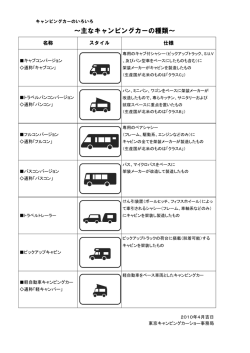
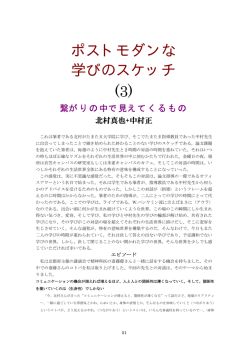
ファイバーディスク になる。厚塗り、エア中の水分、蒸発 は 16 ∼ 80 程度と粗い。研削力に優れ の速いシンナーの利用、塗料粘度が高 ているが、深い傷もつきやすい。基材 い、なども原因になる。強制乾燥では は木材パルプや綿から製造された 「バ 塗料メーカーのマニュアルに沿って、順 ルカナイズドファイバー」 。研磨 粒子 を追っておこなう。適正なシンナーを は、アルミナ (AA)、シリコンカーバイ 使用し、一度に厚塗りしない。 ド (CC)。 補修 程度が低ければポリッシュ、あ ファイバーパテ るいはサンディングして再塗装、深け パテの種類。グラスファイバーを配合 れば上塗りそのものを研ぎ落として再 している。密着性、強度、柔軟性など、 塗装する。 パテのなかでは最も優れた性能があ る。厚付け可能でバンパーなど、柔軟 なものにも利用できる。サイドシェルや バイクのガソリンタンクなど鋼板の引き 出し・叩き出しが難しい部分に重宝す る。硬化には通常よりも高い温度と時 間が必要で、作業性は悪い。 ファイヤーパターン フレーム・パターン 塗装直後 ファイル 【File】 英語では 「ヤスリ」の意味。面がヤスリ ひ・ふ そのものと、その機能を持つものを指 加熱 ピンホール している。後者にはサンドペーパーを 付ける 「手研ぎ用ファイル」などがある。 ハンドファイル フィッシュ・ボーン シンナー(溶剤) 空気 【Fishbone】 特性要因図。英語は 「魚の骨」の意味 で、中央に背骨があり上下に線がある 図式でもって、問題点に対する様々な 要因を分析し、解決していくために作 成するチャート図。品質管理やトラブ ふ ファイバーディスク 金属表面のバリ取りや塗膜のはく離に 使 用する 研 磨 ディスク。 ディスクサン ダーなどに装着して使用される。番手 300 BSR-IK ルの要因分析で使われる。 アライメント 状態 再測定・確認 キャスタが 変化 調整前に戻す サスペンション形式を確認 キャンパのみ 調整 ストラット式 アッパーマウント調整式 ダブルウィッシュボーン式 調整機構の種類 ブース用フィルター フィッシュアイ 封印 【Fish Eyes】 ナンバープレートの封印。リヤバンパー ハジキ 損傷を修理するためにナンバープレー フィヨン・テクノロジーズ ト脱着・交換の場合、再封印が必要に 【FILLON TECHNOLOGIES】 なる。2006 年 5 月、道路運送車両法 フランスの大手塗料撹拌機メーカー。 の改正により、再封印業務等の受託者 1954 年 に 創 業。1995 年 8 月に日本 として指定整備工場と特認 1 種、2 種 事務所を開業。フィヨン・ピションと 工場が追加され、該当工場は再封印 FAS の両ブランドで、国際的にも高い のため運輸支局まで持ち込まなくても シェアを誇る。2003 年時点には、日本 すむようになった。なお、国土交通省 の 70%のミキシングマシーンは、フィヨ は盗難対策として 2004 年 9 月より封 ン・テクノロジーズの OEM。 印を自己破壊型に変更している。再封 フィルター 印の見積り金額は、条件により異なる。 【Filter】 ゴミやミストなどを取るための膜。コ ブース 【Booth】 ❶塗装ブース、調色用ブース、簡易型 装ブースなど、ゴミ・ホコリを嫌う塗装 ブースなどの略称。 関連で使われている。防塵マスクなど ❷小間。展示会で出展者が占有してい もそれ自体がフィルターといえる。しか る一区画。 し、多くは塗装ブースの給気側、排気 ブース加算 側のフィルターを指している。素材や 補修塗装指数の割増項目となる付加 サイズは各種あり、目的に合ったもの 数値。 「2K 塗料」 (指数では国産 2 液 を使用する。難燃性もポイントになる。 /2 液のベースコート方式の塗料を意味 ブースメーカーや発売元、フィルター取 する)および水性塗料で、遅乾タイプの り扱い先に自社のブースに合わせてサ クリヤーを使用してメタリック塗色や 2 イズをカットしてもらうこともある。 コートパール塗色を塗装し、塗装ブー フィルムペーパー スにて乾燥させた場合に、加算基礎 フィルム基 材のサンドペーパー。紙基 数値に加算する割増数値。 材よりも均一な面で研磨できる。深い ブース用フィルター 傷が入らない特徴があり、肌調整や足 塗装ブースや調色用ブースなどのフィ 付け用で使用されている。基材はポリ ルター。本格タイプの塗装ブースでは、 エステルなど。 給 気 用と排 気 用がある。給 気フィル 経緯 1991 年、コバックスが「ラブラッ ターは外気より侵入しようとするホコリ プ」を発売。1996 年には、住友スリー を取ることを目的としている。一方、排 エムが「空 研ぎ仕 上げディスク」、コ 気フィルターはブース内の塗装ミストを バックスが「バフレックス」、翌 1997 年 屋外に放出しないことを目的としてい には日本研紙が「フィルムマジックペー る。紙、ポリエステルなどを素材にして パー」をそれぞれ発売し、高番手フィル いる。ガラス繊維は廃棄の関係から使 ムペーパー研磨材の一分野ができた。 用されなくなってきている。 BSR-IK ふ ンプレッサーなどのエア関連機器、塗 301 風袋引き 風袋引き[ふうたいびき] くしてペーパー傷を消していき、最後に はかりなどで調色カップなどの容器の P240 くらいで周囲を足付けする。フェ 重量を最初に引いてゼロ状態にするこ ザーエッジの幅は、塗膜の厚さや技術 と。 デジタル計量器の基本機能。 者の好みにも左右されるが 3 ∼ 5cm、 フェイシア 足付けはさらに 2 ∼ 3cmというところ。 【Fascia】 英語の意味は 「羽根のように外側が薄 英語では 「帯」や「長い平たい壁」の意 くなったもの」で、特に自補修だけの用 味。 「バンパー・フェイシア」は、表側の 語でもない。 樹脂製の横長の部品。 フェイス・プロテクター 安全衛生保護具。頭にかぶり、顔全体 を覆う透明な板。板金作業などで、研 磨時の金属粉、溶接時のスパッタから 顔を保護する。