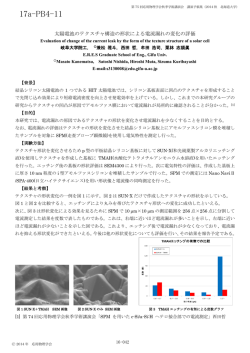
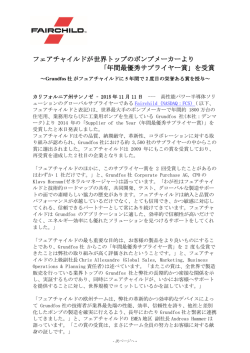
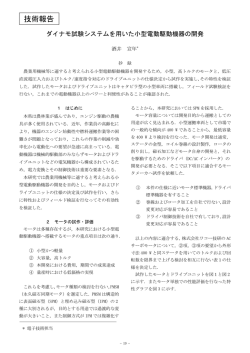
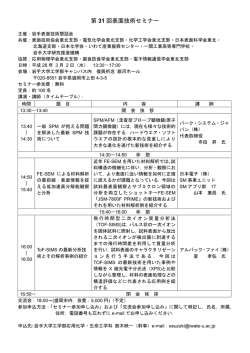
1.8 プレス金型と自動化方式 プレス加工用の金型は、プレス成形法を具現化する工具であり、プレス機械に取付けられて製品を生産する。 ここでは主に素材の搬送方式から見た金型の種類を紹介する。 プレス加工製品は、図 1.31 に示すように製品の形状や寸法精度の検討から始まり、成形工程の検討を経て金 型設計・製作に移り、さらに試作結果の修正を繰返して完成する。コンピュータ化により技術者の知恵やノウ ハウがシミュレーションや CAD・CAM に活用されて、品質の安定や納期短縮化に貢献している。 図 1.31 プレス加工製品の製作工程 プレス金型は、加工製品 の形状、寸法精度、生産数量等から単発型、順送型、トランスファ型、更に特殊な 用途で 複合成形型 に分けられる。 1.8.1 単発金型 単発金型は、生産数量が少ない時に用いられ、人手作業により素材や各種の中間加工がほどこされた材料を 金型に供給し、プレス加工して取出す。 図 1.32 は基本的な単工程用の打抜き型、曲げ型、抜き絞り型を示し、 ガイドポストのあるダイセット、切断や成形用のパンチ・ダイス、パンチのガイドやパンチから製品を取り外 すストリッパからなる。 図 1.32 板金成形の基本的な金型構造 1.8.2 順送(プログレッシブ)金型 順送加工は、図 1.33 の製品例に示すように打抜き、曲げ、絞りなど複数の成形工程を備え、材料をつなげた ままで搬送とプレス加工を連続で自動運転する。一般的に順送加工は小・中物の平面的形状の成形に適してお り、生産性に優れる。図 1.34 は打抜きの順送金型を示し、単発金型の構成部品にサブガイドポスト、送りを安 定させるためパイロットピン、リフタユニットがある。生産速度は 100 spm を越える加工も多く、小物精密部 品では一例として 3000 spm (毎分 3000 個)も可能で、曲げを含むコネクタ類であれば 400~800 spm になる。 図 1.33 順送加工による製品例 (アイダエンジニアリング㈱) 図 1.34 順送金型 順送加工においては、製品精度や搬送の安定性に直接影響する重要な要素にストリップレイアウトがあり、 図 1.35 に打抜きや曲げ、図 1.36 に絞りの基本形を示す。材料と金型の位置決め精度は、パイロット穴により 決まる。特に絞りにおいては、キャリアの変形を防ぎ製品の成形を容易にするブリッジの配置や形状に配慮し た(a) のランスリット、さらに板が厚くなるとキャリアが変形する(b)のアワーグラスが必要になる。 図 1.35 順送加工における打抜きや曲げの基本的なストリップレイアウト (a) 絞り用のランスリット (b)絞り用のアワーグラス 図 1.36 順送加工における絞りの基本的なストリップレイアウト 1.8.3 トランスファ金型 トランスファ加工は、はじめに材料を切離してプレス 加工を行う。トランスファ金型は単工程金型の集合体で、 中・大物の絞りを含めて製品高さのあるプレス加工に適 する。図 1.37 はモーターケース加工用のトランスファ金 型と図 1.38 は絞りとピアスの工程を含むモーターケー スの工程レイアウトを示す。 送り方向 図 1.37 トランスファ加工用金型 (アイダエンジニアリング㈱ ) 図 1.38 モーターケースのトランスファ加工の工程レイアウト 図 1.39 はトランスファ加工の搬送に最も多く使用されるフィードバーによるクランプ-アンクランプ、アド バンス-リターン作動する 2 次元トランスファ方式とリフト-ダウンの動作が加わった 3 次元トランスファ方式 を示す。 (a) 2 次元トランスファ方式 (b) 3 次元トランスファ方式 図 1.39 2,3 二次元トランスファ方式 4 ) 図 1.40 は送りピッチを小さくするため、8 工程数のサイドピアス用カム型を前後に配置し 9,11,13 工程で中 間製品を 45°回転させることにより、絞りと 24+5 個の穴形が 25 spm で行われている。トランスファ加工は各 種の金型の組込み、中間製品の位相変更や反転などの成形の自由度が大きいため、生産数は通常 20~50 spm に なるが複雑形状の加工に適しており、金型の保守も容易である。 2 次元の高速トランスファ搬送では 200 spm の加工もある。 45°回転 図 1.40 サイドピアス用カム型を含むトランスファ加工の製品例 (アイダエンジニアリング㈱) トランスファ加工と順送加工はそれぞれ一長一短があり、表 1.8 にその比較を示す。 表 1.8 順送加工とトランスファ加工の比較 1.8.4 複合成形金型 複合成形金型は図 1.41 に示すようにプレス加工だけでなく、複数の材料や部品を金型内に供給してタップ加 工やカシメによる結合等を自動で行うことにより、付加価値の高いプレス加工製品を可能にする。 図 1.42 カシメ加工により積層されたローター、 ステータ (黒田精工㈱ ) 図 1.41 複合成形金型の概念図 図1.42 のモーターに使用される積層コアは半抜き加工時の パンチ側とダイ側の直径差を利用した(C)の押出しカシメで す。 約 400 spm の順送加工の抜き落しステージで、ブランキング すると同時にカシメ加工を行う。 図 1.43 は金型内に組み込まれたタッピングユニットを示し、 スライドの上下運動をボールネジ、ギアを介して回転運動に 変換して転造によりネジ加工をする。生産速度は通常 30~40 spm 以下となる。 図 1.43 金型内タッピングユニット 1.8.5 冷間鍛造金型 冷間鍛造は主に据込み、前方押出し、後方押出し、複合押出しにより 1 工程、あるいは複数工程の組合せに より加工される。加工形態は板金成形の順送り型を除き、単発型、トランスファ型、複合成形型がある。 成形応力は、2000MPa 以上になり、集中応力として作用することも多く、金型は高さ方向で 1 mm 以上の弾性 変形をする。従って、金型の動的精度を確保するためにパンチやダイの受圧成形部品と金型を保持する精度維 持部品を分離した図1.44 に示すマスターダイセットを使用する。図 1.45 はそれを使用したの前方押出しと後 方押出しの金型構造を示す。内圧に強い焼きばめダイスを使用して、成形荷重はダイセットを介さずにプレス に直接伝達される構造のため鍛造プレスのスライド、ボルスタには受圧焼入れプレートが装備されている。 マスターダイセット ボルスタ 図 1.44 冷間鍛造のマスターダイセット 図 1.45 冷間鍛造の金型構造 参考文献 1) プレス技術 基本プレス金型実習テキスト: 1991 年 9 月号 Vol.29, No.10 日刊工業新聞社 2) 新プレス加工データブック: 新プレス加工データブック編集委員会編 日刊工業新聞社 3) (独) 科学技術振興機構 キャリア支援ポータルサイト e-learning 機械分野: 塑性加工コース 金型 https://jrecin.jst.go.jp/seek/SeekTop 4) 知りたいプレス加工: アイダ・プレス研究会 ジャパンマシニスト社
© Copyright 2026 Paperzz