(公財)航空機国際共同開発促進基金 【解説概要 19-4】
この解説概要に対するアンケートにご協力ください。
新中型民間機を中心とする設計技術について
―新構造様式(発泡コアサンドイッチパネル)の適用効果と課題―
1.はじめに
平成 18 年度の調査報告では、従来の金属材料の構造様式を踏襲した構造では、複合材
料の持つポテンシャルを十二分に引き出すことは困難であるとの検討結果を示した。 本年
度の調査では、複合材料の特性を最大限に引き出すため、スキン、ストリンガー、フレーム
から構成される板金組立構造に適した構造様式に対して、サンドイッチパネルを適用した新
構造様式に関する研究の成果と課題を紹介する。なお、本研究は(独)新エネルギー・産業
技術総合開発機構(NEDO)殿からの委託で川崎重工業(株)が実施したものである。
サンドイッチパネルは、コアを面板で挟み込むため重量に比して曲げ剛性が高いのが
特長で、軸力を分担する部材を適切に配すれば、従来の板金組立構造を一体化構造で置き換
えることができ、複合材料のポテンシャルを引き出すことが可能である。サンドイッチパネ
ルのコア材料として、航空宇宙の分野では従来からハニカムコアが用いられてきた。ハニカ
ムコアは軽量で強度、剛性に優れているが、3次元曲面を持つ部品に適用する場合には、加
工が困難で、運用中に水が浸入する可能性もある。そこで、ハニカムコアの持つこのような
短所を補い、成形が比較的容易で水浸入の問題も無い発泡コアをコア材として選定して研究
をおこなった。発泡コアサンドイッチパネルは既に E4 系新幹線の先頭車両[1]やスウェーデ
ン海軍のコルベット艦[2]に採用されており、疲労き裂の進展や損傷時のき裂進展に関する
基礎的な研究[3-6]も行われている。さらに、一部では航空機構造への適用を想定した研究
も行われている[7]。
研究に当たっては、E4 系新幹線先頭車両の製造経験[8]を活かして、コアについては
耐吸湿特性に優れた熱可塑性の PEI(Polyetherimid)コアである Airex 社の R82.60 をコア
材として選定した。また、適用対象構造としては民間航空機の機首構造を選定した[9]。民
間機の機首構造は、操縦、電気装備関連のぎ装品が多数取り付くこと及び形状が三次元曲面
で複雑であることから多数の補強材が必要である。その結果、複雑で部品点数の多い構造と
なっているが、機首構造を対象とした重量軽減・部品点数低減に関する研究は世界的にも例
がない。本研究では、現状の板金組立構造主体の機首構造に対して、複合材の特性を活かし
た構造様式として発泡コアサンドイッチパネルを適用した一体化構造について設計・解析を
行い、その効果を評価すると共に発泡コアサンドイッチパネル構造に関する研究課題を抽出
した[10-14]。 本調査報告では上記の研究内容を紹介する。具体的には、2 章において、
発泡コアサンドイッチパネルを適用した民間機の機首構造の設計・解析を行い、代表的なサ
ンドイッチパネルの寸度を設定し、実機適用に当たっては損傷の評価が課題であることを示
した。また、3 章では、クーポンレベルの試験片を用いた損傷付与試験により、主として雹
による衝撃損傷を受けた場合の発泡コアサンドイッチパネルの損傷状況を明らかにし、積層
板で用いられている Barely visible の損傷判定基準が発泡コアサンドイッチパネルでは適
用できないことを示した。ここで、Barely visible の損傷判定基準とは、設計上考慮すべ
き最小の損傷サイズを目視で発見可能な限界(Barely visible)の損傷とする基準である。
4 章及び 5 章は、2 章の結果に基づいて想定される損傷を供試体に付与し、損傷パネルの静
強度と耐久性を定量的に評価して、発泡コアサンドイッチパネルを実機に適用する際の技術
1
課題を明確化した。
2
機首構造の構造設計及び解析
2.1 設計コンセプト
機首構造は、前脚取り付け部周辺を除いては与圧荷重が支配的なので、外板は主として
円周方向の引張応力(Hoop tension stress)を受け持つ。このような荷重条件では、極力
縦通材を減らして外板で荷重を受け持つようにしたモノコック構造が構造一体化及び部品
点数低減の観点から有利である。従って、機首外板には発泡コアサンドイッチパネルを適