溶接面の役割をするも のもある。 フェライト組織 【Ferrite】 鋼の結晶構造。炭素をほとんど含まず 軟らかく延性に優れている。組織は多 角形状の集合体で腐食されにくい。高 張力鋼板は、硬いマルテンサイト組織 と加工性をよくするためにフェライト組 ふ 織を共存させている。 フェースマン 【Face Man】 イト組織 フェルトバフ マスキング、サンディング、プラサフ塗 フェルト (Felt)は羊毛など動物の毛を 装などの担当者。外国の一部で使われ 圧縮して作った厚い布で、これを素材 る。 にバフに加工したもの。黒色のツヤ出 フェザーエッジ しやバフ目消しに適する。 【Featheredge】 段落とし 板金作業で鋼板素地が露出している 箇所や傷ついている旧塗膜を研磨し て、塗膜の段差を滑らかなスロープに した状態。この作業を 「フェザーエッジ ング」 (Featheredging) や 「段落とし」と いう。段差があれば、密着性も悪くな り、のちの塗装トラブルのもとになる。 ダブルアクションサンダーで P80 ない しは P120 ペーパーで、外から内側へ 向かって研磨する。さらに番手を細か 302 オーステナ BSR-IK フォードカップ№ 4 【Ford Cup】 F.C.#4(略語) 粘度計の代表的なもの。カーメーカー 袋構造 のフォードが考案。100mℓの容器に よく撹拌し、ろ過して使用しないとス φ 4mm の流出口が底についている。 プレーガンのノズルの詰まりの原因に 粘度計はカップによって容量と穴が異 なったり、仕上がり面の塗り肌にも影 なるため、特定した形で塗装マニュア 響を及ぼす。 ルには秒数が記載されている。 復元 もとの位置や形態に戻すこと。車体修 粘度計 フォルクサムオート 【FOLKSAM AUTO AB】 理の場合には、 「外観」だけではなく 「強 度」、 「機能」 、 「耐久性」を事故前の状 世界で最初の保険会社のリサーチセン 態にできるだけ近づけることを指す。 ター。スウェーデン。フォルクサム保険 複合組織型高張力鋼板 会社のリペアリサーチ工場。1963 年 組織強化型高張力鋼板 の開所時の名称バクショ・ビル & カ 副資材 ロッセリから、1978 年 10 月に、フォル 塗装に使用する上塗り・プラサフなど クサムオートに名称変更、工場も新し 塗料類 (主資材)以外の消耗品の総称。 くした。 ①サンドペーパーなど研磨材、②コン フォルダ パウンドなどポリッシュ用品、③マスキ 当て板 サンディングブロック ングテープやペーパーなどの養生品、 ④ウエスやタッククロス、⑤ 使い捨て ハンドファイル 防塵マスクなど安全衛生対策品など。 補修塗装指数の外板パネルの構成要 ⑥パテも副資材の代表的なものに含ま 素。車種ごと、車両区分ごとの差異の れる。 小さい作業についての指数値をまとめ 輻射熱[ふくしゃねつ] たもの。必要に応じて指数値を選択し 熱の伝わり方のなかで、放射による熱 て加算する。項目には、①ドアサッシュ を指す。直接、物体に当たり、温める。 黒塗り (半ツヤ)、②ボデーストライプ、 〔例〕遠赤外線乾燥機のヒートエレメン ③ボデーシーリング、④防錆ワックス、 トからの熱線でパネルが温まる。太陽 ⑤低隠ぺい性塗色、⑥ 2 コートソリッ 光の熱で体が温まる。 ド、⑦ブース加算、⑧ 2 トーン加算が ふくれ ある。 ①塗膜のトラブルの 「ブリスター」を指 吹き付け圧力 す。ほかにも、ふくれが見られるのは、 スプレーガンの管理項目。ガンのエア ②錆びた箇所、③パネルの延び、など 圧力を高くすると空気の量は増え、塗 もある。 料の霧は細かくなる。高すぎると塗料 袋構造 の飛散が多く、塗料の損失が増える。 ブリスター 閉断面構造 一方、圧力が低いと塗料の霧は粗くな ボデー構造。アウターパネルとインナー り、ゆず肌、ピンホールなど塗膜欠陥 パネルにより閉じられた空間になって が出やすい。 いる部位や部品の構造。断面積が四 ゆず肌 ふ 付加数値 吹き付け粘度 角いメンバー以外の、形状が複雑な部 塗料をスプレーガンで塗装する際の粘 位やパネルを指す。 閉断面構造 度。粘度を適正なものとして、塗料は BSR-IK 303 不織布 不織布 る。 繊維を織らずに絡み合わせたシート状 フタロシアニンフレーク の素材。研磨材、マスク、防塵 服など 【Phthalocyanine Flake】 アクリルエナメル に採用されている。ケバ立ちにくく、糸 特殊顔料。ブルーやグリーンの着色顔 のほつれも少ない。 料であるフタロシアニンを結晶化して 不織布研磨材 薄片状にしたもの。初採用の塗色での ナイロンたわし スコッチ・ブライ サイズは約 25μm と大きめ。半透明で、 ト 反射光はブロンズ、透過光はブルー。 付随作業 1991 年 5 月、トヨタ・ソアラ (Z30 系) 「指数テーブル」での用語。脱 着取替 の 2 コートパール色 8J5 ダークブルー 指数の作業項目のうち、 主体作業に含 マイカフタロシアニンに初採用された。 まれない関係部品の脱着または取替。 「指数テーブル」の見出し項目の内容に おいて、 [除]の欄に記載されている作 業。ある部位の主体作業をする上では 付随的に必要な作業である。他の作 25μm 業との重複がなければ、見積書には、 別途計上する。 ブチルテープ 両面テープ。ポリエチレンネットをベー スとし、両面にブチルゴム系粘着剤が 塗布されている。耐久性、耐水性、耐 ふ 主体作業 寒性などに優れ、またほとんどの材質 によくなじみ、粘着力も大きい。 両面テープ 付随作業 付着性 密着性 付帯作業 「指数テーブル」での用語。脱着取替指 【Dirt】 数の作業項目のうち、 主体作業に含ま ホコリやゴミが塗膜に付着して、それ れる小物部品類の脱着・取替。見出し が乾燥後に凸部になったもの。 項目の内容で、 (含)欄に記載されてい 304 ブツ ゴミ・ブツ る作業。主体となる部品に取り付けら フック れている、もしくは関連している部品 【Hook】 を付帯部品といい、付帯部品にかかわ ボデー修正、板 金 用ツール。先 が 釣 る作業は主体作業との複合作業とな り針のように曲がったかぎ形 状のも るため、見積りには別途計上できない。 