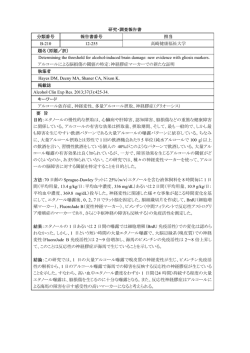
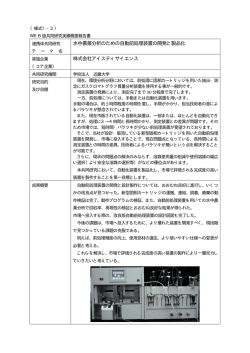
平成21∼22年度 (共同研究) 研究成果事例 工作機械の簡易熱変位補償法について 8 7 温度変化 (K) 6 5 実測 4 シミュレーション 3 2 1 0 0 500 1000 1500 2000 時間(sec) ▲図2 ▲ 図1 加工装置の熱変位 温度上昇のシミュレーション (スピンドルの下蓋) 工作機械は、高精度及び高速化がますます進み、増大する発熱と それによる変形が原因の加工誤差が問題になっています。その対策 として、回転する工具を取り付ける工作機械の主軸スピンドルを対 象として熱変位シミュレーションに取り組み、各部の温度上昇予測 が可能となりました。 主軸スピンドルは発熱量が大きく、自 身の熱変形が加工誤差に与える影響も大 きいという特性があります。 あまりコストを掛けずに加工誤差を補 正する方法としては、装置の複数の箇所を 温度計測し、それから工具先端のずれを予 測し、そのずれ分を補償する手法があげら れます。 その予測精度を上げるために、一般的 にはコンピュータシミュレーションを行 共同研究機関 県内企業 います。ただし、シミュレーションには、 発熱や放熱に関連する直接計測が困難な パラメータが必要です。この研究では、 それらのパラメータを短時間で求める手 法について取り組みました。その結果、 0.5℃以内の誤差で温度の予測が可能と なりました。 これにより、スピンドルの温度上昇が 予測可能となり、工作機械全体の熱変形 補正に応用できます。 お問い合わせ先 工業技術研究所 機械科 電話 054−278−3027
© Copyright 2026 Paperzz