用して一体化を図った。非金属サンドイッチモノコック胴体外板の事例としては、デ・ハ
ビラント社のモスキート機(木製サンドイッチ)やビーチクラフト社のスターシップ機
(CFRP-アラミドハニカムサンドイッチ)があるが[15]、民間旅客機への適用事例はない。
ここでアラミドハニカムとはアラミッド紙に樹脂を含侵したハニカムコアのことで航空宇
宙分野で広く使用されている。機首外板以外の部位については金属構造とし、大型で複雑
な部材には薄肉大型精密鋳造技術及び摩擦攪拌接合技術[16]による一体化構造を採用し、
構造一体化による重量軽減及び部品点数低減を図った。
2.2 使用材料
本検討に使用した材料は以下のとおりである。すなわち、外板の面板には 180℃硬化型
のエポキシ樹脂をマトリックスとする CFRP(Carbon Fiber Reinforced Plastic)積層板
(Toho Tenax UT500/#135)を用いた。これは、フィラメント数 12K の綾織材である。異種
材料間の接着が必要な部分では自己接着性を持たせるため樹脂量を多くし、それ以外の部
分については樹脂量を相対的に下げて、Vf が異なる2種のプリプレグを選んだ。また、コ
ア材には耐熱性、耐火性に優れた高分子材料である PEI(PolyEtherImid)からなる熱可塑
性独立気泡硬質発泡コア R82.60(Airex 社)を用いた。なお、耐圧床支持構造、前脚室、
耐圧隔壁の材料については、薄肉大型精密鋳造技術を適用するため、湯流れ性が良好な
Al-Si-Mg 系合金で、従来材料と比較して化学成分範囲を厳しくして強度特性のバラツキを
小さくした D357-T6 材を選定した。前方与圧隔壁、風防枠、耐圧床、一般隔壁については、
7075-T7451 等の 7000 系及び 2000 系アルミ合金を使用した。ここで、2000 系と 7000 系の
アルミ合金は代表的な航空機用アルミ合金で、2000 系アルミ合金はき裂が進展しにくい材
料なので疲労強度が問題になる部材に使用され、7000 系合金は高強度が必要な部材、特に
圧縮荷重を受け持つ部材に使用される。
2.3 解析方法
(1)解析条件
対象機体は小型民間機を想定して、最大離陸重量 38.7ton、80 人乗りクラスの双発ジェ
ット機の荷重条件を設定した[10]。与圧荷重は 74.6kPa(制限荷重)とした。民間機を対
象とした米国連邦航空局(Federal Aviation Administration,以下 FAA とする)の規定
(Federal Aviation Regulation,以下 FAR とする)に準拠して、与圧荷重は減圧弁最大位
置圧力差(安全弁が解放される時の最大圧力差)に安全係数を乗じて求めた。減圧弁最大
位置圧力差は 56.1kPa、制限荷重に対する安全係数は 1.33[17]とした。従って、与圧荷重
2
(制限荷重)は、56.1×1.33=74.6kPa として与えられる。ここで、制限荷重とは運用時
に想定される最大荷重で、
設計においては主として疲労強度検討に用いられる荷重である。
一方、制限荷重に安全係数 1.5 を乗じた荷重を終極荷重と定義し、静的に負荷する最大荷
重で、航空機構造は 3 秒間耐荷することが求められている[18、19]。また、機首構造に取り
付けられている前脚に働く荷重としては、水平3点着陸と片揺れ着陸について検討した
[10]
。
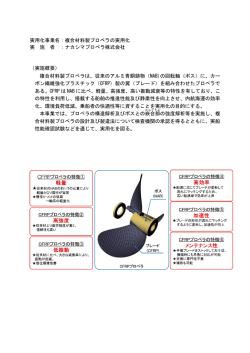
(2)構造様式
機首外板パネルについては、従来金属材料を用いたスキン・ストリンガー・フレーム
から構成される板金組立構造を一体化するため、発泡コアと 180℃硬化型 CFRP 綾織材で構
成されるサンドイッチパネル構造を採用し、部分的に CFRP 積層板で補強した。外板パネ
ルは組立時に成形誤差を吸収するため図1に示すように 4 分割としている。また、耐圧床
支持構造、前脚室及び耐圧隔壁は、多数の装備品を取り付ける必要があるので金属構造と
し、衝撃損傷を受ける可能性が低いため、部品点数低減に効果がある精密鋳造構造とした。
一方、前方与圧隔壁は、多数の装備品を取り付ける必要があることに加えて鳥衝突の可能
性があるので 7000 系アルミ合金とし、軽量化、部品点数低減のため摩擦攪拌接合による
組立方式を適用した。
図1 発泡コアサンドイッチパネル分割.
