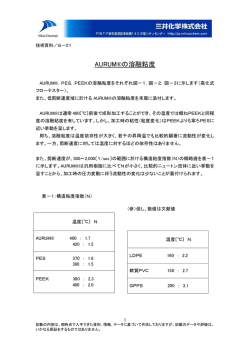
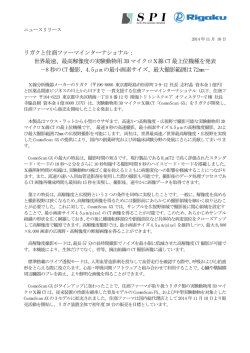
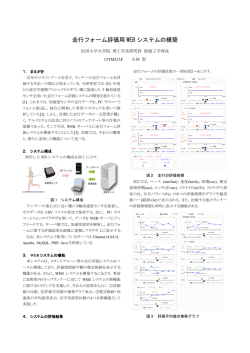
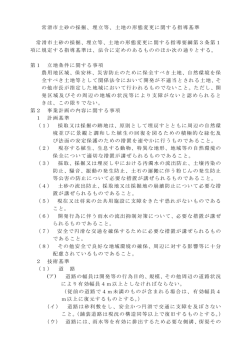
41 ●低粘度ペースト塩ビ壁紙グレードの開発 南陽研究所ゴム市場開発チーム 吉田 信一 松本 洋二 1.はじめに 2.ペ一スト塩ビ樹脂の製法 特殊塩ビとして知られるペースト塩ビ樹脂は、可塑 ペースト塩ビ樹脂は、乳化重合、ミクロ懸濁重合、 剤、安定剤等の薬剤とを混合することにより、ペース これら重合法により得られた粒子を種粒子として更に ト状(ペースト塩ビゾル)になるという特性から、一 粒子を肥大化するシード乳化重合、シードミクロ懸濁 般の樹脂とは異なり常温で賦形できるという特徴を有 重合によって塩化ビニル樹脂ラテックスを製造し、そ する。現在では年間約12万トンの国内需要があり、そ れぞれ単独であるいは各種ラテックスをブレンドして の4割を越えるのがビニル壁紙用途である 。 噴霧乾燥することにより製造される(表1参照)。 1) 図1にペースト塩ビ樹脂に求められる製品特性とポ 近年、壁紙加工メーカーでは、①収益改善のための 製造コスト削減、②環境問題への対応のためのVOC リマー制御因子を示す。 このような制御因子を種々組み合わせることで、要 削減という課題を抱えており、①については、高充填 化、薄塗り化、②については、プラスチゾル調製時に 求特性を満足するペースト塩ビ樹脂が得られる。 使用する有機溶媒のノンアロマ化、その使用量削減等、 配合、加工条件の工夫で対応している。しかし、これ らの対応では十分満足できるものではなく、ペースト 塩ビ樹脂の性能向上、特にペースト塩ビゾルの低粘度 化への要求が年々大きくなってきている。 ゾル特性 (1次,2次)粒子径 (1次,2次)粒子径分布 我々は、この要求に応えるべく開発を行った結果、 このほどペースト塩ビ樹脂を構成する基本粒子径制御 重合用乳化剤種類、量 改質剤(減粘剤等) 技術及び重合制御技術を確立し、上記要求に対応可能 平均重合度 な新しい壁紙用グレードを開発した。 発泡特性 本稿では、ペースト塩ビ樹脂の製法、ペースト塩ビ 1次粒子:ラテックスを構成する基本粒子 2次粒子:噴霧乾燥時の凝集粒子 ゾルの低粘度化について概説し、次に開発グレードの 特徴を紹介する。 図1 要求物性とポリマー制御因子との関係 表1 ペースト塩ビ樹脂の重合法比較 重合法 乳化重合 シード乳化重合 ミクロ懸濁重合 開始剤 水溶性開始剤 水溶性開始剤 油溶性開始剤 粒径制御 乳化剤種類、量 シード仕込み量 乳化剤種類、量 均質化条件 シード仕込み量 平均粒径 0.1∼0.5μm 0.1∼0.5、0.5∼1.5μm 0.5∼1.5μm 0.1∼0.5、0.5∼1.5μm 粒径分布 シャープ、1ピーク シャープ、多分散 ブロード、1ピーク ブロード、多分散 粒子形態 ( 41 ) シードミクロ懸濁重合 油溶性開始剤 (シード中) 42 TOSOH Research & Technology Review Vol.46(2002) 6 3.ペースト塩ビゾルの低粘度化 5 見掛粘度〔Pa・s〕 汎用壁紙加工に使用されるペースト塩ビゾルは、ゾ ル調製時のハンドリング性と裏打ち材へのコーティン グ性から、低剪断速度から高剪断速度まで幅広い範囲 で低粘度であることが必要である。ペースト塩ビゾル の粘度については、ペースト塩ビ樹脂の粒子径2)や粒 4 3 2 TNP70 当社従来品 他社品 1 子径分布に由来する最密充填構造に影響されることが 0 知られている3)4)。 1 10 100 1000 10000 剪断速度〔sec−1〕 我々は鈴木らの提案したモデル5)6)7)から導かれた 粒子の充填密度が最大となる粒径比と小粒子比率の組 図3 硬質配合における粘度挙動 み合わせ(図2参照)を、重合による粒子径制御技術 の確立によって再現することに成功し、低粘度壁紙用 5 グレードTNP70を開発した。以下、TNP70の品質、特 見掛粘度〔Pa・s〕 徴について紹介する。 0.50 0.45 粒径比 2 0.40 4 TNP70 当社従来品 他社品 4 3 2 1 0 1 10 100 1000 10000 空間率 剪断速度〔sec−1〕 6 図4 高充填配合における粘度挙動 0.35 8 10 0.30 粒径比=2 図5にTNP70、当社従来品及び他社品のペースト塩 粒径比=4 ビゾルの粘度経時変化を示す。 