の。引っ掛けて引き作 業や固定で利 フタル酸エナメル 用する。①タワーやチェーンプラーの 1926 年にフタル酸樹脂塗料が開発さ チェーン先、②スライドハンマーの先、 れ、1930 年には焼 付タイプが 完 成。 ③チェーン用フック、④フック状のクラ 一般的にはアルキド・レジンと呼ばれ ンプ、⑤穴に入れて手で引き出すハン BSR-IK 部品 ドフックなど各種あり、これらのツール をブレンドしてある。強制乾燥も当初、 の略称でもある。なかでも、ハンドフッ 70 ∼ 80℃と高温。しかしその後速乾 ク、スライドハンマーやフック形状のク 性タイプ (60℃)が追加され、作業性は ランプについて使われることが多い。 向上した。コストは高い。 ブツ取り用具 乾燥後の塗膜に付着しているブツ、ホ コリ、ゴミの頭を削り取るツールの総 称。個々には、①空研ぎペーパーをは じめ、②特殊硬質ガラスメタル、③金 ハンドフック 属性メタル、④カッターナイフの刃、⑤ プッシュプル一様流換気装置 当て木・当てゴム、⑥ラバーとセラミッ 上下圧送式塗装ブース。有機溶剤中毒 クフィラーの特殊素材、⑦研磨砥石な 予防規則での呼称。 どがある。 塗装ブース プッシュプル型塗装ブース 上下圧送式 塗装ブース 部品 自動車部品の種類は多い。車体修理 にかかわるものは 「ボデー部品」や「機 フッ素樹脂を主成分とするクリヤー。 能部品」の一部になる。修理用に供給 フッ素樹脂は諸性能に優れており、こ される部品を 「補修部品」と呼ぶことが のクリヤーは長 期間光 沢を維 持し、 ある。カーメーカーでは修理性を優先 また撥 水性に特 徴がある。ちなみに した場合に、補修部品が組み立て単位 デュポンの 「 テフロン」もフッ素 樹 脂 と異なる場合は、別ラインで生産して である。1988 年 2 月、日産自動車が いるものもある。 ローレル誕 生 20 周年記念 特別限定 供給単位 コンプリートやアッセンブ 車「ローレル・スーパーメダリスト」 (生 リー (ASSY)から、 それを構成する個々 産台数 2,000 台)に世界で初めて採用 の単品、さらに小さいものではシール した。234 ホワイトパールトーンのクリ 1 枚、クリップ 1 個まである。反対に単 ヤーコート (膜 厚は 25 ∼ 35μm)に使 独で供給されないものは、強度等の問 用。1988 年 12 月、新型ローレル (C33) 題でアッセンブリー交換が指示されて で全タイプに適用を広げた。 「スーパー いるものなどになる。カーメーカー系列 ファインコーティング」 (略称 SFC)と呼 の部品販売会社では、修理に使用する び、塗装車にはラベルを添付して識別 資料や機材も 「部品」として流通してい を図った。さらに 1989 年に予約販売 ることがある。 のパオに全車 (51,657 台)塗装されるこ 種類 部品には、①カーメーカーが品質 とで、修理機会も増えることになった。 保証する純正部品、②社外部品、③中 採用が増えたため、塗料メーカーは、 古部品に大別できる。近年はカーメー 各々フッ素樹脂クリヤーを発売した。 カーも、安 価な第二純 正部品や再 生 補修では、フッ素自体の密着性がよく 部品を販売することがある。純正でも、 ないため、足付けを入念にすることと、 本田技研工業が 2002 年 9 月に、7 年 ブロック塗装になる。また組成では、 間以上経過した低年式車対象の廉価 フッ素樹脂だけでなく、アクリル樹脂 版補修用部品を発売した例がある。こ BSR-IK ふ フッ素樹脂クリヤー 305 部品検索システム ふ れはボンネット、フェンダー、バンパー (FAST)」を開発、当初はイラスト情報 で、鋼板の材質変更、梱包の簡素化、 はなくブック検索であったが、1988 年 塗装なし素地バンパーなどによる製造 12 月にはイラスト検索方式に発展させ コストの削減で、新品より一律 20%オ た。1988 年 7 月にはトヨタ自動車が フを打ち出したもの。 最初から分解図のイラストに部品情報 部品価格 部品は識別のため番号が付 を加えた「トヨタ補給部品電子カタロ され、それに対しての価格の設定があ グシステム」を、マツダも同時期に 「オー る。部 品 価 格 は毎 年 2 回、4 月と 10 トマチック・パーツナンバー・サーチシ 月の大幅改定が一般的であるが、随 ステム (APS)」をそれぞれ開発。三菱 時見直され変則的な改定もある。改定 自動車工業は 1989 年 4 月に 「部品番 では一般的には価格は上がるが、極端 号自動検索システム (CAPS)」を開発し に下がる場合もある。見積書の作成で ている。 は、部品価格は最新のものを確認した 部品倉庫ネット い。カーデーラーからの受注の場合は、 広島県自動 車 車体 整 備 商 工 組合 が 部品支給になるが、一般客では部品購 2001 年にオープンしたインターネット 入になる。自前の場合は第二純正部品 サイト。2009 年 11 月に大幅にリニュー や中古部品などで修理金額の低減を アルして利便性を高めている。リサイク 図りたい。 ルできる部品の再利用が目的。全国の 発注 部品の発注は、販売会社へ電話 車協組合員は、所属の単組を通じて出 やファックスでおこなうが、型式、年式、 品料になるポイントを購入する仕組み。 グレード、類別区分など、細かい情報 UR L は、http: //www.buhinsoko. を伝えないと、誤発注になるので注意 net/。 する。また、発注から納品までに時間 部品代 がかかる部品もある。作業に取りかか 修理料金の要素。部品にかかわる費用 るタイミングも考えなければならない。 の合計で、修理費全体の約半分を占め ASSY 社外品 部品検索システム 社から購入したときのマージンは 5 ∼ いまでは、部品情報も電子データ化さ 10%。カーデーラーからの受注では部 れ、車体修理工場ではコンピューター 品支給になる。修理料金の半分を占め の見積りソフトで、部品とその価格を る部品からの利益が少ない。車体修理 検索し、作成した見積書から部品発注 工場は、工賃がすべてといわれるゆえ 書を作ることができる。