3
(3)解析手法
発泡コアサンドイッチパネルを適用した機首外板部分は、内外面の面板(CFRP)と
発泡コアに分けてモデル化し航空宇宙分野の FEM 解析ツールとして代表的な Nastran
を用いて内部荷重を算出して強度検討を行った[11]。その結果から最小面板板厚は、
層構成{(+45°.-45°)/(0°.90°)}からなる CFRP 綾織材 2ply となった。また、
応力分布に対応して必要な個所には局部的に面板板厚の増加を行った。なお、発泡コ
アの高さは、パネル内面に取り付けられる装備品の配置スペースを確保するため金属
構造のストリンガー高さと同じ 35mm とした。
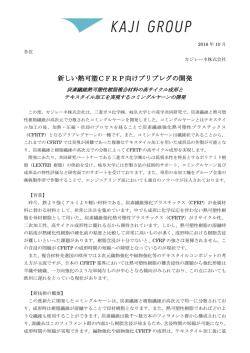
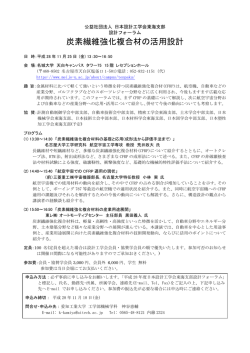
2.4 発泡コアサンドイッチパネルの成形手順
発泡コアサンドイッチパネルの成形手順を図2に示す[23]。図2では、発泡コアと
サンドイッチパネルは別個に成形した。すなわち、まず、1m×1m 程度のサイズに分割
した発泡コアを加熱して真空圧を負荷し、曲率半径 1,000mm~1,750mm の三次元の曲面
を付与した。本プロセスは熱可塑性のコアを使用するので複雑な形状にも対応可能で
ある。次に、成形治具上に外側面板のプリプレグを積層し、その後に成形済みのコア
を配置した。最後に内側面板のプリプレグを積層した。このように積層した部品をバ
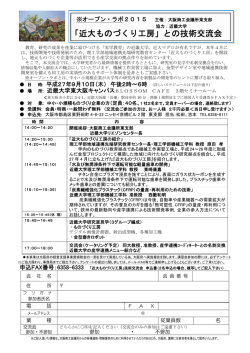
ッギングしてオートクレーブを用いて加熱硬化した。また、硬化後の非破壊検査につ
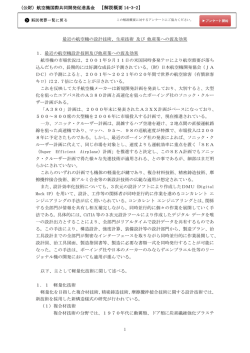
いては超音波探傷を基本とし、必要に応じてX線探傷を併用した。このようにして成
形したパネルを用いて組み立てた機首構造供試体を図3に示す[23]。
成形後のコア
コア成形
内側スキンのレイアップ及びバギング
コアのセット
外側スキンレイアップ
バグシート
コア
プリプレグ
非破壊検査
成形
-X 線探傷検査
目視検査
組立前チェック
-コインタッピング
-超音波探傷検査
オートクレーブ
図2 発泡コアサンドイッチパネル成形手順.
4
図3 実大機首構造供試体.
