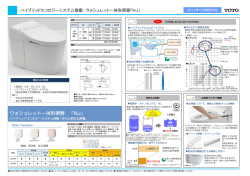
ITを活用したリモートメンテナンスに関する研究 1.目的 自動化装置のメーカーは,製品を納入した後に発 生する動作不安定や突発的な故障の修理,定期的な 保守などのために現地へ出向いてメンテナンス作業 を実施する必要がある.しかし,限られた人員で製 品開発とメンテナンスの両方を手掛けるには負担が 大きく,海外などの遠隔地への納入をあきらめてい るメーカーもある.そこで,これらの問題を解決す るためにインターネットによるデータ通信を利用し て遠隔地から装置の監視やメンテナンスを行うため のシステム開発を行った. 2.方法 機械装置の動作状態を遠隔監視するために,音, 振動,シーケンサの入出力信号をネットワーク経由 でリアルタイム転送し,モニター画面に波形として 表示するための研究を行った.センサーによって収 集した音と振動は,コンピュータのサウンドカード に入力し,A/D変換して転送した.また,シーケ ンサの入出力信号はシリアル通信によって収集し, 音,振動データと共に転送した. 機械装置各部の温度を遠隔監視するために,赤外 線カメラと放射温度計を併用する方法を開発した. 赤外線カメラで対象物表面の温度分布を撮影し,放 射温度計で任意の1点の温度を測定することによっ て赤外線画像全体の温度の絶対値を計算した.この 方法によって,高価なサーモグラフィーを使用する ことなく2次元温度計測が可能になった.(図1) 動画像による遠隔監視を行うために,大量の画像 をネットワーク経由で高速転送する方法を開発し た.動画像の中から動きのある部分を自動で検出し てJPEG圧縮し,動きの無い部分はビットマップ ・データで転送した. 故障の自動診断の一例として,加工音によるドリ ルの破損診断に関する研究を行った.対象物として プリント基板の加工装置を使用し,ドリル周辺にマ イクロフォンを取り付けて加工時の音声波形を収集 した.(図2上) この波形から時間の経過に伴う周 波数スペクトルの変化(図2下)を抽出した.さらに, 周波数を5つのバンドに分割し,それぞれの周波数 バンドに含まれる音声スペクトルの積分値を計算し て故障診断のための特徴量とした.不良ドリルと正 常ドリルそれぞれ数10本から5つの特徴量を抽出 し,MTS法を用いて不良空間と基準空間を作成し 企画情報課 ○香川敏昌,柏木利幸 た.空間の作成に使用していないドリル30本を用 いてマハラノビス距離による不良判定実験を行った 結果,約80%の不良判定率を得ることができた. また,MTS方を用いてシーケンサの入出力信号 波形に異常が生じた場合に,どの故障事例に近づい ているかを判定して診断・予測を行うための研究を 行った. 3.結果 研究を行った結果,リモートメンテナンスに必要 な次の①∼⑥の機能について良好な結果を得ること ができ,今後の応用研究と事業化への足掛かりを築 くことができた. ①音,振動,シーケンサ入出力信号の遠隔監視 ②熱画像による装置各部の温度の遠隔監視 ③動画像による動作状態の遠隔監視 ④ドリルの破損状態の自動診断 ⑤シーケンサ入出力の自動診断・予測 ⑥LED照明装置の明るさの遠隔操作 図1 図2 熱画像の遠隔監視画面 加工時の音声波形と時間−周波数分布
© Copyright 2026 Paperzz