カーメーカーで んでもある。 はネットでの検索ができるようにして 部品番号 いるところもある。カーメーカーがシス 部品それぞれに付けられた整理用の テム化に乗り出したのは古く、1980 年 番号。カーメーカーで微妙に異なるが、 代後半になる。修理部品を検索し、発 ほぼ 10 桁 (8 ∼ 13 桁)程度の数 字ま 注するまでの業務を効率化するための たは英数字で特定できるようになって システム構築では、1987 年に日産自 いる。車種、グレードごとに細分化さ 動車が自動車メーカー初の CD-ROM れている。 で の「 部 品 番 号 自 動 検 索 システム 306 ている。車体修理工場が部品販売会 BSR-IK 代替部品 プライマーサフェーサー 部品販売会社 カーメーカー系列と地域の部品商があ る。カーメーカー各社の部品を扱う地 スライドハンマー ブライト 【BRIGHT】 元の部品商社は、メーカー系部品販売 日本ペイントが 1976 年に発売した 「低 会社から仕入れた純正部品を中間卸 温焼付型上塗り」。全塗装用の 1 液タ 売り販売するケースも見られる。部品商 イプ。80 ∼ 90℃の焼付時の温度管理 の組 織には、全国自動車部品小売商 が難しく、長い期間は販売されなかっ 団体連合会 (全部連)がある。カーメー た。 カーの純正部品流通策は 1966 年、ト プライマー ヨタが部品共販会社を作ったことに始 【Primer】 まる。日産は部販と略される販売会社 防錆や塗料の密着性を高めるための があり、マツダ、三菱自工も部品販売 下地塗料。英語のプライムは 「一番最 会 社を全 国 展開している。2003 年、 初の」 という意味になる。 「ウォッシュプ 日産は内製化工場への塗料の販売を ライマー」などがある。 開始している。トヨタは 2007 年、純正 プライマーサフェーサー 水性塗料を発売した。 部品名称 【Primer Surfacer】 プライマーサーフェーサー プラサ 車を構成している部品の名前。細かい フ (略語) 部品はいくつかの名称が重なって長く 下地塗料。下塗り (プライマー)と中塗 なるものもある。機能や構造、形状が り (サフェーサー)の性質を兼ねたもの。 サフ (短縮語) 「プラサフ」と略されることが多い。プ が異なることが多い。ただし、カーメー ライマーは防錆と密着、サフェーサー カーの発行物でも資 料によっては微 は膜厚と平滑性、充填性を目的として 妙に記述が振れている場合もなくはな おり、それらの機能を有したものとなっ い。見積書では、そのメーカーの呼称 ている。その他、シール性、耐水性も に沿った記載になる。 大事な性能となっている。顔料と樹脂 部品用ブース の比率は約 2:1 で、体質顔料の量が パーツブース 多い。充填性が高いものは「プライマー プラー フィラー」 (Primer Filler)と呼 ばれ、 【Puller】 外資系塗料メーカーを中心にして発売 プーラー ふ 同じでもカーメーカーによって呼び名 されている。 たいていはパネルのへこみを修正する 種類 樹脂からは①ウレタンプラサフ 際に、表面に溶接したワッシャなどに (2 液 ) 、②ラッカープラサフ (1 液 )、 先を引っかけて引き出すために使用す ③合成樹脂プラサフ (1 液)に大別でき る 「スライドハンマー」プラーを指す。ほ る。ほかには光硬化型プラサフや水性 かにもテコの原理を使ったレバータイ プラサフ、エポキシ系プラサフ (2 液) プやグリップタイプなどが 存在する。 もある。いまではウレタンプラサフを ボデー修正作業でボデーを引き出す際 中心にして、軽補修などの狭い面積な に、チェーンを少しずつたぐり寄せると どではラッカープラサフ、劣化気味の きに使用するチェーンプラーもある。 塗膜などでは合成樹脂プラサフ、とい BSR-IK 307 プラグ溶接 う使い分けになる。 機能面では「カラー プラサフ」 、 「明度調整プラサフ」があ る。これらは上塗りと同系色にするか または明度を合わせることで、上塗り のトマリを良くし塗り回数を少なくする ためのもの。 工程 旧塗膜の足付けやパテの面出し が 終了後、周 囲をリバース・マスキン グして、ノズル口径 1.5 ∼ 1.8mm のス プレーガンで 3 回 (プラサフの種類や 穴径は板厚等で調整する プラサフ プライマーサフェーサー 塗装範囲、状態によって回数は変わる) ブラシサンダー 前後塗装する。1 回目は厚塗りは避け 先のパッド部分が、ブラシ状になって る。塗装方法は、塗り広げる方式と塗 いるサンダーまたは回転ドリル。素材に り狭める方式がある。乾燥後、スアナ はワイヤや研磨砥粒のついた樹脂があ 等は拾いパテで修正し、耐水ペーパー る。ワイヤタイプは、サビを取り除く際 で手研ぎするか、ダブルアクションサン に使用するハードタイプ、樹脂タイプは ダーまたはオービタルサンダーで空研 小型の足付けタイプ。 ぎする。上塗りの塗色にもよるが、番 リット プレコートグ 手は手研ぎで P400 ∼ 600、空研ぎは P240 ∼ 600。プラサフ研磨 後は、周 囲の旧塗膜を足付け研磨する。 ふ カラープラサフ 明度調整プラサ フ プラグ溶接 ブラシホイール 【Spot/Plug Welding】 ミグプラグ溶接 溶接 アークスポット 点付け ミグ溶接機による溶接方法。上のパネ 308 プレコートグリッド プラスチック 【Plastic】 合成物質 ルに穴を開け、トーチのワイヤを中心 「可塑性物質」の意味であるが、 「合成 に垂直になるようにして溶け込ませる。 樹脂」 を指していることがほとんどであ ①スポット溶接機では作業がしづらい る。熱可塑性樹脂 (TP)と熱硬化性樹 箇所、②強度を必要とする箇所、③合 脂 (TS)がある。硬軟各種あるが、軽 わせ枚数が多い箇所でおこなう。穴開 量で自由に成形ができる点に特 徴が けには 「パンチングツール」がある。穴 ある。19 世紀後半から合成樹脂のセ 径は、鋼板の種類や厚さで変化する。 ルロイドが登場し、1930 年代あたり 一 般 的 な 0.8mm の 鋼 板 で は、5 ∼ から急速に発展を遂げた。これは主成 6mm が適当である。