2.5 適用効果
前項に示す手順により製作した機首構造は、従来の金属構造と比較して、機首構造全体
で重量軽減 11%(597kg→531kg)
、部品点数低減 82%(2,347 点→415 点)の成果を得た。
また、機首外板パネルのみの比較では、重量軽減 23%(306kg→237kg)、部品点数低減 98%
(1,363 点→30 点)であった[24]
。外板パネル単体と比較して機首構造全体で低減率が悪
化しているのは、金属構造との結合部等で金属製の結合部材の形状、寸度を増加させる必
要があり、これが低減率の悪化に繋がったからである。コスト低減効果については詳細な
試算を行っていないが、コストと密接な関係がある部品点数が大幅に低減していることか
ら、金属構造に対して 30%以上のコスト低減効果が期待できると予測する。平成 18 年度
の調査では、金属材料の構造様式を踏襲して材料を CFRP に置き換えただけでは、金属構造
に対して 40%程度のコスト増加になり、部分的に一体成形に適した構造様式を採用しても
なお数%のコスト増加が見込まれるという結果であったが、発泡コアサンドイッチパネル
を適用した一体成形技術により、金属構造に対して大幅なコスト低減を達成する目途を得
た。また、重量軽減効果についても、欧米で研究開発が進められている最先端の複合材主
翼構造の重量軽減効果が 20~25%[25]なので、胴体構造においても世界のトップレベルと
遜色の無い重量軽減効果を達成することが出来た。本研究成果により、複合材の長所を活
かした航空機構造様式の実現が可能であるとの目途を得た。
なお、発泡コアサンドイッチパネルでは面板とコア間のき裂の進展による強度低下が問
題であり、このようなき裂は主として衝撃損傷による面板とコア間のはく離を起点とする
ことが知られている[26]。従って、実機への適用可能性を向上させるためには、雹等によ
る運用中の衝撃損傷の評価とその後の繰り返し荷重負荷の下でのき裂進展による強度低下
5
を評価する必要がある。これに関しては次章で述べる。
3.損傷評価試験
機首構造外板に適用した発泡コアサンドイッチパネルについては、運用中に受ける損傷
によって生じたはく離を起点とするき裂による強度の低下が懸念されている。本章では運
用時に想定される損傷として雹を想定し、損傷を付与した場合の発泡コアサンドイッチパ
ネルの状況を評価した結果を紹介する。
3.1 試験方法
供試体は機首構造のパネルを模擬し、180℃硬化型 UT500/#135、CFRP 綾織材プリプレグ
(Vf = 46%)及び PEI コアを用いてオートクレーブを用いて一体成形したサンドイッチパ
ネルから所定の試験片を製作した。パネルのサイズは 300mm×300mm、面板の板厚は 0.92mm
と 1.84mm の2種とした。である。また、損傷の種類については航空機の運用中に生じる損
傷として、雹を想定した。標準的な条件は、雹のサイズが直径 63.5mm(2.5in)
、衝撃時の
エネルギーレベルが 56.5J(500in-lb)である。この条件は雹の自由落下に相当し、航空
機が地上駐機中に雹によって受ける損傷を想定している。この雹による衝撃損傷を模擬す
るため、空気砲により雹を模擬した氷片を供試体パネルに衝突させ、損傷状況を調べた。
空気砲は固定架台に取り付け、その射線上に供試体支持架台に取り付けた供試体をセット
した。試験装置の配置状況を図4に示す。
5970
2000
3420
800
空気砲
速度計測装置
試験供試体
250
unit:mm
図4損傷付与試験 試験概要.
6
床面
試験に当たっては図4に示す空気砲から氷片を発射し、その速度と重量から衝突時のエネ
ルギーレベルを求めた。供試体の損傷としては、損傷面積と最大損傷深さ(Dent depth)を
計測した。最大損傷深さはダイヤルゲージで計測し、損傷面積は透過式超音波探傷により
求めた。また。板厚方向の損傷状況を調べるため断面観察を行った。
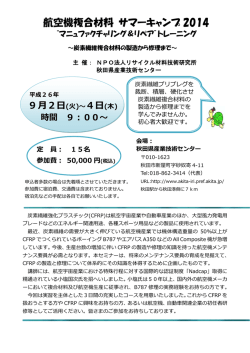
図5に損傷パネルの断面を示す。この断面は、300mm×300mm のサンドイッチパネルに
おいて、損傷部中心を通る線で切断したものである。図5では、切断後に赤色のインクに
より損傷したコア部分を着色している。これは、コアがクラッシュするとセル間の隔壁が
破壊してインク等が染みこむことを利用したものである。この図から面板にはほとんどく
ぼみが見られないのに対して、コアが広い範囲でクラッシュしていることがわかる。この
ことは、コアがクラッシュすることにより衝撃のエネルギーを吸収し、面板には目立った
くぼみ(Dent)を残さないことを示している。従って、目視可能な損傷がない場合でも、
面板とコアのはく離及びコアの損傷が生じている可能性が高いので、目視不可能な損傷を
付与した場合の残留強度、耐久性の評価が必要である。
コアがクラッシュした部分 (着色部)
損傷パネル面板:2ply
雹直径:φ63.5 mm
エネルギーレベル :65.6 J
70mm
損傷深さ :0.424 mm
損傷部直径 :70 mm
図5損傷パネル断面.
