 ティグ溶接は開先の汚れに敏感です。スケール、錆、水分、油脂等 の付着物はピット、ブローホールやアーク不安定の原因になるので 十分に除去して下さい。 )防風および換気 風の影響を受け易く、屋外では防風対策をして下さい。また、室内 では酸欠防止に適度な換気をして下さい。 ―102―
© Copyright 2026 Paperzz