カーメーカーのボ 分が樹脂である塗料の歴史とも重な デー修理書においては、高張力鋼板で る。一般的なプラスチックはグリルやト 穴径 10mm を指示されている場合も リムなどに使用されるが、パンパーや ある。 外板は、鋼板と同時にライン塗装する BSR-IK ブラックホーク 場合があるため新規開発の複合素材 300」は、プラズマ切断機能を持つアル エンジニアリングプラスチックを使用 ゴンアーク溶接機。1985 年ごろには することも多い。ほかにも制振鋼板で ダイヘン、大同興業、国際自動車興業、 は鋼板の間に樹脂をはさむ複合 鋼板 松下産業機器からたて続けに発売さ もある。 れ、認知度が高まった。 熱可塑性樹脂 熱 硬化 性樹脂 ブラックアウト塗装 プラスチックテープ 縁取りテープ つや消しブラック ラインテープ マットブラック ❶ドアの窓枠やセンターピラー上部な マスキング用品。素材はポリプロピレン ど、部分 的に黒色で塗り分け塗装を など。アール面やライン面をマスキング 施す新車塗装のこと。スタイリングの する際の縁取りに適している。ケバの 一体感や連続感を高める効果がある。 ないきれいなラインができる。 方法は、電着塗装により車体の鋼板上 プラスチックパーツ に下塗り塗装を施し、ドアなどのフタ 物部品のヘミング部などにボデーシー 樹脂部品 ラーを塗布した後、中塗り塗料を塗布。 プラズマ切断機 そのうえにウエット・オン・ウエット方 【Plasma Arc Cutting】 式で窓枠やセンターピラー上部などに 電させるトーチで構成。アーク放電に ブラックアウト塗装用の黒色塗料を塗 よる高熱で溶融切断する。アーク放電 布。車体をブースに入れて中塗り塗膜 というのは、電離作用が急激に盛んに と黒色塗膜の乾燥。ブラックアウト部 なり、電極が強く熱せられ、通常は絶 を被うようにマスキングし、上塗り塗料 縁体である空 気が高温化して良導体 を塗布。上塗り塗膜を乾燥させる。 になり放電する状態。このアークを細 ふ 高圧電源を発生させる本体とアーク放 つや消しブラック く絞り、熱エネルギーの密度を高めて ❷カスタム用語。ヘッドライトなど、透 金属を溶融切断する。プラズマ切断機 明な樹脂部品の内側から黒色塗装を は、圧縮空気を利用して、プラズマガ 施すこと。 スとして、またトーチの冷却と溶けた ブラックホーク 金属を除去する役目をしている。塗膜 【BLACKHAWK】 があっても、そのままでほとんどの種 米国のボデー修正用機器メーカー。創 類の金属の切断ができる。切断可能 業は 1929 年。代表的な製品としては な厚みは機種の能力で異なる。大同興 油圧ラム 「ポートパワー」 、油圧ラムとタ 業が 1979 年に発売した 「ユニファイブ ワー、固定装置を組み合わせた 「ドー ザー」 、床式ボデー修正装置「コーレッ ク」などがある。日本へポートパワー ハフニューム電極 高周波発生装置 プラズマガス (エア) エアシールド 加工物 圧縮空気 アーク ︵メイン︶ (パイロット) 切断用 直流電源 が輸入されたのは 1950 年代後半。当 時は国際自動車興業、萬歳自動車 (当 時)、安全自動車などの機械工具商社 が販売していた。1967 年に米国で同 製品を販売していたアプライドパワー 社と、日本の大沢商会が合弁会社の BSR-IK 309 フラッシュ・サーフェイス化 東洋油圧機械を設立。その後、本国で タルムラなどの塗膜のトラブルの原因 は M&A もあり、ジグベンチ式ボデー になる。 修正装置やコンピューター計測装置が ブラッシング 日産アルティアから販売されたことも 【Blushing】 ある。いまは日本では、ブラックホーク カブリ 白化 製品は、社名が同名のブラックホーク 塗装のトラブル。塗装面が白く曇る現 から供給されている。 象。高温多湿の梅雨期に多い。 ポートパワー フラッシュ・サーフェイス化 【Flush Surface】 原因 空気中の水分と吹き付けた塗料 が混ぜ合わされることで発生する。溶 ふ ボデーのパネル間の段差やすき間を少 剤が気化するときに冷やされる空気中 なくしたり、モールの突起をなくしたり の水分が液化して塗装中に付着し、白 すること。防音などの効果がある。修 化させる現象。白く見える部分は水分 理する側からすれば、カーメーカーが である。対策は、① 被塗面を温める、 1980 年 代よりこれを追 求した 結果、 ②塗装環境を改善する、③蒸発の遅 脱着やたてつけの困難さが増すことに いシンナーなど希釈剤を使用する、④ なった。 スプレーガンのエア圧を高くしない、な フラッシュ・マウント式 ど。 ウインドガラスの取り付け方式。接着 補修 軽い程度であれば、ポリッシュす 式の一つ。ガラスがボデーに接着剤で る。あるいはリターダーを加えて再塗 取り付けられており、モールが接着剤 装する。ひどい場合は、研磨後、再塗 に埋め込まれている。窓枠やボデー面 装する。 との段差を小さくできるが、ウェザース フラットベース トリップ式と比べて脱着・取替の作業 性が劣る。 ウェザーストリップ式 ダイレクトボンディング式 ツヤ消し剤 ツヤを消すための添 加 剤。塗料メー カーは、銘柄を選ばず使用できるタイ プで供給している。成分は、針状結晶 ボデーフランジ 系顔料、具体的には無 水シリカ SiO 2 (二酸化ケイ素)。透明に近く着色力は モール ない。屈折率は、クリヤーと同じ。塗料 ガラ ス 接着剤 との分散性が悪く、塗膜の上のほうに 集まる。無水シリカと樹脂を混ぜたタ ダム セラミックコート イプと、ポリエチレンワックスと溶剤を 混ぜたものもある。使用に当たっては、 塗料メーカーの指示によるツヤ消しか フラッシュオフタイム 【Flash Off Period】 別の配合 量比率の目安を守る。ただ 同一塗料を塗り重ねる場合の、次の吹 し、塗色によっても左 右されるため、 き付けまでの放置時間。溶剤分がある 少ない目の比率で試し塗りをして調整 程度、蒸発する時間をとる。マニュア する。 ル通りの時間をとらなければ、タレ、メ 310 ら七部ツヤまで、銘柄 (上塗りの種類) BSR-IK フランジレス車 プラットホーム フランジ 【Platform】 【Angle/Flange】 ボデー構造の土台、アンダーボデー部 パネルの加工法。