4.損傷特性試験
発泡コアサンドイッチパネル構造では、雹等の運用時に想定される損傷を付与した場
合に表面に損傷が認められなくても内部のコアが広範囲にクラッシュして面板-コア間に
はく離が生じている可能性のあることが判明した。本項では、目視不可能な損傷
(Non-visible damage)及び Barely visible な損傷を付与した場合の静強度及び疲労強度の
低下を定量的に評価した。供試体は 180℃硬化型 UT500/#135、CFRP 綾織材プリプレグ及び
PEI コアを用いて所定の試験片を製作した。ここで、前項の結果に基づいて、面板の板厚
はより損傷の条件が厳しい 2 ply とした。
・損傷 A:直径 50.1 mm(2.0 in)~76.2 mm(3.0 in)程度の雹が衝突した場合を想定した
損傷(Non-visible damage)。
・損傷 B:地上作業中の Tool 落下を想定した損傷(Barely visible damage)
。
・欠陥 :製造時に生じる、異物混入や接着不良を想定した欠陥を 19 mm×19 mm×0.13
mmtの PTFE(Polytetraflouroethylene)テープで模擬した損傷で強度への影響
が無視できる損傷サイズ。
7
静強度試験結果を表1に示す。また、疲労試験結果を図6に示す。これらの試験結
果から、損傷 A と損傷 B の静強度及び疲労強度はほぼ同等なので、たとえ損傷が目視不可
能であっても、Barely visible な損傷を受けた場合と同程度の強度低下が生じることがわ
かった。
表1静強度試験結果.
供試体
破壊荷重
圧縮強度
平均強度
番号
(kN)
(MPa)
(MPa)
Damage A
1
35.0
126
(雹損傷模擬)
2
34.3
124
3
35.2
127
Damage B
1
34.2
123
(工具落下損傷模擬)
2
36.0
130
3
33.2
121
Defect
1
43.1
155
(人工欠陥)
5
41.8
151
6
42.5
154
備考
126
125
強度への影響
153
が無視できる
欠陥サイズ
Note: 1.圧縮強度は公称板厚を 1.84mm として計算した。
160
Stress
(MPa)
R = -1
←圧縮静強度(人工欠陥)
140
←圧縮性強度(雹衝突、工具落下)
120
100
80
→
→
→
→
60
40 3
10
104
105
106
Cycles
図6 疲労試験結果.
8
○
●
△
→
:工具落下損傷
:雹衝突損傷
:人工欠陥
:破壊せず
この解説概要に対するアンケートにご協力ください。
なお、供試体の破壊モードをみると、衝撃損傷を受けた場合は損傷部が破壊の起点になり、
疲労試験では、面板-コア間のはく離が供試体幅方向に進展して、最終的に面板が座屈し
て破壊した。この結果、疲労強度向上のためには、面板-コア間のき裂の進展を抑制する
アイデアが必要であることがわかった。また、そのようなアイデアは損傷許容設計を適用
した場合に検査間隔の延長を可能にするので発泡コアサンドイッチパネル構造の耐損傷
性向上にも効果がある。面板-コア間のき裂の進展を抑制するアイデアの具体的な研究成
果については次年度の調査報告で詳しく述べる。
参考文献
1. 小西昌昭、山本達也、板東舜一、宮部秀樹、石塚理、古川誠、水田明能、西川弘泰、
E4 系新幹線 CFRP 先頭車両構体の開発、第 37 回飛行機シンポジウム予稿集、pp.433-436
(1999).