粒径比=6 0.25 粒径比=8 TNP70は、粘度経時変化が小さいことが明らかであ 粒径比=10 る。 0.20 0 0.2 0.4 0.6 小粒子比率 0.8 1 [3]発泡特性 壁紙は、ペースト塩ビゾルを裏打ち材へ塗布して原 図2 二成分粒子混合充填層空間率推定 反を作製した後、印刷を施し、発泡、エンボス(型押 10 4.TNP70の特徴 [1]ペースト塩ビゾル粘度挙動 8 基本粒子径の制御によって広範囲の剪断速度における 低粘度を実現している。図3、4にTNP70、当社従来 品及び他社品の粘度挙動を示す。TNP70は、配合に依 らず、また、いずれの剪断速度においても低い粘度特 性を有することから、配合からコーティングに至るま 粘度〔Pa・s〕 TNP70は、重合度700の壁紙用グレードで、精密な 6 4 TNP70 当社従来品 他社品 2 での加工適性に優れた樹脂であることが分かる。 [2]ペースト塩ビゾル粘度貯蔵安定性 0 TNP70は、重合時の粒子数(重合場)の最適化によ り、粒子の可塑剤吸収によるゾル粘度の経時変化を抑 制することに成功した。 0 20 40 60 経過時間〔H〕 図5 ペースト塩ビゾル貯蔵安定性 ( 42 ) 80 東ソー研究・技術報告 第46巻(2002) 43 (3)発泡体の耐パンク性 し)工程を経て製品となる。 (1)発泡倍率変化 エンボス時に発生するセルパンクは、製品外観を損 加工メーカーにおいて生産性向上は重要な課題の一 ねる。そのため耐パンク性は重要な特性である。図8 つである。TNP70は、短時間で高い発泡倍率を示すた に、再加熱エンボス後、発泡体表面に発生したパンク め加工速度アップヘの対応が可能である。図6に、 個数を当社従来品、他社品とともに示す。TNP70は、 225℃での発泡時間に対する発泡倍率の変化を当社従 明らかに耐パンク性に優れている。 来品、他社品とともに示す。TNP70は、短時間でも発 泡倍率が高いことが分かる。 パンク個数〔個/100cm2〕 140 8.0 7.8 7.6 発泡倍率 7.4 7.2 7.0 6.8 120 100 80 60 40 20 0 6.6 TNP70 当社従来品 他社品 6.4 TNP70 当社従来品 他社品 図8 エンボス後のパンク個数 6.2 6.0 20 30 40 50 5.おわりに 60 発泡時間〔sec〕 ペースト塩ビ樹脂を構成する基本粒子の制御によ 図6 発泡倍率変化 り、ゾル特性と発泡特性を両立した新しいグレード TNP70を開発した。TNP70以外にも、重合度850のグ (2)発泡体の再加熱ヘタリ性 レード(TNP85)、TNP70、TNP85を更に低粘度化し 通常、エンボス工程に至る前に発泡体を再度加熱す たグレード(TNP70AZ、TNP70BZ、TNP85AZ)の製 るが、その際発泡厚みが変化すると製品の品質低下の 品化にも目処をつけており、様々な市場ニーズに対応 原因となる。図7に230℃で発泡体を加熱した時の厚 できる品揃えを整えつつある。 み変化を当社従来品、他社品とともに示す。TNP70は、 本特性に優れた当社従来品と同等の性能を示す。 今後は、TNP70の開発で培った技術を軸として、壁 紙市場のニーズに迅速に対応できるグレードの提供、 更には壁紙以外の用途への新規グレードの提供も視野 に入れて開発を続ける所存である。 再加熱ヘタリ性〔加熱後厚み/初期厚み〕 1.2 TNP70 当社従来品 他社品 1.1 引用文献 1)塩ビ工業・環境協会ペースト部会,塩ビペースト 樹脂に関する調査報告書,3−4(1999) 2)P.Rangnes,0.Palmgren,J. Polym. Sci. Part 1.0 C, 33,181(1971) 3)R. J. Farris,Trans, Soc, Rheol., 12,281(1968) 0.9 4)A. J. Poslinski, M. E. Ryan, R. K. Gupta, S. G. Seshadri, F. J. Frechette, J. Rheol,, 32(8), 751−771(1988) 0.8 0 10 20 30 加熱時間〔sec〕 40 5)鈴木道隆,八木 章,渡辺球雄,大島敏男,化学 工学論文集,10,721(1984) 図7 発泡体の再加熱ヘタリ性 6)鈴木道隆,市場久貴,長谷川勇,大島敏男,化学 ( 43 ) 44 TOSOH Research & Technology Review Vol.46(2002) 工学論文集,11,438−443(1985) 7)鈴木道隆,化学工学,50,366−368(1986) ( 44 )
© Copyright 2026 Paperzz