部材からはみ出すよ 分を指す。現代の車は、基本骨格を共 うに出っ張った部分のこと。スポット 用できるように設計されることがある。 溶接などがされているパネルの端の細 プラットホームフレーム 長い部分がフランジである。段差が付 【Platform Frame】 けられていたり、折り曲げてあったり、 フレームの種類。バックボーンフレー いくつかの種類があるが、簡単にいえ ムの類型。 「背骨」と 「床板」を一体化し ばパネルの合わせ代でもある。溶接パ たもので、強固なフロアパンに動力と ネルの交換では、取り外すパネルはフ サスペンションが取り付けられている。 ランジ部分だけ残して先に切り取られ フロアパンにも応力を負担させること てしまう。スポット部を削ったあとは、 でバックボーンの断面積を抑えること フランジだけタガネで外していけばい が でき、低 床 化に有 利となった。フ いことになる。ロッカーパネル (サイド レーム単体での走行は可能であるが、 シル)アウターは、下側のフランジでイ ラダーフレームやバックボーンフレー ンナーと溶接されていて、固定用クラ ムに比べ、完成後のフレームと車体の ンプの取り付けで重宝する。ロッカー 分離は容易ではない。フォルクスワー パネルのミミともいわれるここは、防 ゲン ビートル、930 型までのポルシェ 錆や空力的な理由で存在しない車種 911、シトロエン 2CV、ルノー 4CV など もある。 が代表例である。 バックボーンフ ふ レーム フランジレス車 ミミなし車 ロッカーパネルの下側にはみ出したフ ブランケットジグ 専用ジグ ランジ部分がない車のこと。空気抵抗 の低減、ロッカーパネルの剛性と耐食 ジグベンチ式ボデー修正装置で、車種 性の向上のためである。 アンダーボデー ごとのアタッチメントを組み立てるジ クランプをフランジに付ける通常の 4 グ。 点固定ができない。ボデー修正装置に ユニバーサルジグ 用意されている専用のアタッチメントを 利用するか、ジグ式のように別の箇所 で複数固定するかになる。1978 年発 売の初代三菱ミラージュ、それから 10 年後のホンダ・アコード、ビガーあたり から出始めた。 BSR-IK 311 フランジングツール フランジングツール 【Edge Setter】 塗膜のトラブルの代表的なもの。納車 後に発生する。塗膜の表面がふくれた 切り継ぎ溶接で、パネルの端に段差を 状態になる。 付けて 2 枚を重ねる場合、片方にその 原因 ほとんどは、層間にゴミ・ホコリ、 段差をつけるためのツール。歯が段に 油などの異物、水分などがあったため なっている。1970 年代終わりに 「パン である。層間とは、鋼 板と下地 塗料、 チングツール」と合わせて知られるよう パテとプラサフ、プラサフと上塗りなど になった。のち、国内で開発されたウェ の境界面。塗膜には水分が呼吸をする ルドボンディング工法において、段差 ように出入りしており、異物や密着不良 をつけて接着するために、アールなど 箇所には水分が溜まる。出ていくとき にも対応できるツールセットが用意さ の蒸発で体 積が増えるため上の塗膜 れた。 を押し上げてふくらみができる。天気 ウェルドボンディング ブリード が良ければ一時的に消えることもある 【Bleeding】 にじみ フリート契約 自動車保険の契約方式。所有、保有し ている 10 台以上の自動車にまとめて 自動車保険を契約する。フリート契約 の自動車保険は、1台あたりの保険料 が安くなるなど一般の自動車保険には 水分 ふ ない契約上のメリットがある。契約規 約の厳格な運用が義務付けられる。 プリクラッシュセーフティー システム 異物 塗膜同士が重なる場所にすき間ができたり、 ゴミや油水分などの異物が入り込む 衝突前安全性能。事故の発生を予防 するための装置。損傷の危険性を発見 し知らせるシステムで、電子装備にな 水分 る。2003 年 2 月、トヨタ自動車がハリ アーで世界で初めて進路上にある車両 や障害物を検知して衝突被害低減に 空気中の水分が侵入して、たまっていく 寄与するシステムを搭載。続いてホン ダ、ダイムラー・クライスラー、日産が システム開発。日産は 2007 年 10 月に、 蒸発 世界初のアラウンドビューモニターを エルグランドに採用。これは、駐車時 の事故を未然に防止するものである。 ブリスター 【Blistering】 ふくれ 312 BSR-IK 湿度が上がって水分が蒸発するとき、体積が 大幅に増えるので、塗膜を盛り上げてしまう フレーム が、根本原因はなくなったわけではな み。 いため再発する。ブリスターは、湿度 フレーク の高い梅雨期にこれまでも多発してい 【Flake】 る。対策は水分に気をつけること、き 英語のフレークは 「薄片」の意味。塗料 れいなエアと脱脂清掃に尽きる。塗装 に混合されている顔料は粉ではある 工程の各ステップでは、研磨粉塵、ゴ が、主にリン片形状の顔料をいう。塗 ミ、ホコリ、手あか、汗、指紋、油など 料では、メタリック顔料、特殊顔料の を残さないように脱脂、清掃する。水 一部がこの形状になっている。 「アルミ 分の多い塗装環境、耐水性の悪い下 フレーク」 、 「フタロシアニンフレーク」 、 地塗料の使用は避け、水研ぎ後の水 さらに 「板状酸化鉄」もフレーク状の顔 分の除去を確実にする。 料である。 補修 どの層からふくれているかを確 ブレージング 認して、工程をやり直す。一般的には塗 フタロシアニンフレーク 【Brazing】 膜をはく離して塗装し直すほうが良い。 冶金的接合のなかの「ろう接」。接合 フリップフロップ性 する部材 (母材)よりも融点の低い合金 (ろう)を溶かして一種の接着剤として 方向性 用いることにより、母材自体を溶融さ プルプレート せずに複数の部材を接合させることが プレート 引き出し板金用具。プレート (板)状の できる。電気機器の配線等を接合する 引き具。①プレート状のクランプ、② のに利用される 「ハンダ」が有名である。 損傷面に溶接やハンダで付けたプレー ふ ト、などがある。 ハンダ ブレース 【Brace】 フルラップ衝突 正面衝突。