2.Kockums 社 Home page(http://www.kockums.se/SurfaceVessels/visby.html#visby)
3.Bruman M,”Fatigue Crack Initiation and Propagation in Sandwich Structures”, Report
No. 98-29,Department of aeronautics, Royal Institute of Technology, Sweden, 1998.
4.Shipsha A., “Failure of Sandwich Structures with Sub-interface Damage”, Report
2001-13, Department of Aeronautics, Royal Institute of Technology, Stockholm, Sweden,
2001.
5.Prasad.S, Carlsson L., Debonding and crack kinking in foam core sandwich beam – I.
Analysis of fracture specimens, Eng. Frac. Mech., 47, No.6, pp.813-824, 1994.
6.Prasad.S, Carlsson L., Debonding and crack kinking in foam core sandwich beam – II.
Experimental investigation, Eng. Frac. Mech., 47, No.6, pp.825-841, 1994.
7.Herbec L., “Technology and Design Development for a CFRP Fuselage”, Presented at
25th SAMPE Europe Conference, Paris, France, 2003.
8.Hirose Y, Konishi M, Kosugi K, Imuta M, Kikukawa H, “Industrial application of CFRP
sandwich panel for Aircraft structure”, Proc Conference ICCE/8, Tenerife, Canary
Island, Spain, pp355-356,2001.
9. (財)日本航空機開発協会、平成 11 年度航空機用先進システム基盤技術開発成果報告書、
108-111(2000).
10.(財)日本航空機開発協会、平成 12 年度航空機用先進システム基盤技術開発 成果報告書、
202-254(2001).
11.(財)日本航空機開発協会、平成 12 年度 革新的軽量構造設計製造基盤技術開発 成果報
告書、100-170(2001).
12.(財)日本航空機開発協会、平成 13 年度 革新的軽量構造設計製造基盤技術開発 成果報
告書、 115-184 (2001).
13.(財)日本航空機開発協会、平成 14 年度 革新的軽量構造設計製造基盤技術開発 成果報
告書、 98-152 (2002).
14.(財)日本航空機開発協会、平成 15 年度 革新的軽量構造設計製造基盤技術開発 成果報
告書、112-166(2003).
9
15. 鳥養鶴雄、久世紳二、飛行機の構造設計、(社)日本航空技術協会、28-29(1992).
16. (財)日本航空機開発協会、平成 11 年度 革新的軽量構造設計製造基盤技術開発 成果報
告書、89-111(2000).
17. Federal Aviation Administration, Federal Aviation Regulation Part25.365(d),1999.
18. Federal Aviation Administration, Federal Aviation Regulation Part25.303, 1999.
19. Federal Aviation Administration, Federal Aviation RegulationPart25.307, 1999.
20. Zenkert D., An Introduction to Sandwich Construction, P267 (1995),Engineering
Materials Advisory Services LTD.
21. 宮入裕夫、サンドイッチ構造の基礎、276-277 (1999)、日刊工業新聞社.
22. Hirose Y, Fukagawa H, kosugi M, Imuta M, Kikukawa H, “Application of a New CFRP
sandwich panel to the Aircraft Nose Structure, Proc Tenth US-Japan Conference on
Composite Materials, Stanford University, USA, 2002.
23. Ito T,, Sana T,, Hirose Y., Araya K., Nishitani M., “Innovative Cockpit
Structure-Molding Technology of Foam Core”, Proc.7th Japan International SAMPE
Symposium, 2001, pp.149-152.
24.廣瀬康夫他、将来航空機へ向けた革新構造技術、川崎重工技報158号、2005、pp42-47.
25. (独法)新エネルギー・産業技術総合開発機構研究評価委員会、「革新的軽量構造設計製造
基盤技術開発プロジェクト」事後評価報告書、2004、pp.2.11-2.22.
26. Shipsha A., Zenkert D., Fatigue Behavior of Foam Core Sandwich Beams with
Sub-interface Impact Damage, Journal of Sandwich Structures and Materials Vol.05
Issue 02, 2003, pp.147-160.
10
© Copyright 2026 Paperzz