車が障害物と完全に重なり 補強板。英語のブレースの意味は 「支 合う格好で衝突する。オフセット衝突 柱」 、 「突っ張り」、 「つり革」など。車体 と比べて受圧面積が広い分、損傷は浅 部品名でしばしば使われる。 くなることが多い。 自動車事故対策機 フレーム 構の衝突実験では、フルラップ前面は 【Frame】 55km/h でバリアに衝突させて結果を 車両の骨格部位。 ラダーフレームに代 評価している。 表されるアンダーボデーの車枠。フレー オフセット衝突 ムにエンジン、足まわり部品などを取り 付けた上で、ボデーキャビンをマウン トしている。乗用車にモノコックボデー が普及するまではこの構造が中心であ り、いまでもフレームをベースにする構 造はトラックを中心に採用されている。 ブレーキペダル後退低減構造 モノコック構造の乗用車も慣例的に、 衝突安全ボデーの構造。前面衝突時 アンダーボデー部分のメンバー類を指 にブレーキペダルの後退量を最小限 して呼ぶことがある。 に抑えて、キャビンと乗員を守る仕組 BSR-IK 313 フレーム修正機 フレーム修正機 に共同開発した回転研磨ブラシ。小型 ボデー修正装置 のエアドリルに付けて、足付けなどの フレームチャート 研磨に使用する。研磨のしにくい箇所 用として注目された。樹脂と専用研磨 ボデー寸法図 材を混ぜ合わせて糸状に焼結、ホイー フレーム・パターン フレーム模 様 ファイヤーパター ルブラシ状にしたもの。 ン プレスポイント カスタムペイントのデザイン。フレーム プレスライン上のある 1 点。パネルの (Flame)は 「炎」の意味で、炎模様。フ 左右比較で、測定の基準とすべき点。 レームは、カスタムペイントの本場であ プレスライン るアメリカで、もっとも古いデザインで デザイン上の理由もあり、ボデーパネ ある。周囲の縁取りで模様を描くため、 ルに入れられているライン。新車では デザイン性や仕上がりは、マスキング プレスラインを入れることで、パネルが のテクニックに左右される。 加工硬化して強度が高まる。なかには アールとの組み合わせで複雑な形状の ものもある。修理側からすれば、板金 および塗装の下地作業の面出しを難し くする要素でもある。 フレックスパネル 日 産 自 動 車 が 1989 年 1 月、パ オ (PK10)に採 用した樹脂 製 外 板の呼 ふ ブレーンストーミング 【Brainstorming】 ロンに使用され、素材はポリアミド変 独創性開発。会議で参加者が自由に 性 PPO アロイ樹脂。耐熱性に優れる 意見を述べて、問題解決や企画のアイ ポリアミド樹脂の特性と耐衝撃性に優 デアを出す方法。その場では否定せ れる変性 PPO 系樹脂の特徴を活かし ず、さらに連想して進める形。 たもの。鋼板と同時に焼付塗装ができ フレクス・ライナー る。その 2 年前の Be-1 にも採用され 【Flex-o-Liner】 ていた。 カナダのチャート・インダストリーズ社 プレップブース の台式修正装置。国際自動車興業が ビニールカーテン式塗装ブース。大型 1970 年代末から販売。1979 年に第 1 車用 (イタリア・サイコ社 製)は 2004 号機を国内で設置。海外の台式ボデー 年 9 月に丸山塗装 (新潟県)に初設置。 修正装置輸入のさきがけとなった機 ブローホール 種。 「ファーストラック」、 「ビッグベッド」 【Blowhole】 などのモデルがある。チャート社の前 溶接の不具合。水素、窒素、アルゴン 身がガイチャート社。 ガスなどの気体によって、溶接金属内 ガイチャート プレコートグリッド 【Pre-Cort Grit】 及川理研工業とバンザイが 1981 年秋 314 称。フロントフェンダーとフロントエプ BSR-IK 部に生じる球状の空洞。溶 接部の水 分や油、表面の錆などが原因となり、 特に継ぎ手の箇所の物質がガス化して ブロンジング ブローホールになりやすい。 関する法律」。それ以前には 1988 年に プロ代理店 制定のフロン類の規制に関する法律は 独立系の保険代理店。整備工場など あったものの、回収や破壊については も代理店となっているため、一般のと ふれられていなかった。この法律によ ころを区別するためにこう呼ぶことが り、カーオーナーから破壊事業者まで ある。プロ代理店に仕事を斡旋しても の責任と役割が明確化された。法律で らおうと考え、グループで活動してい は、カーエアコンは第二種特定製品と る車体修理工場も少なくない。 されており、処 理については 2005 年 保険代理店 プロタッチ 【PRO TOUCH】 施行の 「自動車リサイクル法」へ移行し ている。 自動車リサイクル法 フロンガス ロックペイントが 1997 年 4 月に発売し エアコンディショナー(エアコン)の冷 た 1 液ベースコート。077 ライン。独自 媒(受熱、放熱をする媒介物)として用 開発の変性ポリエステル樹脂を使用。 いられるガス。カーエアコン用にかつ 第 2 石油類。2004 年に、ソリッドカラー て使用されていた特定フロン 「CFC-12」 用原色「プロタッチ 2 液 型」 (配合比 は、大気放出時のオゾン層への悪影 4:1、最初の製品名は 「プロタッチスー 響が大きいことから、1995 年に生産・ パー」 ) を発売。 消費が 全 廃。代 替フロン 「HFC134a」 ブロック に切り替えられたものの温 室 効果ガ 【Block】 スであり、さらなる代替物質の開発が 進められている。フロンガスは法律に などに傷をつけないようにリフトの受 る。 け皿に予め設置しておくゴム製の緩衝 フロンガス回収装置 材。 カーエアコンの冷媒用ガスの回収・交 ❸その他ブロック状のツール。 換・充填機能を持つ装置。ガスの再生 ブロック塗装 機能を搭載したタイプもある。ガス漏 塗装範囲。地域によっては 「ます塗り」 れシール剤が注入されている場合、回 ともいう。パネルで区切られた範囲の 収装置を傷めるケースがあるため除去 塗装で、新品パネル交換時におこなう。 剤も開発されている。 バンパーだけを外して塗装するのもブ ブロンジング ロック塗装になる。組み付けたときの ふ サンディングブロック ❶ ❷車をリフトアップする際に、フランジ 沿って取り扱い、大気への放出は避け 【Bronzing】 色が周囲と合致していなければならな 塗膜のトラブル。納車後、風雨にさらさ いため、精度の高い調色が 求められ れて表面に金属性の粉がふくような状 る。メタリックやパール塗色では、周囲 態。 をボカシ塗装していることもある。 原因 顔料が露出しているもので、マ フロン回収破壊法 ルーン系やブルー系の顔料濃度の高 2001 年 6 月制定、2002 年 10 月施行。 い塗膜に発生しやすい。 正式名称は 「特定製品に係るフロン類 補修 表面をサンディングして、 クリヤー の回収および破壊の実施の確保等に コートする。 BSR-IK 315 フロントガラス フロントガラス 分業制 1987 年に合わせガラスの使用が義務 それぞれの作業工程ごとに専門技術 付けられた。フロントガラスは強度部 者を配置する手法。わが国では、フロ 位になっている。損傷していなくても、 ント、板金、塗装の 3 分野に分かれて 引き作業で割れる可能性があれば脱 いることが多い。さらに細分化すれば、 着する。 洗車・部品外し、ボデー修正、パネル ガラス脱着 ふ フロント事務所 板金、下地処理、マスキング、調色、上 フロント事務所は、一般客を主にして 塗り塗装、磨き、部品組み付け、最終 いる車体修理工場にとっては重要な接 点検・洗車清掃というような細分化に 客用スペースである。カウンターやテー なる。分業制では同じ作業を繰り返す ブルと椅子、説明や PR のためのツー ので、効率は高まる。しかし、細分化 ル類 (会社案内、パンフレット、価格表、 すればするほど作業スピードや損傷内 作業写真のアルバム、研修修了証や工 容によって、早く終わって手持ち無沙 場資格の看板など)や飾りつけ、待っ 汰になるか滞留を生むことになり、全 ている間に読める本、飲み物サービ 体の作業の流れを悪くしてしまう危険 ス、トイレや小さな子供の遊び場など、 性がある。分業制の反対は、どのよう その程度はいろいろであるが、商談ス な作業でもこなせる技術者である。フ ペースとして、あるいは用事がなくても ロントはともかく、板金と塗装の両方を 気軽に入ってもらえるような雰囲気作 こなせる技術者は、損傷程度にもよる りが必要。 が珍しくはない。 フロントマン 分光光度曲線 フロントマンには、接客能力と営業力、 色、特に顔料の持っている各波長にお そして車体修理工場にあっては見積り ける光の反射する度合い。 能力が問われる。板金塗装技術者か 分光光度計 らフロント担当になるケースとまったく 測色機のなかでも、プリズムを通すの 初めてのケースがある。カーデーラー と同じようにして分光してから光の波 に多いエンジン整備士からの転向組 長ごとに計り、分析する仕組みのもの。 も実際は、後者と同じレベルと考えて 受 光するセンサーは多 数ある。色差 いいだろう。 計は、人の目の錐体と同じ 3 つのセン 必要な資質 ①テクニカルアドバイザー サーで受光するので、分光光度計のほ としての営業力、②損傷診断能力、③ うがより細かい測定ができる。 自動車の車体に関する素材や構造の 316 色差計 知識、④板金から塗装に至るまでの修 分光分布 理技法、⑤料金や部品に関する知識、 光源が放射している光を波長と量で表 ⑥ 保険や車両価格の知識、⑦さらに したもの。 は入庫から納車までの作業の流れを 分散剤 指示、管理できる、など。 塗料の添加剤。分散とは、一つの層を 雰囲気温度 作っている物質のなかに、ほかの物質 気温と異なり、たとえば塗装ブース内 が微粒子状 (コロイド状)になって散在 の周囲の実際の温度。 していること。ここでは樹脂溶液中に BSR-IK ベイ 顔料など固体粒子を均一に散在させる る。新車ラインでは、1960 年代の終わ ために使用する材料。 りには欧州で静電塗装用に開発され 分子量 シャシの塗装で採用。トップコートに 物質の分子一つあたりの質量。水性塗 使用したのは日本が最初にトラックで、 料では、樹脂成分の低分子量化をおこ 次に米国が早かった。 ない、溶剤系塗料と同様の使い勝手を 分布荷重 目指すケースが増えている。 荷重が分布した状態。車体がブロック 粉塵 塀に正面から衝突した場合、衝撃力は 車体修理工場では、作業に伴い様々な ぶつかったフロントエンド全体に分散 粉塵が飛び散る。鋼板や溶接跡を削っ する。このため、損傷の度合いは比較 た鉄粉、溶接のスパッタ、パテやプラ 的浅くなる。 サフなどを研磨した粉塵、磨き作業の 静電塗装機 集中荷重 ブロック塀 コンパウンドカスなど、いろいろな種 類がある。作業場内にはこうした粉塵 が充満しており、常に棚や機器には積 もっている。この対策として、作業者は 防塵マスク等着用、特に研磨粉塵対策 では吸塵サンダーと吸塵装置の利用が 欠かせない。技術者の安全衛生対策 だけでなく、ゴミやホコリはポリッシュ 作業を長くして、場合によっては塗膜 ふ・へ のトラブルの種にもなるため、作業環 へ 境そのものもクリーン化を図らなけれ ばならない。 粉じん則 粉じん障害防止規則。労働安全 衛生 ヘアライン傷 法および労働安全衛生施行令の規定 線状の傷。磨きや一方向の研磨など に基づく省令。1979 年 10 月施行。パ で発生する。ほかに研磨傷を表現する テ粉塵は対象とはされていない。金属 ことばには、 「リングマーク」があるが、 面の研磨には対応している。 いずれも傷の形をそのまま表現してい 労働 安全衛生法 る。 粉体クリヤー ベイ 粉体塗料のクリヤーで、静電塗装する。 新車ラインに世界で始めて採用したの リングマーク 【Bay】 ピット ストール は、1998 年の BMW である。熱硬化 英語で壁の 「柱と柱の間」の意味。作 型。 業空間やその単位として使われるが、 粉体塗料 明確な寸法の基準はない。ことばのイ 顔料、樹脂などを最適配合し粉状 (パ メージから大きさを推定すれば、ストー ウダー)に加工した塗料。有機溶剤を ル<ベイ<ピット。 〔例〕サンディングベ 含まないので、環 境 対 策に適してい イ。 BSR-IK 317
© Copyright 2026 Paperzz